

Введение
Целью курсового проекта является изучение вопросов монтажа, технической эксплуатации и ремонта токарно-револьверного станка модели 1А616.
Для достижения цели необходимо решить следующие задачи:
— изучить общие сведения о станке;
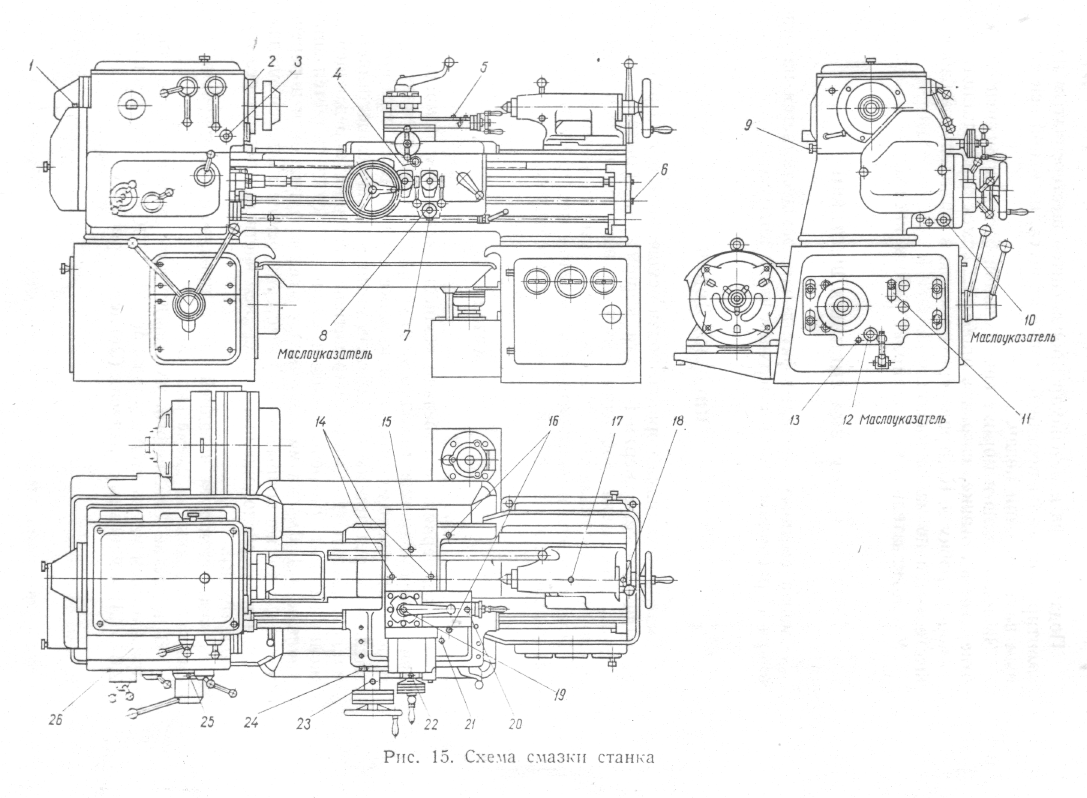
— рассмотреть схему и систему смазки;
— рассмотреть технологический процесс монтажа;
— рассчитать фундамент;
— рассмотреть мероприятия по техническому обслуживанию, эксплуатации и ремонту;
— рассчитать категорию ремонтной сложности;
— рассмотреть вопросы безопасности труда при эксплуатации станка и экологической безопасности технологических процессов.
Описание станка
Модель 1А616 имеет средний вес и габариты, рассчитана на работу в условиях крупносерийного производства. Станок рассчитан на работу с деталями небольших размеров. Он позволяет применять для обработки широкий набор инструментов — как быстрорежущей группы, так и изготовленных из твердосплавных материалов.
Агрегат может оперировать заготовками конической, цилиндрической, овальной формы. При работе (описание схемы взаимодействия) происходит вращение детали относительно резца или иного рабочего инструмента. Конструкция шпинделя и зажимного патрона — позволяет станку обрабатывать заготовки малого, среднего веса.
Наибольшая функциональность модели 1А616 наблюдается в области создания резьбы. Станок позволяет делать:
- питчевую;
- дюймовую;
- модульную;
- метрическую резьбу.
Шаг резьб может меняться в широких пределах. Доступны также следующие группы операций:
- обточка цилиндрических и конических поверхностей;
- обработка торцов заготовок;
- сверление;
- резка канавок, пазов;
- развертка отверстий, как конической, так и цилиндрической формы;
- накатка рифлений с сетчатым рисунком.
Резка резьбы в отверстиях может производиться как резцами, так и метчиком. Благодаря такому широкому набору функций — станок 1А616 пользуется большой популярностью и получает положительные отзывы профессиональных токарей.
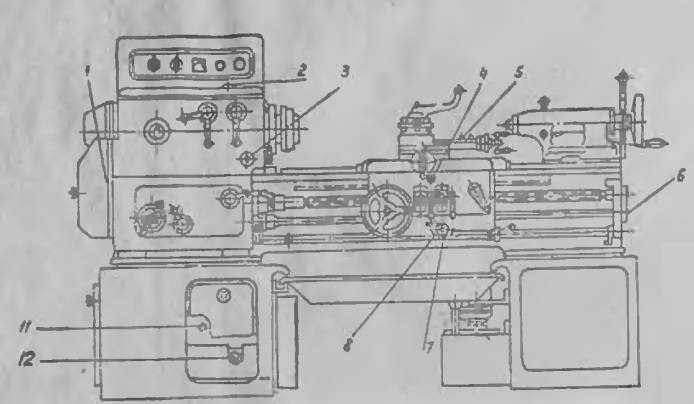
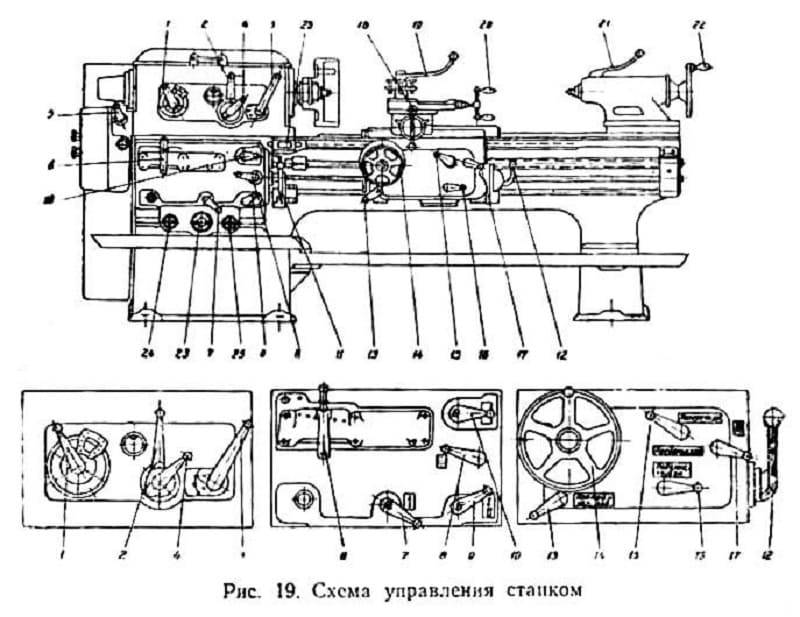
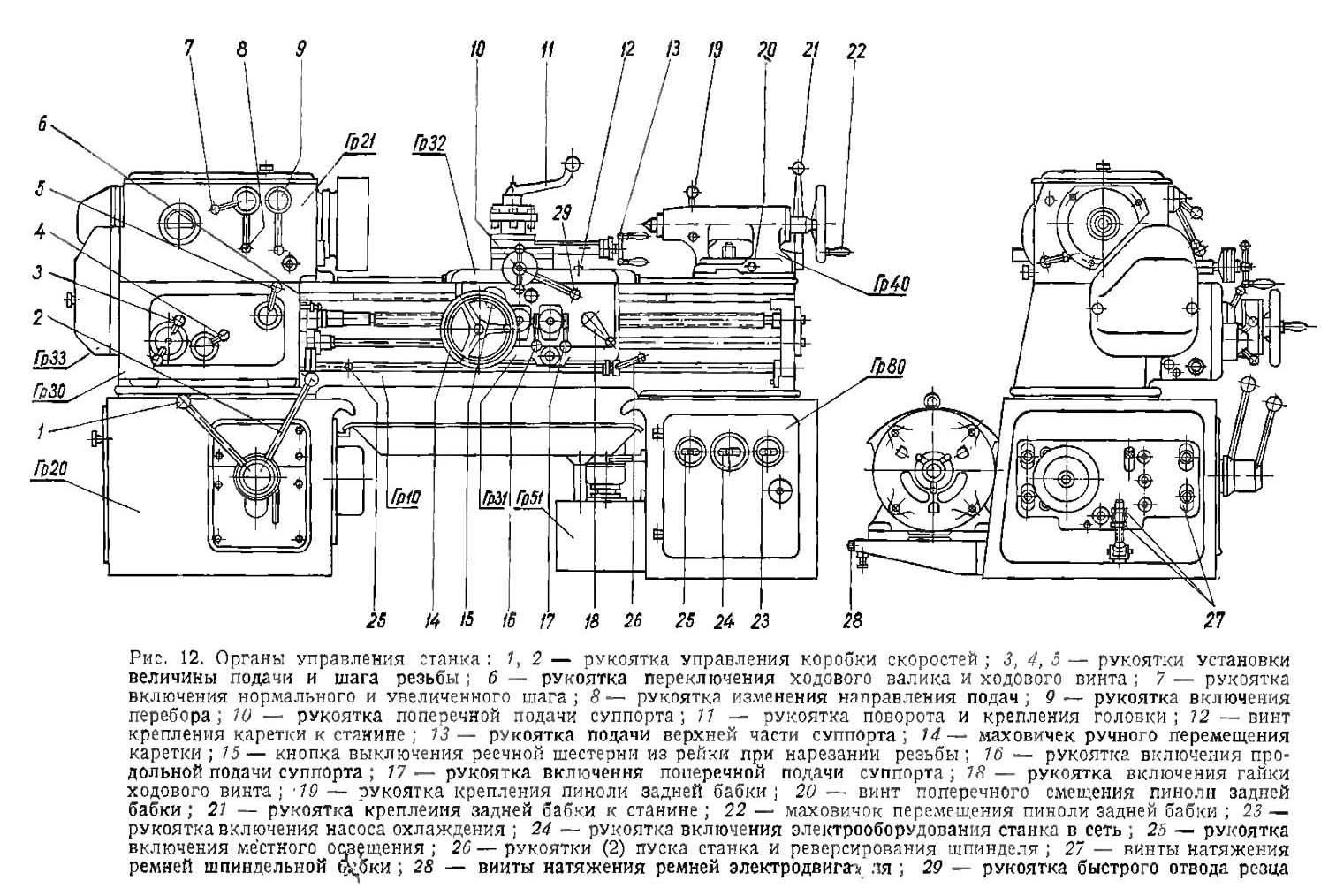
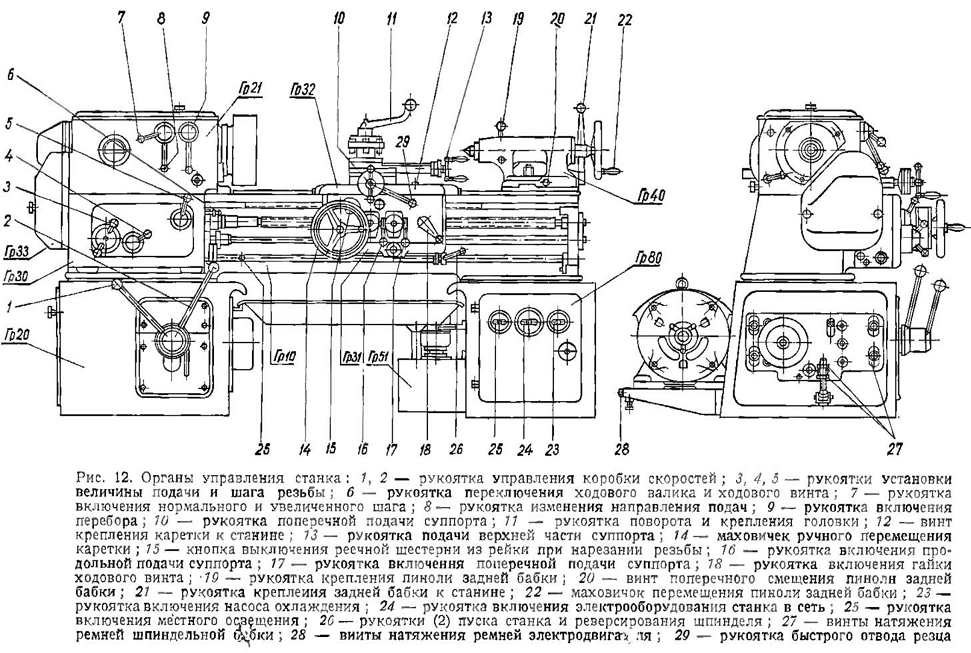
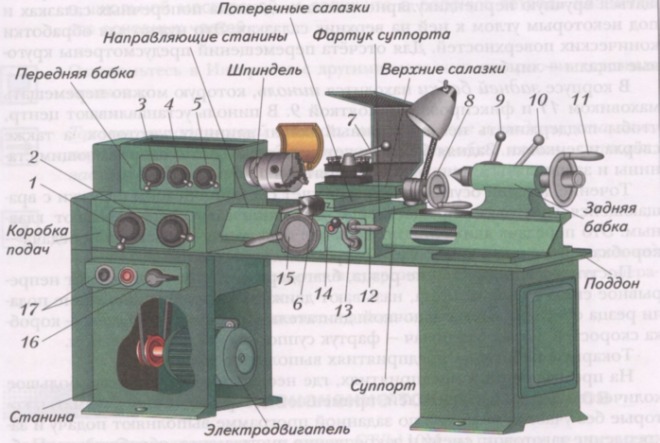
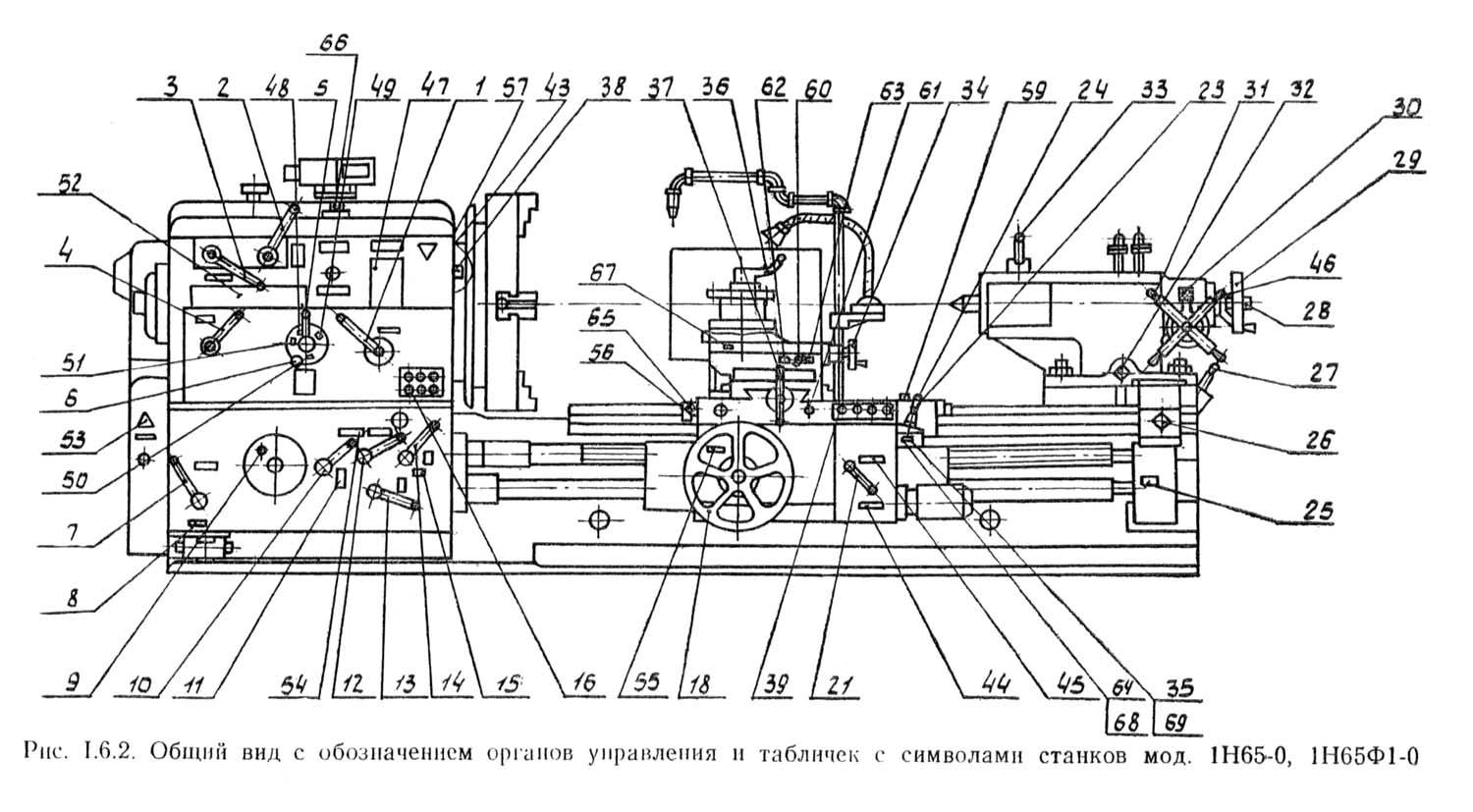
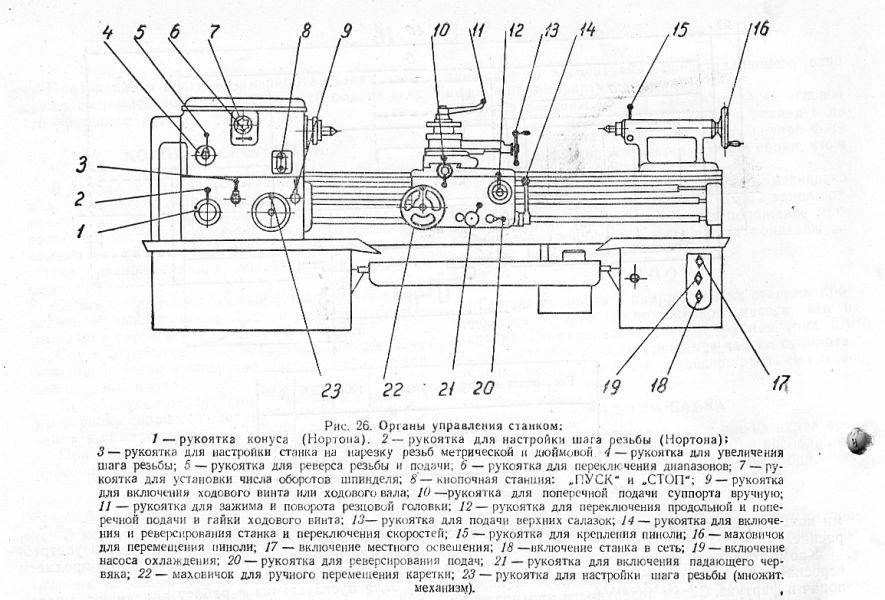
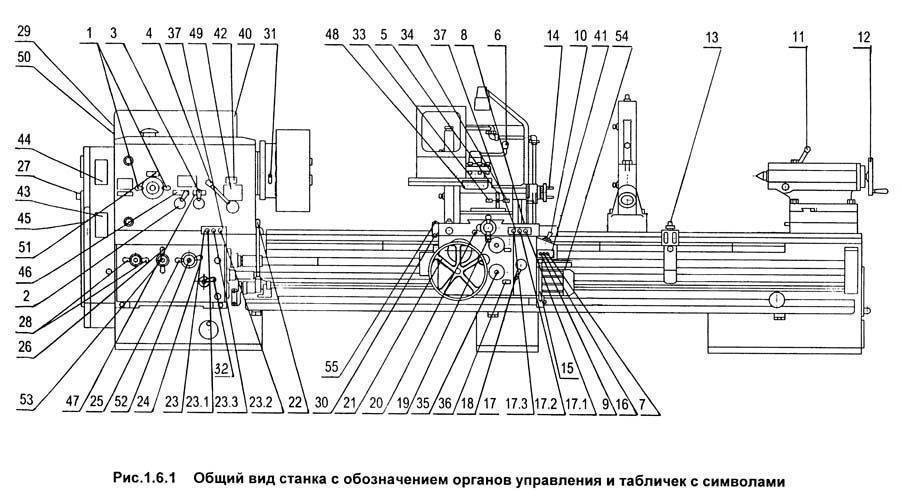
Органы управления
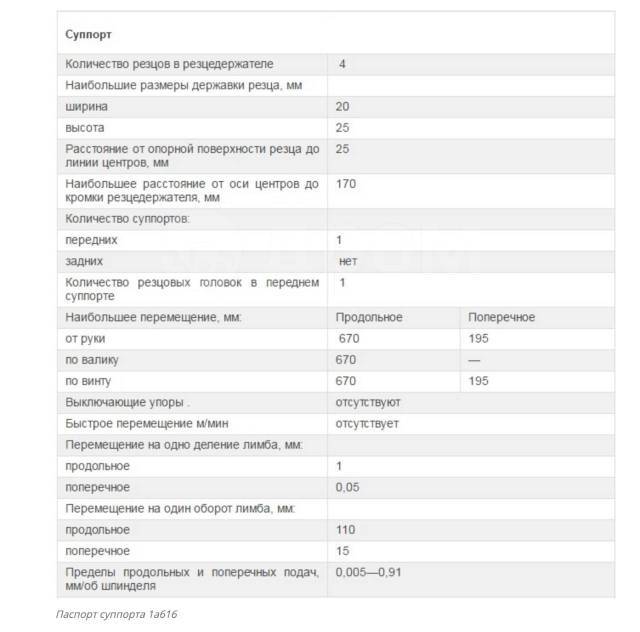
Смещение суппорта станка осуществляется по винтовой оси в ручном режиме (его максимальная величина достигает 195-ти мм). Для продольного перемещения используется специальный вал, обеспечивающий максимальный сдвиг в 670 миллиметров. Параметры подач практически одинаковы; они выбираются оператором в границах от 0,065 до 0,91 об/мин.
Допускается заменять входящие в механизм шестерни на их прецизионные аналоги, что гарантирует получение сверхточной резьбы. Для подготовки стандартной нарезки менять скорость подача нет необходимости. При работе в прецизионном режиме ходовой винт включается напрямую.
Коробка скоростей станка
Специфика устройства 1А616 допускает переключение оборотов рабочего вала в большом диапазоне вращающих моментов. С этой целью в его составе предусмотрена 12-ти скоростная коробка передач (КП), благодаря которой точность нарезания резьбы заметно повышается.
Обратите внимание: Подвижное крепление коробки позволяет регулировать натяжение передаточных ремней. Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три
Одна из них рассчитана на 4 положения, а другая – на три
Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три.
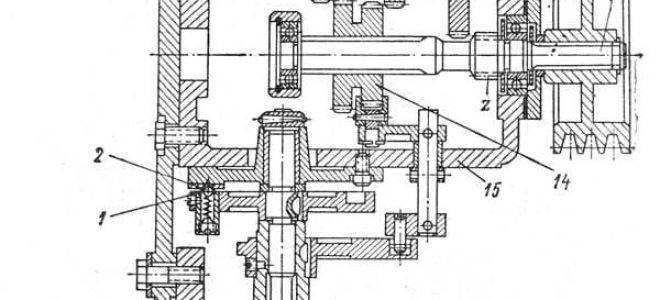
Передняя бабка
Этот узел располагается спереди станины и приводится во вращение от 12-ти скоростной коробки передач посредством ременного привода. Особенности устройства передающей момент вращения муфты позволяют увеличить число режимов обработки с 12-ти до 24-х. А так как 3 позиции уже предусмотрены в переборном устройстве – всего главный узел может работать с 21-ой вращательной скоростью.
Дополнительная информация: Переключение с механизма перебора на муфту и обратно осуществляется посредством специальной рукояти.
Передняя часть конусообразной шейки вала фиксируется в двурядном подшипнике качения, местоположение которого можно регулировать. Другой ее конец закрепляется в неподвижном однорядном подшипнике скольжения. Помимо этого, в узел встраивается шариковая опора, принимающая продольную нагрузку от вала.
Фартук
В изделии модели 1А616 закрытая конструкция фартука предельно упрощена. В его состав входят механизмы, обеспечивающие движение суппорта в двух направлениях. Оно осуществляется посредством 2-х рукояток, каждая из которых ответственна за свое направление. Их запуск осуществляется круговым движением на себя, а остановка – таким же смещением, но только от себя.
Суппорт токарно-винторезного станка
Движение подачи суппорта передается ему от приводного шпиндельного узла. Его конструкция предусматривает не только продольное, но и поперечное смещение.
При этом за движение продольного резания ответственны ременные передачи, а также уже рассмотренная ранее 12-ступенчатая коробка передач.
Задняя бабка токарного станка
Основное назначение заднего узла – надежно поддерживать при обработке негабаритные заготовки, обеспечивая их статическую и динамическую центровку. Кроме того, с его помощью осуществляется фиксация режущего инструмента. Сам узел крепится к направляющим станины посредством болтового сочленения, управляемого специальной рукояткой.
Принцип действия
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой фиксируют в патроне оборудования или между центрами.
- Резцы крепятся в своем держателе на суппорте. Одновременно можно установить не более четырех режущих элементов.
- Для проведения манипуляции по сверлению или нарезанию внутренней резьбы, подходящий инструмент фиксируют в пиноли задней бабки.
- Основная обработка заготовки проводится за счет сочетания поступательно-вращательного движения резака и оборотов детали. Такая конструкция позволяет производить обработку цилиндрических, конических и фасонных деталей, включая винтовые и торцовые части.
На токарном станке по металлу 1А616 передача вращательного момента на шпиндель и заготовку производится с использованием ременного шкива, который размещен между опорами. При необходимости, замену клиновидного ремня можно выполнить без снятия шпинделя. В конструкции данного оборудования предусмотрен принцип раздельной передачи на суппорт. Он может передвигаться при помощи ходового винта или валика. В обмотке мотора участвует стартер постоянного тока, обеспечивая эффективное торможение привода.
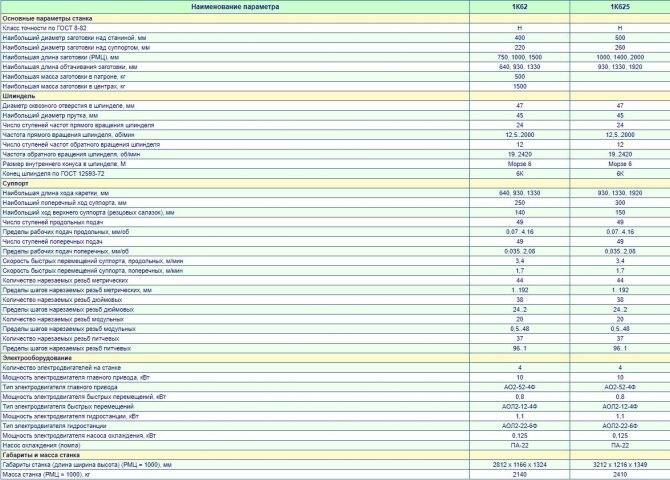
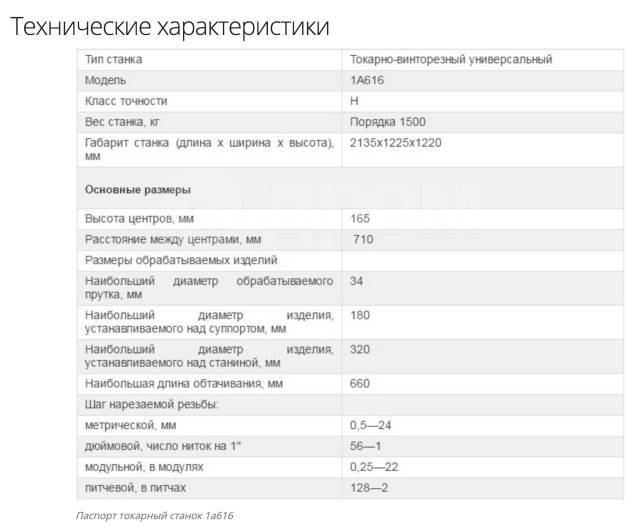
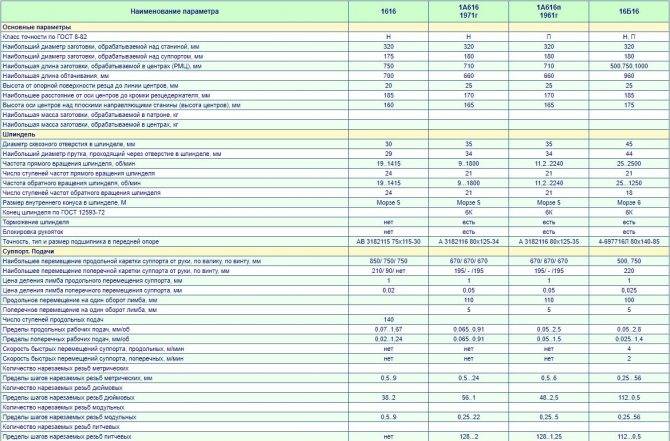
Технические характеристики
В данном разделе приведены технические характеристики самого станка и его отдельных узлов и элементов.
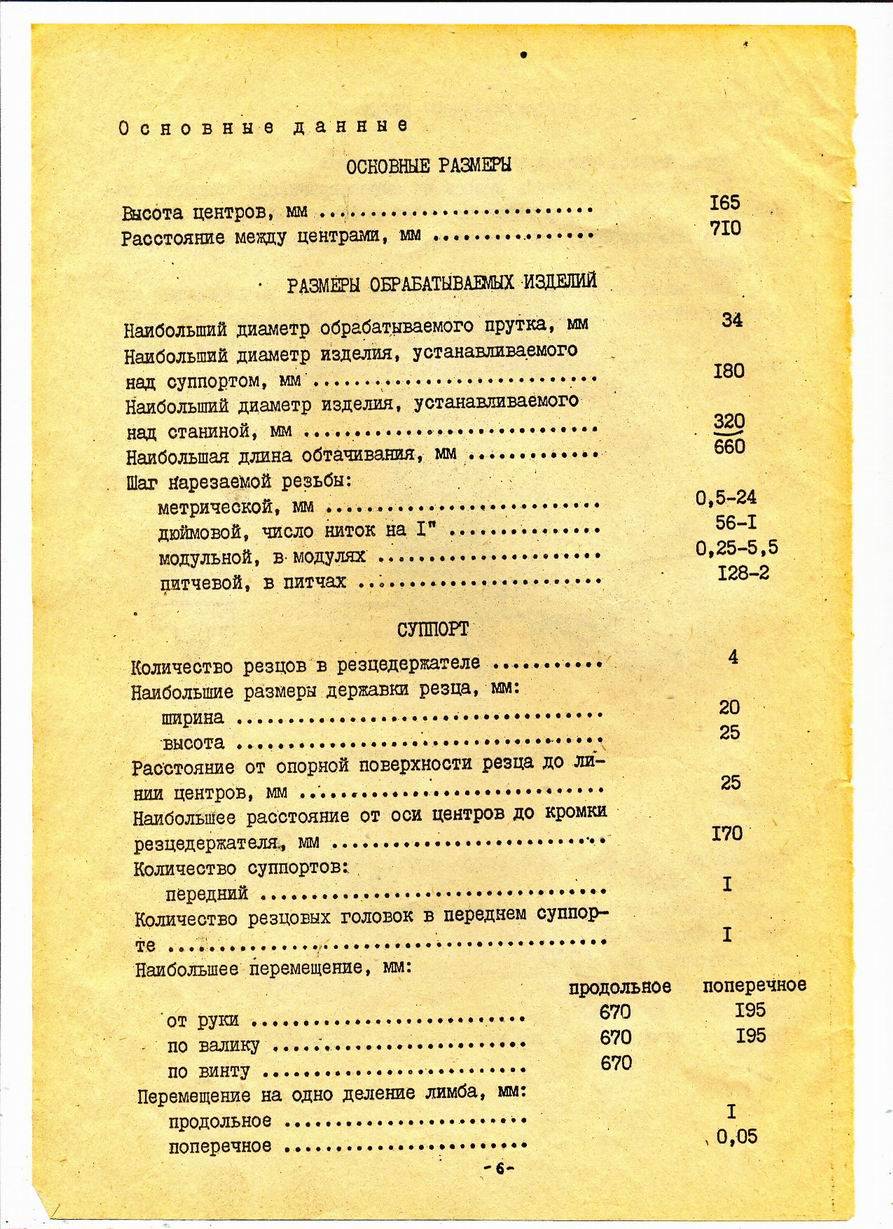
Основные параметры
Допускается использование деталей для обработки, если они не превышают следующие размеры:
- 500 мм над станиной;
- 260 мм над суппортом;
- 45 мм в полости шпинделя.
При этом допустимо использовать детали длиной в 1000, 1400, 2000 мм, конкретный размер зависит от используемой модификацией используемого оборудования.
Станок позволяет нарезать резьбу разных типов:
- метрические резьбы — 44;
- дюймовые резьбы — 38;
- модульные резьбы — 20;
- питчевые резьбы — 37;
- спирали Архимеда — 5.
Шпиндель:
- Диаметр сквозного отверстия в шпинделе, мм: 47.
- Наибольший диаметр прутка, мм: 45.
- Число ступеней частот прямого вращения шпинделя: 24.
- Частота прямого вращения шпинделя, об/мин: 12,5..2000.
- Число ступеней частот обратного вращения шпинделя: 12.
- Частота обратного вращения шпинделя, об/мин: 19..2420.
- Размер внутреннего конуса в шпинделе, М: Морзе 6.
- Конец шпинделя по ГОСТ 12593-72: 6К.
Суппорт:
- Наибольшая длина хода каретки, мм: 930, 1330, 1920.
- Наибольший поперечный ход суппорта, мм: 300.
- Наибольший ход верхнего суппорта (резцовых салазок), мм: 150.
- Число ступеней продольных подач: 49.
- Пределы рабочих подач продольных, мм/об: 0,07..4,16.
- Число ступеней поперечных подач: 49.
- Пределы рабочих подач поперечных, мм/об: 0,035..2,08
- Скорость быстрых перемещений суппорта, продольных, м/мин: 3,4.
- Скорость быстрых перемещений суппорта, поперечных, м/мин: 1,7.
- Количество нарезаемых резьбы метрических: 44.
- Пределы шагов нарезаемых резьбы метрических, мм: 1..192.
- Количество нарезаемых резьбы дюймовых: 38.
- Пределы шагов нарезаемых резьбы дюймовых: 24..2.
- Количество нарезаемых резьбы модульных: 20.
- Пределы шагов нарезаемых резьбы модульных: 0,5..48.
- Количество нарезаемых резьбы питчевых: 37.
- Пределы шагов нарезаемых резьбы питчевых: 96..1.
Электрооборудование:
| Тип | Модель | Мощность, кВт | Узел, предназначение |
| Электродвигатель | АО2-52-4Ф | 10 | Главный привод |
| Электродвигатель | АОЛ2-12-4Ф | 0,8 | Быстрые перемещения |
| Электродвигатель | АОЛ2-22-6Ф | 1,1 | Гидростанция |
| Электродвигатель | ПА-22 (помпа) | 0,125 | Насос охлаждения |
Суммарно станок оборудован четырьмя электродвигателями.
Габариты и масса:
- масса станка (РМЦ = 1000), т: 2,4
- габариты станка (длина/ширина/высота) (РМЦ = 1000), мм: 3212х1216х1349
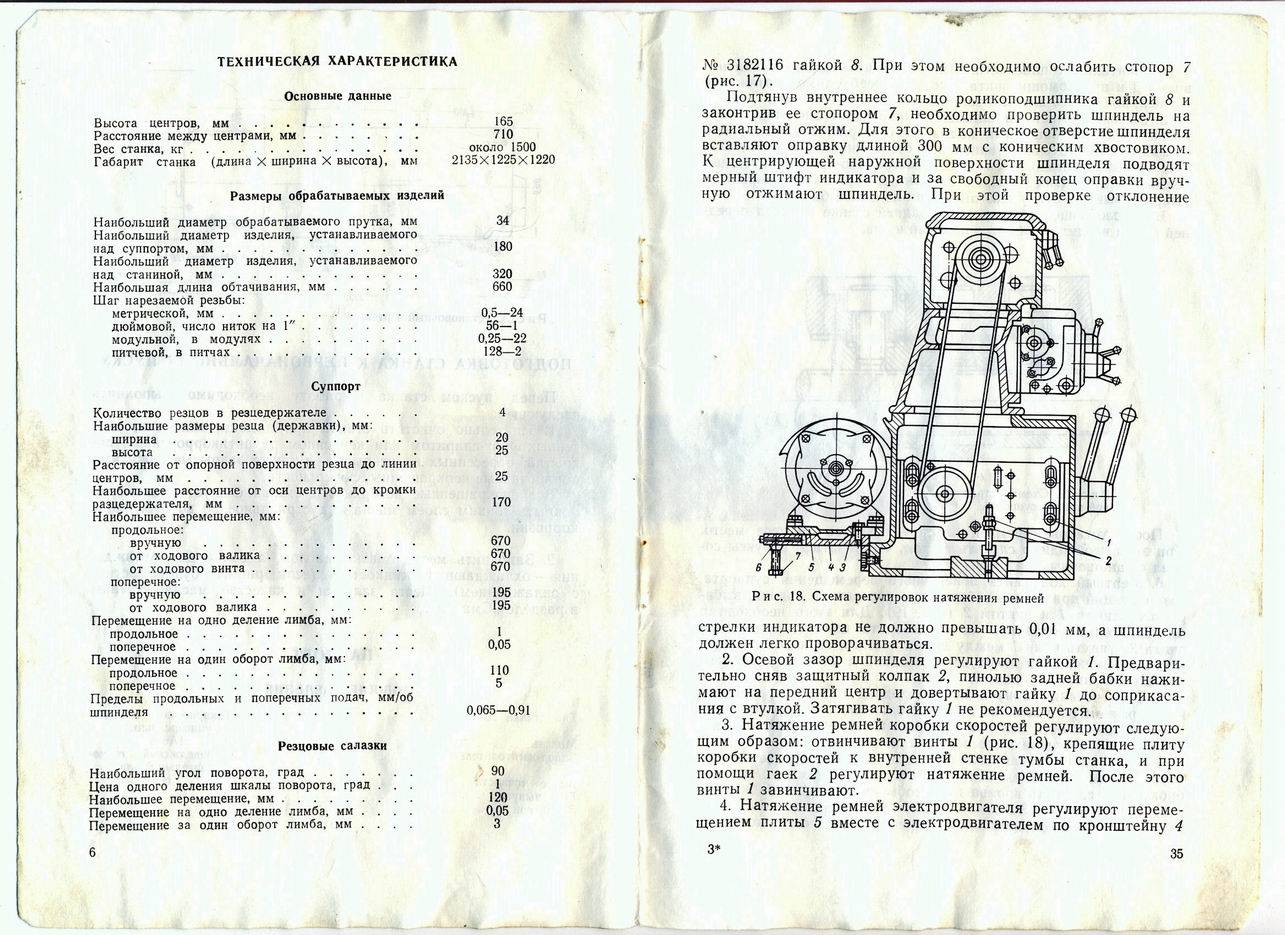
Регулирование и ремонт оси
В процессе эксплуатирования аппарата возникают разные ситуации, и в них шпиндель может выйти из строя. Стоит сказать, что любые дефекты решаются.
Контроль зазора подшипников агрегата
Коррекция совершается в несколько этапов:
- Нужно затянуть внутреннее кольцо;
- установить требуемое положение стопором;
- Проверить правильную настройку по индикатору агрегата. Ось должна свободно проворачиваться.
Наладка осевого зазора аппарата элементарна и включает:
- Снятие защитного колпачка;
- Требуется произвести давление пинолью на передний центр до касания гайки и втулки. Гайку заворачивать нежелательно.

Настройка и смена ремней блока скоростей на электрошпинделе
- Скрутить крепежные винты аппарата;
- подправить ремни гайками до оптимального значения;
- Вернуть винты на исходную позицию.
Процедура смены ремней включает:
- Уборка защитного инвентаря, доставляющие смазку;
- В винтовые проемы закрепляются винты М12 для показа буксы;
- В вышедшее отверстие вставляют ремни на создание шва;
- Букса возвращается на изначальное место, как и другие комплектующие.
На практике, эксплуатирование на металлообрабатывающем токарном станке 1А616 доступно как знатокам, так и начинающим токарного дела. Они довольны и отмечают хорошее качество оборудования и составных частей. Любой желающий может справиться с ремонтом и настройкой системы агрегата.
Инструкция по первому запуску и эксплуатации
Для корректной работы станка в первую очередь необходима его правильная транспортировка, иначе можно повредить его сложный механизм.
Важно!
Распаковку нужно проводить максимально бережно, чтобы не повредить станок. Сначала снимается верхний щит ящика, после чего — боковые.. Необходимо следовать рекомендациям, которые указал производитель
Необходимо следовать рекомендациям, которые указал производитель.
- Перевозка агрегата проводится в специальном ящике. Между станиной и тумбой прокладывают две трубы диаметром 5 см. Канат проходит через крайнее окно станины и подводится под трубы. При этом рекомендуется заднюю бабку и каретку закрепить в крайне правом положении во избежание повреждений.
- Машина устанавливается на бетонную подушку высотой 15 см и укрепляется опорой под подмоторным кронштейном.
- От устойчивости установки зависит точность ее работы
- Перед первым запуском открытые детали протираются обезжиривающей жидкости для удаления антикоррозийного покрытия;
- Необходимо провести тщательную заливку масла согласно схеме;
- Залить, при необходимости, охлаждающую жидкость в соответствующий бачок.
- К работе допускаются только специалисты, изучившие технический паспорт и инструкцию к станку.
- Рукоятки должны находиться в фиксированном положении.
Важно!
Не использовать максимальные параметры обработки при первом включении.
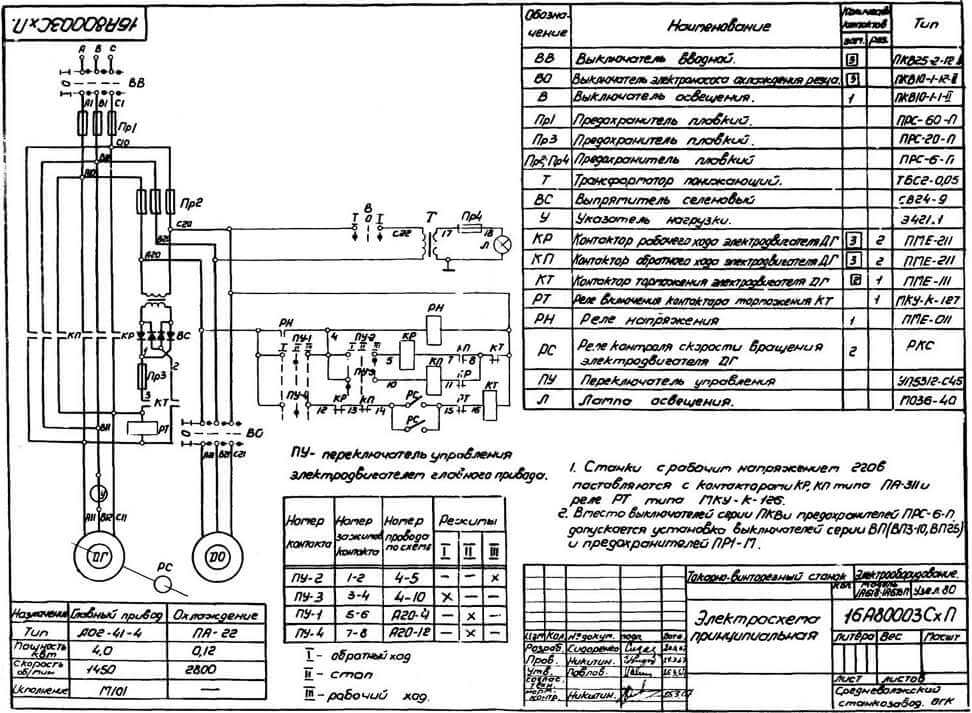
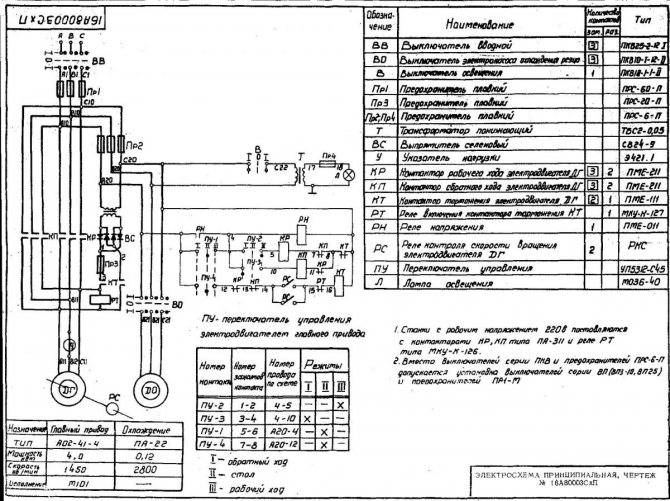
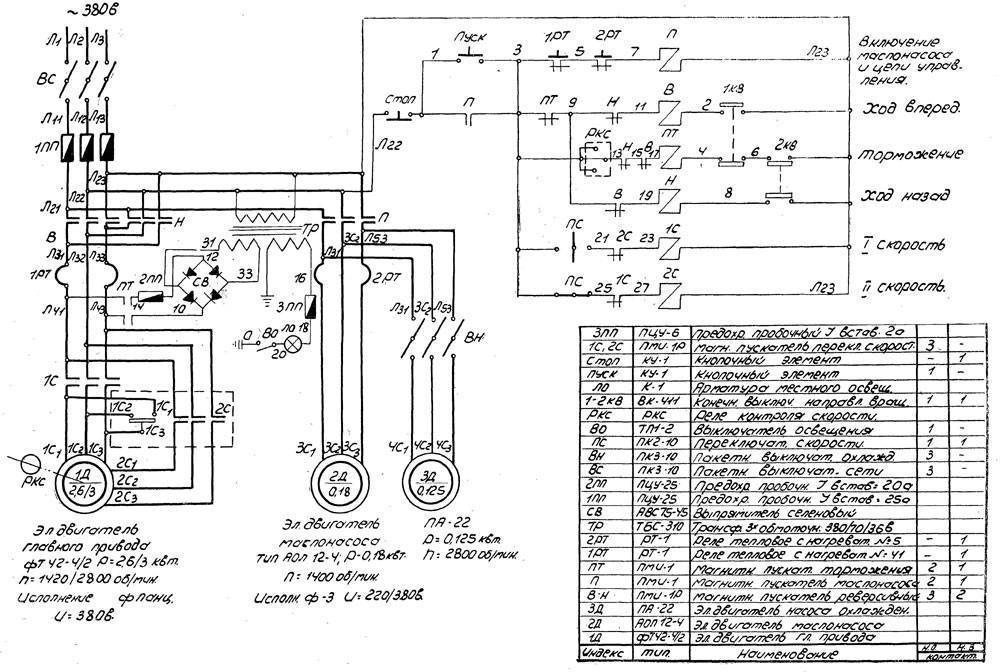
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
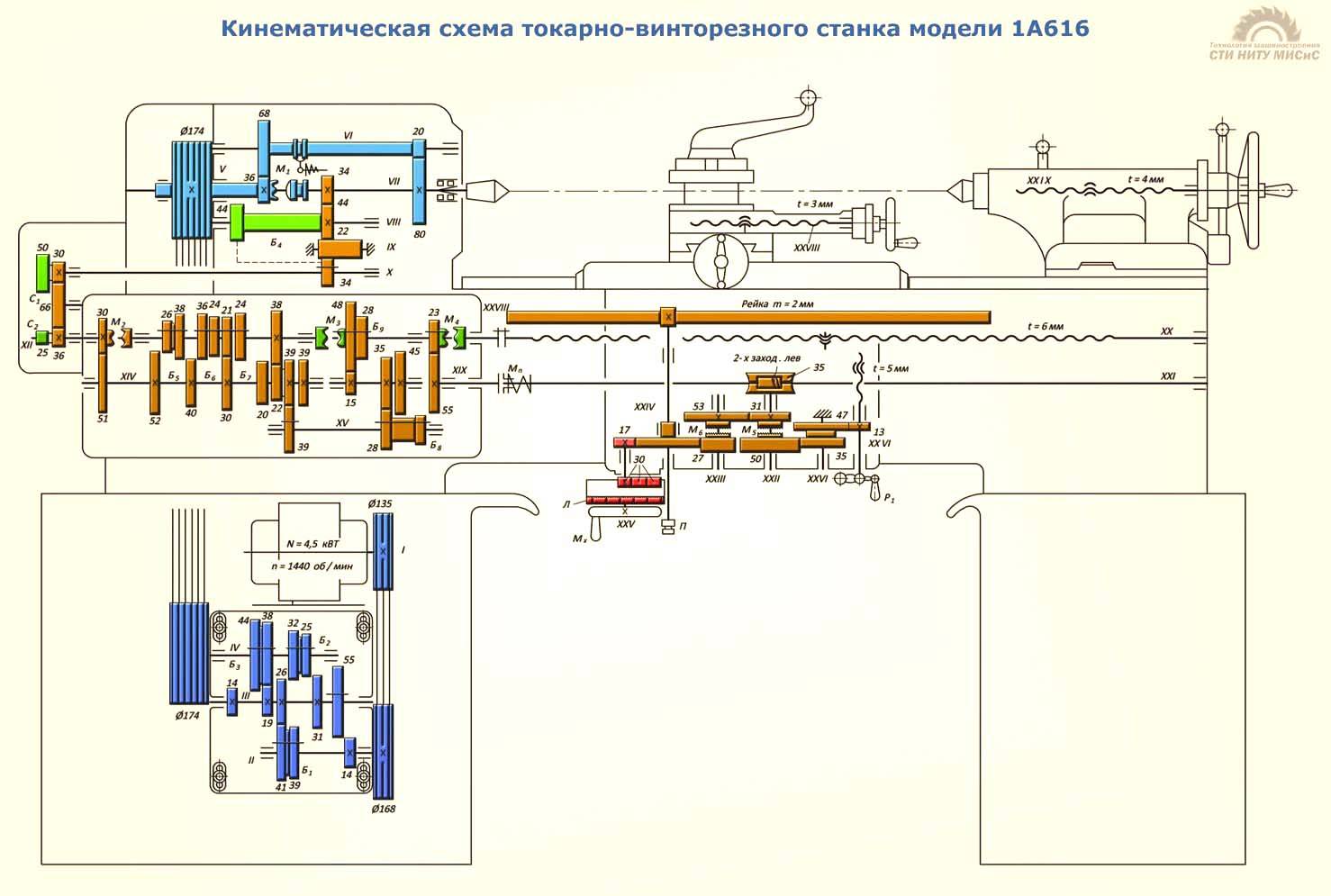
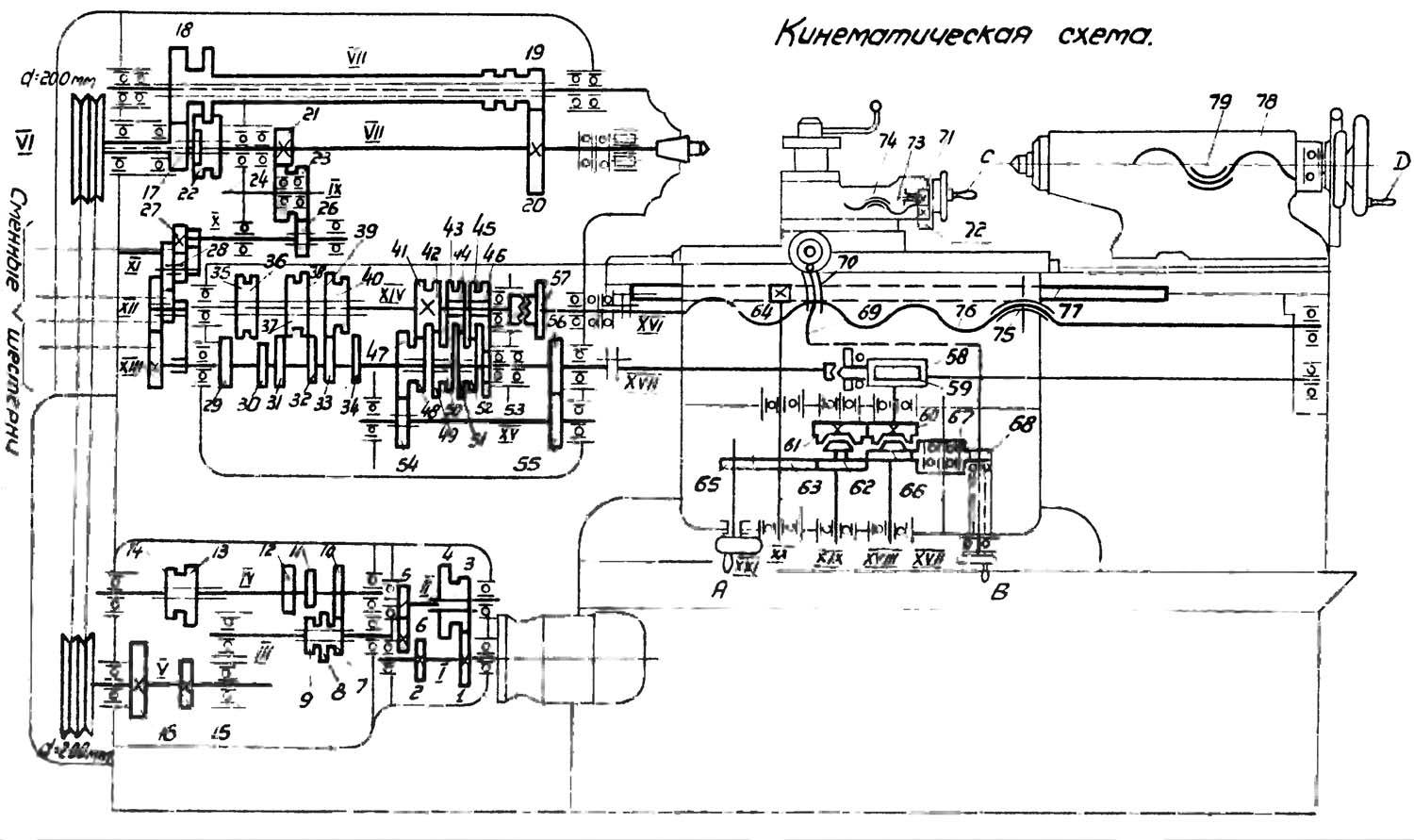
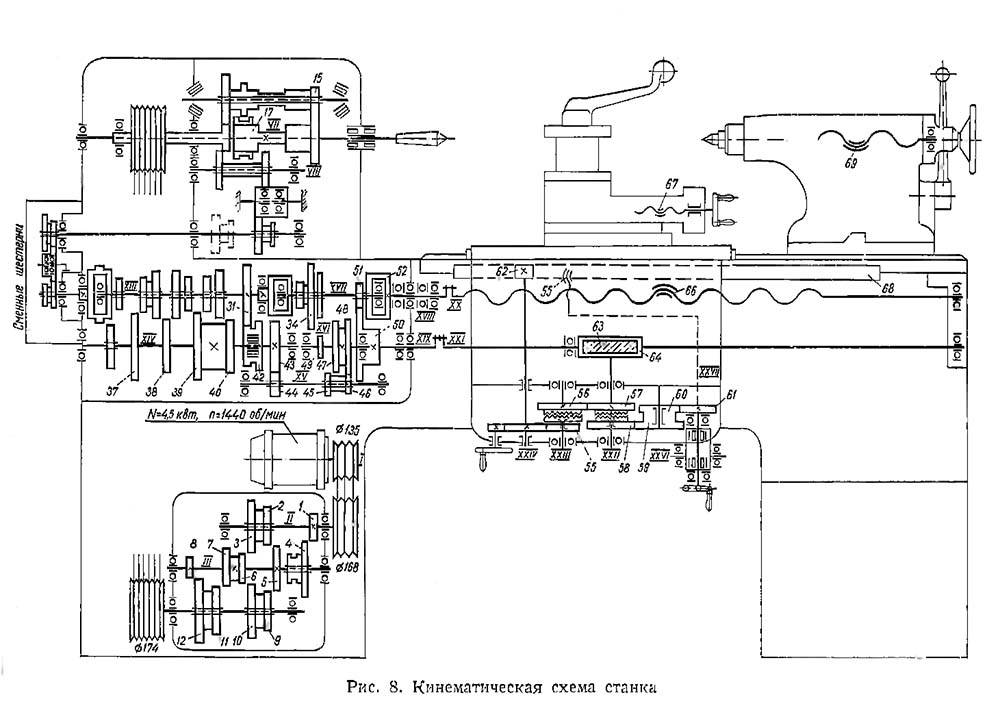
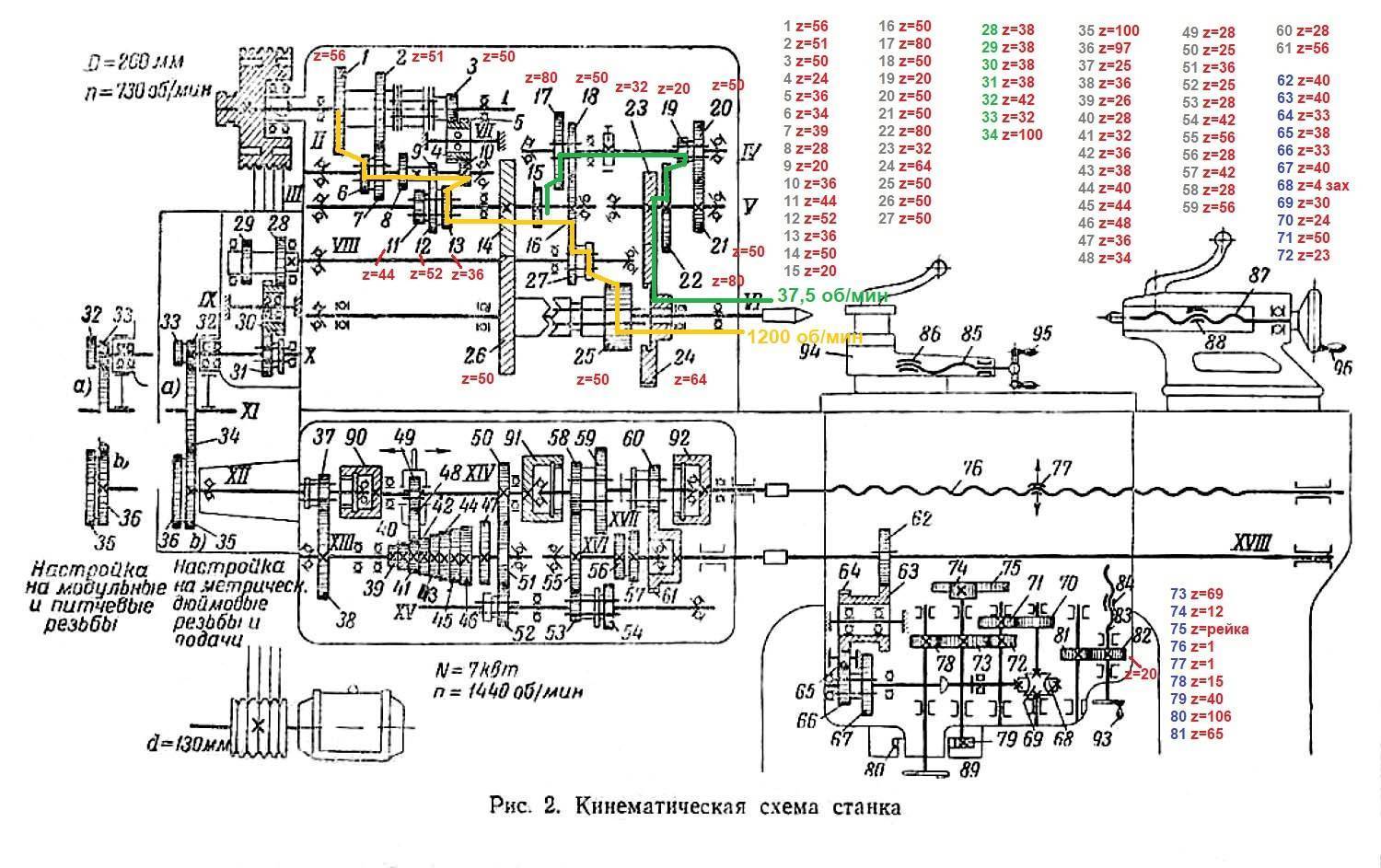
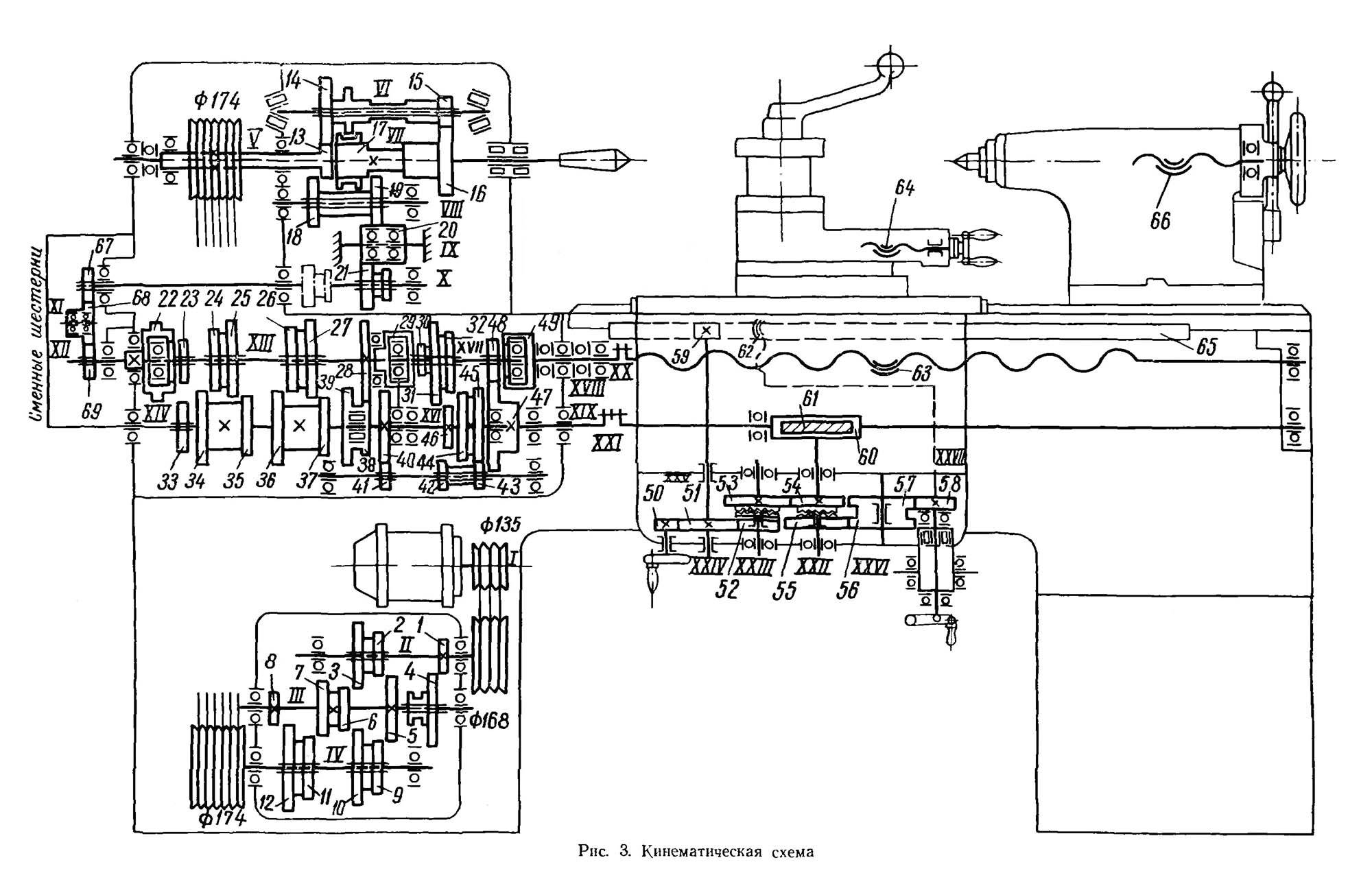
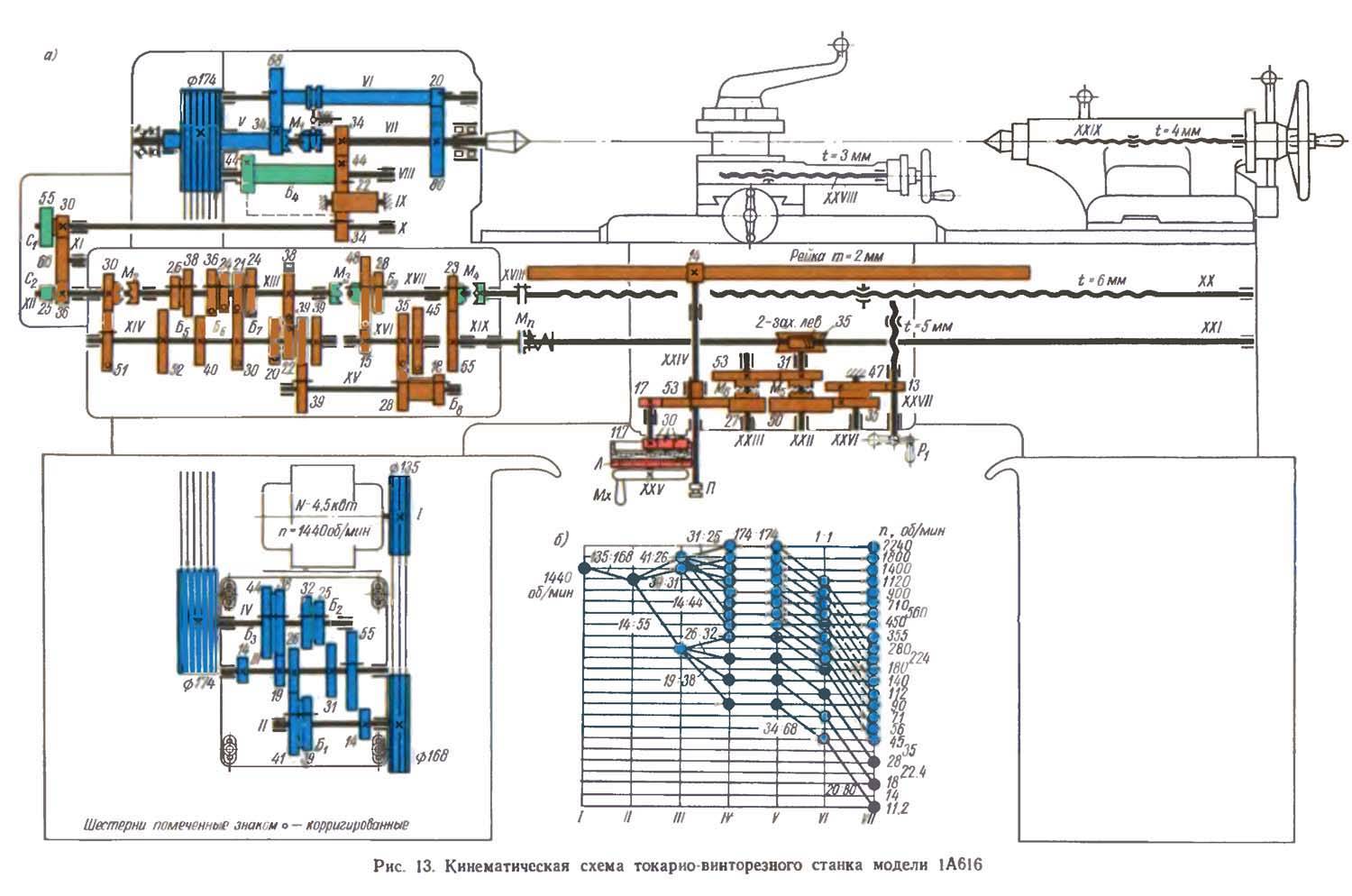
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Описание схемы управления главным приводом станка модели 1А616К
Электросхема управления предназначена для переключения ступеней чисел оборотов и реверсирования шпинделя станка,
Для ступенчатого переключения чисел оборотов применена автоматическая коробка скоростей типа АКС109Д6.3, выполненная на электромагнитных муфтах ЭТМ. Коробка имеет 9 скоростей.
Пуск и останов шпинделя производится включением и отключением электродвигателя Ml, который управляется пускателями К1 и К2, переключателем П2 и валиком с двумя рукоятками на три положения:
- верхнее — рабочий ход
- среднее — стоп
- нижнее — обратный ход
Управление АКС осуществляется галетным переключателем, установленном на передней стенке шпиндельной бабки, а торможение шпинделя транзисторным блоком задержки БЗ и реле Р2.
В блоке БЗ для увеличения постоянной времени (R=C) применена транзисторная схема управления репе Р2. Транзисторы Т1 и Т2 включены по схеме с общим коллектором. Регулировка постоянной, времени (выдержки) производится шунтированием входного сопротивления резистором R5.
Инструкция по эксплуатации
16а16 станок токарно-винторезный:схема
Насколько точно будет работать станок зависит от того правильно ли произвели его установку. Агрегат должен основательно закрепляться специальными болтами к фундаменту или бетонной подушке высотой не менее 150 мм. При этом проверка станка должна происходить по ГОСТу 42 — 56.
Первый пуск токарного станка в работу не менее важен, чем процесс его установки и правки. Пуск также считается первоначальным, если оборудование продолжительное время простаивало и не обслуживалось. Во избежание поломок, отнеситесь к первоначальному запуску с особой тщательностью и ответственностью. Процесс подготовки первоначально пуска представляет собой последовательный процесс.
Этап 1. Тщательно отчистите коррозионный налет, если таковой имеется на открытии и других незащищенных узлах.
Этап 2. Необходимо проверить наличие масла и при необходимости добавить его.
Этап 3. Если планируется производство токарных работ с охлаждением, то в специальный бак необходимо добавить специальную охлаждающую жидкость.
Этап 4. Проверьте целостность электрических проводов и надежность их соединения.
Этап 5. После успешного прохождения вышеперечисленных шагов можно включать станок и производить токарные работы.
Общий процесс работы станка 1А616 можно разграничить на следующие ключевые моменты.
Этап 1. Заготовку необходимо надежно зафиксировать между центрами патрона или в нем самом.
Этап 2. Выбранные модификации резцов также тщательно закрепляются в специальном фиксаторе, расположенном на суппорте оборудования. В держателе одновременно должно быть установлено не больше четырех приспособлений для нанесения резьбы.
Этап 3. Инструменты необходимые для нарезки внутренней резьбы, сверления и расточки закрепляются в пиноле задней бабки.
Этап 4
Теперь важно правильно настроить необходимую частоту вращения шпинделя. Его коррекция производится специальными переключателями, размещающимися на коробке передач
Этап 5. Ходовой элемент приходит в работу нажатием на пусковую кнопку, находящейся на коробке передач.
Этап 6. Для получения различных шагов резьбы производится соответствующая корректировка на рукоятках коробки передач и путем замены шестерней.
Этап 7. При включении узла, отвечающего за увеличение резьбового шага нужно резко повернуть вправо рычаг реверса подачи.
Этап 8. Рукоять передней бабки должна быть установлена в таком положении, которое будет соответствовать отметке «Нормальный».
Конструкция КПП станка
Коробка скоростей в этой модели токарного аппарата включает:
- 3 цилиндра, располагающиеся один за другим с 3 подшипниками;
- 3 одиночные шестеренки, которые образуют две активные шестерни.
Эти узлы дают вращение оси, через вал, рабочие передачи зубчатого типа. В случае если потребуется задать увеличенную частоту оборотов оси, то она за счет кулачковой муфты подсоединяется прямо к валу.
Регулирование требует совершения последовательных действий, совершаемых вручную:
- Определение держателя резцов в нужное положение;
- Регулировка позиции задней бабки агрегата;
- Контроль суппорта (основной модуль).
Функциональные возможности
Данное устройство применяется для обработки изделий небольших и средних размеров. Агрегат может работать и с инструментами из быстрорежущей стали. Указанный токарный станок по металлу может использоваться и на больших предприятиях, выпускающих продукцию в промышленных масштабах, и на частных производствах.
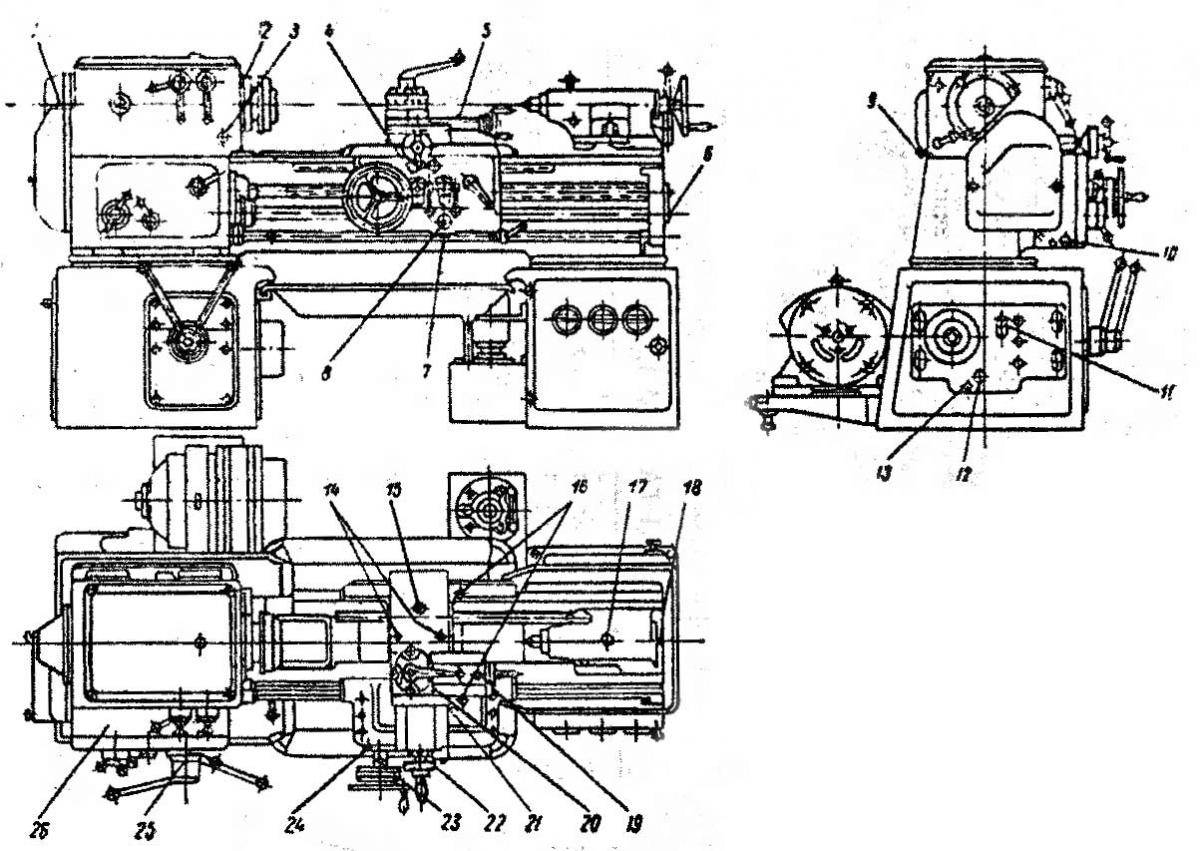
 Устройство токарного станка 1а616
Устройство токарного станка 1а616
Помимо обработки изделий аппарат способен выполнять следующие операции:
- рифление сетчатой матрицей;
- обработка фасонных изделий, имеющих форму конуса;
- сверление;
- точение торцов;
- резьба при помощи плашки, резца и метчика;
- огранка изделий, имеющих форму цилиндра, конуса (как с внутренней, так и с внешней стороны);
- развертывание отверстий разной формы.
Такой станок способен обрабатывать изделия, выполненные из любого материала. Обработка проводится насадками, сделанными из твердых сплавов, и приспособлениями из быстрорежущих металлов.
Аппарат имеет следующие технические характеристики:
- диаметр сквозного отверстия составляет 34 мм;
- общие размеры составляют 2135*1225*1220 мм;
- максимально допустимая длина изделия для обработки составляет 711 мм;
- вес агрегата составляет 1499 кг;
- интервал вращения шпинделя составляет от 9 до 1799 оборотов в минуту путем регулирования параметра при помощи 21 ступени;
- максимально допустимый диаметр обрабатываемого изделия над станиной составляет 321 мм, над суппортом — 179 мм;
- максимально допустимая длина обтачивания составляет 660 мм;
- резьбовой конец шпинделя имеет тип 6К.
 Резьбовой конец шпинделя типа 6К
Резьбовой конец шпинделя типа 6К
Ход впуска и металлорезание
Держатель резцов приобретает от основного вала устройства движения подач, в результате чего зуб двигается прямолинейно. Основываясь на технический паспорт агрегата 1А616, коробка осуществления подачи, способна предоставить 48 скоростей. Но в действительности – их лишь 24, так как скорости совпадают. Муфта с мелкими зубьями выполняет функцию запуска подач в сторону оси, ходовой винт, отвечает за перпендикулярный впуск.
Читать также: Тс106 10 схема простого регулятор напряжения
Электрошпиндель станка 1А616 выполняет функцию резцедержателя в ситуациях, когда нужно нарезать небольшую резьбу до 6 мм. Повышенный сдвиг и перебор применяется лишь при нужде реза большего хода. Чтобы это сделать, следует вправо направить блок колес до того момента, пока шестерня пустотелого вала не ухватится за левую окружность блока агрегата. Рез представляет собой одинаковое движение ведущего вала и возделываемого изделия. Подобное вращение направляет держатель резцов в осевом, и дополнительно перпендикулярном курсе, относительно двигательного вала. Передвижение достигается вследствие раздельного привода аппарата, которое состоит:
- суппорта, обладающего 4 положениями;
- 12 ступеней КПП;
- 2 клиноременные передачи.
Настройка токарно-винторезного станка 1К62
Настройка механизма главного движения токарно-винторезного станка 1К62
Настройка скорости вращения шпинделя станка 1к62 (табл.18)
Настройка скорости вращения шпинделя станка 1к62 (табл.18)
Настройка механизма подач токарно-винторезного станка 1К62
Настройка механизма подач токарного станка 1к62 (табл.19)
Настройка механизма подач токарного станка 1к62 (табл.19)
Настройка приклона (гитары) токарно-винторезного станка 1К62
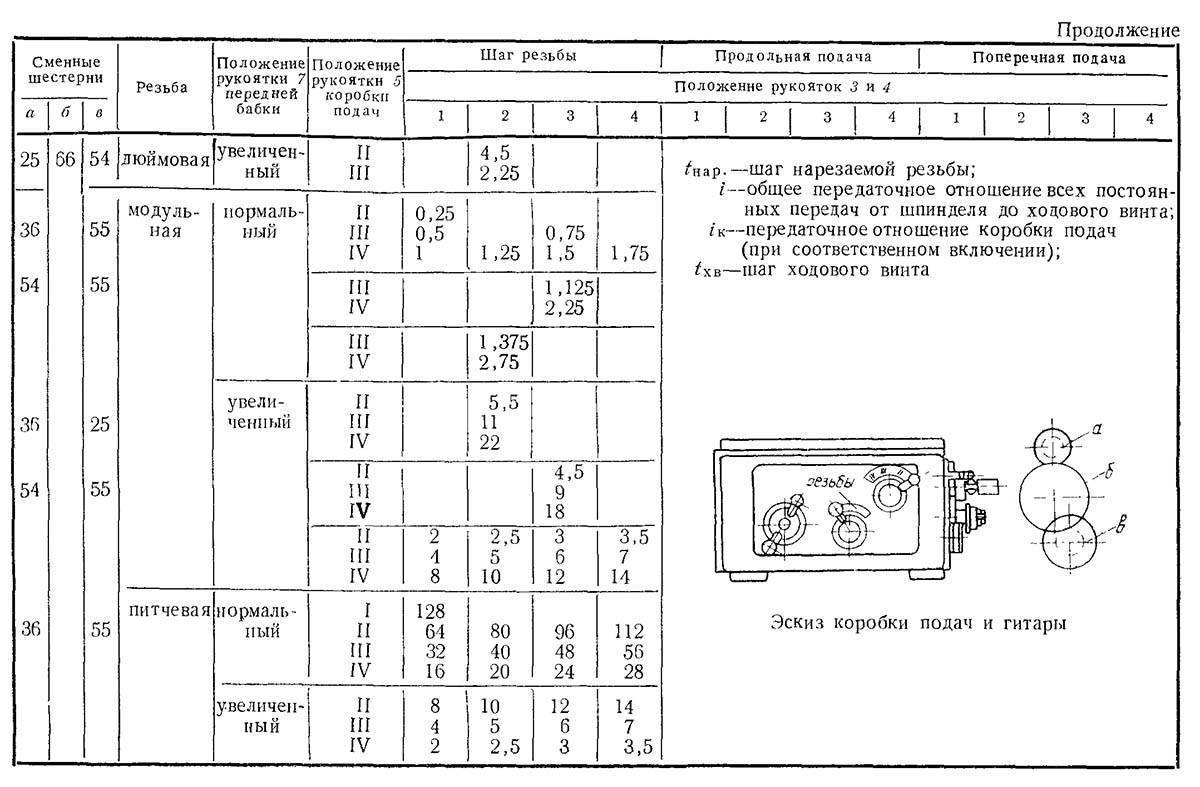
Стандартный набор сменных шестерен 1к62 (табл.13)
При отправке с завода на станке 1К62 устанавливаются сменные зубчатые колеса с числом зубьев z =42 (А), z =95 (В), z = 50 (Б).
Комбинация сменных зубчатых колес (А/В)·(В/Б) = (42/95)·(95/50) = (42/50) = 0,84 обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в таблице станка.
Настройка станка для нарезания торцовых резьб (спираль Архимеда)
Спираль Архимеда – это особый вид спирали с постоянным расстоянием между витками. Благодаря этому свойству она широко распространена при проектировании катушек и пружин.
Настройка станка для нарезания торцовых резьб (табл.14)
Настройка необходимого числа оборотов шпинделя, величины подачи указана в описании передней бабки, коробки подач и фартука.
Данные для настройки сменных шестерен приклона приведены в табл. 13.

Данные для настройки станка для нарезания торцовых резьб даны в табл. 14.
Формулы настройки приклона для нарезания торцовых резьб:
где:
tнар — шаг нарезаемой резьбы;
iсм — передаточное отношение сменных зубчатых колес (А/В)·(Г/Б);
iп.б — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф. — передаточное отношение фартука;
tх.в — шаг ходового винта;
где шестерни конуса 26; 28; 32; 36; 40; 44; 48; звено множителя 1; 2; 4; 8.
tнар = 3/8;
iсм = А/Б = 46/58;
(46·64·72·54·1) / (58·185·28·4) = 9,52459 мм
Ошибка на шаге равна 0,00041 мм.
tнар = 7/16;
iсм = А/Б = 46/58;
(46·64·72·54·1)/(58·185·48·2) = 11,112022 мм
Ошибка на шаге равна 0,000478 мм.
Настройка станка для нарезания резьб при прямом включении ходового винта
При прямом включении ходового винта движение передается от выходного колеса “Б” гитары напрямую на ходовой винт станка. Переключение осуществляется рукояткой 1 (Рис.3).
Таким образом, исключаются зубчатые передачи коробки подач, что увеличивает точность нарезаемой резьбы. Вид резьбы и ее шаг определяется исключительно комбинацией сменных колес гитары.
Настройка станка для нарезания торцовых резьб (табл.15)
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
Формула настройки на модульные резьбы:
(А/В)·(Г/Б) = (π·m·z)/12
Формула настройки на метрические резьбы:
(А/В)·(Г/Б) = (tнар·z)/12
Формула настройки на питчевые резьбы:
(А/В)·(Г/Б) = (127·π·z)/(60·Р)
Формула настройки на дюймовые резьбы:
(А/В)·(Г/Б) = (127)/(60·Р)
где
m — модуль, мм;
z — число заходов резьбы;
tнар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
Настройка токарного станка 1к62 для нарезания резьб
Настройка станка для нарезания резьб (табл.20)
Настройка станка для нарезания резьб (табл.20)
Табличка укрепленная на станке токарного станка 1к62
Табличка для рукоятки 1 токарного станка 1к62
Механика токарно-винторезного станка 1К62
Данные для настройки шага нарезаемой резьбы приведены в таблице 20.
Сменные шестерни для нарезания различных типов резьб, не (приведенных в таблице 20), через механизм коробки подач подбираются по формулам:
Питчевые резьбы:
iсм = (64/97) ·Р1/Р
где:
iсм — передаточное отношение сменных зубчатых колес;
t — нарезаемый шаг резьбы, мм;
t1 — шаг резьбы по таблице, мм;
m — нарезаемый модуль, мм;
m1 — модуль по таблице, мм;
n — нарезаемое число ниток на дюйм;
n1 — число ниток на дюйм по таблице;
Р — нарезаемый шаг в питчах;
P1 — шаг в питчах по таблице.
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 (см. рис. 18) с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки 7 (см.рис. 3) установить в положение «Механическое отключение при делении на многозаходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на -четырехзаходную — на 15 и т. д.;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.
Электрическая система и электросхема
Устройство имеет 2 электрических двигателя: двигатель для осуществления основной работы механизмов, мощностью 4 кВт, и насос, осуществляющий подачу охлаждающей жидкости, мощностью 0,12 кВт. Электрооборудование агрегата рассчитано для работы под напряжением 880 В. Осветительные приборы станка требуют напряжения в 36 В.
Вводный выключатель, перед запуском оборудования, устанавливается в соответствующее положение, а рукоять управления устанавливается посередине.
Управление основным электродвигателем, обеспечивающим работу главного вала устройства, осуществляется при помощи двух магнитных пускателей, переключателя ПУ и валика с двумя рукоятями, имеющими по 3 положения. В корпусе переднего узла имеется указатель нагрузки для удобства контроля над ней.
Электрическая схема управления имеет следующие характеристики:
- предназначается для переключения ступеней оборотов и реверса вала станка;
- автоматическая коробка скоростей, имеющая 9 скоростей и выполненная на муфтах ЭТМ, предназначается для ступенчатого переключения оборотов;
- электродвигатель, управляющийся пускателями, переключателем и валиком с двумя рукоятями, отвечает за запуск и остановку вала устройства;
- галетный переключатель, располагающийся на передней панели шпиндельного узла, отвечает за управление АКС;
- транзисторный блок задержки и реле отвечают за торможения вала.
Принцип работы токарного станка
Заготовка закрепляется в патроне, закрепленном на шпинделе. Получаемое вращение шпинделя исходит от электродвигателя главного движения посредством клиноременной передачи.
Инструмент осуществляет только прямолинейные движения в продольном или поперечном направлении.
Конусом, установленным в пиноли задней бабки, осуществляется поддержка длинной заготовки или для удержания ее от изгиба при высоких нагрузках при точении. Осевой инструмент, обрабатывающий отверстия, также закрепляется в задней бабке.
Токарный станок 1а616, инструкцию по эксплуатации и паспорт которого можно найти в интернете в открытом доступе, кроме точения, сверления и растачивания может выполнять следующие операции:
- фасонное точение;
- рифление;
- обкатку;
- развертывание;
- зенкерование.
Работать на станке можно инструментом из быстрорежущих сталей и сборными резцами с твердосплавными пластинами.
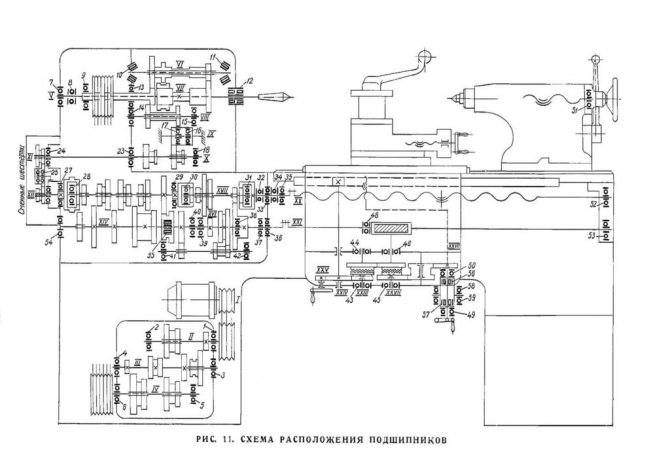
Кинематика
Кинематическая схема станка позволяет обеспечить следующие виды движений:
- Главное движение: n дв · i пп · i v = n шп → n шп. Настройка коробки скоростей производится исходя из условия: i v = n шп / n дв · i пп.
- Движение подачи: S пр = n дв · i пп · i s. Настройка коробки подач производится исходя из условия: i s = S пр/ n дв · i пп.
- Винторезное движение: t нр = t хв · i пр · i см · i пп. Наладка: i пр = t нр = i см / ( t хв · i пп ), где: i пр – передаточное отношение зубчатых колес от шпинделя до гитары сменных колес, i пр = 48/68·34/36·36/48;
- i пп – передаточное отношение зубчатых передач коробки подач;
- i см – передаточное отношение сменных колес.
Электрика
Электрическое оборудование на станке 1а616 аналогично 1б61. Это электродвигатели, предохранители, выключатели, реле, трансформаторы и местное освещение. Схема питания и принципиальная схема представлены в паспорте на станок.
В то время, когда станок массово выпускался, им оборудовали не только цеха и мастерские на предприятиях, но и сельские мастерские. На удаленных территориях напряжение в электрической сети было 220 В. Поэтому на станки модели 1а616к устанавливались двигатели пс8с, работающие от постоянного тока. Они обеспечивали плавное торможение без сильного нагревания.
Освещение рабочей зоны организовано через понижающий трансформатор и составляет 36 В.
Эксплуатация и ремонт
Документы на станок содержат инструкции по безопасному ведению работ, о сроках обслуживания и ремонта, периодичности смазки. Также отображены нормы к установке и требования к фундаменту.
Эксплуатационные параметры в помещении:
- влажность – 80%;
- температура – 10°С – 30°С;
- тип производства – серийное, штучное.
При продолжительной эксплуатации рекомендуемый цикл проведения капитального ремонта составляет 5 лет (при двухсменном режиме). Межремонтный цикл включает в себя следующие регламенты: осмотр – 10, малый ремонт – 5, средний ремонт – 2. Перечень проводимых работ можно найти в паспорте станка.
https://youtube.com/watch?v=IKV4ZE8NfIY
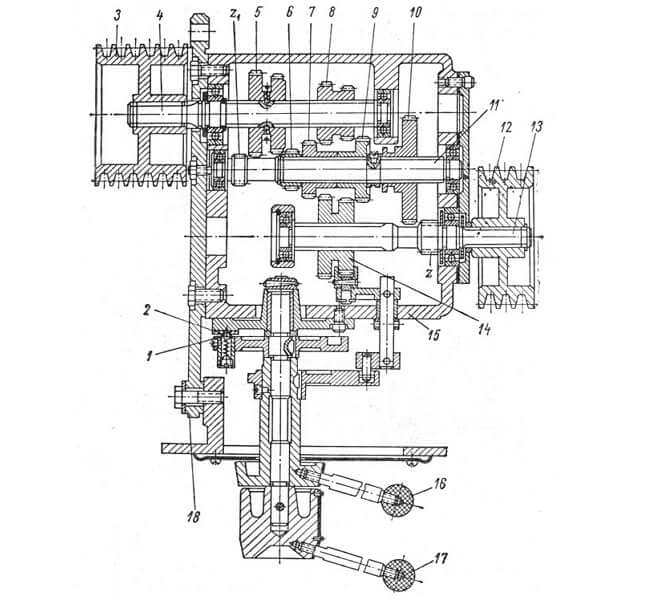
Принцип действия и основные механизмы
Важные рабочие узлы агрегата:
- задняя опора;
- блок, включающий сменяемые колеса;
- шкафной отдел, в котором расположено электрооборудование;
- передник с механизмом впуска;
- несущее основание;
- тумбовые элементы;
- передняя бабка со вспомогательными модулями: реверсивный механизм, звено, отвечающее за увеличение шага, переборное приспособление;
- коробка подач;
- охлаждающий механизм, отвечающий за режущий инструментарий;
- коробка перемены передач;
- специальный резервуар для скапливания охладителя и металлической стружки.
Оборудование функционирует по схеме:
- обрабатываемое изделие зажимается в патроне или устанавливается в центры;
- резы удерживаются в держателе резцов опоры, их количество может достигать 4 единиц;
- если в возделываемой детали необходимо сделать сверление или расточку проемов, то соответствующие приспособления закрепляются в пиноли задней бабки;
- обработка деталей осуществляется за счет комбинации двух видов движения: поступательного передвижения режущего инструмента и вращения изделия.

Приводной шкив аппарата устанавливается между опорами шпинделя. Однако, обратная его опора обладает специфичной конструкцией, позволяющая проводить ремонтные работы (замена клиновых ремней) без освобождения шпинделя. Эта характеристика убыстряет и упрощает труд рабочего на аппарате
Важно отметить, что немаловажной функциональной особенностью токарного станка считается реализация привода перемещения раздельного типа реза. А активация тормозного механизма стала возможной, благодаря подсоединению в статор постоянного тока
Описание токарного станка

После прекращения выпуска токарных станков 1a616 пошло около 70 лет, но они до сих пор эксплуатируются в небольших мастерских. Это говорит о многократном запасе прочности, который заложили конструкторы в свое время.
Основное назначение – обработка заготовок резанием из различных металлов и сплавов, а также неметаллические материалы. Технологически возможно производить следующие работы:
- прямое и коническое точение наружных и внутренних цилиндрических поверхностей;
- прямое и коническое растачивание наружных и внутренних цилиндрических поверхностей;
- торцовое подрезание;
- нарезание нескольких типов резьб;
- точения по калибру после дооснащения.
Особенности ремонта
Прежде чем приступать к разборке агрегата для последующих ремонтных работ нужно внимательно ознакомиться с устройством и способами крепления составляющих. Обеспечение мер безопасности реализуется при помощи предупреждающей таблички, установленной заранее.
Чтобы предохранить станок от самопроизвольного или случайного включения, следует отключить и запереть главный выключатель. Предохранитель, располагающийся в распределяющем шкафу, питающий электрическое оборудования аппарата, нужно удалить до осуществления ремонта электропанели.
Перед демонтажем станка нужно отсоединить все маслопроводы и удалить насос. А прежде, чем снимать узлы, нужно отсоединить электропроводку и трубопроводы, идущие к ним. Все операции выполнять, согласно имеющимся в инструкции чертежам.
После ремонта станка и подготовки к пуску нужно:
- Убрать лишние детали и предметы.
- Проверить установку устройств блокировки и ограничителей.
- Проверить аппарат на наличие заеданий, нетипичных шумов или стуков.
Следует помнить, что монтаж и демонтаж токарного оборудования должен производится специалистом – последовательно и с вниманием к деталям. Видео: обзор токарного станка 1А616
Видео: обзор токарного станка 1А616.
Republished by Blog Post Promoter





