

Виды выполняемых на токарно-револьверном станке операций
Функциональные возможности, которыми обладает револьверный станок, позволяют выполнять с его помощью почти весь спектр токарных технологических операций. Деталями, которые обрабатываются на таких устройствах, могут быть болты, гайки, кольца, ступенчатые валики, фланцы, втулки и др. К самым распространенным типам операций, выполняемых на токарно-револьверных станках, относятся:
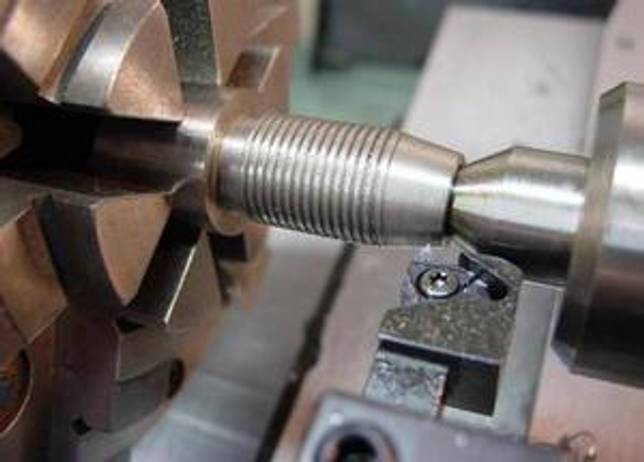
- нарезание внутренней и наружной резьбы различными инструментами;
- обработка торцевой поверхности заготовок;
- обтачивание деталей цилиндрической формы;
- протачивание канавок с различными геометрическими параметрами.
На отдельных моделях токарно-револьверных станков (с ходовым винтом) можно нарезать различные типы резьбы, применяя резцы и специальные головки.
https://youtube.com/watch?v=I3qkGAxCWO4
В том случае, если резьба с использованием такого оборудования нарезается на деталях, выпускаемых серийно, применяются специальные головки, в которых установлены гребенки круглого, радиального и тангенциального типов (при этом максимальную точность параметров нарезаемой резьбы позволяют получить гребенки круглого типа). Использование специальных головок позволяет нарезать метрическую резьбу, параметры которой находятся в широком диапазоне: от М4 до М60.
Как говорилось выше, на токарно-револьверных станках можно также нарезать резьбу, используя для этого метчики и плашки. Для этого станок должен быть оснащен специальной державкой, которая может свободно перемещаться в осевом направлении. Такая державка дает возможность беспрепятственно вывинчивать плашку или метчик при рабочем ходе суппорта.
Кроме вышеперечисленных технологических операций, на станках токарно-револьверной группы можно обрабатывать детали:
- с фасонным профилем (для этого можно использовать специальный криволинейный шаблон, устанавливаемый вместо копировальной линейки, либо фасонный резец, совершающий подачу в поперечном направлении);
- с конической поверхностью (обработку выполняют посредством копировального инструмента или используют для этого резцы с широкой рабочей поверхностью).

Токарный станок с 12-позиционной револьверной головкой и ЧПУ
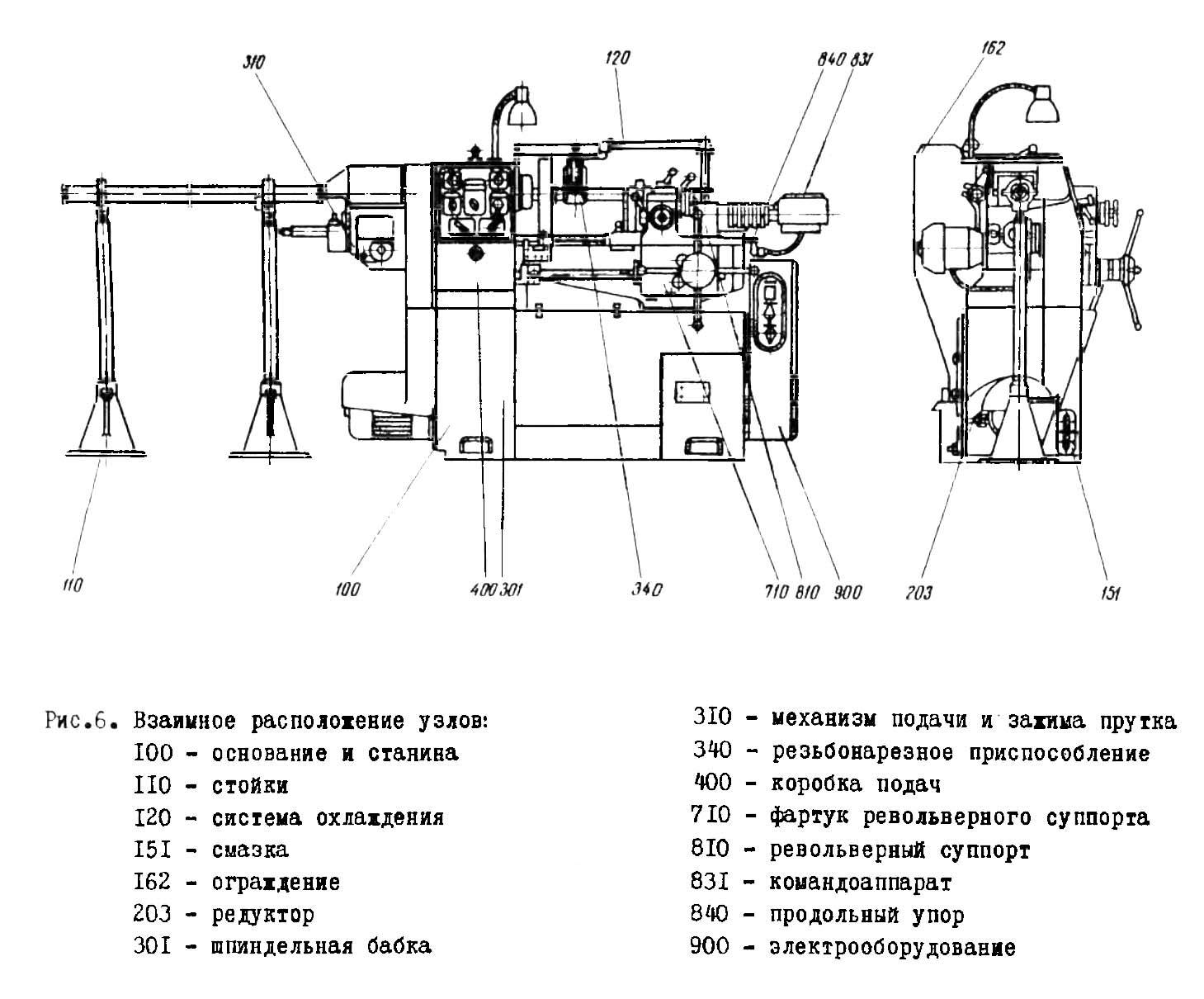
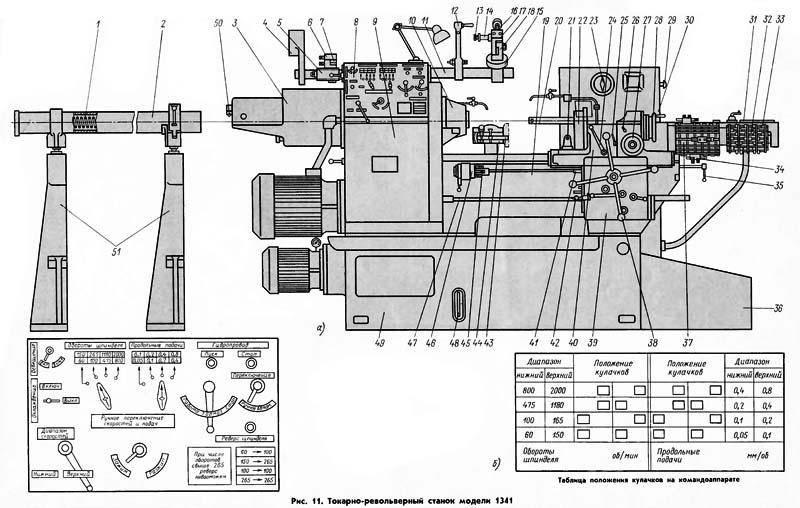
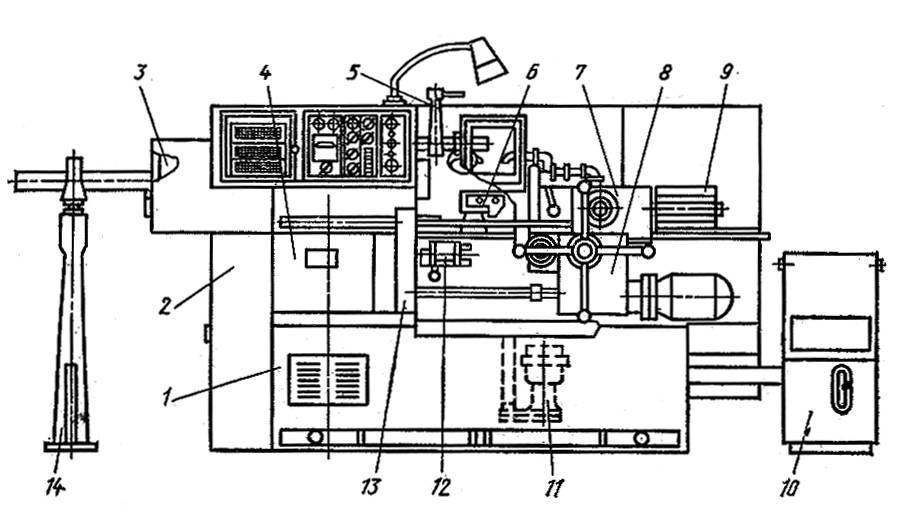
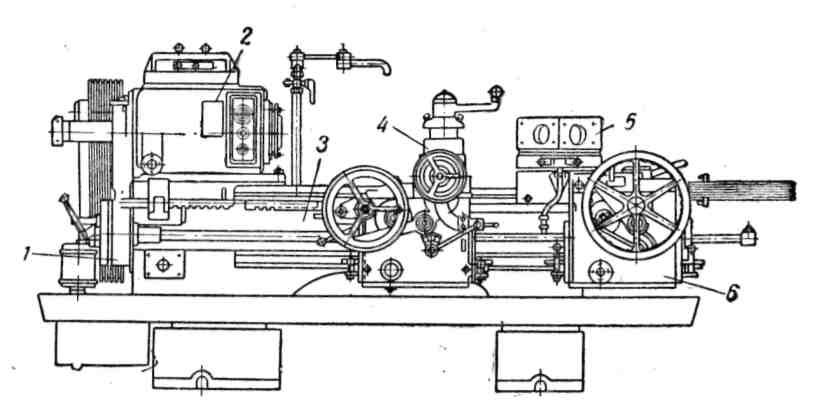
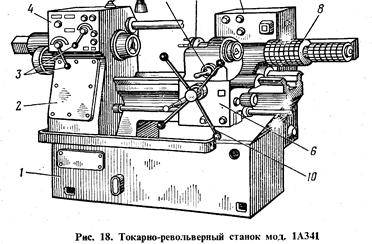
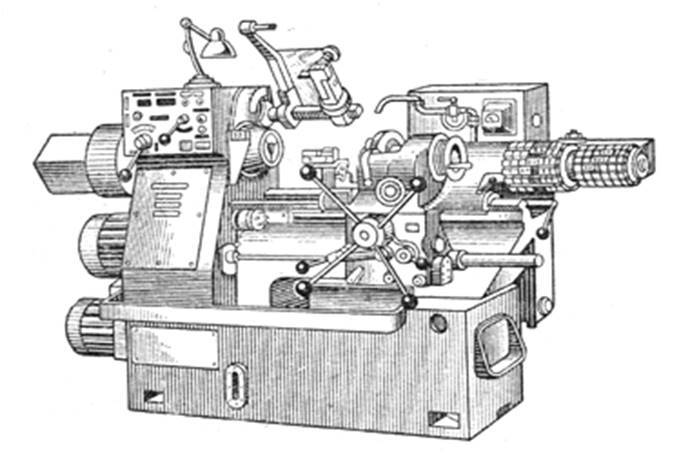
Токарно-револьвериый станок 1А341
Станок является универсальным. На нем можно производить многоинструментную наладку для точения, сверления, растачивания, зенкерования, развертывания, нарезания резьбы и других операций. Особенностью станка является наличие командоаппарата с шестью кулачками, которыми при движении или повороте револьверной головки действуют на конечные выключатели, управляющие электромагнитными муфтами. Командоаппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Кроме того, станок имеет гидравлический механизм подачи и зажима прутка, копировальную линейку для обработки конических поверхностей и резьбонарезное устройство.
Кинематическая схема
Кинематическая схема станка показана на рис. 72. От электродвигателя Ml через зубчатые колеса 1-2 вращение сообщается валу П. Далее вращение передается валу III через колеса 3-4 при включенной муфте ЭМ или через колеса 5 — 6 при включенной муфте ЭМ2. Затем через колеса 7 — 8 и муфту ЭМ4 или колеса 9 — 10 и муфту ЭМЗ вращение получает вал IV и через колеса 11 — 12 или 13 — 14 — шпиндель V.Механизм подач. Вращение валу VI коробки подач сообщается от шпинделя К через зубчатые колеса 15 — 16 и далее через колеса 17 — 18 или 19 — 20 передается на вал VII. Затем через зубчатую пару 21-22 и муфту ЭМЗ или колеса 23 — 24 и муфту ЭМ6 получает вращение вал VIII и через колеса 25 -26 и муфту ЭМ8 или колеса 27 — 28 и муфту ЭМ7 получает вращение вал IX. С этого вала через предохранительную муфту 61 вращение передается на вал X револьверного суппорта.
Движения подачи
Продольная подача суппорта осуществляется с вала X через колеса 30 или 31-32 на вал XI, затем через червячную пару 33 — 34 и муфту ЭМ7 сообщается валу XII и далее через колеса 35-36 передается на ре-4ную пару 37 — 38.
Круговая подача револьверной головки осуществляется от вала X через ток колес 29, 31 на вал XI, затем через червячную пару 33 — 34 и муфту М11 передается на вал XII, и через колеса 40, 41, 42, 43, муфту ЭМ13, вал XV, колеса 44 — 45 и 46 — 47 получает вращение револьверная головка 62. Быстрое продольное перемещение револьверного суппорта осуществляется от отдельного электродвигателя М2 через зубчатые колеса 48 — 49 на вал XVIII и через червячную пару 58 — 59 и муфту ЭМ9 передается на вал XIII реечной пары 37 — 38.
Быстрый поворот револьверной головки осуществляется также от электродвигателя М2 через зубчатые колеса 48 — 49, червячную пару 50 — 5,. муфту ЭМ10, вал XIX, колеса 52 — 53, 54 — 55, вал XV, коническую пару 44-45, вал XVI и колеса ’46-47.

Рис. 72 Кинематическая схема станка мод. 1А341
Ручное перемещение револьверного суппорта производится штурвалом через вал XX, зубчатые колеса 39 — 36 и вал XIII на реечную пару 37-38, а поворот револьверной головки — маховичком 64 через колеса 56-60, муфту ЭМ12, вал XIV, колеса 54-55, вал XV, колеса 44-45 и 46-47.На валу X VII револьверной головки 62 находится барабан 6.5 с упорами.
Приспособление для нарезания резьбы
Приспособление для нарезания резьбы резцом или гребенкой, установленное на станке, работает следующим образом. От шпинделя I (рис. 73) вращение через зубчатые колеса 15-60, 61-62 или 63-64 передается на сменный резьбовой копир 7 с шагом . Рычаг 1 опу-скается до упора 4. Вместе с ним опускается, занимая рабочее положение, суппорт 2 с резцом 3 (или гребенкой) и резьбовая губка 5 с грузом 6. Вращающийся резьбовой копир 7 перемещает резьбовую губку, штангу IV и суппорт с инструментом, обеспечивая нарезание резьбы. При передаточном отношении передачи oт шпинделя I до резьбового копира (вал III) i= 1 (в зацеплении колеса 61 — 62) шаг нарезаемой резьбы равен шагу копира. А при передаточном отношении пени i=lI2 (в зацеплении колеса 63 — 64) шаг нарезаемой резьбы равен половине шага копира.
Рис. 73 Приспособление для нарезания резьбы
Продольное перемещение суппорта 2 ограничивается упором (на рисунке не показан) рычага I. В результате действия упора рычаг и суппорт приподнимаются, губка 5 выходит из контакта с копиром 7, и штанга IV под действием пружины 8 возвращает суппорт в исходное, правое положение. Для повторения прохода следует снова опустить рычаг I. После каждого прохода надо перемешать резей или гребенку на глубину резания.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.

Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
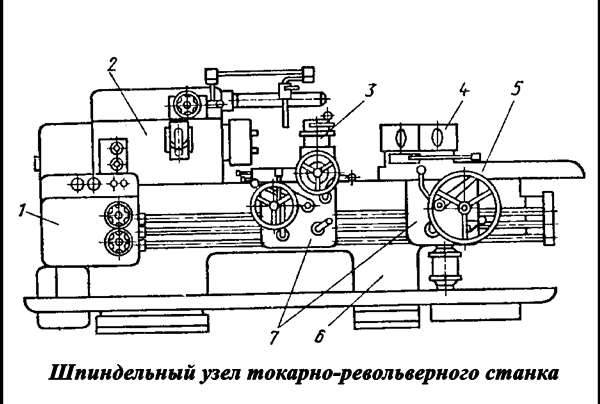
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.

Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.

Технические особенности установок
Токарные агрегаты данной группы также имеют некоторое дополнительное оснащение – планшайбы, трех или четырехкулачковые патроны. Последние работают благодаря встроенному приводу, который может быть ручным или гидравлическим. Это позволяет осуществлять обработку заготовок, имеющих большие габариты. Чаще всего такие детали можно получить при помощи литья, ковки или штамповки.
Некоторые технические особенности имеют агрегаты револьверного типа, которые предназначены для работы с прутковым элементами. Они оснащены шпинделем с небольшим отверстием. Также данные агрегаты имеют специальный механизм, который обеспечивает подачу и последующую фиксацию заготовки в нужном положении. Если такие станки оборудовать подходящим патроном, они подойдут для обработки других деталей, которые получены способом литья, штамповки или ковки.
Расположение оси, относительно которой вращается рабочая головка устройства, влияет на количество суппортов. Если она находится горизонтально, тогда устанавливается элемент, который способен совершать только круговые и продольные движения.
Когда ось размещается вертикально или под уклоном, тогда на ней могут монтироваться два суппорта – револьверный и поперечный. На последнем элементе станка можно устанавливать два резцедержателя. Они обеспечивают одновременное нахождение до шести рабочих инструментов, что очень удобно во время эксплуатации оборудования.

Резцедержатель
Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
- Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
- Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
- Работать только в специальной униформе, которая выдается перед началом работы.
- Работнику должны обеспечить широкое пространство для работы.
- Перед работой требуется проверка исправности аппарата.
- Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
- На рабочем месте не должно находиться лишних предметов.
- Обрабатываемая деталь должна быть прочно закреплена.
- Не прикасаться к обрабатываемому материалу.
- Не прикасаться к заготовкам во время работы.
Особенности токарно-револьверной группы
Отличительные черты станков данной группы устанавливают значительное повышение производительности в десятки раз. Компоновка многошпиндельных, а также иных станков рассматриваемой группы отличаются соответствующими ниже признаками:
- Замена всех приспособлений станка происходит быстро и оперативно.
- Почти все узлы имеют систему быстрой подачи, для того чтобы ускорить в несколько раз процедуру смены положения закрепленной детали.
- Если применять многорезцовые держатели в виде оснастки, то производительность также увеличиться в несколько раз.
Также нужно помнить то, что техническое обслуживание квалифицированными специалистами и проведение ремонта, очень осложняется проблематичной конструкцией, которая очень сложна.
Для любой детали необходимо писать техпроцесс, в котором будет содержаться вся информация об очередности положения режущих инструментов, а также их виде.
Чертёж детали обязан иметь информацию о вылете, который должен иметься у инструмента
Также нужно не забывать о том, что при изготовлении детали высокой точности, необходимо принимать во внимание то, как много режущий инструмент вылезает за границы револьверной головки.
У значительной части станков рассматриваемой группы предустанавливают упоры, ограничивающие подачи, как продольную, так и поперечную. У станков, на которых установлена система числового программного управления (СЧПУ), упоры отсутствуют, из-за их бесполезности – все узлы находятся под контролем высокоточного привода.
Главной особенностью станков рассматриваемой группы является диаметральный размер заготовок. Большая часть таких станков рассчитана на работу с заготовками, у которых диаметр поперечного сечения располагается в пределах 16 — 63 сантиметров.
Токарно-револьверные станки с ручным управлением
Токарно-револьверные станки используются в серийном производстве для выпуска деталей тяжелой конфигурации из штучных заготовок или прутка. Исходя из этих факторов станки делятся на патронные и прутковые.
 Структура токарно-револьверных станков
Структура токарно-револьверных станков
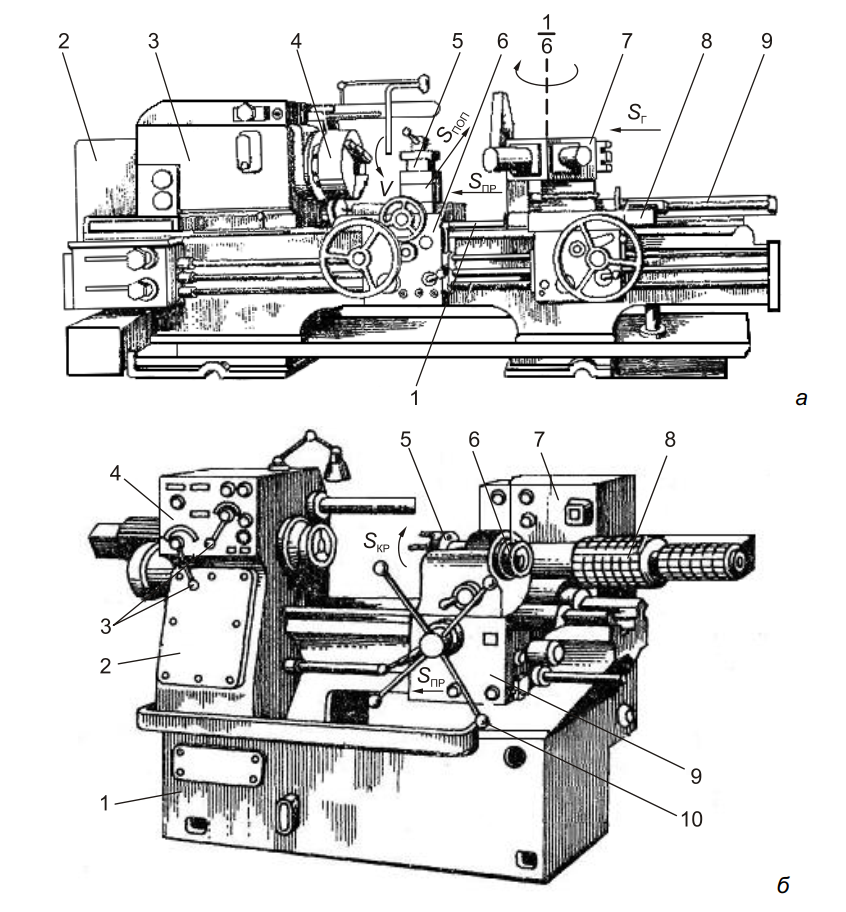
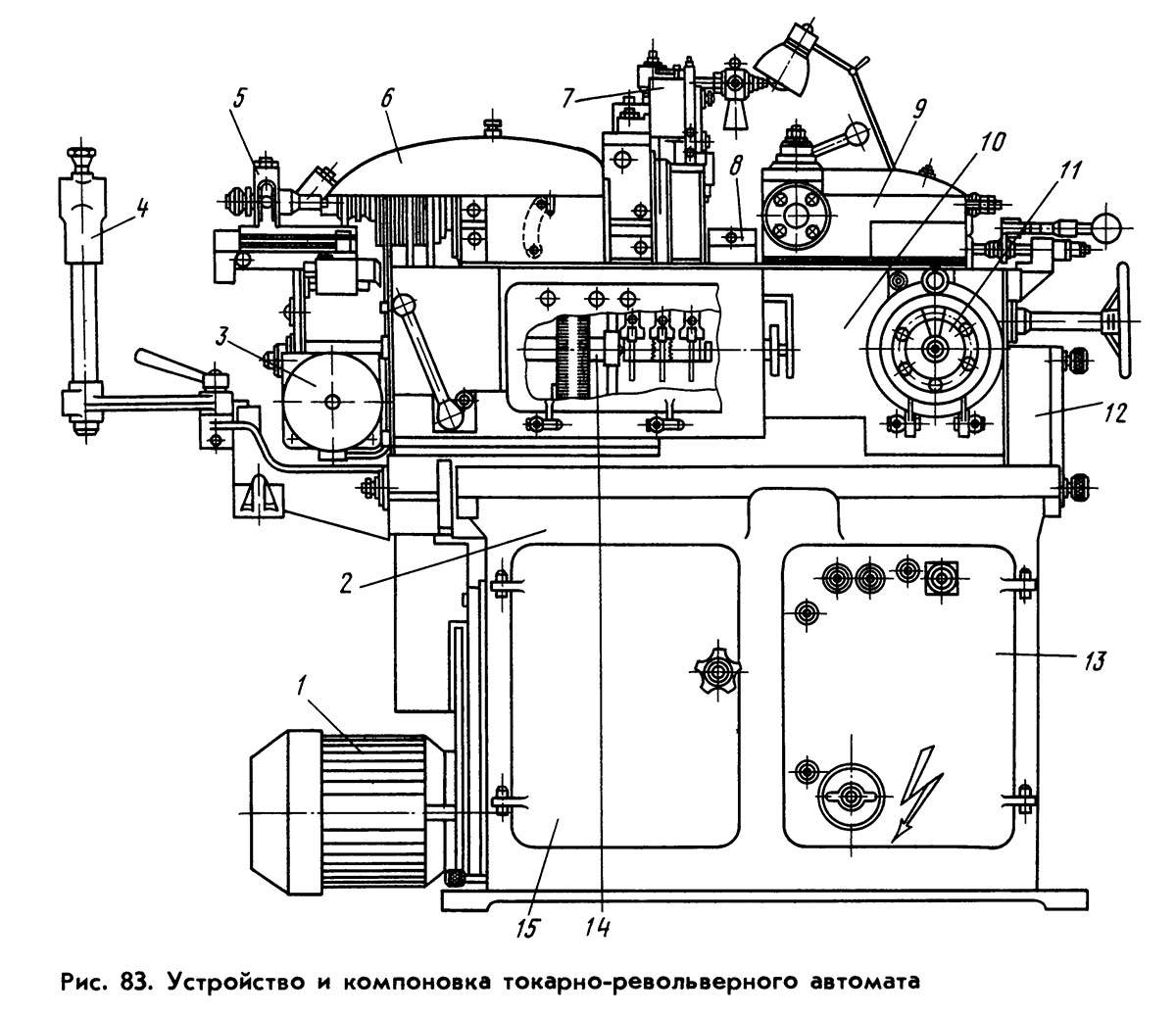
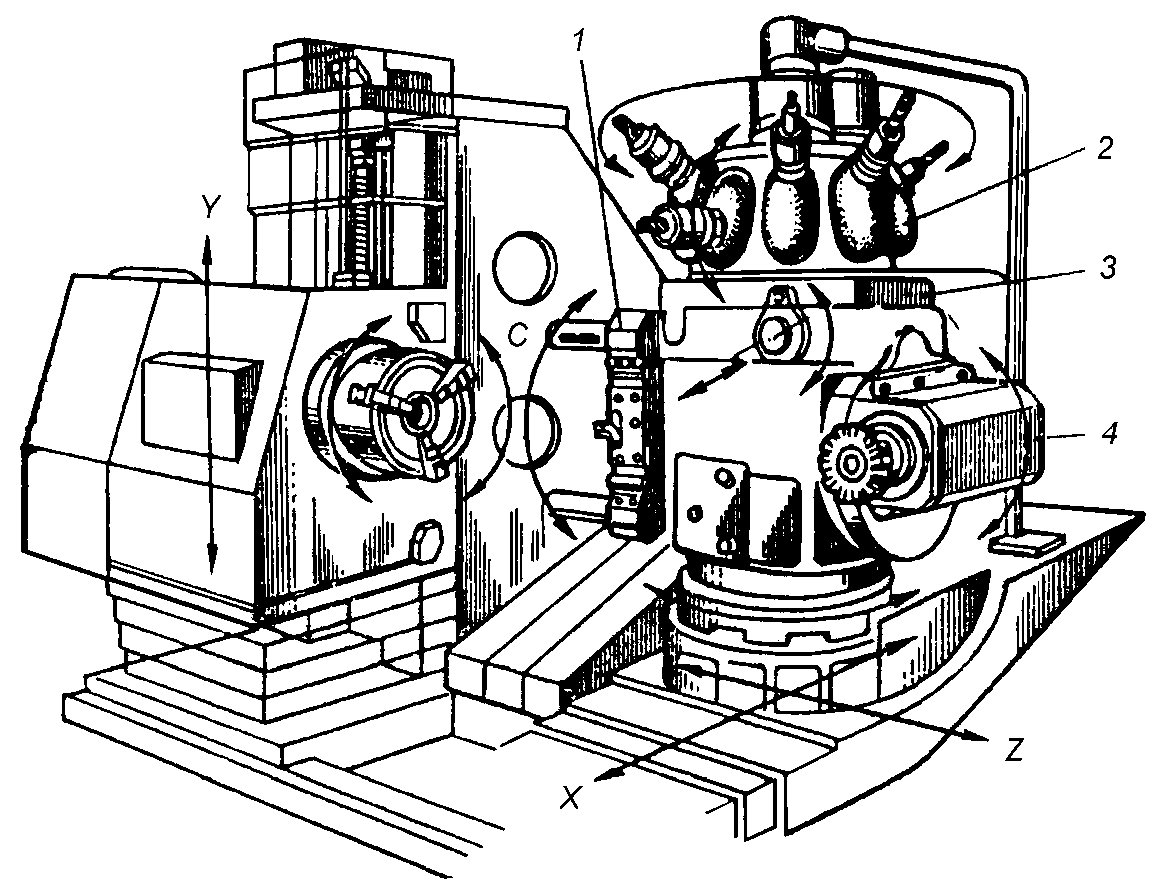
Отличительной чертой структуры токарно-револьверных станков есть присутствие поворотной, изредка линейно перемещаемой револьверной головки, в которой находятся нужные для обработки комплекты инструментов в необходимой последовательности. В таких станках, обычно, нет задней бабки.
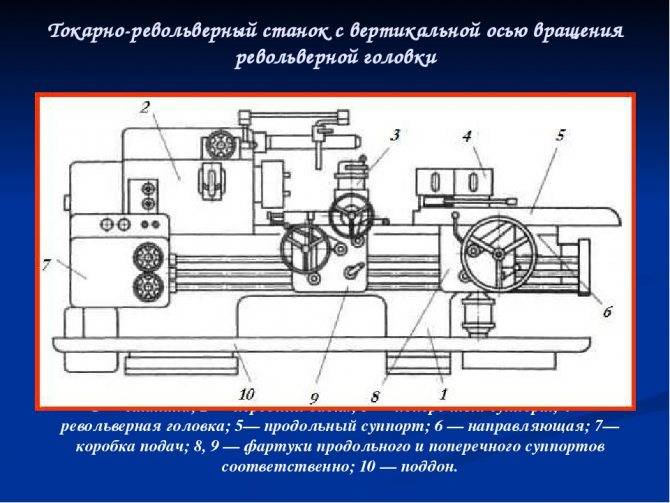
Местонахождение оси поворота револьверной головки 4 определяет компоновку токарно-револьверных станков: с горизонтальной осью и вертикальной осью револьверной головки.
Суппорты, которые сообщают инструменту движение подачи 3 и 5 передвигаются по направляющим 6 станины, шпиндельная бабка 2 крепится на станине 7. Поддон 10 используется для сбора стружки. Рукоятки управления находятся на фартуках 8 и 9. 1 — коробка подач; 2 — шпиндельная бабка; 3 — поперечный суппорт; 4 — револьверная головка; 5— продольный суппорт; 6 — направляющая; 7— станина; 8, 9 — фартуки поперечного и продольного суппортов; 10 — поддон; 11 — упор.
На токарно-револьверном станке можно сразу производить обработку инструментами, которые закреплены в поперечном суппорте 3 и в револьверной головке 4, что дает возможность повысить производительность с помощью параллельной обработки плоскостей несколькими инструментами. Увеличению рентабельности и производительности станков содействует его начальная настройка на обработку заданной заготовки и последующая работа по упорам 11.
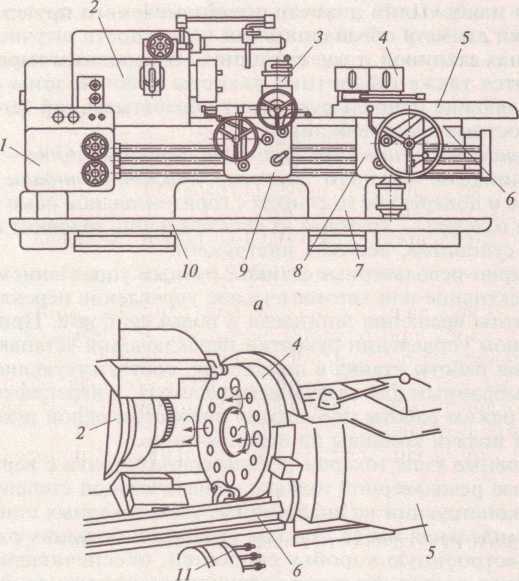
Схема: Токарно-револьверный станок
Виды токарно-револьверных станков
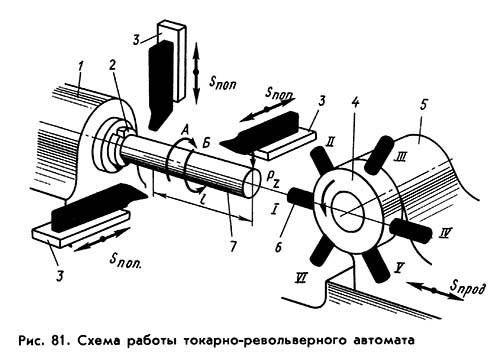
По форме револьверные головки делятся на призматические и цилиндрические (чаще всего шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, которые расположены на специальной оправке.
Основные параметры
Главными параметрами токарно-револьверных станков есть максимальный диаметр обрабатываемого прутка и максимальный диаметр обрабатываемой плоскости штучной заготовки над суппортом и над станиной. К основным параметрам включают также габаритные размеры рабочей зоны станка, которые определяют максимальную длину обрабатываемой детали, и скоростные характеристики.
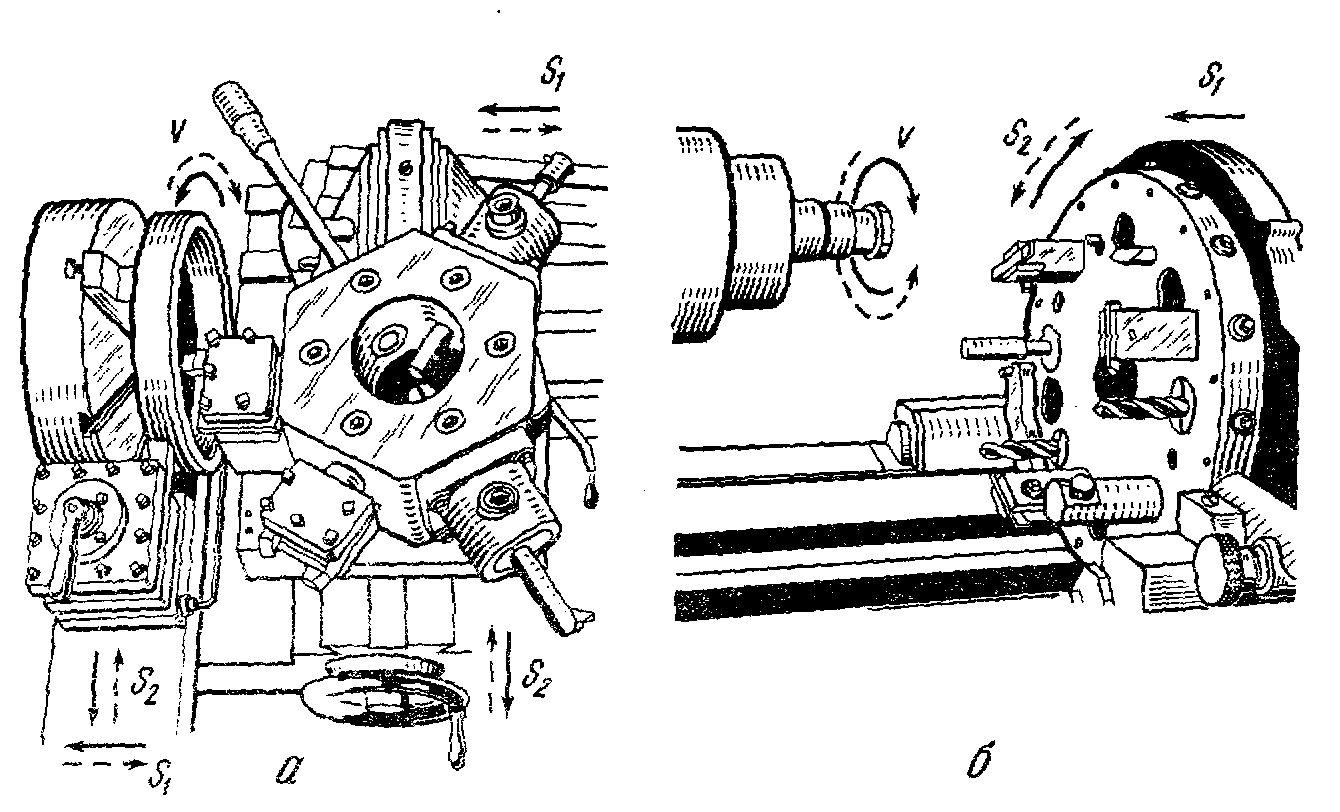
Главное движение
Главное движение в токарно-револьверном станке — движения подачи: поперечное и продольное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) передвижение суппортов, которые несут инструмент; движение шпинделя, который несет заготовку.
Токарно-револьверные станки с ручным управлением имеют автоматическое или преселективное управление переключением частоты подач суппорта и движения шпинделя. При преселективном управлении рукоятки переключения настривают во время работы станка в положения, которые соответствуют режимам, выбранным для следующего перехода, а переключение на новый режим работы осуществляется поворотом одной рукоятки в момент подачи команды на переключение.
Основные узлы
Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в главной степени такие же по конструкции как узлы токарных станков.
Шпиндельная бабка станков больших и средних размеров имеет встроенную коробку скоростей, которая обеспечивает в сравнении с таким же узлом токарного станка малый диапазон регулирования и малое число ступеней частоты вращения шпинделя. В шпиндельной бабке станков небольшого размера устанавливается только шпиндель. Частота вращения шпинделя настраивается с помощью редуктора, который устанавливается в основании станка и связанного со шпинделем ременной передачей.
Коробка подач 1 по структуре проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки обладают меньшим диапазоном настройки частоты вращения и меньшим числом ступеней подач. Помимо этого, в коробке подач нет элементов, которые требуются для нарезания резьбы резцом с помощью ходового винта.
Токарно-револьверный станок с ручным управлением считается универсальным станком. На таком станке можно производить детали из прутка и из штучных заготовок, которые закрепляются в патроне. Станок оборудуется гидравлическим приводом для зажима и подачи прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок осуществляется с помощью прилагаемого к станку специального патрона.
Настройка
Настройку станка производят при запуске серии одинаковых деталей. Она предусматривает:
- разработку:
- технологии изготовления детали;
- карты наладки;
- карта предусматривает изображение детали, инструмента после завершения обработки (по каждому переходу);
- производят подбор необходимого инструмента, оснастки, державок (при необходимости их проектируют, изготавливают);
- выверяют расположение инструмента после установки, обеспечивающей получение нужного размера по эталонной детали;
- устанавливают кулачки командоаппарата на места, позволяющие включить/отключить заданные по техпроцессу:
- обороты шпинделя;
- величину подачи;
- проводят аналогичные действия по оснастке, инструменту на следующей позиции головки согласно очередности операций;
- регулируют гидравлику, обеспечивающую операции закрепления, подачи прутка;
- производят окончательную наладку станка по полученным результатам обработки 2 деталей.
https://youtube.com/watch?v=_yb2NaWntls
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.

На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
Параметры выбора токарно-револьверных станков
Выделяют следующие параметры:
- Расстояние между центрами (РМЦ) определяет максимальную длину обрабатываемой заготовки (например для станков ТС16К20Ф3 и ТС1640Ф3 составляет 1500 мм).
- Высота оси шпинделя над станиной станка определяет максимальный диаметр заготовки. У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца)
- Диаметр отверстия шпинделя характеризует максимальный диаметральный размер прутковой заготовки, проходящей через шпиндельную бабку. Этот параметр важен при обработке длинномерных заготовок, а также при обработке серии заготовок малой длины.
- Момент на шпинделе (измеряется в Н*м) характеризует мощностные параметры обрабатывающего станка и максимальный диаметр рассверливания заготовки, глубину резания и подачу инструмента. Современные мощные обрабатывающие токарные станки производят операции резания габаритных термообработанных заготовок.
- Бесступенчатое регулирование оборотов на всем рабочем диапазоне скоростей вращения шпинделя или внутри диапазона (например ТС16А20Ф3) позволяет производить более точную настройку режимов резания и получать более высокую скорость вращения шпинделя из-за отсутствия ограничений скорости вращения шестерен.
- Максимальная скорость вращения шпинделя: величина, определяющая диапазон обрабатываемых материалов и чистоту получаемой поверхности. На высоких скоростях производят изготовление деталей из вязких сплавов.
- Станки с наклонной станиной имеют более жесткую конструкцию, что повышает и жесткость всей системы станок-инструмент-деталь (ТС1720Ф3, ТС1720Ф4). Также обеспечивают удобство стружкоотведения (наличие транспортера). Телескопическая защита зоны резания увеличивает ресурс направляющих.
Консультанты нашей компании в любом случае помогут подобрать нужный станок под Ваши требования. Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Это интересно: Токарно-винторезный станок 16К20Ф3 — характеристики, паспорт, схемы
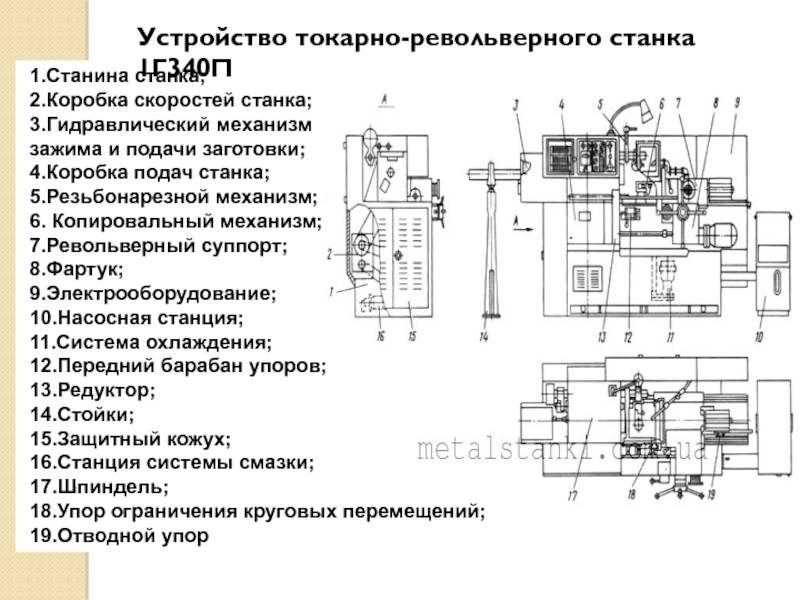
Гидроцилиндр зажима станков 1Г340, 1Г340П
Зажим и подача прутков, а также зажим штучных заготовок в токарных станках 1Г340, 1Г340П осуществляется гидроцилиндром зажима (см. ниже на схеме позицию 7). Гидроцилиндр зажима в сборе (в описании работы станков обозначается как механизм зажима и подачи материала 15.10.000) входит в комплект поставки станков 1Г340, 1Г340П (приложен отдельным местом в общей упаковке). Ниже рассмотрен механизм зажима материала (прутка):
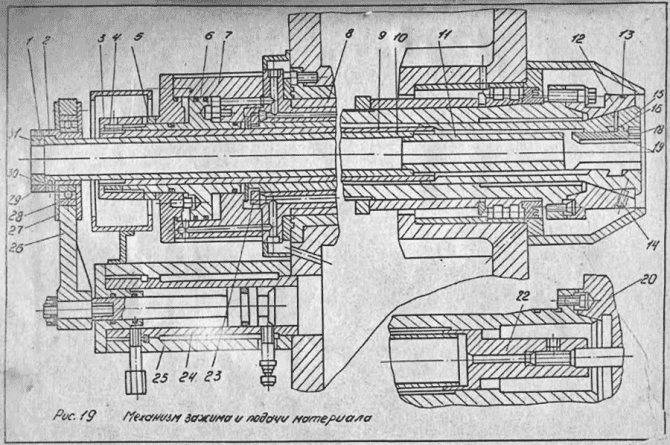
Механизм зажима и подачи материала предназначен для зажима и подачи пруткового материала, а также для зажима штучных заготовок в трёхкулачковом патроне. Конструкция механизма, включающая неподвижные и подвижные цанги зажима, обеспечивает высокую стабильность положения (в пределах 0,1 мм) торца зажатого прутка. Корпус цангового патрона 12 закреплён на переднем фланце шпинделя. Зажимная подвижная цанга 15 связана с корпусом поводковыми штифтами 14. Зажимная цанга навинчена на трубу зажима 9. В расточке неподвижной цанги 17 винтами 18 крепятся сменные вкладыши 19, которые удерживаются от проворачивания штифтами 16. При перемещении зажимной цанги 15 вперёд происходит разжим материала, при перемещении назад — зажим. Усилие на зажимную цангу передаётся трубой зажима 9, связанной с помощью гаек 3 и 4 с поршнем 6 цилиндра зажима 7. Подвод масла к обеим полостям гидроцилиндра осуществляется с помощью подвижной маслоподводящей втулки 8, расположенной внутри шпиндельной бабки. Для зажима деталей в трёхкулачковом патроне корпус цангового патрона 12, цанги 15 и 17, втулка 21, а также труба подачи с цангой снимаются.
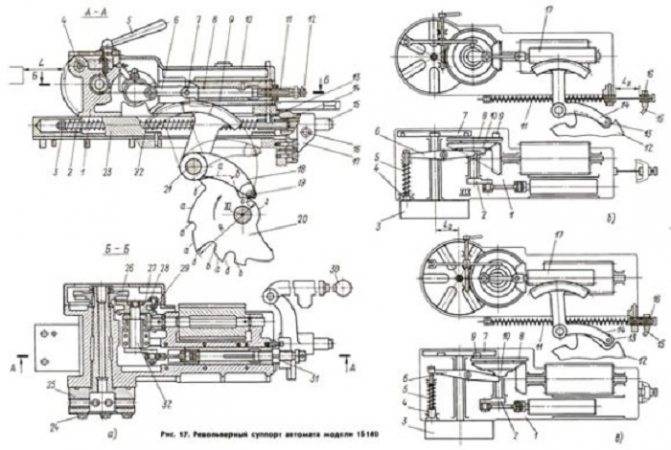
Устройство и работа автоматической револьверной головки УГ 9326
Конструкция головки показана на рис.2.
Движение от электродвигателя (17), встроенного в гильзу (21) корпуса (23) посредством поводковой муфты, выполненной на торце вала ротора (16) и водила (24) планетарного редуктора, сообщается блоку сателлитов (12). Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления (26), а другой — с подвижным зубчатым колесом (9), на ступице которого выполнена трапецеидальная резьба, а на торце — зубчатая муфта. Посредством этой муфты и винта (3) осуществляется соединение детали (9) с кулачком управления индексацией (4). Радиальной опорой детали (9) служат бронзовые полукольца (29), торцевые — подшипники (10) и (11).
С резьбой на детали (9) сопрягается фланец-гайка (8), прикрепленный к шпинделю (5) головки, который может совершать вращательное и поступательное движение. К шпинделю прикреплены инструментальный диск (1) и фиксирующая полумуфта (31) с круговым зубом. Вторая полумуфта (30) закреплена на корпусе головки.
На торце гильзы (21) установлен датчик (13) углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем шпинделя посредством валика (22) и муфты (20). Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов электрокоммуникаций головки, PC-цепочки двигателя и микровыключатель (14) контроля сцепления полумуфт (30) и (31).
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диском на толкатель клапана (6), встроенного в планку (7), пpикpeпляемyю к корпусу головки.
Работа головки
Головка работает по циклу, при котором за исходное положение принято показанное на рис.2, зафиксированное положение: снятие усилия и расцепление плоскозубых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение детали (9) и кулачка (4) против часовой стрелки. Поскольку полумуфты (3O) и (31) сцеплены и шпиндель не может вращаться, за счет взаимодействия резьб на деталь(8) и (9) происходит расцепление полумуфты. К окончанию расцепления приурочено соприкосновение уступа кулачка с пальцем (35). При продолжении поворота фиксатор (34) под воздействием скосов на дет.(32) входит в паз на кулачке, обеспечивая сцепление привода и шпинделя. Когда инструментальный диск достигает необходимого углового положения, по команде датчика (19) осуществляется реверсирование двигателя к, соответственно, изменение направления вращения деталей головки. При этом фиксаторы (33) и (34) западают в лазы фланца (32), кулачек освобождается и происходит расцепление привода и шпинделе. При дальнейшем вращении привода осуществляется сцепление фиксирующих полумуфт и создание на них необходимого натяга, величина которого зависит от установки токового реле цепи двигателя в электросхеме станка. Токовое реле управляет отключением электродвигателя.
Основные регулировки
Поворот шпинделя должен начинаться после его выхода из сцепления полумуфт на 0,5 ± 0,2 мм. Эта величина настраивается перестановкой кулачка по торцевым зубцам дет.(9). Перестановка на один зуб дает перемещение шпинделя на 0,45 мм.
Для правильной фиксации шпинделя необходим его перебег, относительно заданной позиции на 5°…3°. Эта величина устанавливается поворотом датчика (19).
Микровыключатель (14) должен срабатывать за 0,5…1,5 мм до конца хода шпинделя, это достигается перемещением планки (13) микровыключателя.
Какие работы может выполнять
 Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.




Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
Читать также: Пневматическая шлифовальная машинка эксцентриковая
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
Для обработки самых различных заготовок из металла применяются станки токарной группы. В отдельную группу относят токарно-револьверные станки, которые пользуются сегодня весьма большой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный элемент позволяет существенно повысить эффективность работы станка, сократить время, требующееся на обработку одной заготовки. Кроме этого сегодня большой популярностью пользуется токарно-револьверный станок с ЧПУ, снабженный револьверной головкой с посадочными местами для нескольких режущих инструментов.

Классификация
Благодаря универсальной конструкции, револьверный токарный станок с ЧПУ может быть спроектирован почти с любой конфигурацией. На этом основании, различают оборудование общего назначения, а также специализированные модели.
Наиболее важным параметром для выбора является расположение вращающейся револьверной головки. Ее местоположение определит возможность выполнения того или иного вида разворота.
• С продольной подачей. Эта конструкция характерна только для обработки деталей по горизонтальной оси. Используется в полупрофессиональном оборудовании. Небольшой набор функциональных возможностей. Но
станок имеет относительно простую конструкцию, что сказывается на трудоемкости его технического обслуживания и ремонта;
• Продольные и поперечные подачи. Устанавливается на модели с вертикальным и наклонным положением токарного станка. Возможность перемещения режущей части вдоль двух осей увеличивает набор операций.
- Имеется всего два типа заготовок, которые мы можем обработать на станках данной группы — прутковые и патронные. Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
- Токарные станки данной группы могут быть горизонтальными, вертикальными или наклонными. Огромная популярность у модели, на которой можно расположить заготовку в горизонтальном и вертикальном положении, в то время как наклонные станки встречаются очень редко. Наклонные модели дают возможность производить нужный наклон детали для точения отверстий, либо выполнения любых других операций, которые можно выполнить лишь под углом.
В паспорте револьверного токарного станка имеются все нужные сведения, которые могут понадобиться при выборе конкретного станка. Имеются модели, которые могут оборудоваться планшайбами с 3-мя либо с 4-мя кулачками, которые приводятся в движение гидравлическими приводами. Данный факт полностью позволяет обрабатывать детали, которые имеют большие габариты. Например, это может быть заготовка, которая была получена при помощи ковки либо литья.





