

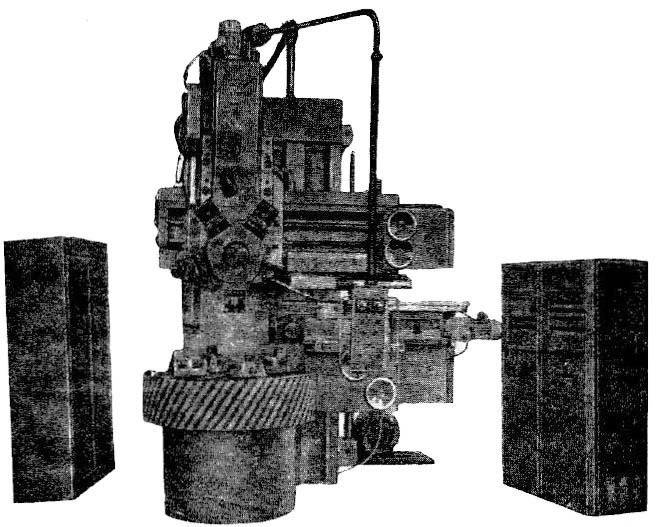
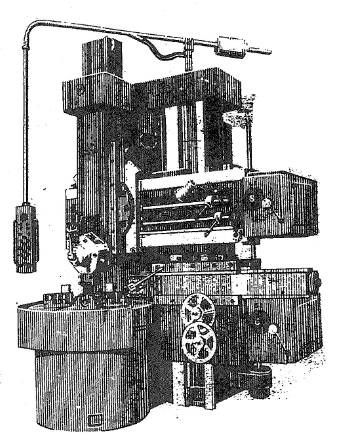
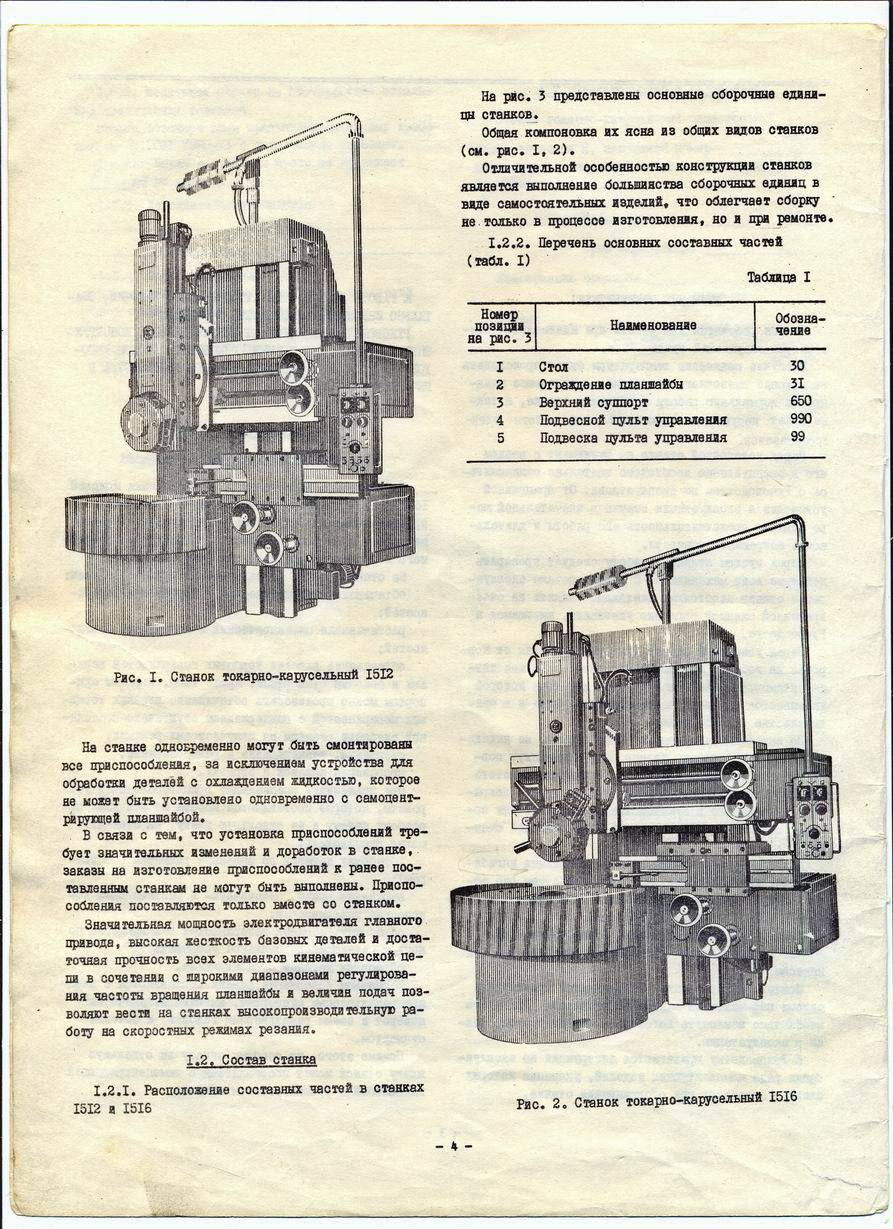
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
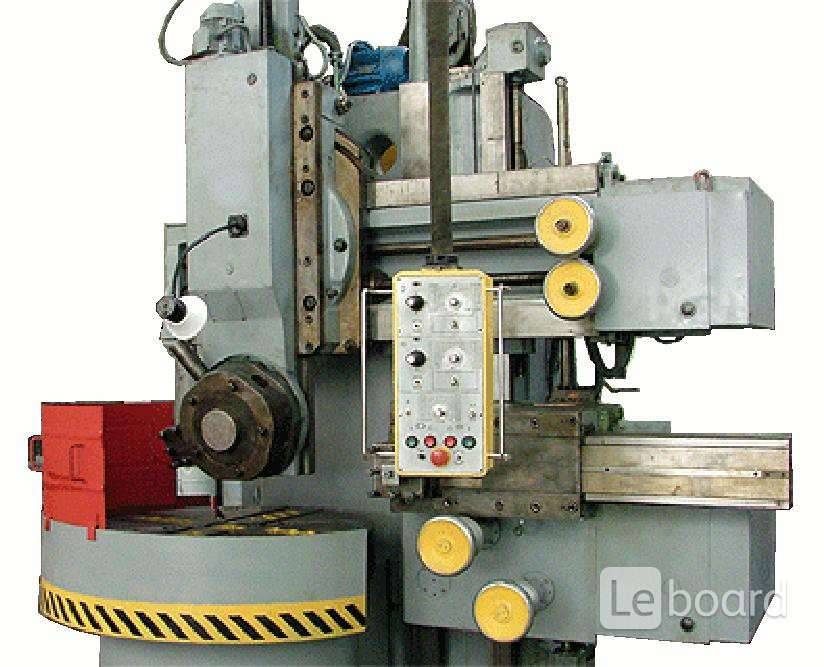
Принцип работы и особенности конструкции станка
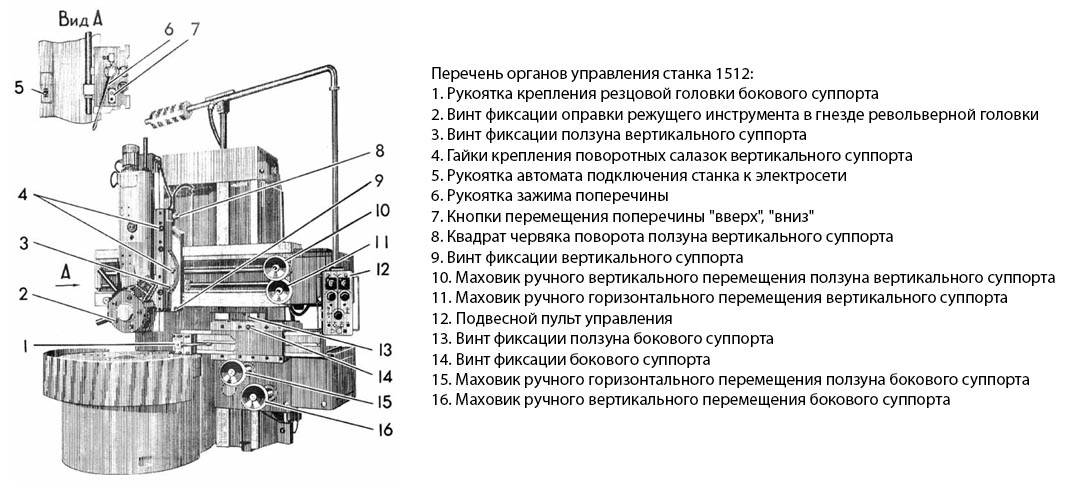
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
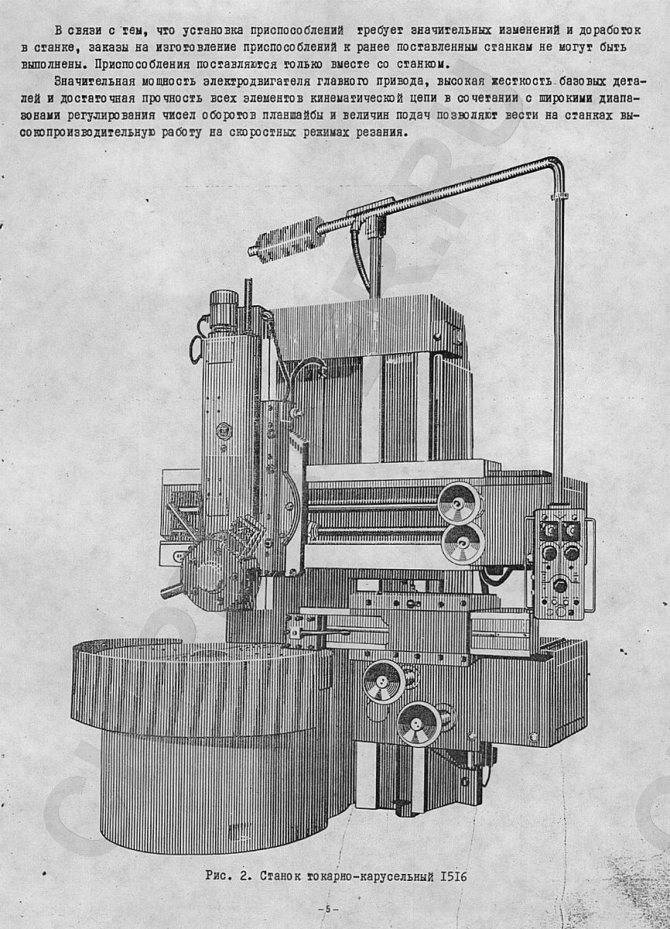
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина. Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
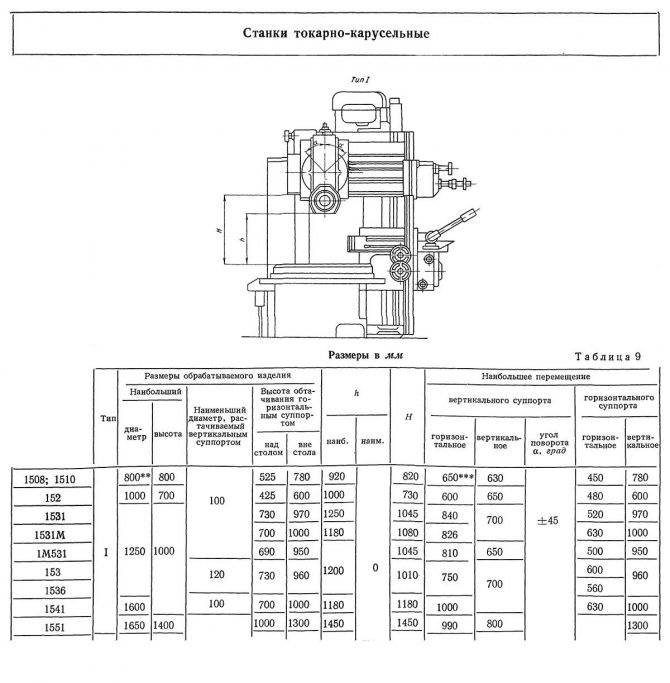
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Электрическая схема блока питания станка 1516Ф1
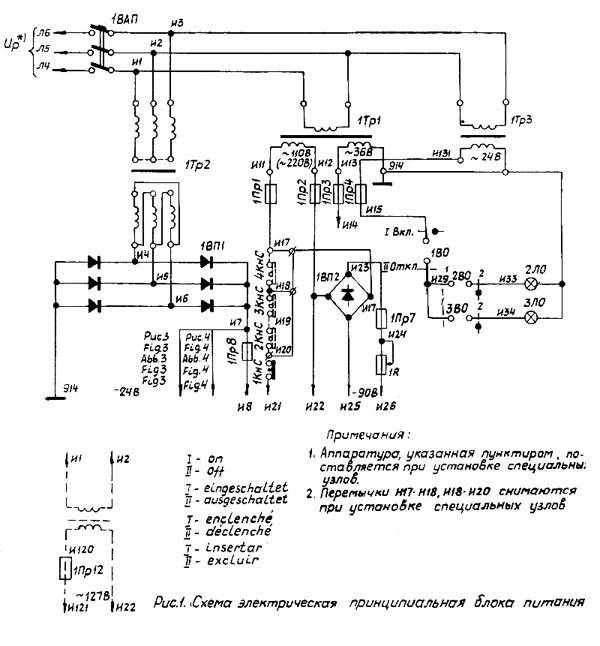
Электрическая схема блока питания токарного карусельного станка 1516Ф1
Характеристика электрооборудования станка 1516Ф1
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц – питание силовых цепей;
- 110В однофазного переменного тока – питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока – питание схемы выбора направлений хода шагового искателя;
- 24В – питание постоянного тока ламп местного освещения;
- 24В – питание постоянного тока цепей управления и электромагнитных муфт;
- 90В – питание постоянного тока катушек шагового искателя.
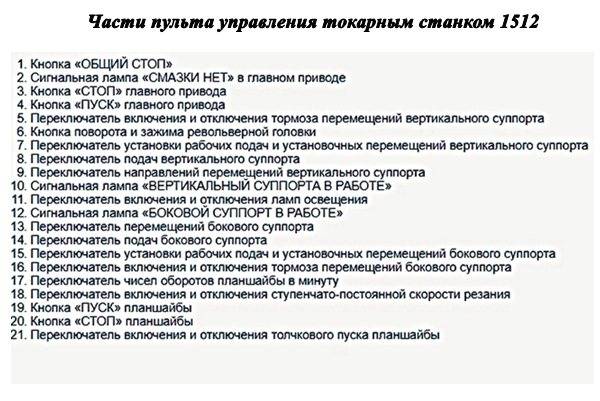
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 – “Пуск” и IKHI – “Стоп”.
При нажатии кнопки 1Кн2 – “Пуск” включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.


Отключение электродвигателя главного привода производится нажатием кнопки IKHI – “Стоп”.
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
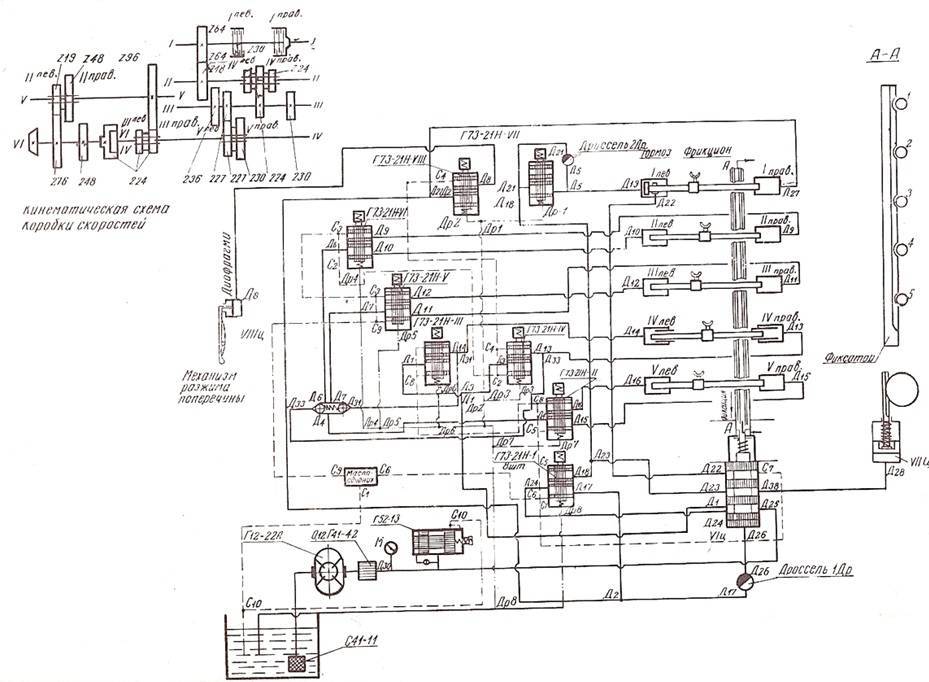
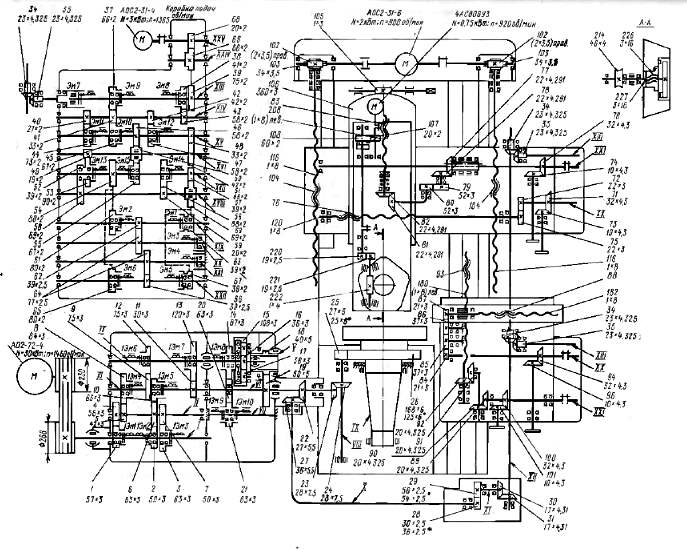
Кинематическая схема станка 1510
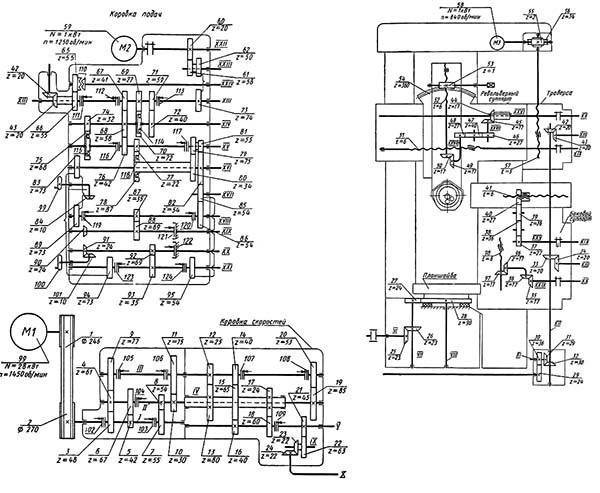
Схема кинематическая токарного карусельного станка 1510
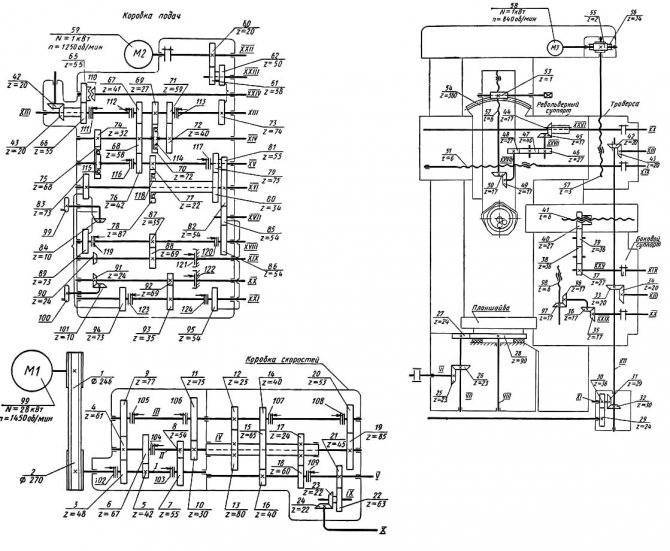
Главное движение
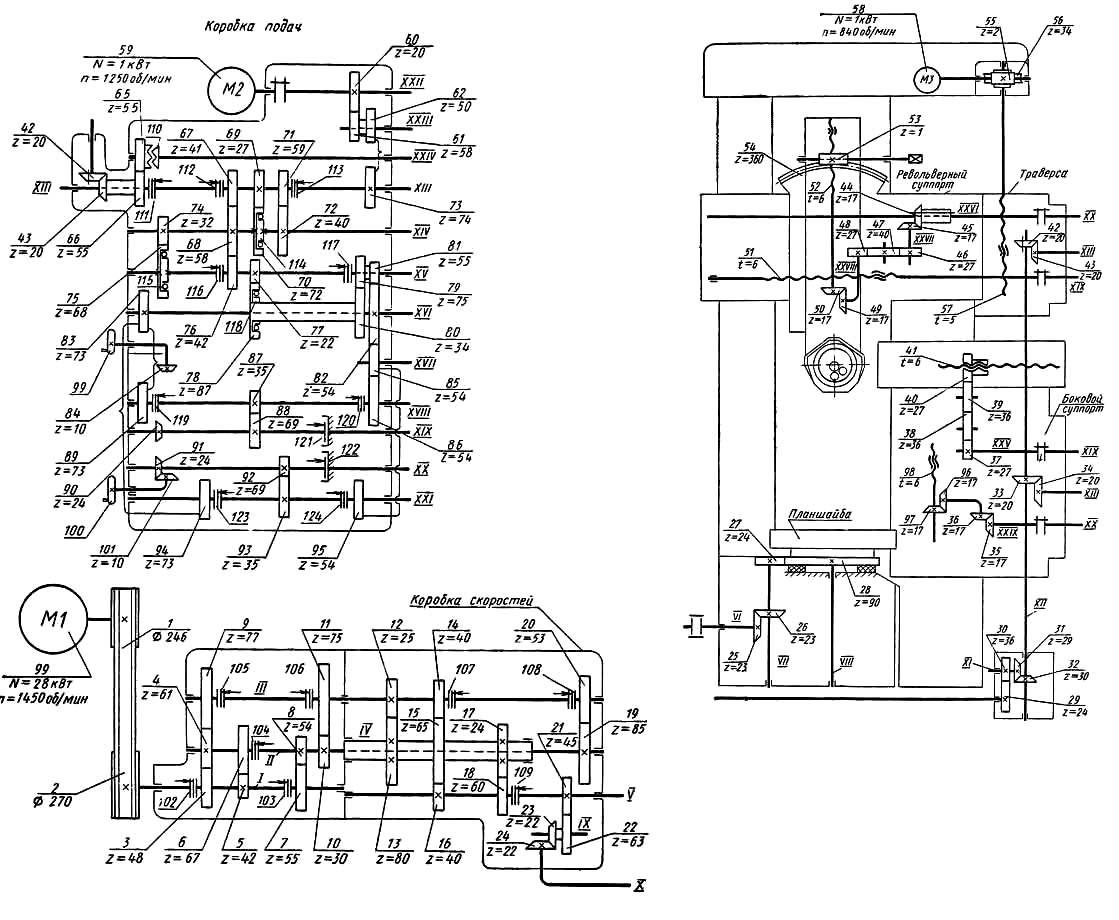
Главное движение (вращение планшайбы) производится от электродвигателя 99 через ременную передачу 1-2, зубчатые передачи 3-4 или 5-6, или 7-5 на вал //, затем через передачи 4-9 или 10-11, или 19-20 на вал III; далее через передачи 12-13, 17-18 или 14-15-16 на вал V и через коническую пару 25-26 и передачу 27-28 на шпиндель VIIL Коробка скоростей сообщает планшайбе 18 различных значений частот вращения.
Движения подач
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые двенадцатискоростные коробки подач с одинаковой кинематикой.
Горизонтальная подача револьверного суппорта осуществляется от вала VIII планшайбы, через зубчатую передачу 28-27, коническую пару 26-25, зубчатые передачи 21-22 и 23-24, передачи 29-30 и 31-32, коническую пару 42-43, вал XIII коробки подач (показана отдельно, слева), муфту 111, зубчатые передачи 67-68 или 69-70, или 71-72 и электромагнитные муфты 112, ИЗ или муфту обгона 114, зубчатые передачи 74-75 или 68-76 и муфты 115 или 116, передачи 77-78, 80-79,81-82 и муфту 118 или 81-82 и муфту 117, вал XVI, реверсивный механизм, состоящий из зубчатых колес 83-89 и муфты 119 или 82-85-86 и муфты 120, зубчатую передачу 87-88 и вал XIX на винт 51 в каретке револьверного суппорта.
Вертикальная подача револьверного суппорта осуществляется по той же цепи до вала XVI коробки подач и далее, через зубчатые передачи 83-94 и муфту 123 или 85-95 и муфту 124, передачу 93-92 и вал XX на вал XXVI в каретке суппорта, затем через коническую пару 44-45, зубчатые колеса 46-47-48 и коническую пару 49-50 на винт 52.
Горизонтальная подача бокового суппорта осуществляется от электродвигателя 99 до вала XII по той же цепи, далее через коническую пару 33- 34 на вал XIII другой коробки подач, затем через коробку подач по цепям, указанным выше, до вала XIX, далее на вал XXV в каретке бокового суппорта и через передачи 37-38-39-40 на винт 41.
Вертикальная подача бокового суппорта осуществляется по той же цепи до вала XVI коробки подач, затем на вал XX этой же коробки по цепям, указанным выше, далее на вал XXIX в каретке суппорта и через конические передачи 35-36 и 96-97 на винт 98. Установочные перемещения.
Установочные перемещения
Установочное перемещение револьверного суппорта (горизонтальное или вертикальное) осуществляется от электродвигателя быстрых ходов 59, зубчатые передачи 60-61, 62-73, при разомкнутой муфте 111, через коробку подач до валов XIX или XX и далее по цепям этого суппорта, указанным выше. Установочное перемещение бокового суппорта производится от электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового суппорта, указанным выше. Установочное перемещение траверсы осуществляется от электродвигателя 58, через червячную передачу 55-56 на винт 57.
Ручное установочное перемещение суппортов производится с помощью маховиков 99 и 100 в коробках подач, через конические передачи 84-90 или 101-91 на валы XIX или XX и далее по указанным ранее кинематическим цепям суппортов. Ползун револьверного суппорта при обработке конической поверхности поворачивается через червячную передачу 53-54. В Советском Союзе изготовляется большое количество карусельных станков. Станки с диаметром обработки 800-1600 мм и высотой обрабатываемой детали 800-1000 мм строятся в одностоечном исполнении, а с диаметром 2300-8000 мм и высотой 1600-3200 мм-в двухстоечном. Вообще говоря, станки выпускаются в зависимости от потребности и больших размеров (до 25 м).
Кинематические схемы станков 1510 и 1508 сходны между собой и отличаются друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес стола станки 1510 и 1508 имеют при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы.
Кинематика цепей механизма передачи движения на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач.
История создания и производства
Несмотря на то, что токарно-карусельный станок 1512 пользуется большой популярностью и в наше время, производиться он начал достаточно давно, в тридцатых годах прошлого века. Разработкой данного станка, наряду с аналогичным оборудованием других моделей, занимался коллектив Краснодарского станкостроительного завода имени Г.М. Седина, основанный еще в 1911 году.
Долгое время, этот завод являлся флагманским предприятием по разработке и производству токарных станков карусельного типа. Оборудование, производимое на этом предприятии, активно поставлялось не только во все республики бывшего Советского Союза, но и во многие страны мира, многие из таких станков успешно используются по своему прямому назначению и в наше время.
Немного об импортных аналогах
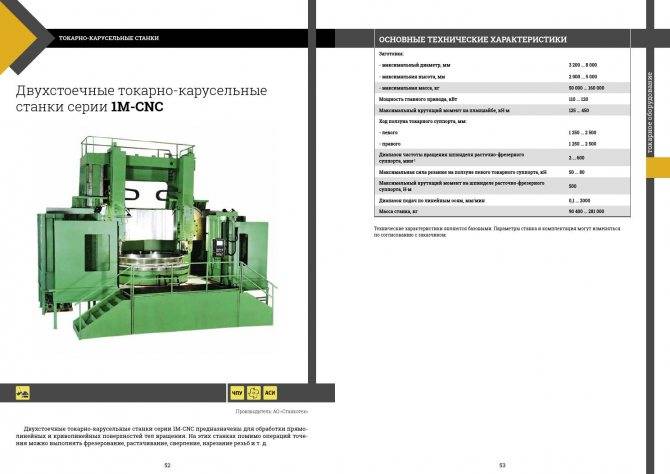
Китайские станки серии С стали весьма популярными на современном рынке:
- Двухстоечное оборудование с обозначениями 5240, 5231, 5250, 5263Q. Агрегаты обладают примерно такими же характеристиками, что и модели, выпускаемые отечественным заводом имени Седина. Обработка деталей из металла гарантированно будет точной. Выполняют токарные работы большинства видов.
- Станки, у которых одна стойка и мощность на 22-45 кВт. Обозначаются как 5131, 5125, 5110, 5123, 5116. Лёгкость в применении, высокий уровень надёжности – главные преимущества подобной техники. Оборудование снабжается сервомоторами для повышения производительности.
ENCE GmbH – ещё один зарубежный завод, поставляющий станки на территорию РФ. Их качество выше по сравнению с предыдущими моделями, но и стоимость увеличивается соответственно. Агрегаты реализуются в нескольких сериях, любой покупатель подберёт для себя вариант с подходящими характеристиками.

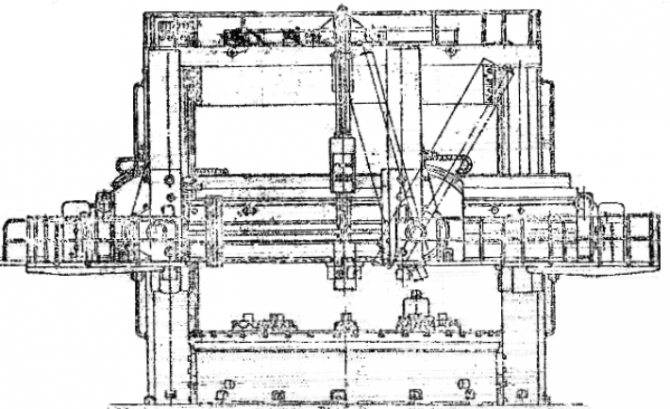
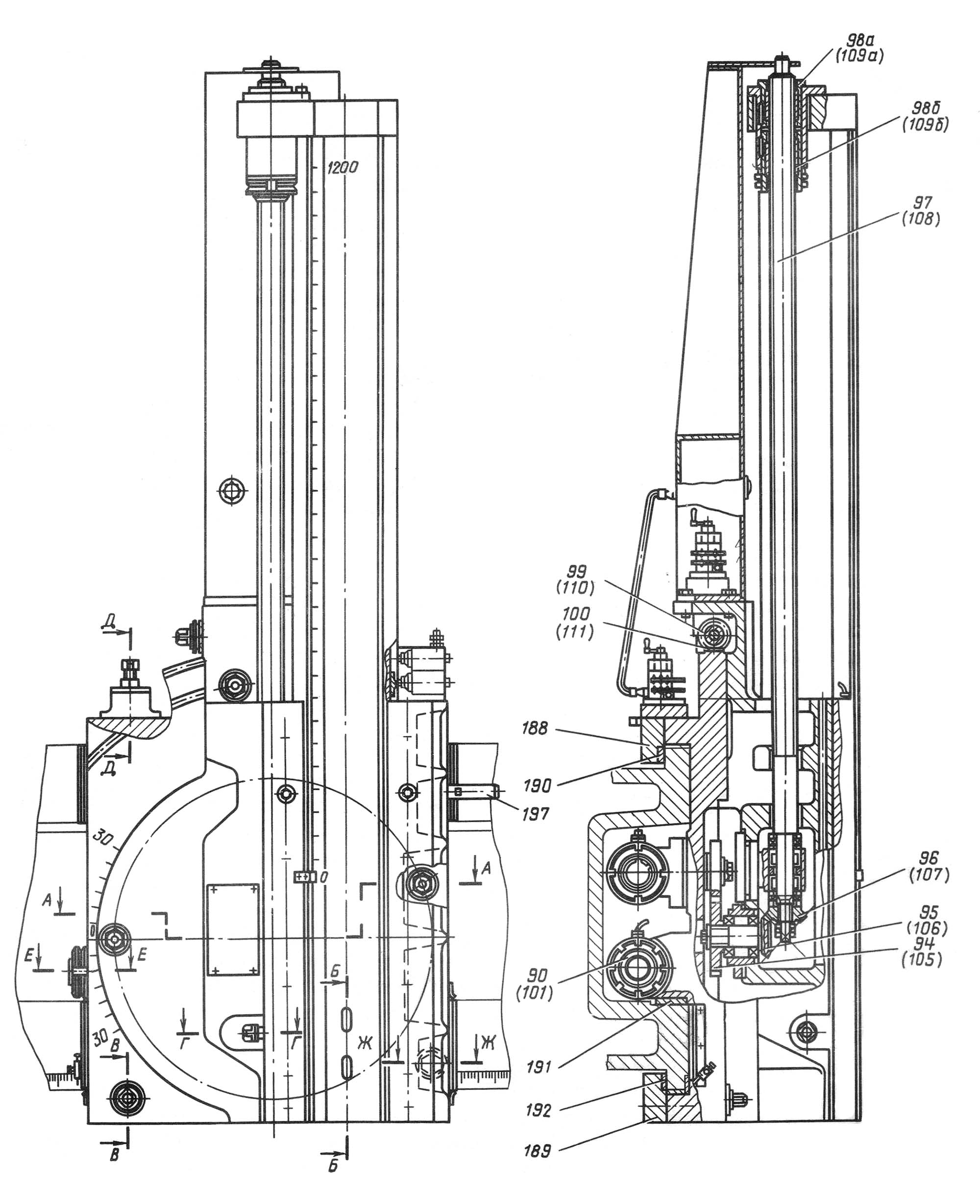
Устройство токарно-карусельного станка

Рабочий стол – одна из самых важных частей карусельного станка. На нем размещена планшайба для фиксации обрабатываемой детали. Поверхность стола, на которой проходит процесс обработки, имеет горизонтальную плоскость. Это значительно упрощает установку тяжелой и большой заготовки.
Существует две разновидности станков карусельного типа: одностоечные и двухстоечные. Первые снабжены планшайбой, имеющей диаметр не больше 1 600 мм. На них можно обрабатывать детали диаметром до 1 500 мм. Двухстоечные позволяют работать с более габаритными заготовками, поскольку планшайба на них может иметь диаметр не более 25 000 мм.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
На вертикально расположенной станине размещены две направляющие. По ним двигается поперечина с двумя суппортами – расточным и револьверным. Последние перемещаются по поперечине, вернее ее горизонтальным направляющим.
Револьверный суппорт перемещается вертикально и горизонтально. Он состоит из ползуна, который двигается по вертикали, и продольной каретки. Револьверная головка устанавливается на ползун. Именно револьверный суппорт с режущим инструментом позволяет выполнять такие манипуляции, как сверление, наружная обработка, подрезка торцов заготовки.
Расточный суппорт состоит из продольной каретки. На нее устанавливают поворотный механизм с ползуном, на котором смонтирован резцедержатель. Расточный суппорт с инструментами дает возможность резать внутренние канавки, проводить обработку конических деталей, растачивать отверстия.


Одностоечные токарные карусельные станки имеют боковой суппорт. Он включает в себя ползун, продольную каретку и резцедержатель. Основной его задачей является обработка заготовок снаружи.
Важно! Функциональность станков карусельного типа значительно увеличивается с возможностью устанавливать разные суппорты. В результате заготовку можно одновременно обрабатывать различными видами резцов
Проводимые работы
Область использования модели 1512 очень обширна. В основном, ставится она в случае среднесерийного и штучного производства самых разных деталей. Связывают это с тем, что в случае точения заготовок внушительных размеров проходит снятие большого слоя материала. Даже при использовании инструмента для резки из устойчивого к износу материал в один проход может сниматься слой с требованием, что максимальное усилие не должно быть больше критерия 35 кН.
Главные операции, которые можно провести на данном оборудовании:
- Обработка конусообразных и цилиндрических поверхностей.
- Совершение операций по растачиванию.
- Проход режущим инструментом по ровной поверхности, которая собой представляет торец.
- Выполнение работы для создания отверстий, их растачиванию.
Производилась модель с 1935 года Краснодарским заводом Седина. После продолжительно эксплуатации данной модели возникло довольно очень много самых разных модификаций, которые также популярность завоевали.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Как устроены токарно-карусельные станки?
Конструкция опирается на пустотелую стойку, отлитую из чугуна, в вертикальном положении. Все остальные компоненты соединяются с этой частью.
Устройства основных узлов
В рабочем столе не так много составных компонентов:
- Планшайба.
- Предыдущая деталь устанавливается в комплекте со шпинделем.
- Обязательное дополнение – опоры в корпусе из чугуна, с подшипниками.
- Приводное устройство.

Конструкция снабжается подшипниками с формой цилиндра, роликового типа. Они монтируются, чтобы центрировать платформу, контролировать радиальные усилия во время резания. В опорах индивидуально выбирают параметры радиального зазора. Для этого при помощи регулировочных гаек подтягивают внутренние кольца, у которых есть коническая поверхность.
Силы трения и вес заготовок создают дополнительную нагрузку, передающуюся кольцевой направляющей, отвечающей за скольжение. У этой детали имеется централизованная смазка. Цилиндрическая косозубая передача сообщает силу вращения планшайбе. Сама сила направляется со стороны ведущего вала. Последний привязывается к главному приводу, отвечающему за движение.
Коробка регулирования скорости
В народе такой узел ещё получил название «карусельного поросёнка». Выполняет функцию, связанную с передачей крутящего момента, начиная с приводного электродвигателя, и заканчивая шпинделем на рабочем столе.
Всего в механизме имеется до 6 валов. Они используют специальные зубчатые передачи, чтобы поток мощности перемещался от одного компонента к другому. Компоненты сохраняют постоянное зацепление друг с другом. Но шестерни свободно сидят на валах, жёсткое сцепление отсутствует. Вращение приобретает определённую частоту благодаря коммутации муфт в электромагнитной схеме. Всего в коробке имеется 10 функций, которые можно настроить. Всё происходит дистанционно.
Для заготовок и планшайб характерны значительные инерционные массы, которые повышают пусковой ток к моменту, когда запускается двигатель. Платформа разгоняется ступенчато, чтобы подобные риски уменьшались. Включение может проводиться за 2,3 или 4 этапа, всё зависит от заданных оборотов.
Для муфт допустимо переключение прямо во время работы. Потому при точении поверхностей скорость остаётся постоянной.
Платформа обладает ограниченной угловой скоростью в зависимости от параметров заготовки, которая в настоящее время подвергается обработке. Например, допустимо ставить не более 80 оборотов при массах от 3,2 тонн.

Вертикальный суппортный узел
Деталь снабжается револьверной головкой с 5 позициями. Она нужна для инструмента, движется в двух плоскостях:
- По вертикали.
- По горизонтали.
Первый вариант схемы обеспечивается направляющими, поддерживающими суппорт. Второй предполагает опору на траверсы, поперечины. Характерно движение самой детали по вертикали, вдоль стойки. Коробка передач монтируется на траверсе, она используется в качестве привода перемещений.

У вертикального перемещения свои особенности:
- Само движение происходит за счёт самостоятельного привода, имеющего собственный мотор.
- Червячный механизм позволяет сменить позиции при необходимости. Он идёт от отдельного электрического привода.
- Суппорт легко наклоняется до 45 градусов, в обе стороны.
- Благодаря такому устройству обработка конических деталей не представляет сложностей.

Боковой суппорт
Обладает следующими особенностями:
- Наличие 4-позиционного резцедержателя.
- Дублирование ортогональных движений вертикального суппортного устройства.
Сила движения передаётся за счёт коробки передач, закреплённой на торцевой части механизма. Зачем вообще требуется дублировать движения второго узла? Точность обработки возрастает при использовании подобных решений. Инструментальная система работает с уменьшенными упругими деформациями. У реализации есть несколько вариантов схем, выбирается индивидуально для каждой из ситуации. Центральные отверстия обрабатываются при помощи узла по вертикали.




Назначение и компоновка
Согласно отечественному классификатору обозначение 1512 расшифровывается следующим образом:
1 — группа оборудования (токарная);
5 — тип (карусельный);
12 — размерная характеристика (предельный диаметр обработки — 1250 мм).
Почему установка называется карусельной? Смысл термина заключается в том, что планшайба с зажимными элементами при вращении ее вокруг вертикальной оси напоминает известный аттракцион. Конкурентом карусельному станку выступает лоботокарный, имеющий традиционное горизонтальное расположение шпинделя. Оба предназначены для точения коротких деталей, однако рассматриваемая машина обладает рядом преимуществ:
- возможность более протяженной обработки (соотношение высоты к диаметру до 1);
- разгрузка шпинделя от изгибающих усилий;
- удобство загрузки заготовок;
- значительно лучшее их закрепление.
К недостаткам следует отнести затрудненное удаление стружки и неудобство диаметральных измерений.
Технологические возможности
Назначение машин карусельного типа состоит в обработке сравнительно плоских деталей круглой конфигурации (диски, фланцы, крышки, маховики, колеса, шестерни и так далее). С использованием стандартного инструмента (резцы различных видов, резцовые головки, сверла, зенкеры, развертки) производят основные технологические операции:
- наружное точение цилиндрических и конических деталей;
- протачивание торцев и уступов;
- прорезание круговых канавок;
- растачивание сквозных и ступенчатых отверстий;
- обработка отверстий стержневым инструментом.
Используя специальные приспособления, становится возможным расширить круг выполняемых операций:
- обработка сферических и других нелинейных поверхностей;
- глубокое сверление;
- резьбонарезание;
- шлифование и суперфиниширование;
- прикатывание роликами и притирку.
Заготовку на планшайбе закрепляют с использованием переставных прихватов, кулачков, а детали небольшого диаметра — в дополнительном самоцентрирующемся патроне.
Основные цифры
В таблице 1 приведены наиболее важные сведения, характеризующие станочную систему. Полную информацию содержит руководство по эксплуатации оборудования (паспорт) издания Краснодарского станкостроительного завода.
Таблица 1. Технические данные модели 1512
| Тех. характеристики | Значение | |
| Наибольшие параметры устанавливаемой заготовки | Диаметр, мм | 1250 |
| Высота, мм | 1000 | |
| Масса, кг | 4000 | |
| Диаметр платформы, мм | 1120 | |
| Угловая скорость планшайбы, об/мин (18 скоростей) | 5 — 250 | |
| Величина подачи инструмента, мм/об (18 ступеней) | 0,03 — 12,5 | |
| Скорости установочных перемещений, мм/мин (18 значений) | 5 — 1800 | |
| Наибольший угол наклона револьверного суппорта | ±45° | |
| Мощность главного движения, кВт | 30 | |
| Масса установки, т | 16,5 |





