

Геометрический метод определения массы станков
Считается наиболее универсальным, поскольку пригоден и тогда, когда станок находится в неразобранном состоянии, и когда имеется масса отдельных фрагментов, принадлежавших нескольким разным единицам металлорежущего оборудования.
Принцип подсчёта массы заключается в следующем. Как правило любая куча металлолома имеет конусообразное возвышение, объём которого Vk легко установить по известной зависимости
где:
r – половина диаметра окружности, в которую вписываются доставленные части станков, м;
h – высота привезённой груды лома, м;
π = 3,14.
Чтобы выполнить расчёт возможно более точно, значение r целесообразно принимать как
где:
rmax – наибольшее расстояние от вершины условного конуса до крайних фрагментов металлолома, м;
rmin– – минимальное расстояние от вершины условного конуса до крайних фрагментов металлолома, м.
Далее используется зависимость
где:
ρ = 7850 кг/м3;
kс – коэффициент сплошности груды лома, которая зависит от того, что в ней преобладает: kс = 0,3, если в доставленной партии лома преобладают крупные фрагменты или станки в целом виде, kс = 0,4, если в доставленной партии лома преобладают крупные узлы или фрагменты; kс = 0,5, если в доставленной партии лома преобладают мелкие фрагменты или даже отдельные детали оборудования.
Погрешность расчёта не слишком будет отличаться от массы станка, определяемой традиционным способом – взвешиванием.
Общее описание модели
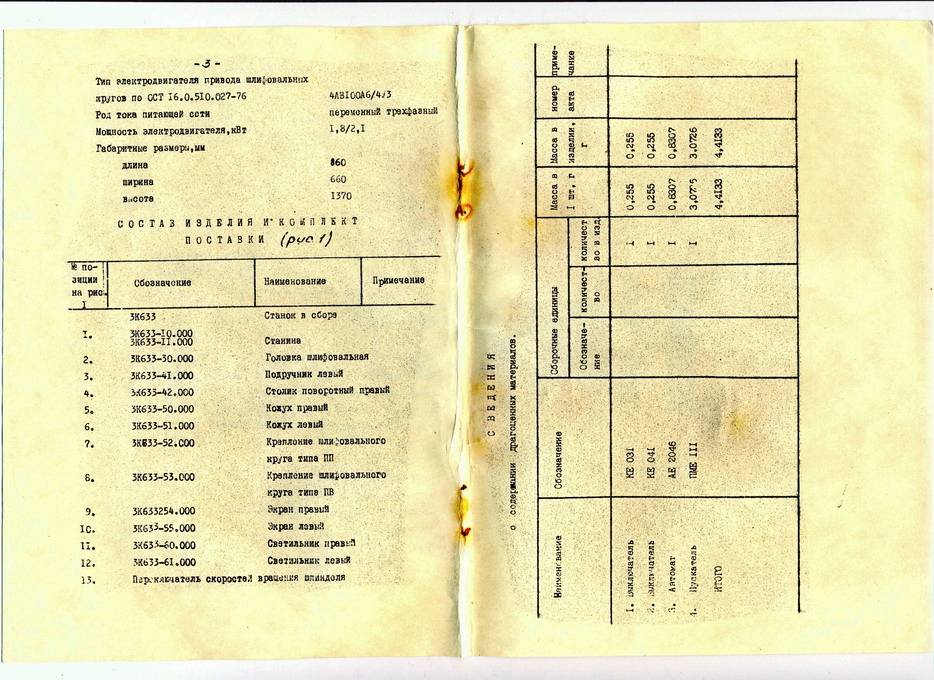
Шлифовально-точильный станок – паспорт 3б 634. В основе – электродвигатель с наличием 2-х скоростей и расположением во внутренней части рабочей головки. В качестве выступающего вала – шпиндель, предназначенный для совершения вращательных движений.
К основным узлам конструкции стоит отнести:
- станину с отливкой из чугуна;
- электрошкаф, размещенный внутри станины, доступ к которому производится через проем в передней части;
- герметично закрывающаяся дверца в проеме;
- круги для шлифования, размером 40х60х203, прикреплённые в конусной части переходных фланцев и вращающиеся за счёт сухариков (3 шт.);
- шпиндели, способствующие балансировке кругов для шлифования;
- патрубок, подсоединённый к вытяжке;
- втулка в верхней части кожуха, как крепление для защитного экрана;
- пылесборник, расположенный в нижней части кожуха со способностью сбора пыли до 48% и всасываемостью мусора с рабочей зоны оборудования;
- поворотный столик;
- подручник со способностью вертикально перемещаться по шлифовальному кругу и вокруг своей оси.
Еще в модели есть специальный козырек, расположенный в верхней части оборудования слева, в функции которого входит поддержание зазора в 6 мм между вмонтированными светильниками и лампочками (41,6 Вт) для обеспечения лучшего освещения.
Поворотный столик в виде плиты из стали, прикреплённый к кронштейнам из чугуна, вращающийся по криволинейным направляющим. Так, столик при перемещении по горизонтали выполняет функцию компенсации и не приводит к износу деталей при шлифовании.
Главное, при работе за станком, не допускать отсутствия зазора между подручником и шлифовальными кругами, диаметр которого должен быть не менее 2,8 мм.
Настройка станка при заточке резцов
Заточка резцов по задним поверхностям
При заточке резцов по задним поверхностям необходимо ослабить винт крепления подручника в криволинейных направляющих и по лимбу установить задний угол, затянуть винт крепления подручника (рис. 14. а).
Транспортир установить под углом 90° — φ (φ — главный угол в плане) или φ1 (вспомогательный угол в плане) (рис. 14, б, в, г.) и закрепить транспортир так, чтобы середина затачиваемой кромки совпала с серединой алмазного кольца круга. Нужно следить, чтобы длина участка, на котором резец упирается в планку транспортира, была возможно большей. После этого подручнику сообщают качательное движение (осцилляцию). Величина осцилляции устанавливается упорами осциллирующего подручника.
Не следует допускать схода резца с алмазного кольца шлифовального круга.
В комплекте приспособлений имеются приспособления для заточки задних поверхностей с зажимом резца и транспортир без зажимного устройства. При работе без зажима подачу резца на круг осуществляют, передвигая резец вдоль опорной планки транспортира, при работе с зажимом — вращения маховика. Следует иметь ввиду, что при углах φ и 90° — φ менее 45° лучше использовать приспособление с зажимом резца.
Заточка резцов по радиусу
Заточка радиуса проводится вручную, при этом осцилляция столика не нужна.
При заточке прямых резцов по передней поверхности работу производят в приспособлении для заточки задних поверхностей с механическим зажимом (рис. 14, д), но резец при этом должен быть уложен на стол боковой плоскостью державки и основанием державки прижат к опорной линейке лимба.
По транспортиру устанавливается необходимый передний угол резца, а по лимбу наклона подручника — угол наклона.
Заточку производят при осцилляции подручника, подачу — вращением маховичка поперечной подачи.
Заточка отогнутых резцов по передней поверхности
При на подручник устанавливают приспособление для заточки передних поверхностей, представляющее собой наклонный подручник (рис. 14, е).






Приспособление закрепляют под углом. В пазу подручника укрепляют приспособление для заточки задних поверхностей, совместив «0» транспортира с кромкой паза. Остальные настройки и работа осуществляются так же как при заточке прямых резцов на передней поверхности. Аналогично выполнение порожков на передней поверхности резца. Круг для этой цели должен быть спрофилирован по форме переходной части порожка.
Доводка резцов
Доводка резцов проводится доводочным алмазным кругом аналогично заточке. Рекомендуемые режимы при работе с охлаждающей жидкостью — поперечная подача на 10 двойных ходов стола, мм:
- предварительное затачивание: 0,1..0,2
- чистовое затачивание: 0,03..0,06
- доводка: 0,01..0,02
Продольная подача — независимая, осуществляется пружинами в пределах 1..4 м/мин.
При ручной подаче должно быть давление резца на круг 7..12 кгс/см2 (при заточке резца с полоской заточки 10 х 2 мм -усилие прижатия 2..2,5 кгс).
Охлаждение
Шлифование, заточку и доводку алмазными кругами следует производить с охлаждением.
Применение охлаждающей жидкости в процессе шлифования повышает стойкость алмазных кругов и уменьшает интенсивность износа алмазных зерен.
Охлаждающая жидкость снижает температуру нагрева обрабатываемой детали (инструмента) и уменьшает местные напряжения, которые могут привести к появлению трещин и сколов. Кроме того, охлаждающая жидкость снимает с рабочей поверхности круга отходы шлифования, что способствует значительному снижению «засаливания» поверхности круга, повышению чистоты обрабатываемой поверхности на один-два класса, увеличению производительности на 25..30% и уменьшению скорости износа круга до 50%.
При применении кругов на металлической связке охлаждение обязательно (кроме фасонной чистовой обработки) и должно быть непрерывным. Охлаждающая жидкость должна подаваться в количестве 2 — 3 л/мин. Круги на органической связке можно применять и без охлаждения,
Защита от брызг охлаждающей жидкости
Защитный кожух алмазных кругов выполнен с перекидной заслонкой, а в круг помещен диск, предупреждающий интенсивное разбрызгивание охлаждающей жидкости.
Нужно следить, чтобы заслонка при работе с охлаждением полностью закрывала нерабочую зону шлифовального круга.
Для защиты от струи охлаждающей жидкости, отбиваемой резцом, на каждой стороне станка имеется по одному щитку с постоянным магнитом, устанавливаемому на подручник или на державку резца. Кроме того, щитки, устанавливаемые на кромку корыта, гарантируют от попадания брызг на пол у работающего станка и обеспечивают защиту рабочего.
Двигатели (приводы) плоскошлифовальных станков
- Типы двигателей — электрические, гидравлические, сервоприводы. Все двигатели работают от электричества. Назначение гидравлических приводов — более плавное движение рабочего стола или шпинделя — они часто используются при продольном перемещении стола. Назначение сервоприводов — долгое удержание постоянной скорости малых перемещений, поэтому они чаще используются при вертикальном движении шпинделя.
- Мощность двигателей — от мощности двигателей зависит то, какой вес и с какой скоростью они могут перемещать детали и заготовки. Чем мощнее двигатель, тем больше электричества он требует.
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
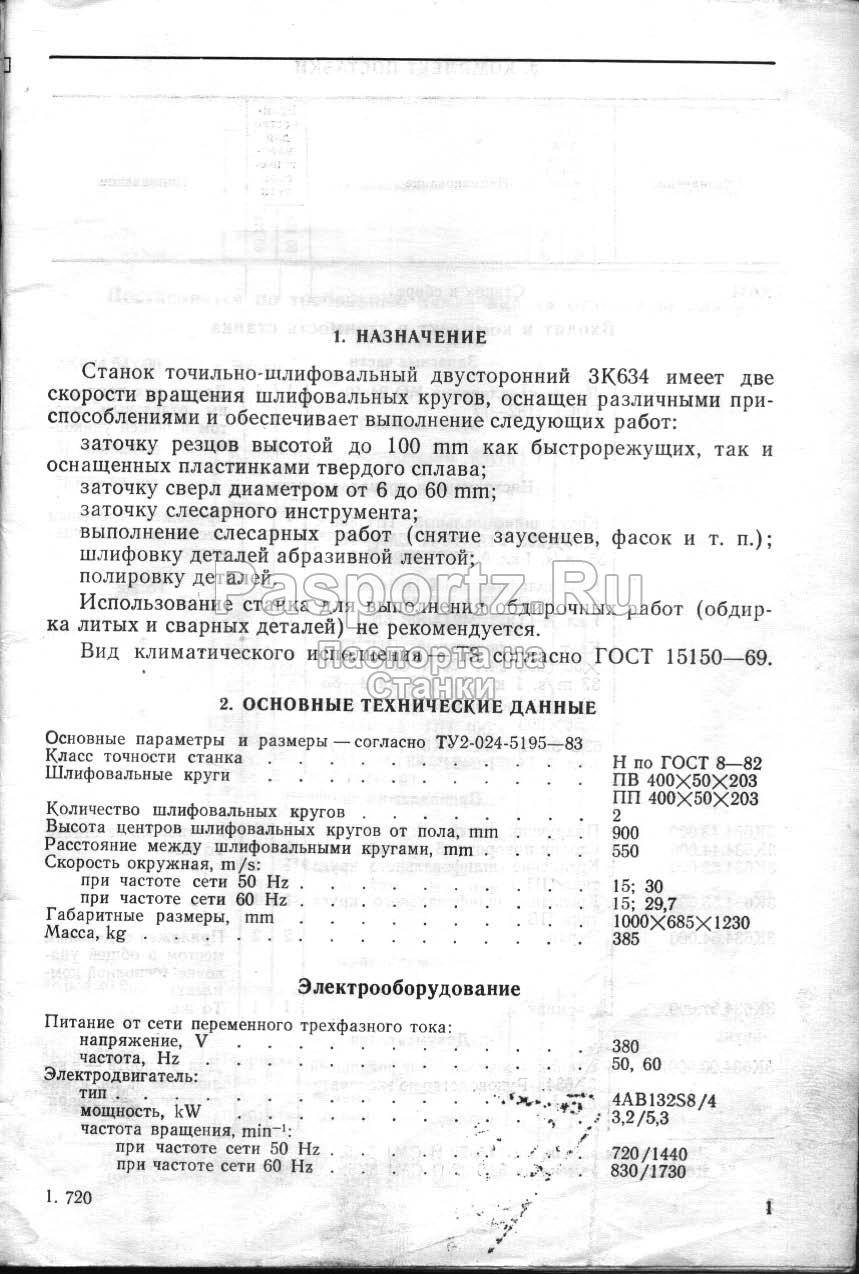
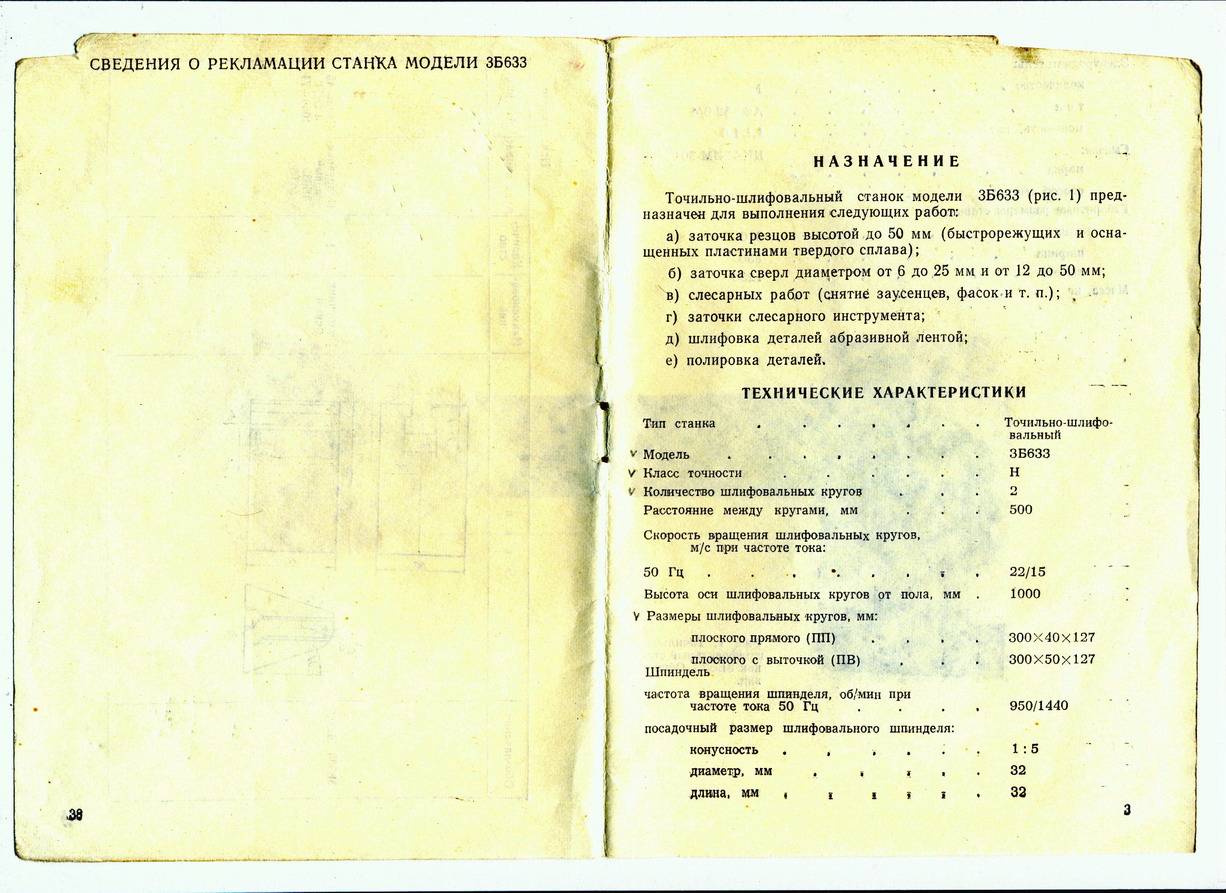
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12..50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
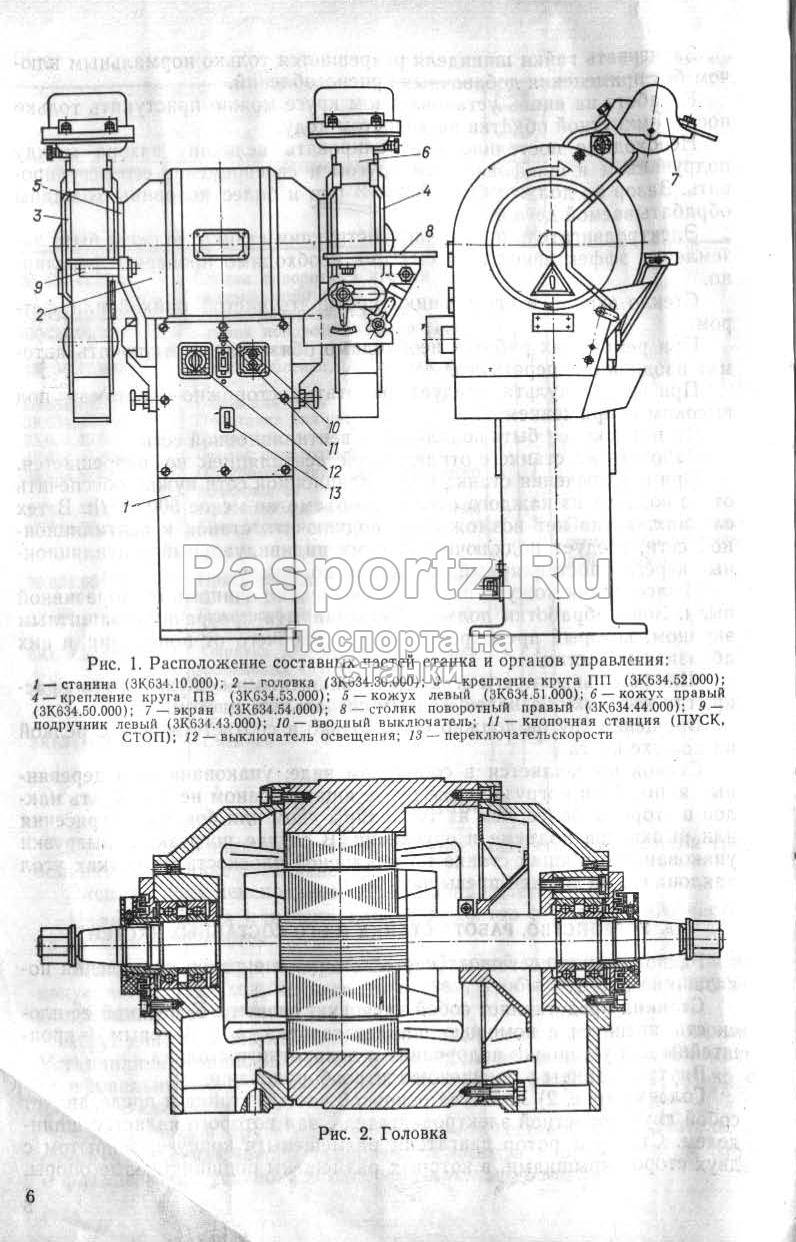
Особенности конструкции и принцип работы станка 3Б634
Основной частью точильно-шлифовального станка 3Б634 является шлифовальная головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
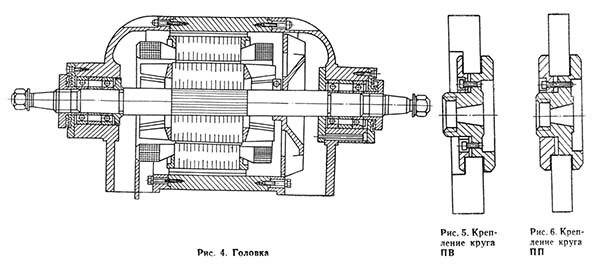
Шлифовальная головка точильно-шлифовального станка 3Б634
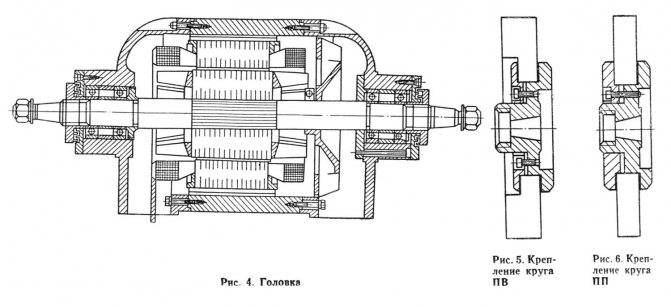
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.





Технические характеристики оборудования
Основные технические эксплуатационные параметры подробно описаны в паспорте оборудования. Однако не всегда есть возможность приобрести его, так как точильно-обдирочная модель 3К634 уже не выпускается.
Это оборудование может быть использовано для резцов с различными типами режущих кромок, высота которых не превышает 100 мм. С помощью опорного стола выполняется заточка сверл диаметром от 6 до 60 мм. Обработка слесарного инструмента различными способами, возможно снятие фасок или полировка деталей. Но перед каждой из этих операций следует правильно подобрать точильные круги, выбрать оптимальный режим работы станка.
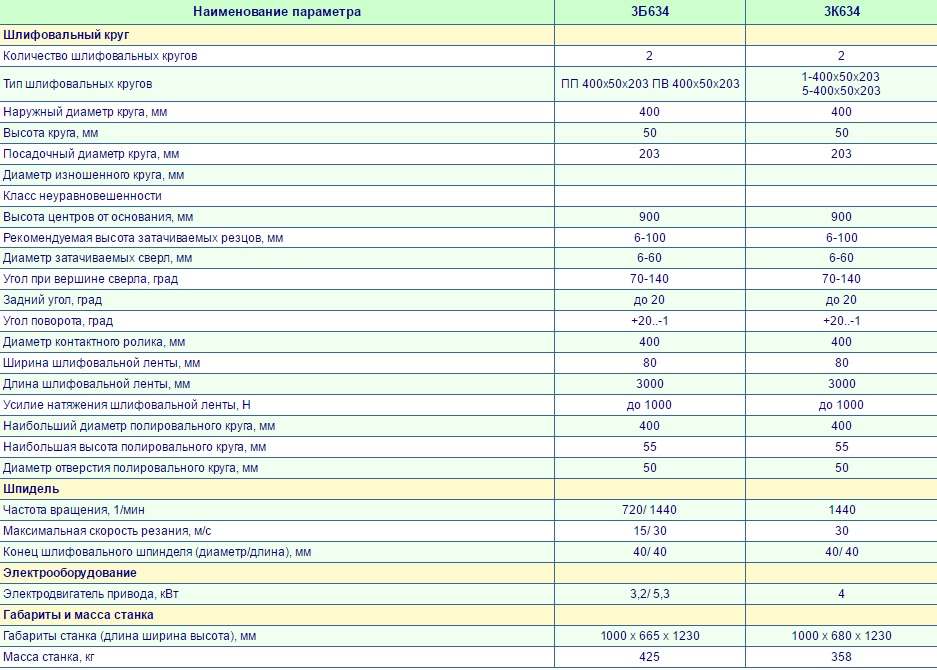
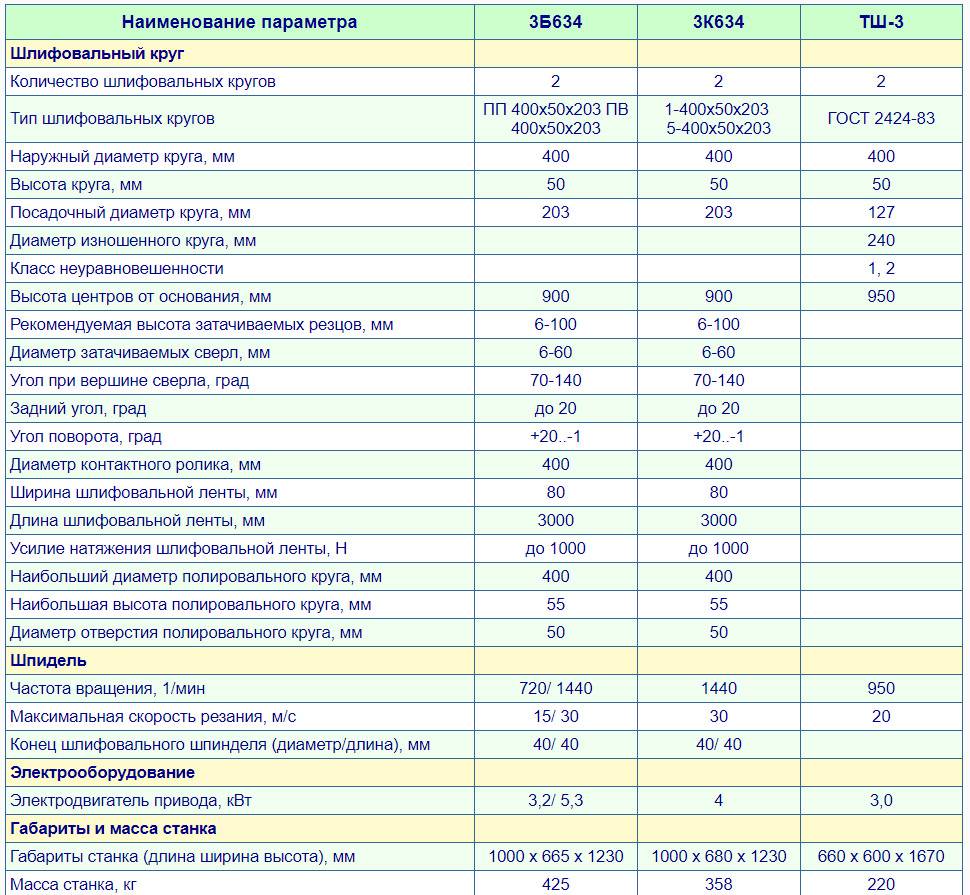
Технические характеристики модели:
- габариты круга: высота – 50 мм; диаметр – 400 мм; посадочный диаметр – 203 мм;
- высота центров от основания составляет 90 см;
- для затачивания резцов рекомендуется высота от 6 до 100 мм;
- заточка сверл осуществляется при следующих значениях градуса вершины инструмента – от 70 до 140. При этом задний угол должен составлять 20°;
- возможна установка шлифовальной ленты 300 см;
- размеры полировального круга: диаметр – 40 см; максимальная высота – 55 мм; диаметр отверстия – 50 мм;
- мощность электродвигателя составляет 4 кВт;
- характеристики шпинделя. Скорость резания, м/с – 30. Частота вращения, 1/мин – 1440;
- размеры станка – 100*68*123 см при массе 358 кг.
Эти характеристики позволяют использовать модель 3К634 в мелкосерийном производстве и при выполнении ремонтных работ. Для обеспечения максимальной эффективности работы в нижней части оборудования располагается пылесборник.
Для заточки сверл следует использовать специальную насадку. Она не входит в стандартную комплектацию. Ее можно приобрести отдельно или сделать самостоятельно, исходя их фактических характеристик оборудования.
Правила эксплуатации
Перед началом эксплуатации станка необходимо выполнить следующие действия:
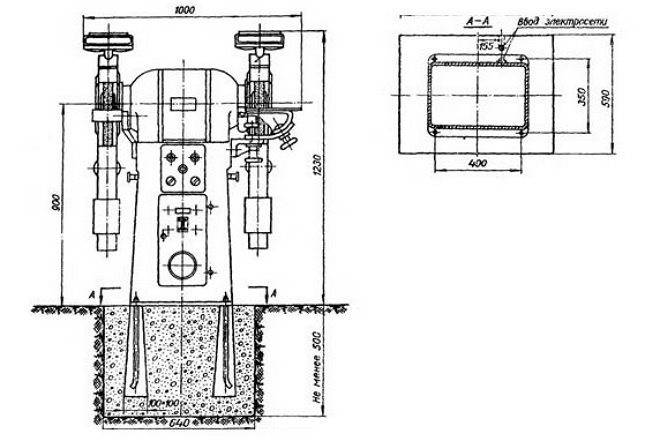
- Установить оборудование на ровную площадку, без дополнительного возвышения.
- Обеспечить помещение электросетью в 380 В, оно является рабочим для 3К634.
- Позаботиться о принудительной вентиляции.
- Контролировать при подключении правильность вращения.
- Проверить работоспособность автоматического выключателя, который обеспечивает защиту от перегрузок.
Перед работой на станке оператор должен пройти соответствующее обучение. Так как при длительной эксплуатации электрическая часть изнашивается персонал, должен периодически проверять эти элементы станка.
При первом запуске нового оборудования его протирают тряпкой, смоченной в ацетоне или бензине, чтобы снять антикоррозийное покрытие. После проверки исправность всех элементов специалисты делают запуск.
Обязательно надо провести балансировку абразивных кругов, которые вращаясь не должны создавать чувства биения.
Конструкция агрегата
Оборудование состоит из следующих узлов и деталей:

- силового электродвигателя 380 В;
- напольной станины – 358 кг;
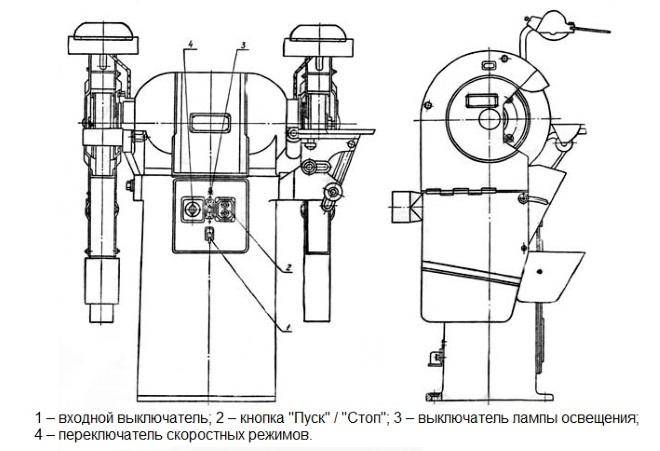
- кнопки управления пуск и стоп;
- двух абразивных кругов и их защиты;
- защитного кожуха для корпуса;
- осветительных элементов.
Основные механизмы агрегата:
- ротор;
- стартер.
Современный 3К634 станок имеет основной узел, отвечающий за вращение обдирочно-точильно-шлифовальных кругов – головка с двухскоростным электродвигателем. В корпусе с двумя крышками располагаются ротор, вентилятор, статор и вал мотора, он заменяет шпиндель.
Вентилятор защищен специальным кожухом, чтобы обезопасить работу, для облегчения ремонта или доступа к объекту крышка откидывается.
Так как двигатель во время работы нагревается, производителем предусмотрен вентилятор, эффективно охлаждающий циркулирующими потоками воздуха внутри головки и станины.
Область применения обдирочно-шлифовальных станков

Обдирочное шлифование
применяется для удаления с заготовок дефектного слоя материала на отливках, поковках, заготовках прокатки, штамповки и сварки. При этом производится зачистка поверхностей заготовок без их формообразования.
Для повышения эффективности обдирочного шлифования используется резкое увеличение объемов снимаемого металла в единицу времени при высоких рабочих скоростях, скоростях продольных подач и высоких силах прижима в зоне обработки. Это позволяет снизить общие припуски на механическую обработку термически обработанных заготовок повышенной твердости, исключить в ряде случаев фрезерование, строгание, огневую зачистку при снятии припусков до 10 мм и более за проход. Такой метод скоростного обдирочного шлифования широко применяется в машиностроении при обработке заготовок шлифованием без предварительного точения, в металлургической и литейной промышленности при подготовке и отделке прокате, зачистке отливок. При этом методе обдирочного шлифования применяется линейка специальных обдирочно-шлифовальных станков, работающих при рабочей скорости 60-80 м/с, скорости продольной подачи до 60 м/мин, силе прижима 6000-10000 Н, мощности главного привода 75-160 кВт. Для работы на этих станках выпускаются обдирочные горячепрессованные круги наружными диаметрами 500, 600 и 800 мм из циркониевого электрокорунда зернистостями 160, 200 и 250.
Эффективность обработки отливок зависит от скорости воздействия абразивного инструмента и усилий, с которыми абразивный инструмент воздействует на поверхность отливки. Чем выше скорость резания и усилия, тем эффективнее процесс обработки. Эффективность обработки оценивается количеством металла, снятого с отливки, в единицу времени (обычно в минуту). Чем качественнее изготовлена отливка, т. е. чем меньше она имеет заливов, приливов и пригара, тем меньше трудоемкость обработки грубого обдирочного шлифования.
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы. Допускаемая скорость вращения круга при зачистке отливок определяется окружной скоростью в интервале 40—50 м/сек.
Обдирочно-шлифовальные станки для обработки отливок подразделяются на переносные или ручные механизированные инструменты, стационарные, подвесные и специальные.
Правила эксплуатации
Перед началом работы на точильном станке следует ознакомиться с правилами эксплуатации. Прежде всего обустраивается ровная площадка для установки. Так как высота станка относительно большая – не обязательно делать дополнительное возвышение.
Электрооборудование рассчитано для подключения к электросети 380 В. Поэтому необходимо обеспечить подвод соответствующей линии, параметры которой будут учитывать номинальную мощность оборудования. Так как охлаждение силовой установки происходит воздушным путем – в рабочем помещении обязательно должна присутствовать принудительная вентиляция.
Дополнительно необходимо обеспечить следующие условия для нормального функционирования станка:
- обустройство контура заземления;
- при подключении электродвигателя к сети контролируется его правильное вращение;
- при возникновении перегрузок в конструкции предусмотрен автоматический выключатель. Периодически проводится проверка его работоспособности;
- кожух и компоненты системы очищаются от абразивной пыли, которая неизбежно будет оседать на рабочие органы оборудования.
Для работы на станке персонал должен пройти курсы подготовки. Они включают в себя не только детальное ознакомление с конструкций, но и с правилами эксплуатации.
В процессе работы при постоянном включении/выключении электрической части происходит естественный износ контактов. Их необходимо проверять с периодичностью, которая зависит от интенсивности эксплуатации.
https://youtube.com/watch?v=0_lcuxP20pQ
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989




Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители





