

Сведения о производителе токарно-винторезного станка 1ИС611В
Изготовитель и разработчик токарного станка модели 1ИС611В — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный Ø 270
- 1И611ПМФ3 — станок токарный повышенной точности с ЧПУØ 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250-ИТП (ИЖ 250-ИТП) — станок токарно-винторезный повышенной точности универсальный Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности Ø 300
- 250ИТВМ Ф2 — станок токарный высокой точности с оперативной системой управления ОСУ Ø 320
- 1336м — станок токарно-револьверный Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальный Ø 400
- ИЖ-250, ИЖ-250П — станок токарно-винторезный повышенной точности универсальный Ø 250
- ИТ-42 — станок токарный с ЧПУ Ø 320
https://youtube.com/watch?v=SNAKlrlLhR8
Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
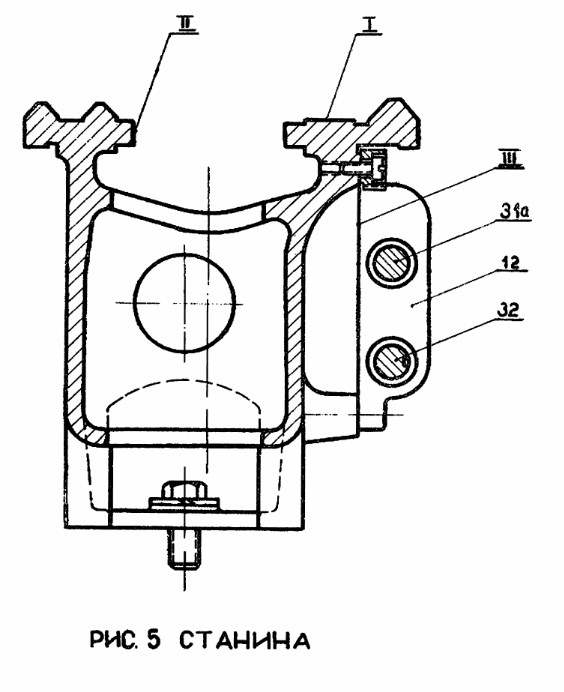
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
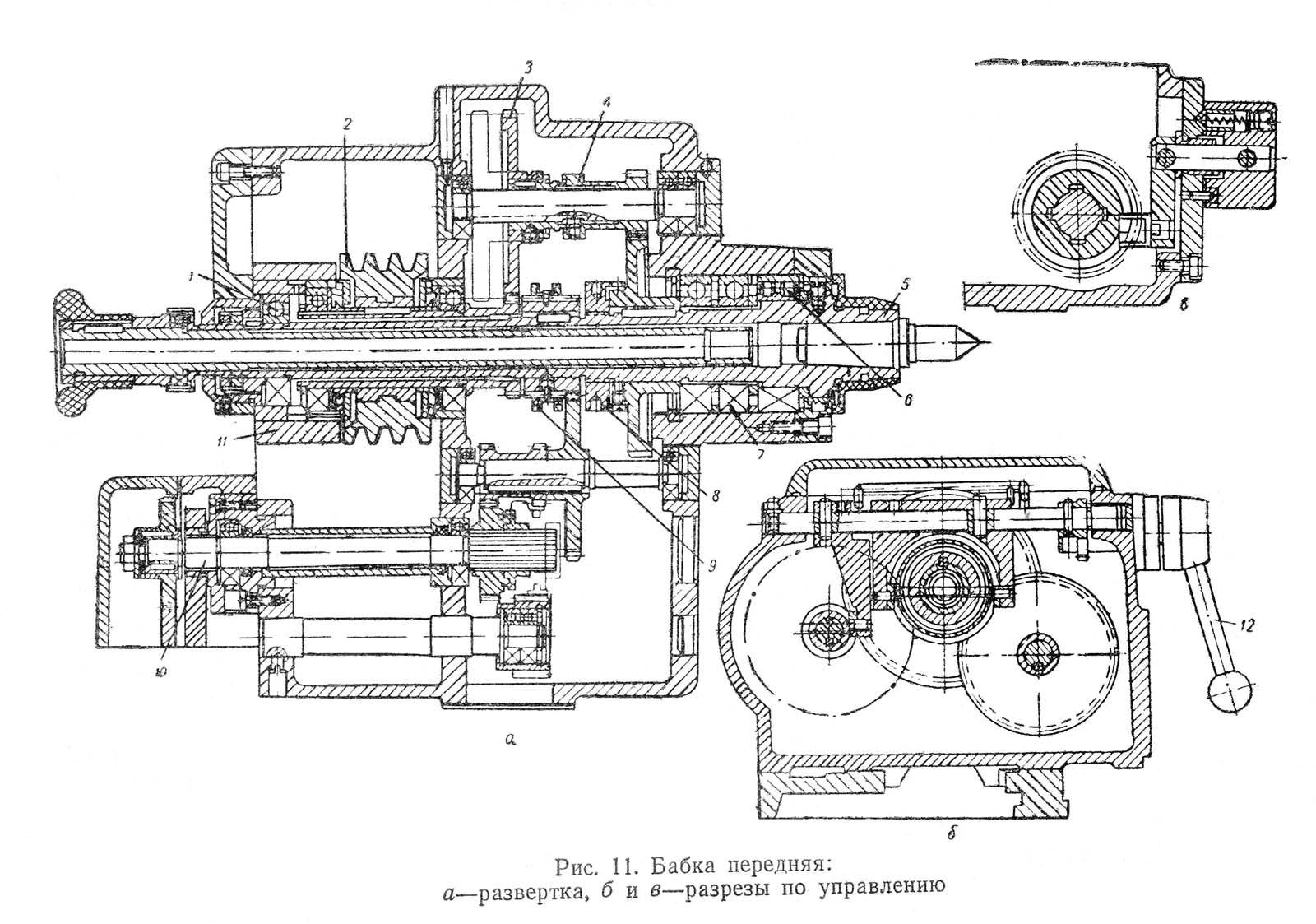
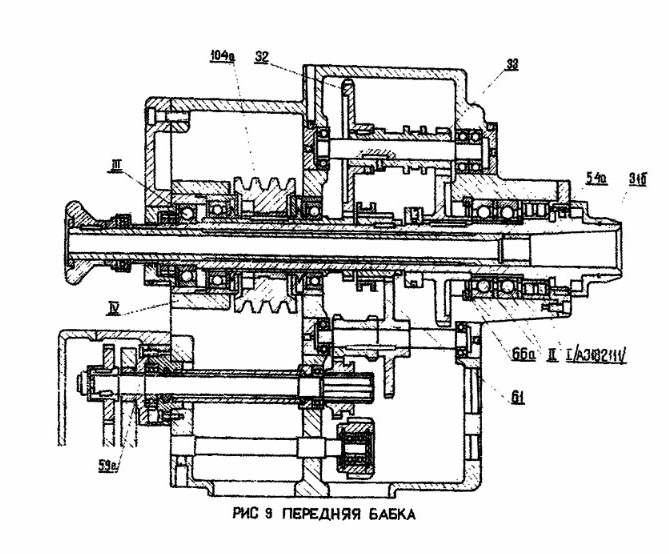
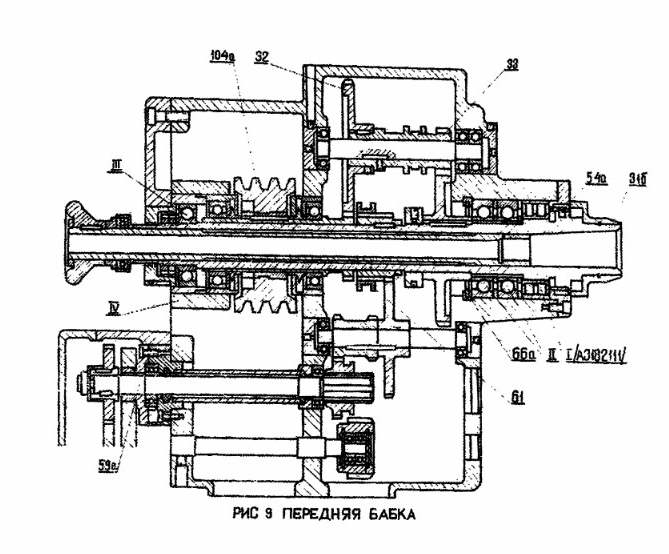
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.
Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.
Шпиндель
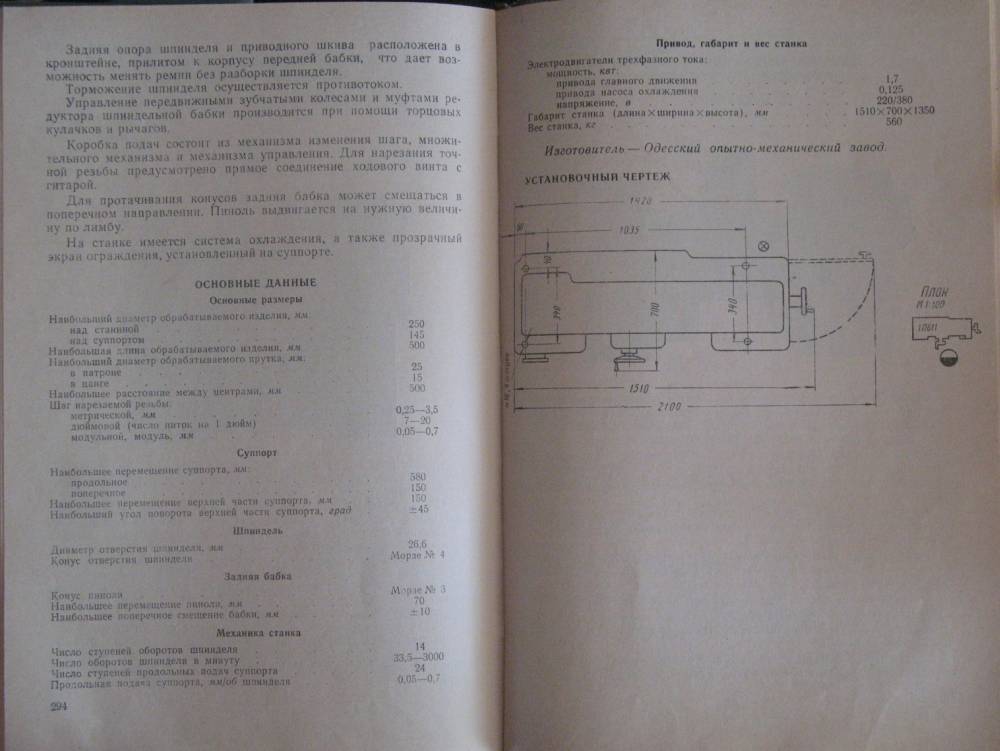
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
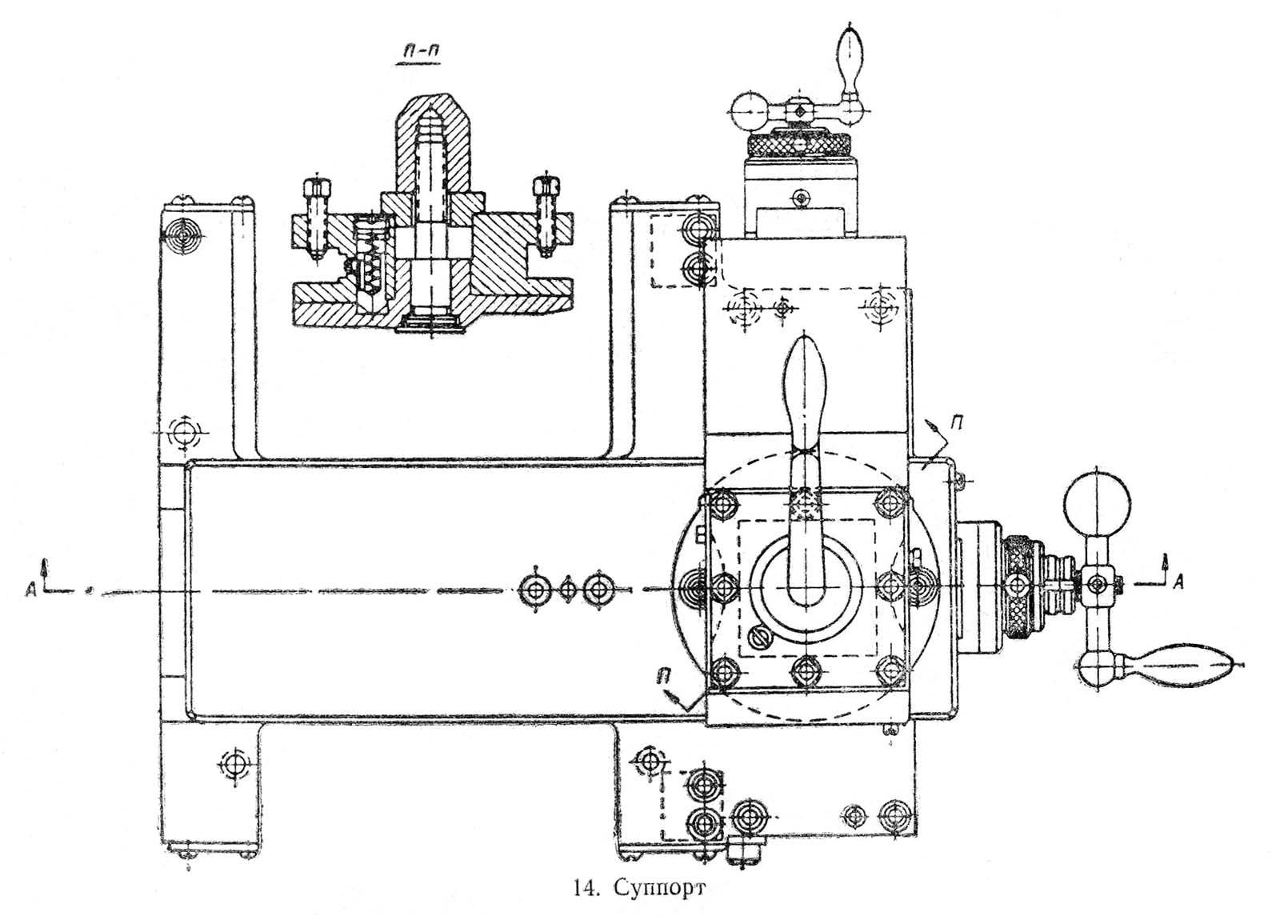
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.
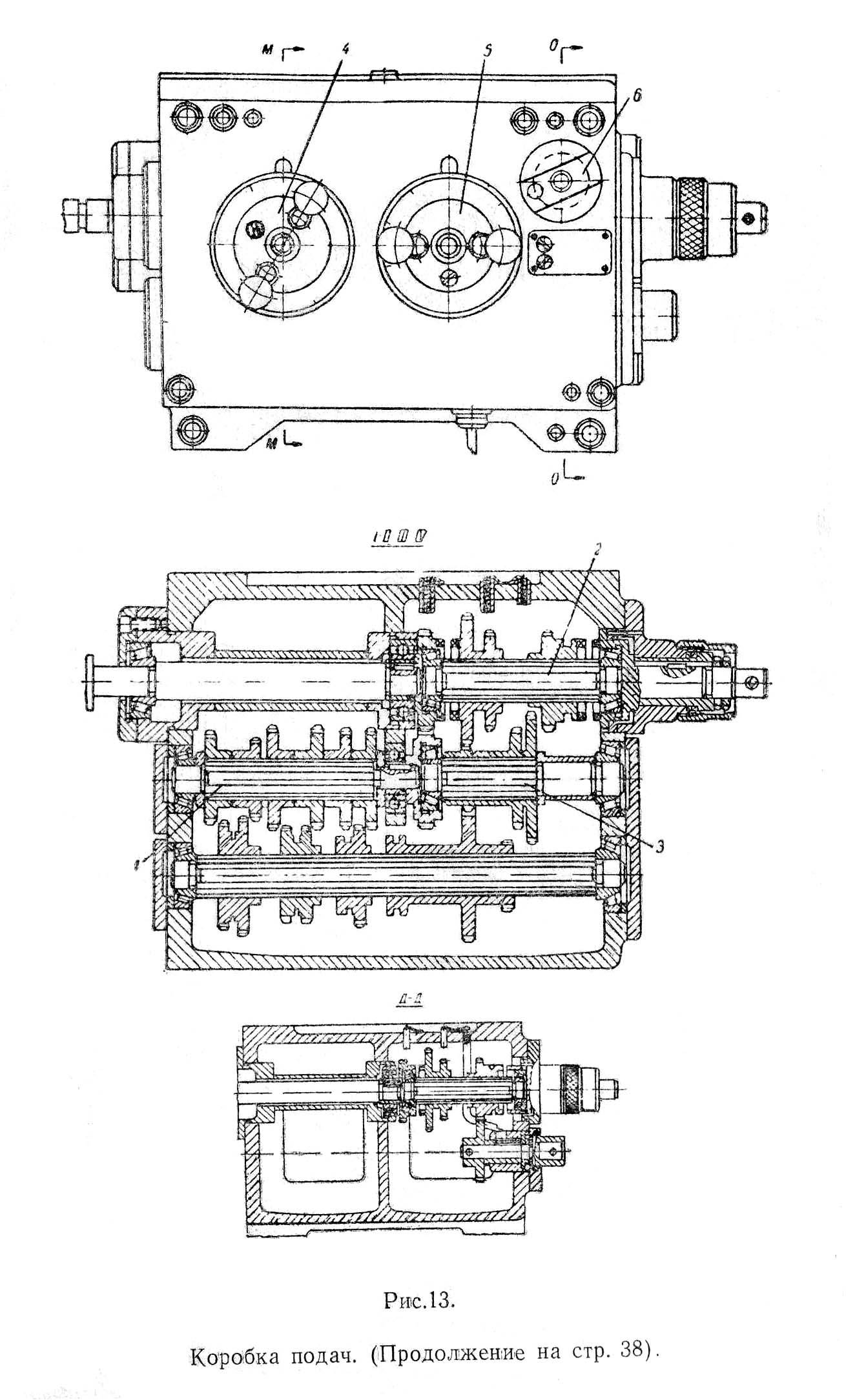
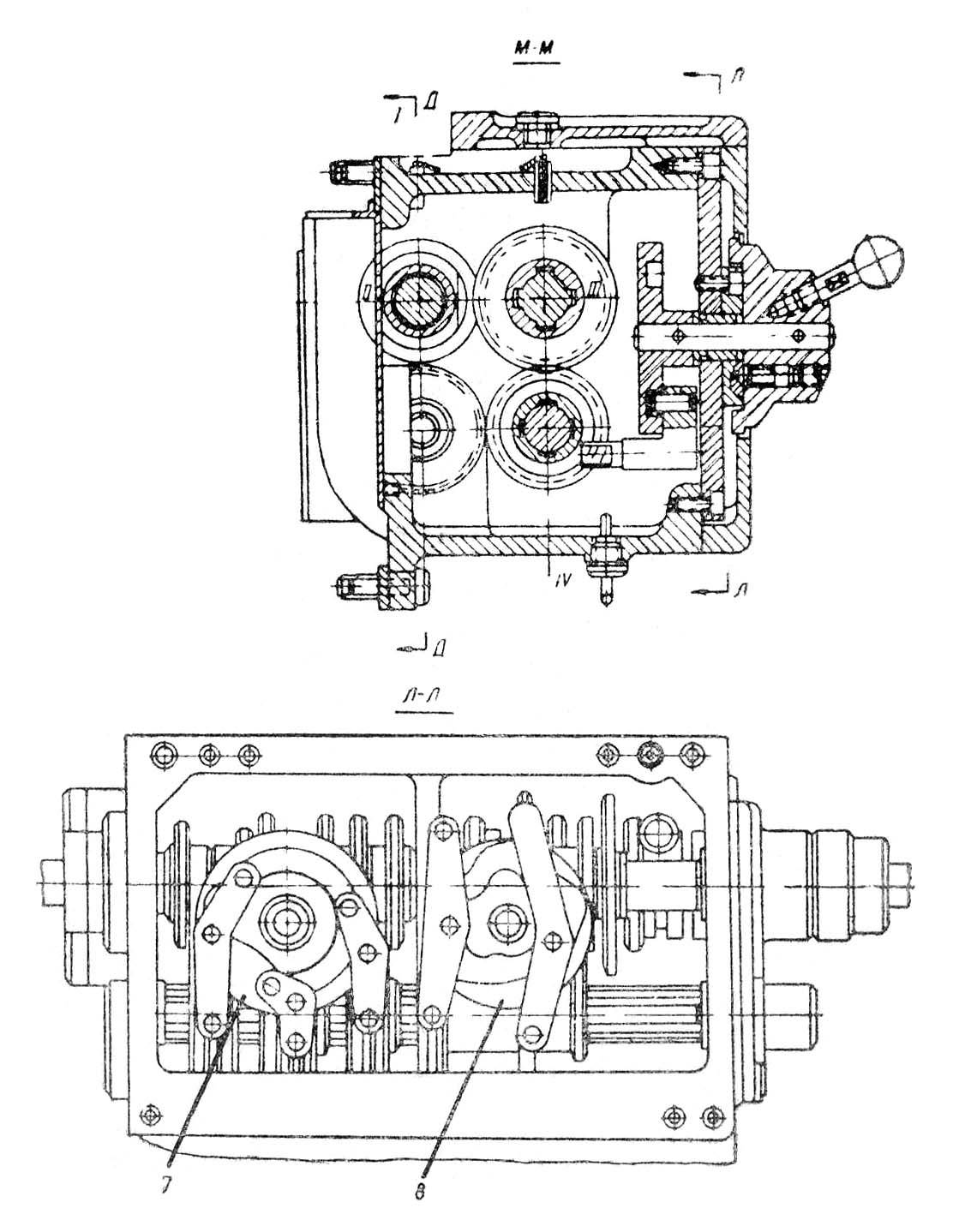
Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.
Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.
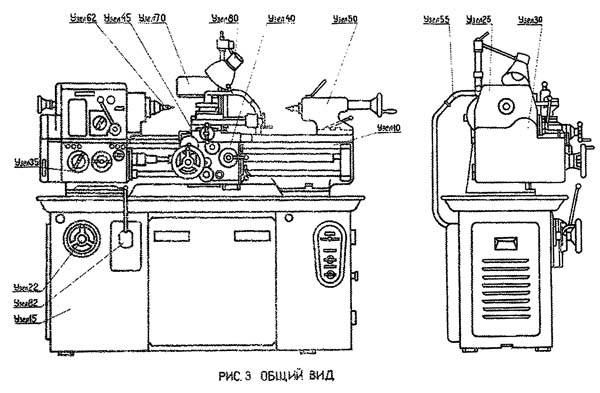
Особенности конструкции
Станок спроектирован и изготовлен по типовой схеме токарного оборудования. В конструкцию входят такие узлы и агрегаты как:
- Станина.
- Передняя и задняя бабки.
- Суппорт;
- Фартук и другие компоненты
Станина
Это литая деталь, в составе которой выполнены ребра жесткости. На верхней части выполнены направляющие по которым происходит перемещение суппорта и задней бабки. Направляющие прошли необходимую термическую обработку и шлифование. Такая обработка заметно облегчает перемещение по ним других узлов станка.
Передняя бабка токарно-винторезного станка 1П611
Этот узел установлен в левой стороне станины. В его состав входят следующие компоненты:
- шпиндель;
- органа управления;
- набор .
Шпиндель может получать вращение от:
- шкива;
- передачи;
- муфты.
В этом компоненте установлены подшипниковые узлы, состоящие из роликовых и упорных подшипников. Это вызвано тем, что они хорошо воспринимают и осевые и радиальные нагрузки.
Шпиндельный узел
Шпиндель вращаеться с четырнадцатью скоростями. Количество оборотов на нем составляет 33,5 – 3000 об./мин. Скорость обратного вращения лежит в тех же пределах.
В теле шпинделя выполнено отверстие 26,5 мм. Это позволяет обрабатывать прутки до 25 мм в сечении. Но необходимо учесть, что с применением цанговых зажимов предельный размер прутка не должен превышать 16 мм.
Рабочий конец шпинделя выполнен по ГОСТ 12593-72. На нем может быть установлен токарный патрон, в котором производят фиксацию заготовки.
Внутренний конус, в который закрепляют технологическую оснастку (центра), Морзе 4.
Смазка зубчатых колес, размещаемых в этом узле, происходит за счет создания масляного облака. Масло подается плунжерным насосом.
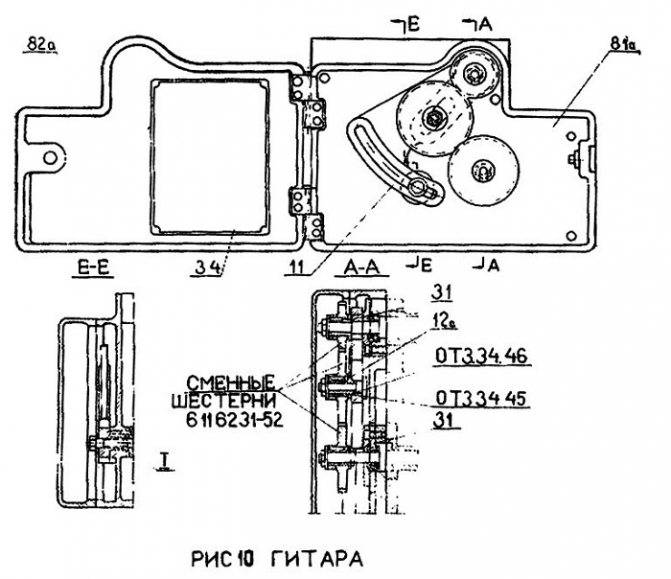
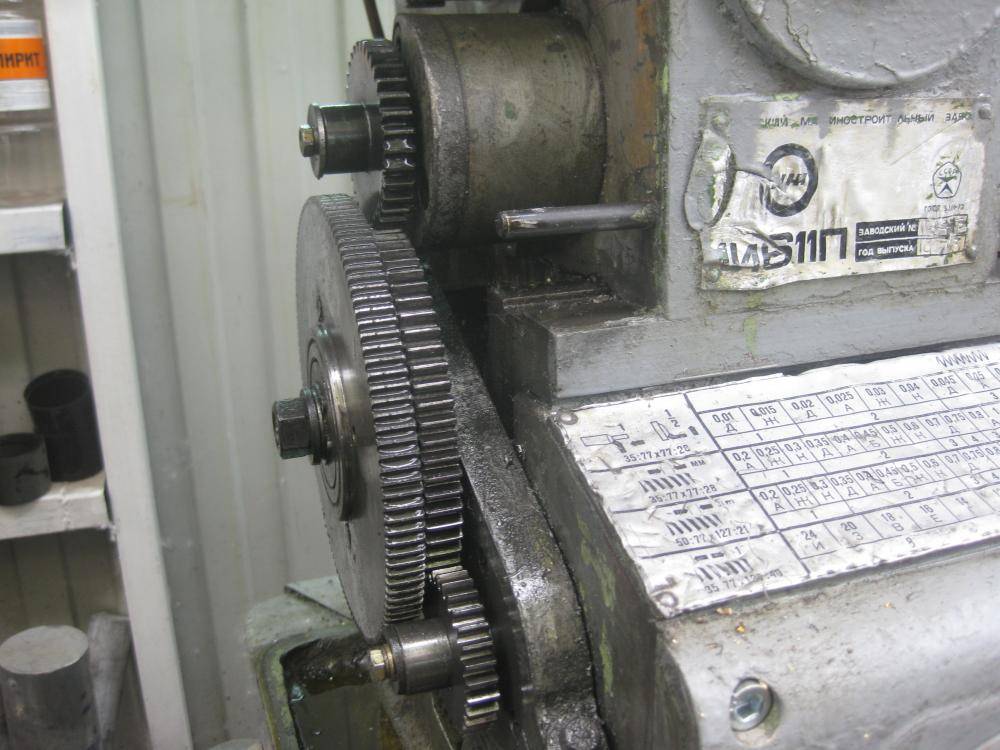
Гитара
Этот узел необходим для получения резьбы разного профиля. В ее состав входят:
- корпус, закрепляемый на передней бабке;
- наборы шестерен с разными параметрами.
- регулировку привода осуществляют сменой наборов разных шестерен.
Суппорт
Суппорт этого оборудования перемещается на направляющих, сформированных в продольном направлении. К суппорту фиксируют фартук.
На верхней части выполнены направляющие, по которым происходит перемещение поперечных салазок. На них выполнены пазы в форме буквы Т. В этих пазах происходит крепление резцедержателя. На суппорте устанавливают защитный экран, предохраняющий рабочего и людей рядом с ним находящихся от стружки, возникающей в процессе резания.
Этот узел может перемещаться на расстояние до 580 мм вдоль оси шпинделя и 150 в поперечном направлении. Для обеспечения продольного перемещения применяют 24 скорости.
Рабочая подача суппорта составляет от 0,05 до 0,7 мм на один оборот шпинделя.
Смазка подшипников производят через масленки.
Верхние салазки
В них входит резцедержатель, на котором кроме резцов допустимо закрепление технологической оснастки. Они могут передвигаться на в 150 мм. Точность хода составляет 0,2 мм. Предельный угол поворота равен 45 градусам. Для выполнения работ на этом оборудовании применяют токарные резцы с сечением 16*16.
Задняя бабка
Ее назначение состоит в поддержке длинномерных заготовок центром. Это помогает избежать радиального биения. Кроме этого, в пиноли, которая входит в состав этого узла закрепляют инструмент, например, стержневой, или технологическую оснастку, например, плашкодержатель.
Пиноль может выдвигаться вперед, навстречу шпинделю. Эту операцию можно выполнять при помощи штурвала и винтовой пары, на которой закреплена пиноль. Она может выдвигаться на 70 мм.
Задняя бабка может быть зафиксирована в любом месте станины. Для этого использую рычажный механизм.
Смазывание задней бабки выполняют через шариковые масленки.
Электрическая часть
В нее входят два электрических двигателя, один выполняет функции главного привода, второй задействован в системе охлаждения. Суммарная мощность составляет 1,62 кВт.
Кроме них в состав электрооснащения входит такая арматура как:
- автоматика включения/выключения.
- тормоз;
- локальное освещение;
- защитная арматура.
В комплект оборудования входит и электрический шкаф, в него подводят питание. В нем размещены автоматы выключения, реле, переключатели и предохрантели.
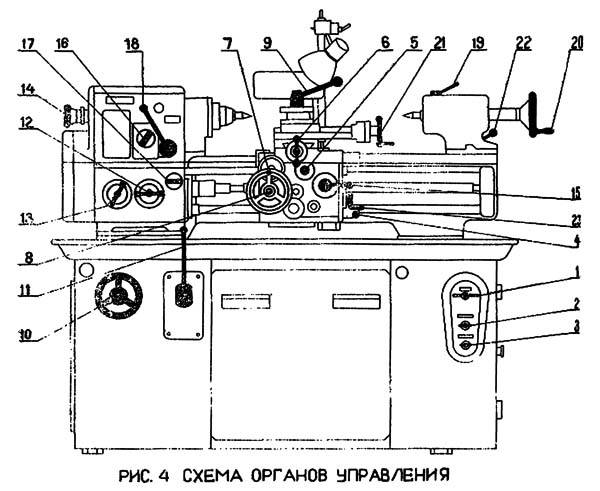
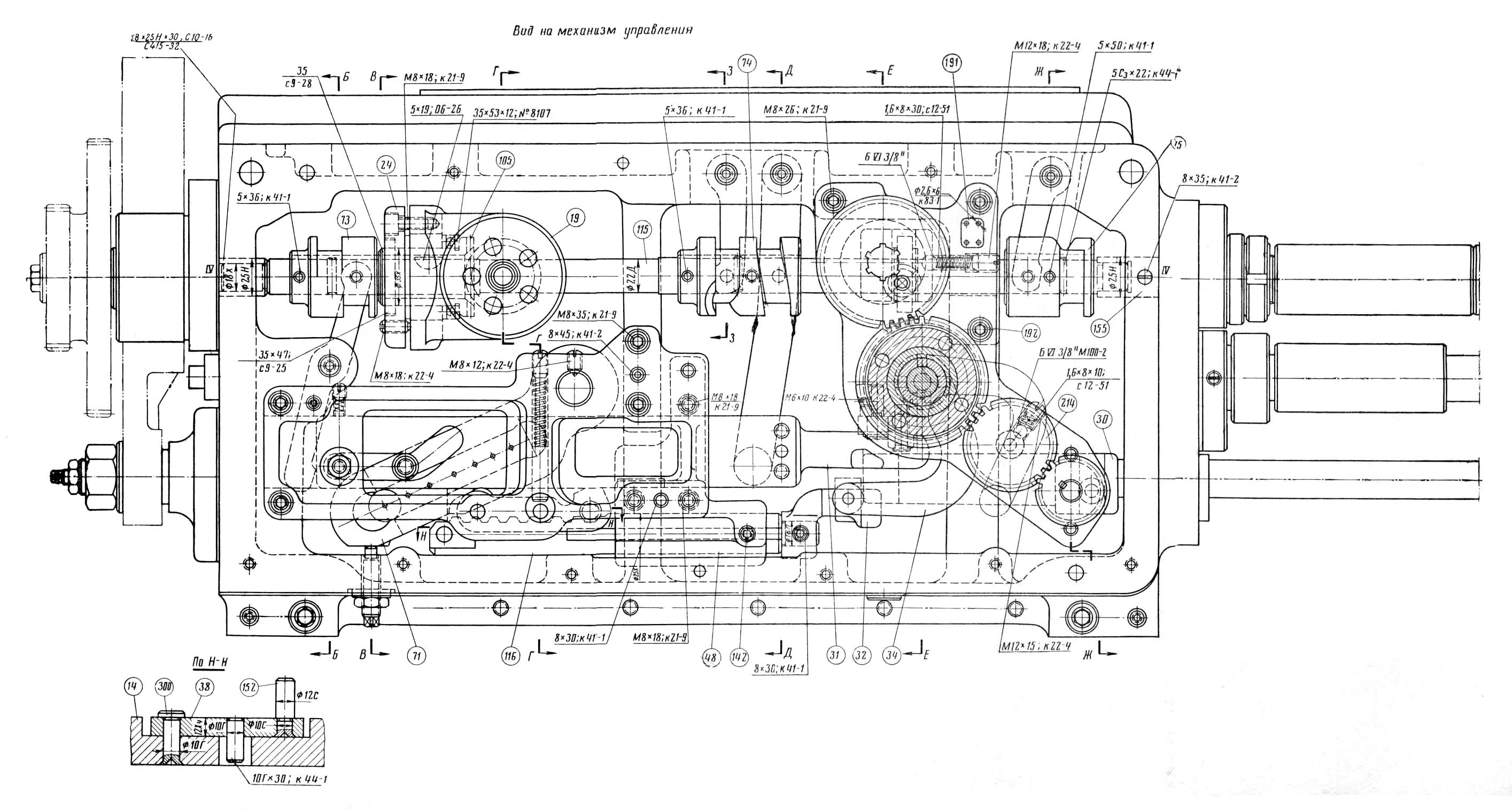
Управление
Рукоятки управления размещены на лицевой панели передней бабки и фартука. С их помощью токарь может выставлять требуемые режимы работы.
1П611 Станок токарно-винторезный повышенной точности универсальный. Назначение и область применения
Разработчик токарно-винторезный станок 1П611 — Одесское СКБ-3. Начало серийного производства — 1961 год.
Универсальный токарно-винторезный станок 1П611 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Токарный станок 1П611 применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Станок 1П611 обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах;
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности;
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне;
- Наружное и внутреннее шлифование деталей в центрах и патроне.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
П
– поколение станка (А, Б, В, Д, К, Л, П)
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
11
– высота центров над станиной (11, 16, 20, 25, 30, 40, 50) (11 — высота центров 135 мм)
Буквы в конце обозначения модели:
Г
– станок с выемкой в станине
К
– станок с копировальным устройством, с автоматической коробкой скоростей
П
– точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1
– станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2
– станок с позиционной системой числового управления ЧПУ
Ф3
– станок с контурной (непрерывной) системой ЧПУ
Ф4
– станок многоцелевой с контурной системой ЧПУ и магазином инструментов


Регулировка шпиндельных подшипников
Для регулирования радиального зазора двухрядного роликового подшипника передней опоры шпинделя необходимо:
- регулировать при помощи гайки 8
- Рекомендуемая величина радиального зазора в подшипнике 0,005 мм
- Осевой зазор шпинделя устранять подшлифовкой распорных колец передней опоры с последующей затяжкой гайки 8, которую после регулировки стопорить винтами
Шлифовать распорные полукольца на размер, определяемый по формуле:
А = В — δ мм,
где
В — толщина снятых полуколец до шлифовки, мм;
δ — величина необходимого смещения внутреннего кольца подшипника δ относительно посадочной шейки шпинделя.
Величина смещения δ определяется по формуле:
δ = 15(Δо — Δ 0,01) мм,,
где
Δо -начальный радиальный зазор (до регулировки), мм; Δ — требуемый радиальный зазор подшипника, мм.
Токарно-винторезный станок 1П611 поставляются с радиальным зазором Δ = 0,003 до 0,005 мм.
Технические характеристики подшипника № 3182111
Подшипник 3182111 — это двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом (вследствие чего комплект тел качения на сепараторе способен перемещаться и создавать «плавающую» опору), с коническим посадочным отверстием (1:12), канавкой и отверстиями для внесения смазочного материала. Основное место эксплуатации таких подшипников — станки различного применения, узлы где действуют высокие радиальные нагрузки и скорости. Этот типоразмер, как и большинство роликоподшипников этой серии производится в настоящее время только высокоточным. Подшипник всегда производили на московском заводе ГПЗ-1,но в настоящее время, к сожалению, с производства он снят и купить напрямую его можно только в фирмах, которые занимаются продажей подшипников с хранения, неликвидов, бывших в употреблении, чищенных. Можно найти изделия 2, 4, 5 и 6 классов точности. Обозначение справа от номера чаще всего — Л (латунный сепаратор, старое). Цена подшипников сильно зависит от их класса точности и сохранности, от 300 до 2300 рублей.
Импортные подшипники этого типоразмера имеют обозначение NN3011K (наличие буквы К в номере обязательно, так как она указывает на коническую посадку). В Россию поставляется продукция разной ценовой категории: наиболее дорогие и надежные — FAG, SKF, KOYO, IBC, подешевле — NACHI и NSK. Еще более дешевый вариант — продукция восточно-европейских производителей — ZKL и FLT, которая чаще всего реализуется неликвидного качества, иногда даже уже бывшая в употреблении. Ориентировочная цена наиболее качественных и дорогих подшипников этого типа составляет около 275 евро.
Про другие станки: Станки фрезерные с ЧПУ купить в Балашихе
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
- Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.
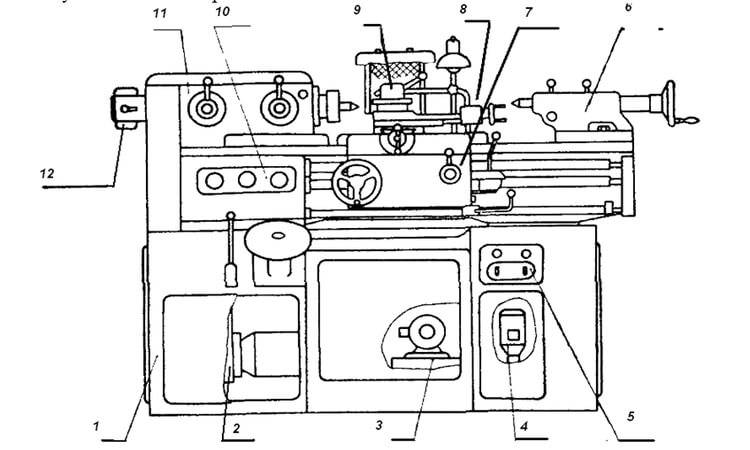
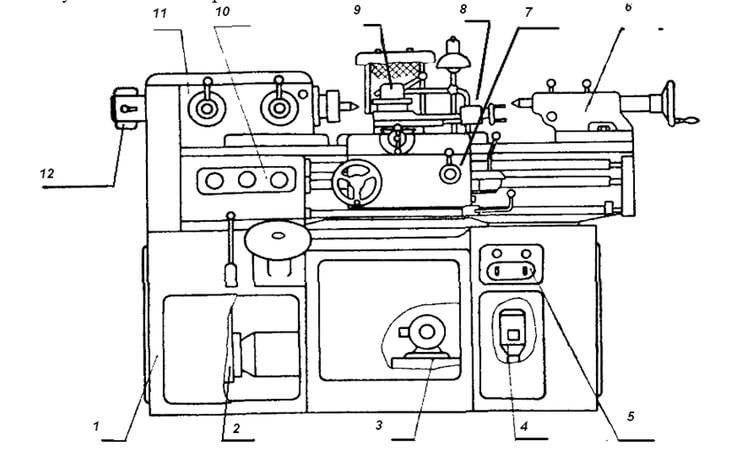
1 – станина, 2 – редуктор, 3 – насос системы смазки, 4 – насос системы охлаждения, 5 – панель включения двигателя главного движения и подачи СОЖ, 6 – задняя бабка, 7 – фартук, 8 – суппорт, 9 – резцедержатель, 10 – ручки управления коробкой подач, 11 – передняя бабка, 12 – цанговый зажим заготовок. Рекомендуем изучить видео обзор по рукояткам управления:
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.
Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Коробка подач
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.
Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.
Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя
Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.
Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.
Назначение неподвижных узлов
Станина обеспечивает жесткость и долговременную работу оборудования. Это цельнолитая деталь, поверхности которой обработаны для обеспечения установки и крепления узлов станка. Суппорт и заднюю бабку устанавливают на направляющие, используемые для их перемещения.
Передняя бабка размещена слева на станине. В ней расположен шпиндель, устройство для регулировки и включения подач, гитара. Смена набора шестерен в гитаре позволяет обеспечить получение нужной резьбы.
Шпиндель передаёт заготовке главное движение — вращение. Для этого на шпиндель устанавливают патрон, который закрепляет заготовку при помощи перемещающихся кулачков. Вместо патрона используют цанговые патроны и центра.
Технические характеристики станка 1и611пмф3
| Наименование параметра | ит42 | 1и611пмф3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 125 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 400 | 500 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 125 | |
| Наибольшее сечение резца, устанавливаемого в пазах инструментальной головки, мм | 20 х 20 | 20 х 20 |
| Количество сменяемого по программе инструмента | 8 | 4 |
| Шпиндель | ||
| Диапазон скоростей шпинделя, переключаемых по программе, об/мин | 0..3000 | 50..2000 |
| Количество скоростей шпинделя, устанавливаемый вручную, об/мин | 16 | |
| Количество рабочих скоростей шпинделя, переключаемых по программе | 8 | |
| Диаметр отверстия в шпинделе, мм | 32 | 25 |
| Размер внутреннего конуса шпинделя передней бабки по ГОСТ 25557-82 | Морзе 5 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Наибольший крутящий момент на шпинделе, Нм | 89,96 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Торможение шпинделя | имеется | |
| Реверсирование шпинделя по программе | имеется | |
| Диаметр стандартного патрона, мм | 160 | 160(СТ 160В-Ф4) |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта, мм | 470 | |
| Наибольшее перемещение поперечной каретки суппорта, мм | 173 | |
| Диапазон скоростей продольных подач при работе по одной координате, мм/мин | 3..2000 | 3..3600 |
| Диапазон скоростей поперечных подач при работе по одной координате, мм/мин | 1,5..1000 | 1,5..1800 |
| Диапазон скоростей продольных подач при работе по двум координатам, мм/мин | 3..1800 | |
| Диапазон скоростей поперечных подач при работе по двум координатам, мм/мин | 1,5..900 | |
| Скорость быстрых (установочных) продольных перемещений суппорта, м/мин | 8 | |
| Скорость быстрых (установочных) поперечных перемещений суппорта, м/мин | 4 | |
| Предельные значения шагов нарезаемых цилиндрических резьб, мм | 0,2..40 | 0,2..60 |
| Точность позиционирования по диаметру (оси X), мм | 0,05 | |
| Точность позиционирования по длине (оси Z), мм | 0,1 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 8 | 4 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 |
| Размер внутреннего конуса в пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | – |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | – | Морзе 3 |
| Цена деления лимба, мм | 0,05 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Маяк 223МП | Маяк 221 |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания перемещения в продольном направлении (дискретность задания по оси Z), мм | 0,002 | |
| Дискретность задания перемещения в поперечном направлении (на радиус) (дискретность задания по оси X), мм | 0,001 | |
| Тип датчика обратной связи в приводе подач | ВЕ-178А | |
| Тип резьбонарезного датчика | ВЕ-178А | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 9 | 6 |
| Электродвигатель привода главного движения, кВт | 7,5 (М6) | 3,0 (М1) |
| Электродвигатель привода продольных подач, кВт | 0,55 (М8) | 0,48 (М5) |
| Электродвигатель привода поперечных подач, кВт | 0,55 (М7) | 0,48 (М6) |
| Электродвигатель револьверной головки, кВт | 0,12 (М5) | – |
| Электродвигатель привода пиноли задней бабки, кВт | 0,25 (М4) | – |
| Электродвигатель гидростанции, кВт | – | 3,0 (М4) |
| Электродвигатель станции смазки шпинделя, кВт | 0,09 (М1) | |
| Электродвигатель станции смазки узлов станка, кВт | 0,55 (М9) | |
| Электродвигатель обдува привода главного движения, кВт | 0,09 (М2) | |
| Электродвигатель насоса охлаждения, кВт | 0,18 (М3) | 0,12 (М3) |
| Габариты и масса станка | 2950 х 1800 х 1900 | 2900 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 2160 | 1400 |
Список литературы:
Станок специальный токарный с числовым программным управлением 1И611ПМФ3. Руководство по эксплуатации 1И611ПМФ3.00.000 РЭ, 1977
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980






Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Предназначение станка
ИЖ 1И611П относится к профессиональному оборудованию. Хоть он был произведен в середине прошлого века до сих на многих предприятиях успешно пользуются этой техникой. С его помощью проводят работы по металлу:
- фрезерные;
- токарные;
- шлифовочные.
Выполняются действия не только в центрах, и на патронах. Последние могут быть цанговые или кулачковые — принципиальной разницы нет.

Также возможно шлифование внутри предметов при помощи инструмента, который укрепляется в патроне. Винторезный станок справляется с изделиями различных форм. Его используют для работы с вариантами конусной формы, цилиндрической. Резьба нарезается модульная, метрическая или дюймовая — завит от требуемых характеристик. Особенности:
- жесткость головки резьбы определяется фиксаций по принципу отсутствия зазора;
- коробка передач удобна, так как не меняются шестерни для изготовления резьбы;
- охлаждающая жидкость увеличивает срок службы оборудования;
- есть профессиональная система отвода стружки;
- есть возможность выбрать в предыдущем ходе оборудования то, с какой скоростью шпиндель будет вращаться в следуем шаге — это упрощает работу специалиста;
- есть специальное устройство, защищающее от перегрев коробку передач;
- узел шпинделя не нуждается в плановой разборке и сборке;
- верньер, которые есть отнюдь не в каждой технике, позволяет суппорту перемещаться с высокой точностью;
- винт, при помощи которого происходит выполнение резьбы, автоматически периодически смазывается, что улучшает характеристики;
- удобство управления станком из-за особым образом установленной рукоятки управления.
Станок ИЖ можно устанавливать в удобном на производстве месте. В конструкции нет узлов, которые нужно дополнительно обслуживать в процессе использования, например, переставлять шпинделя для провидения резьбы или смазывать узлы при работе. Это дает возможность установить громоздкий прибор около стенки.

Сведения о производителе токарно-винторезного станка 1П611
Разработчик токарно-винторезного станка 1П611 — Одесское СКБ-3, 1961 год.
Производителями станка 1П611 являются два станкостроительных завода СССР Одесский опытно-механический завод и Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615
и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616
, в шестидесятых годах модели —1В616 и 1А616 , а с начала семидесятых годов начался выпуск серии16Б16. С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616 станок токарно-винторезный универсальный Ø 320
- 1А616к станок токарно-винторезный с АКП Ø 320
- 1А616п станок токарно-винторезный повышенной точности Ø 320
- 1Б811 станок токарно-затыловочный Ø 250
- 1Е811 станок токарно-затыловочный Ø 250
- 1П611 станок токарно-винторезный универсальный Ø 250
- 16Б16 станок токарно-винторезный универсальный 320
- 16Б16П станок токарно-винторезный универсальный повышенной точности Ø 320
- 16Б16КП станок токарно-винторезный универсальный повышенной точности с АКП Ø 320
- 16Б16Ф3 станок токарный патронно-центровой с ЧПУ Ø 320
- 16Б16Т1 станок токарный с ЧПУ Ø 320
- 1615 станок токарно-винторезный универсальный Ø 320
- 1616 станок токарно-винторезный универсальный Ø 320
- 1716ПФ3 станок токарный с ЧПУ Ø 320
- 5350А станок шлицефрезерный полуавтомат Ø 150
- Samat 400 станок токарно-винторезный универсальный повышенной точности Ø 320
- Умелец станок токарный настольный Ø 175
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Назначение неподвижных узлов
Станина обеспечивает жесткость и долговременную работу оборудования. Это цельнолитая деталь, поверхности которой обработаны для обеспечения установки и крепления узлов станка. Суппорт и заднюю бабку устанавливают на направляющие, используемые для их перемещения.


Передняя бабка размещена слева на станине. В ней расположен шпиндель, устройство для регулировки и включения подач, гитара. Смена набора шестерен в гитаре позволяет обеспечить получение нужной резьбы.
Передняя бабка
Станина
Шпиндель передаёт заготовке главное движение — вращение. Для этого на шпиндель устанавливают патрон, который закрепляет заготовку при помощи перемещающихся кулачков. Вместо патрона используют цанговые патроны и центра.





