

Производители и поставщики станочных приспособлений
Производителями станочных приспособлений являются следующие предприятия:
- «Завод Специальной Взаимозаменяемой Технологической Оснастки» – является ведущим производителем универсально-сборных приспособлений в соответствии с ГОСТ. Считается лучшим предприятием в области разработки, проектирования и производства высококачественных систем взаимозаменяемой технологической оснастки.
- ОАО «БелТАПАЗ». Предприятие производит токарные самоцентрирующиеся патроны, кулачки и запчасти к ним, а также универсальные делительные головки, поворотные столы.
- ОАО «Барановичский завод станкопринадлежностей» – предприятие по производству универсальной оснастки для комплектации металлорежущих станков (токарные патроны, тиски станочные и слесарные, столы поворотные).
Поставками станочных приспособлений занимаются компании: «Проминструмент», «Оснастка.про», АО «ВПО «Точмаш», компания «Оснастик».
Современные станочные приспособления для металлообработки демонстрируются на ежегодной выставке «Металлообработка».
Станочное оборудованиеСтаночные тискиСтаночный алюминиевый профиль
Категории автоматизированных систем
Классификация структур автоматизированных систем в промышленной сфере разделяется на такие категории:
Децентрализованная структура. Система с данной структурой применяется для автоматизации независимых объектов управления и является наиболее эффективной для этих целей. В системе имеется комплекс независимых друг от друга систем с индивидуальным набором алгоритмов и информации. Каждое выполняемое действие осуществляется исключительно для своего объекта управления.
Централизованная структура. Реализует все необходимые процессы управления в единой системе, осуществляющей сбор и структурирование информации об объектах управления. На основании полученной информации, система делает выводы и принимает соответствующее решение, которое направлено на достижение первоначальной цели.
Централизованная рассредоточенная структура. Структура функционирует по принципам централизованного способа управления. На каждый объект управления вырабатываются управляющие воздействия на основании данных обо всех объектах. Некоторые устройства могут быть общими для каналов.
Алгоритм управления основывается на комплексе общих алгоритмов управления, реализующиеся с помощью набора связанных объектов управления. При работе каждый орган управления принимает и обрабатывает данные, а также передает управляющие сигналы на объекты. Достоинством структуры является не столь строгие требования относительно производительности центров обработки и управления, не причиняя ущерба процессу управления.
Иерархическая структура. В связи с возрастанием количества поставленных задач в управлении сложными системами значительно усложняются и отрабатывающиеся алгоритмы. В результате чего появляется необходимость создания иерархической структуры. Подобное формирование значительно уменьшает трудности по управлению каждым объектом, однако, требуется согласовать принимаемые ими решения.
Виды изделий
Изделием называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Изделия, изготовленные для поставки (реализации), относятся к изделиям основного производства. Изделиями основного производства считают также предназначенные для поставки (реализации), которые одновременно используются и для собственных нужд предприятия-изготовителя.
Если предприятия (объединения) изготовляют изделия только для собственных нужд, то эти изделия являются изделиями вспомогательного производства.
В зависимости от наличия или отсутствия в них составных частей изделия подразделяются следующим образом: неспецифицированные (детали) – не имеющие составных частей; специфицированные (сборочные единицы, комплексы, комплекты) – состоящие из двух и более частей.
В соответствии с ГОСТ 2.101-68 установлены четыре вида изделий:
- Детали – изделия, изготовленные из однородного по наименованию и марке материала без применения сборочных операций.
- Сборочные единицы – изделия, составные части которых подлежат соединению между собой на предприятии-изготовителе путем сборочных операций (свинчивание, сочленение, клепка, сварка, пайка, склеивание).
- Комплексы – два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Например: цех-автомат, бурильная установка.
- Комплекты – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, которые имеют общее эксплуатационное назначение вспомогательного характера. Например: комплект запасных частей, комплект инструмента и принадлежностей и т. п.
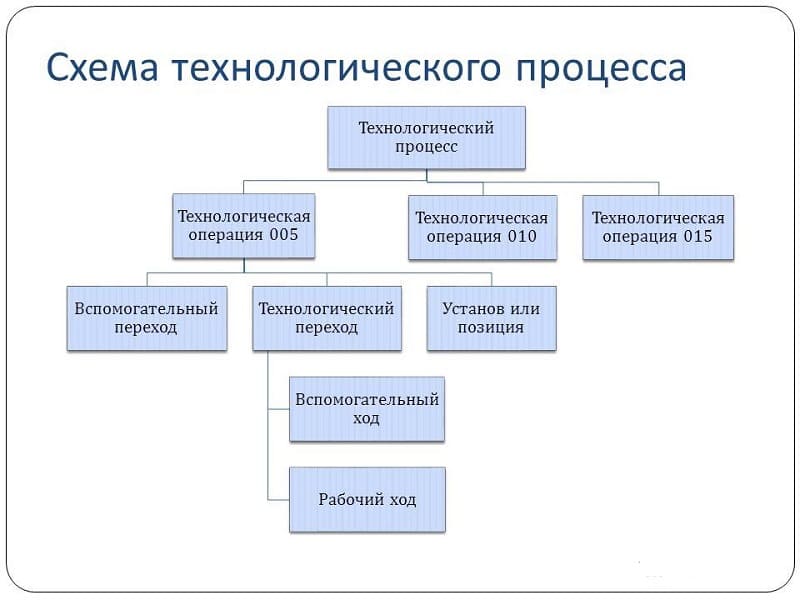
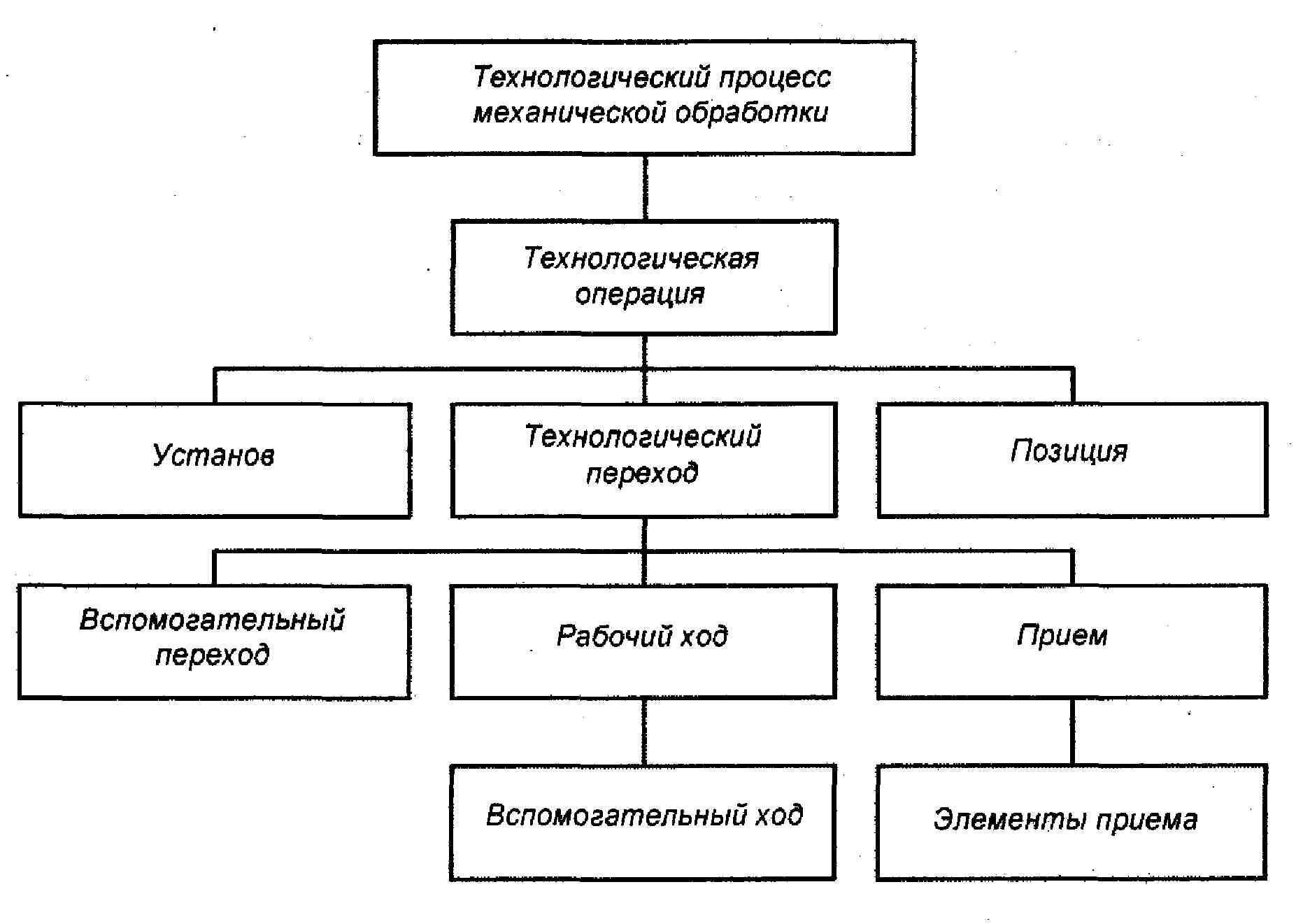
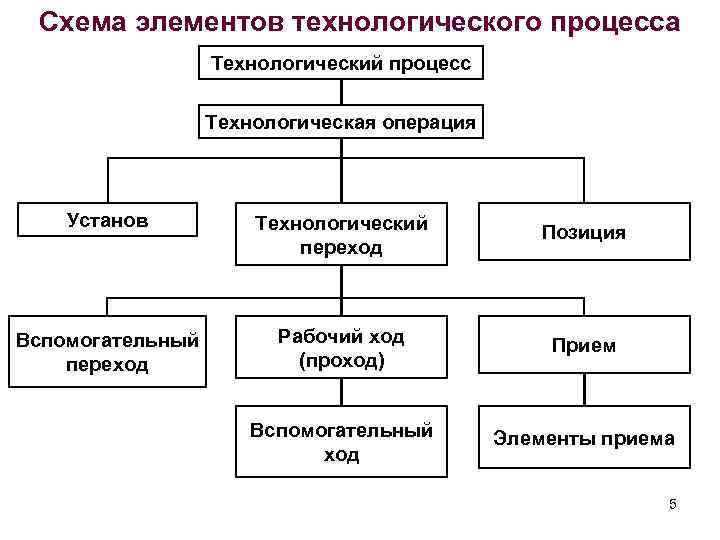
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
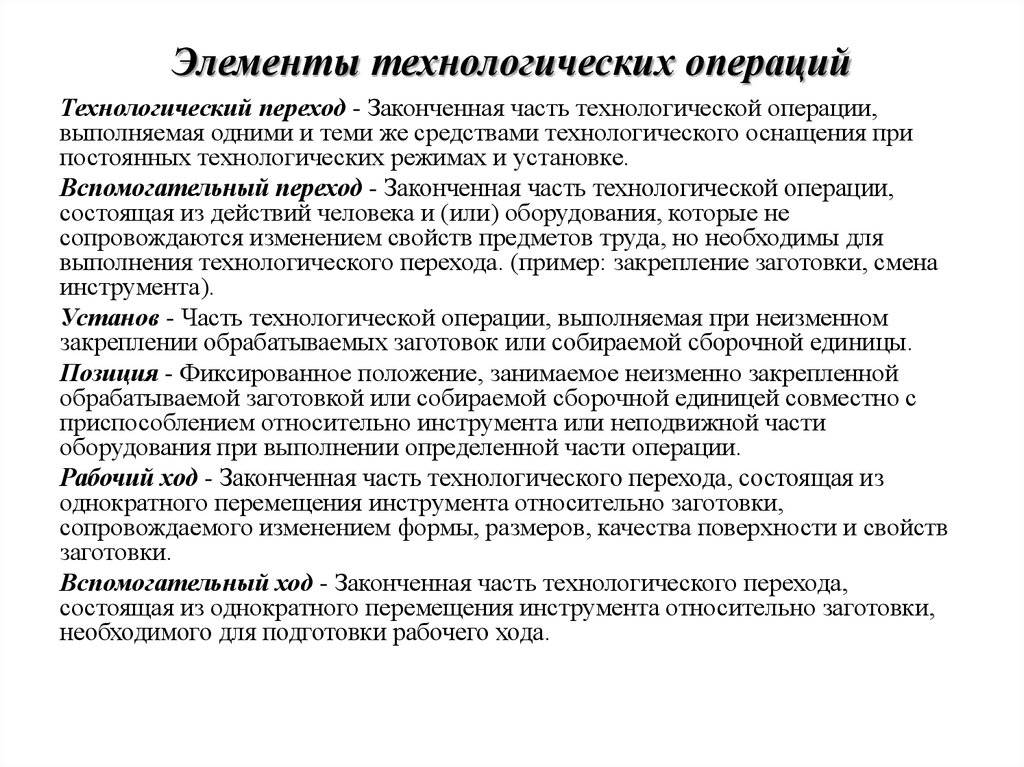
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Классификация станочных приспособлений
В зависимости от типа используемого станка приспособления классифицируют на: токарные, сверлильные, фрезерные, расточные и другие.
В зависимости от уровня механизации приспособления могут быть: с применением ручного зажима, механического, полуавтоматического и автоматического вида.
По степени специализации выделяют следующие типы станочных приспособлений:
- УП – универсальные приспособления. Предназначены для обработки различных деталей. Использование таких приспособлений не требует замены установочных и зажимных элементов.
- Специальные приспособления. Применяют для обработки определенного вида деталей.
Переналаживаемые приспособления.
Переналаживаемые приспособления подразделяется на следующие группы:
универсально-наладочные приспособления (УНП). Состоят такие приспособления из двух основных частей: постоянной (универсальной) и сменной (наладочной), используются для обработки деталей близких по конструктивно-технологическим признакам ко всем типам станков серийного производства ;
специализированные наладочные приспособления (СНП). Состоят из базового агрегата и сменной наладки, базовая часть представляет собой на 80% готовое приспособление и наладок, применяется для геометрически подобных заготовок в серийном производстве;
универсально-сборные приспособления (УСП). Представляют собой приспособления, собираемые из набора ранее изготовленных деталей и сборочных единиц. Из комплекта УСП можно очень быстро собрать различные фрезерные, сверлильные, токарные и другие приспособления.

По целевому назначению приспособления делят на пять групп:
- станочные приспособления;
- приспособления для крепления рабочих инструментов;
- сборочные приспособления;
- контрольные приспособления;
- приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок.
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Комплектность технологических документов
8. Комплект документов технологического процесса (операции)
Комплект документов процесса (операции)
Совокупность технологических документов, необходимых и достаточных для выполнения технологического процесса (операции)
9. Комплект технологической документации
Совокупность комплектов документов технологических процессов и отдельных документов, необходимых и достаточных для выполнения технологических процессов при изготовлении и ремонте изделия или его составных частей
Читать также: Кованые кровати в интерьере спальни фото
10. Комплект проектной технологической документации
Комплект проектной документации
Комплект технологической документации, предназначенный для применения при проектировании или реконструкции предприятия
11. Стандартный комплект документов технологического процесса (операции)
Стандартный комплект документов процесса (операции)
Комплект технологических документов, установленных в соответствии с требованиями стандартов государственной системы стандартизации
Степень детализации описания технологических процессов
12. Маршрутное описание технологического процесса
Маршрутное описание процесса
Ндп. Маршрутное изложение
Сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов
13. Операционное описание технологического процесса
Операционное описание процесса
Ндп. Операционное изложение
Полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов
14. Маршрутно-операционное описание технологического процесса
Маршрутно-операционное описание процесса
Ндп. Маршрутно-операционное изложение
Сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах
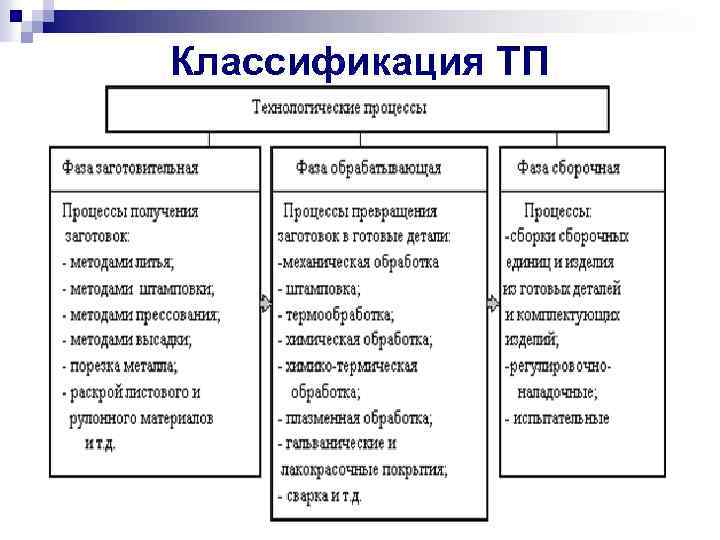
Этапы ТП [ править | править код ]
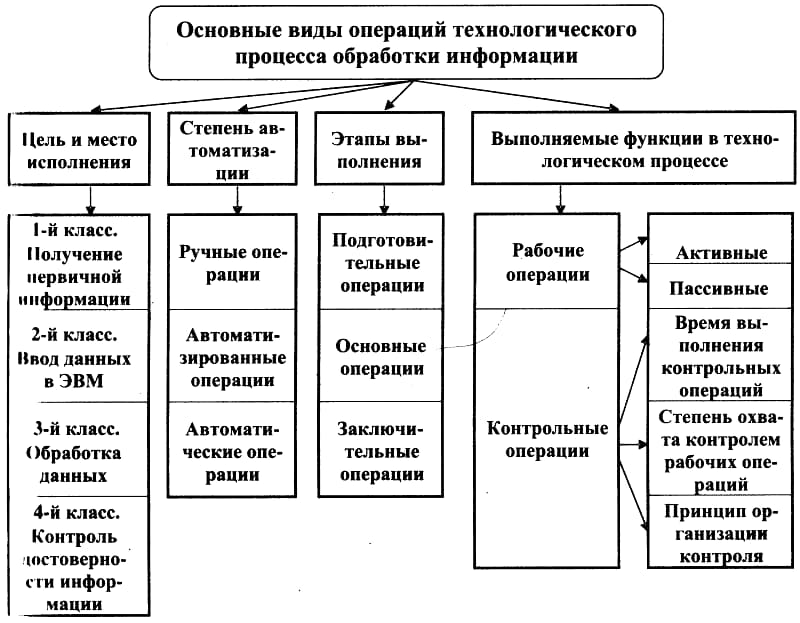
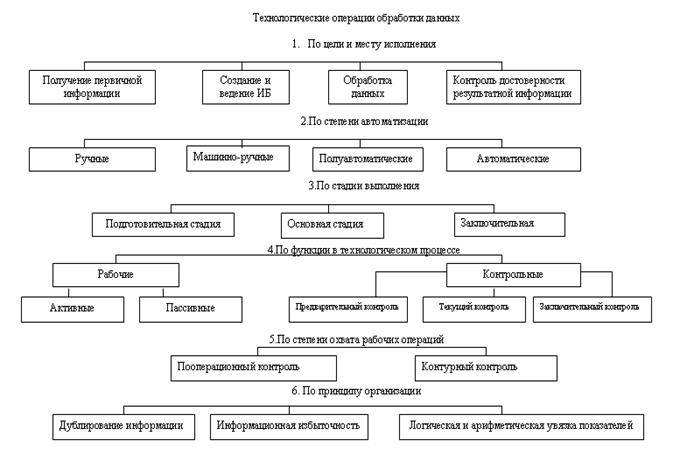
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
«Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:




- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
- «Подготовительный». Прием, контроль, регистрация входной информации и перенос её на машинный носитель. Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод.
- «Основной». Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
- «Заключительный». Контроль, выпуск и передача результатной информации, её размножение и хранение.
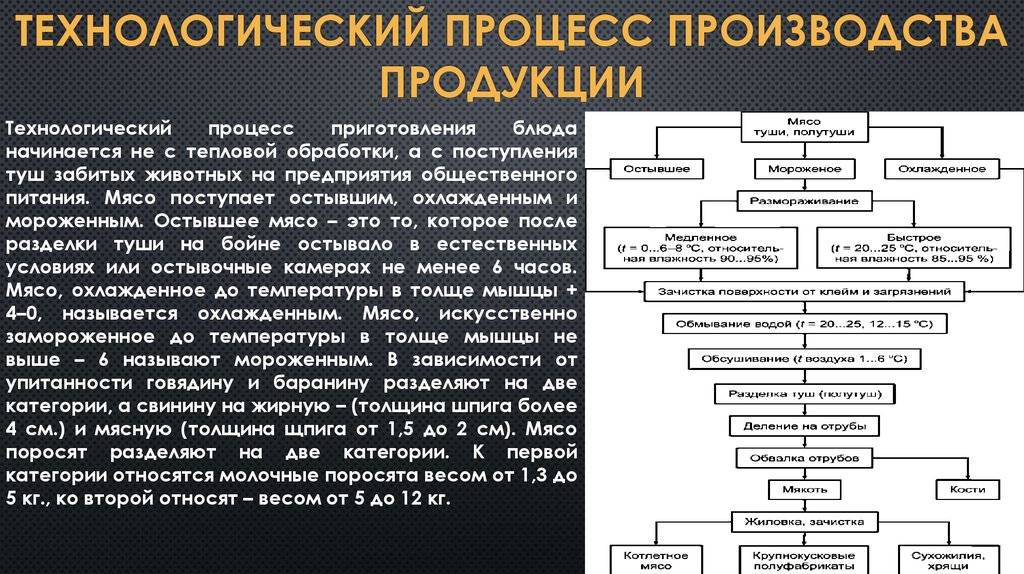
Чтобы быстро и правильно обработать деталь, нужно заранее предусмотреть наиболее целесообразную последовательность обработки, выбрать станок, на котором должна производиться обработка, выбрать режущие и измерительные инструменты, а также приспособления, необходимые для обработки, назначить режимы резания. Эти данные, определяющие весь процесс обработки заготовки до ее превращения в готовую деталь, установленные заранее техническим документом, составляют технологический процесс
Технологический процесс является основой организации всего производства. На основании разработанного технологического процесса определяется количество необходимого оборудования, инструмента и приспособлений, число рабочих и обслуживающего персонала для выполнения заданной программы по выпуску деталей.
Технологический процесс связывает между собой все звенья производства. Поэтому точное соблюдение установленного технологического процесса является необходимым условием правильной организации производства. Технологический процесс на производстве является законом, который никому нельзя нарушать.
Элементы технологического процесса
Технологический процесс может состоять из одной или нескольких операций.
Операцией
называется законченная часть технологического процесса обработки одной или нескольких деталей, которая выполняется на одном станке одним рабочим.
Новая операция начинается тогда, когда рабочий, закончив часть обработки у всей партии деталей, приступает к дальнейшей обработке той же партии деталей, либо переходит к обработке новых деталей.
Непрерывный технологический процесс
Процесс замены заднего амортизатора, автомобиля Лада Приора ваз-2170
Непрерывные технологические процессы, как правило, характеризуются тем, что сырье и готовый продукт находятся в жидком, газообразном или сыпучем состоянии. Поэтому транспортировка сырья и продукта на всех стадиях его получения осуществляется непрерывно. Наиболее характерным производством с непрерывным технологическим процессом является химический комбинат, где в специальных аппаратах перерабатывается природный газ, который от начала и до конца технологического процесса перемещается непрерывно.
Непрерывные технологические процессы отличаются тем, что, как правило, сырье и полуфабрикаты подаются на переработку непрерывно в течение достаточно продолжительного времени, часто поступают с одного передела на другой без промежуточного хранения с задержкой только на время транспортировки.
| Схемы нарезания резьбы прямыми и кривыми метчиками. |
Непрерывные технологические процессы применяются изолированно для каждой из операций. Так как сами методы обработки по природе своей непрерывны, то возможность применения непрерывных технологических процессов определяется возможностью замены обрабатываемых деталей без прерывания процесса обработки. Таким образом, возможность построения непрерывных технологических процессов зависит прежде всего от характера заготовок и типа инструмента. Трубосварочный стан спиральной сварки труб является машиной с непрерывным технологическим процессом, так как сварка швов и винтовое перемещение обрабатываемого материала от.
Непрерывные технологические процессы химических и нефтехимических производств предполагают использование АВО при постоянных параметрах по температуре и давлению охлаждаемых или конденсируемых потоков. Для обеспечения стабильных параметров охлаждения применяют системы регулирования, увлажнения, комбинированные схемы охлаждения и пр. Однако такие параметры, как температура атмосферного воздуха ti, объемная производительность вентилятора VB и скорость охлаждающего воздуха иуз, изменяются в течение различных периодов эксплуатации. Изменение t обусловлено годовыми, сезонными и суточными колебаниями температур. Величина ууз при длительной эксплуатации изменяется в сторону уменьшения по мере увеличения аэродинамического сопротивления теплообменных секций.
Непрерывным технологическим процессом называется такой процесс, при котором перерабатываемые материалы или продукты непрерывным потоком из одного технологического аппарата ( машины) передаются в другой. Непрерывные процессы, как правило, выполняют на различных технологических аппаратах, а прерывные — на технологических машинах.
Внедрение непрерывных технологических процессов позволяет решить комплекс задач и прежде всего повысить уровень механизации и автоматизации производства и на этой основе снизить трудоемкость производства, качественно изменить социальные условия труда.
Для непрерывного технологического процесса, внедряемого в текстильной и легкой промышленности, часто требуются двигатели постоянного тока, например: они устанавливаются в агрегатах отделочного производства группами по 10 — 15 шт.
Для непрерывных технологических процессов требования к объему и надежности работы систем сигнализации и защиты определяются проектом автоматизации.
Внедрение непрерывного технологического процесса производства полиэтилена высокой плотности мощностью 80 — 100 тыс. т / год по сравнению с 30 — 40 тыс. т / год позволяет снизить удельные капитальные затраты на 25 %, себестоимость продукта на 35 % и повысить производительность труда в 1 5 раза.
Однако непрерывному технологическому процессу скорее свойственна смена режима. Режим установки можно изменять недрэ-рывно, но для удобства планирования выделяют некоторое небольшое число ( обычно от двух до шести и, во всяком случае, не больше десяти) режимов, которые принимаются в расчет.
| Изолятор с различными компонентами. |
При непрерывном технологическом процессе или при больших объемах производства более удобным является метод непрерывной транспортировки изделий из изолятора.
При непрерывных технологических процессах ремонтные работы проводят без остановки производства. Поэтому на химическом предприятии сооружают резервные установки, а технологические трубопроводы монтируют по схеме, позволяющей отключать отдельные агрегаты.
В непрерывных технологических процессах, каким является работа ГТУ в составе компрессорной станции, где не должно быть никакого перерыва в транспорте газа по магистральному газопроводу, большое значение получило регулирование.
Виды техпроцессов
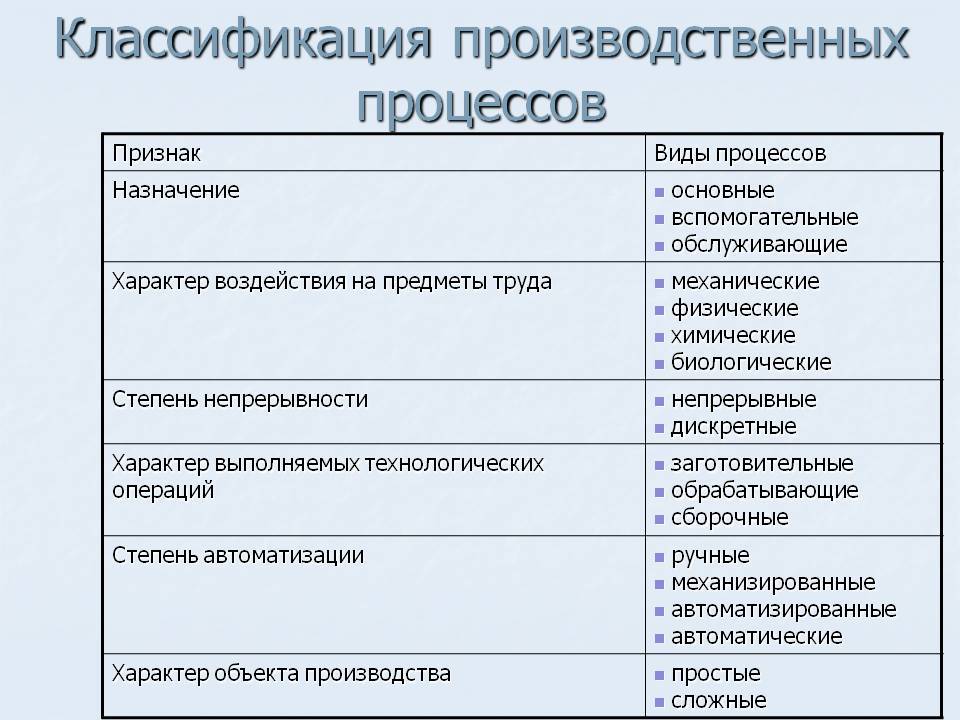
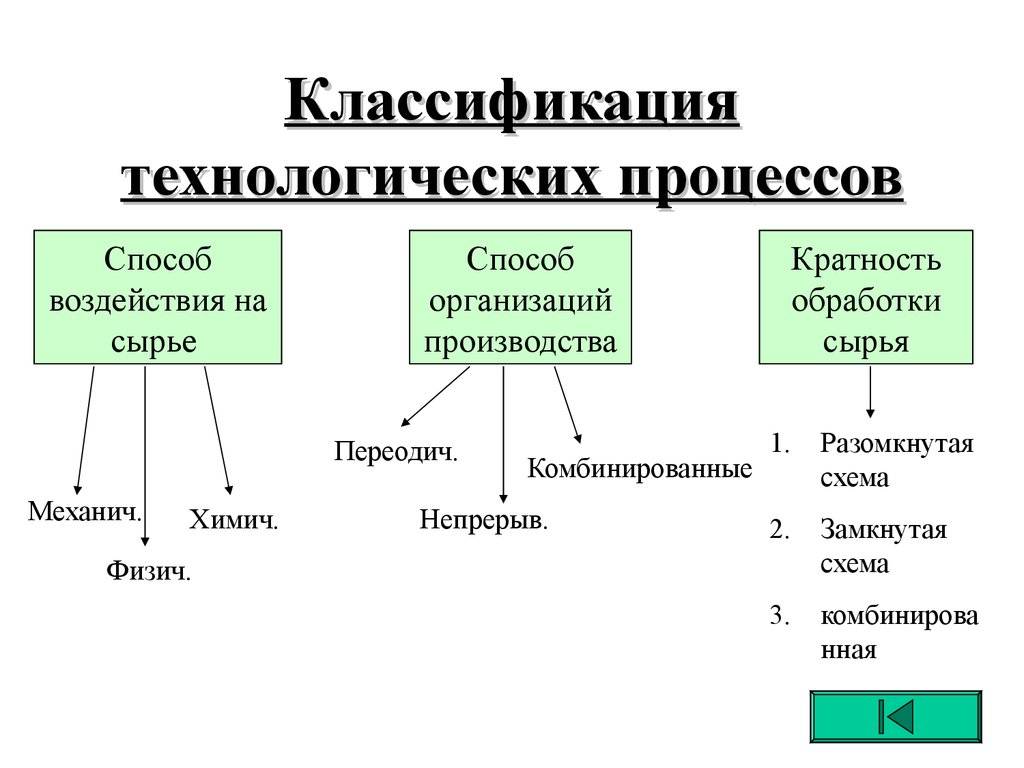
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.

Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
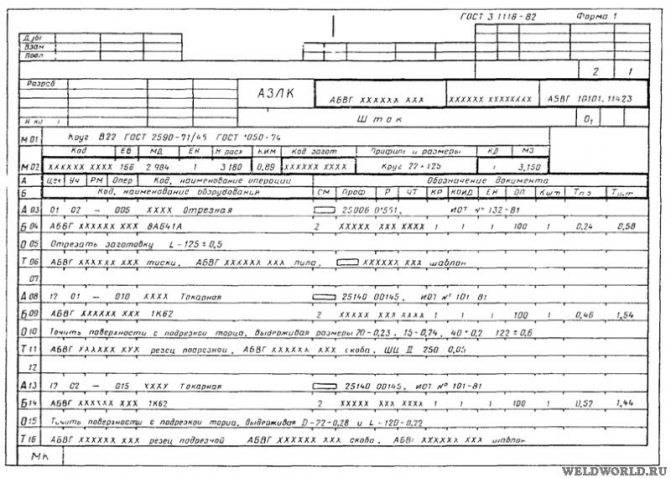
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.




Существуют и другие классификации видов технологических процессов.
Структура САПР
Являясь разновидностью информационных систем, классифицируемых по сфере применения, САПР относятся к сложным многоуровневым структурам, образуемым совокупностью средств вычислительной техники, различными видами обеспечения, а также обслуживающим их персоналом.
Структура САПР регламентирована ГОСТ 23501.101-87 и включает в себя два класса подсистем: проектирующие и обслуживающие. Основным назначением проектирующих модулей выступает решение конкретных проектных задач, а функции информационного обмена между ними возложены на подсистемы обслуживания, к задачам которых можно отнести:
- Управление процессами проектирования.
- Документирование процессов проектирования.
- Реализация графического интерфейса.
- Организация и ведение банка данных.
https://youtube.com/watch?v=3SE84MrYArg
Согласно стандарту, компоненты САПР строятся на основе следующих видов обеспечения:
- Техническое обеспечение объединяет вычислительное, телекоммуникационное оборудование и линии связи.
- Программное обеспечение состоит из средств нижнего и верхнего уровней. Это операционная система с комплектом драйверов периферии и, собственно, сами компоненты САПР.
- Совокупность данных, необходимых для реализации процесса разработки включается в информационное обеспечение САПР. Это нормативная информация, данные о прототипах проектируемых объектов, готовые шаблоны.
- Математическое обеспечение объединяет в себе алгоритмы и математические модели, необходимые для реализаций проектных задач.
- Лингвистическое обеспечение включает набор интерфейсов для организации межмодульного взаимодействия, а также специальные языки проблемно-ориентированного программирования.
- К методическому обеспечению относится общая и внутренняя нормативная документация, регламентирующая процессы обслуживания и эксплуатации САПР.
Несмотря на разнообразие решений для автоматизации проектной деятельности, их архитектура также регламентирована. Разработка САПР должна вестись строго в соответствии с принципами создания информационных систем. Одним из них является принцип системного единства, согласно которому, разрабатываемая система должна иметь свойства целостности и взаимосвязанности отдельных компонентов и структуры, а сам процесс проектирования должен носить индуктивный характер, то есть вестись от частного к целому.
Функционирование подсистем и компонентов САПР должно быть подчинено принципу совместимости, в соответствии с которым составные части информационных систем должны решать свои задачи в строгом взаимодействии. Кроме того все элементы подлежат унификации, обеспечивая взаимозаменяемость и открытость.
САПР строится с учетом возможной интеграции с другими информационными системами, а также модификации и пополнения их компонентов.
ОКУН.
Общероссийский классификатор услуг населению (ОКУН) является одной из составных частей (ЕСКК ТЭИ), был разработан для решения задач:
- изучение спроса населения на необходимые услуги;
- усовершенствование и развитие стандартизации в сфере услуг предоставляемых населению;
- прогнозирование и учет объема реализации услуг необходимых населению;
- осуществление сертификации предоставляемых услуг с целью обезопасить жизнедеятельность населения и сохранить окружающую среду не причиняя вреда здоровью и имуществу и др.
Объектами классификации выступают услуги оказываемые населению, организациями и предприятиям с различными правовыми формами собственности, применяющими различные методы и формы обслуживания.
Классификатор ОКУН (ОК002-93) утрачивает силу с 01.01.2016 года.





