

Растачивание
Расточные резцы работают в менее благоприятных условиях, чем токарные так как имеют меньшие размеры (зависящие от размера оправок и диаметра обрабатываемого отверстия).
При работе на расточных станках главное вращательное движение, т.е. скорость резания передается инструменту:
[м/мин],
где D – диаметр обработанной поверхности, мм;
n – частота вращения режущего инструмента, об/мин.
Подача S – перемещение режущего инструмента (или заготовки) относительно обработанной поверхности (мм/мин или за один оборот шпинделя в мм/об).
Глубина резания
где d – диаметр отверстия до обработки, мм.
Обработка заготовок на сверлильных и расточных станках >Теория по ТКМ >
III. СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ ОТВЕРСТИЙ
НЕОБХОДИМЫЕ СВЕДЕНИЯ О СПИРАЛЬНЫХ СВЕРЛАХ
Элементы и формы заточки стандартных спиральных сверл
Принятые названия элементов спирального сверла приведены на фиг. 155.
Величина угла 2ф при вершине сверл, используемых при обработке стали, принимается 116 -118°, при обработке чугуна и твердой бронзы — 90 — 100°, латуни, дуралюмина, силумина и баббита —140°, красной меди —125°. У стандартных сверл угол 2ф = 116 — 118°.
При переточке сверла необходимо следить за тем, чтобы режущие кромки его были прямолинейны, их длина и образуемые ими с осью сверла углы — одинаковы (фиг. 156, а), чтобы угол наклона поперечной кромки (фиг. 156, б) у стандартных сверл диаметром до 15 мм был равен 50°, а сверл больших диаметров —55° и чтобы угол заострения сверла (фиг. 156, в) был правильным. Формы заточки сверл показаны на фиг. 157. Для создания наиболее благоприятных условий резания, уменьшения силы подачи и повышения стойкости сверла применяют подточку перемычки (фиг. 157, а), доводя длину поперечной режущей кромки до одной десятой диаметра сверла. Прочность сверла при этом не уменьшается, так как толщина перемычки по всей длине сверла остается без изменения.
Наибольший износ у сверла происходит в уголке на границе ленточки и режущей кромки сверла. Чтобы уменьшить этот износ, затачивают у ленточки (фиг. 157, а и б) на длине L — 1,5 — 5 мм (в зависимости от диаметра сверла) задний угол а1 оставляя фаску f= 0,1 — 0,2 мм. В сечении А—А показано положение фаски и угла а1
Для увеличения длины режущей кромки, что уменьшает давление иа единицу ее длины и улучшает отвод тепла, вершина сверла (фиг. 157,6)
затачивается иногда под двумя углами 2ф = 116 — 118° и 2ф = 70 75° при ширине фаски b, равной 0,2 диаметра сверла. На фиг. 157, б показана двойная заточка сверла с подточкой перемычки и ленточки.
Спиральное сверло конструкции В. И. Жирова
Сверло конструкции В. И. Жирова имеет (фиг. 158) комбинированную заточку, подточку и прорезку поперечной кромки и тройную заточку режу* щих кромок под углами 118°, 70° и 55°. Такая заточка обеспечивает уменьшение осевой силы при сверлении стали в 2-З раза, а при сверлении чугуна — в З-4 раза по сравнению со сверлами обычной заточки. Эта особенность сверл конструкции В. И. Жирова очень важна при сверлении отверстий на токарных станках, где подача почти всегда ручная.
Значительное снижение величины осевой силы позволяет работать при повышенных подачах и дает возможность производить сверление отверстий относительно больших диаметров не в несколько проходов, а в один, что существенно сокращает как машинное, так и вспомогательное время обработки.
2. РЕЖИМЫ РЕЗАНИЯ ПРИ СВЕРЛЕНИИ И РАССВЕРЛИВАНИИ
Подачи и скорости резания при работе сверлами из быстрорежущей стали указаны в нижеприводимой таблице. При работе сверлами из углеродистой стали можно брать подачи, указанные в таблице, а скорости резания уменьшать примерно вдвое.
Таблица составлена применительно к сверлению отверстий глубиной не свыше трех диаметров сверла. При более глубоком сверлении подачи и скорости резания, указанные в таблице, следует уменьшать.
В качестве охлаждающей жидкости при сверлении отверстия в стали применяется эмульсия. Сверление отверстий в чугуне производится без охлаждения.
Ручные подачи (в мм/об) и скорости резания (в м/мин) при сверлении отверстий быстрорежущими сверлами
Ручные подачи (в мм/об) и скорости резания (в м/мин) при рассверливании отверстий быстрорежущими сверлами
Технология восстановления отверстий расточкой
С помощью расточки восстанавливают цилиндрические поверхности, подвергшиеся износу в процессе интенсивной эксплуатации. Такой ремонт может выполняться как в стационарных условиях на токарных и расточных станках (вертикальных и горизонтальных), так и с помощью мобильных установок в полевых условиях. Токарные станки незаменимы в тех случаях, когда необходимо восстановить точность и соосность нескольких посадочных отверстий. А расточные обычно применяют в тех случаях, когда требуется повышенная точность или деталь имеет большие габариты. Наглядным примером массового использования вертикально-расточных станков при ремонте оборудования является восстановление поверхностей цилиндров блоков двигателей внутреннего сгорания.

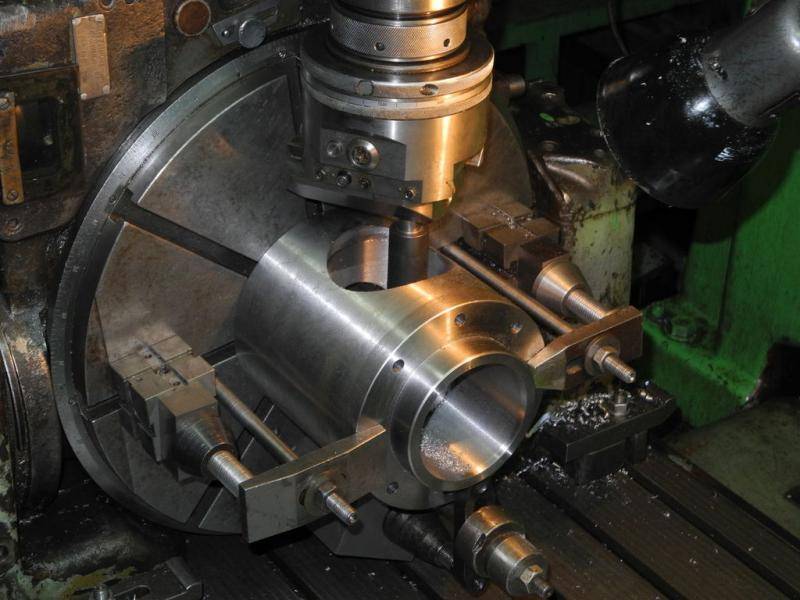





Типичная мобильная установка состоит из электропривода со шпинделем и патроном, борштанги с режущим инструментом, задней и промежуточных опор. Все ее компоненты крепятся непосредственно на изделие, а жесткость, точность и соосность обеспечиваются борштангой.
Разновидности зенкеров

Простейшие конические модели зенковок состоят из резчика и хвостовика. Угол конуса в рабочей части может варьироваться от 30 до 120 °. Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Предварительная настройка процесса сверления
Чем глубже отверстие, тем длиннее сверло. Чем длиннее сверло (чем больше расстояние между острием инструмента и шпинделем), тем больше степень влияния биения на результаты. В некоторых операциях с глубокими отверстиями малейшее колебание может привести к преждевременному износу инструмента и нарушить как прямолинейность, так и чистоту поверхности.
Тем не менее, необходимость тщательной настройки не освобождает от необходимости тратить непомерное количество времени на определение и корректировку биения при каждом изменении инструмента или пластины. В частности, в современной производственной среде нет места для лазания по рабочим зонам для установки индикаторов или для удержания кусочков бумаги на месте для прикосновений инструмента. Скорее всего, сборка инструментов в автономном режиме с устройством предварительной настройки сэкономит значительное количество времени при любой операции глубокого бурения.
В современной производственной среде нет места ни для работы оператора в рабочей зоне, ни для установки индикаторов, ни для удержания кусочков бумаги в месте соприкосновения инструмента и детали.
На объекте одного клиента в начале каждой смены в инструментальном магазине устанавливаются три сверла «Stealth» со сменным пластинами Allied Machine. Этот процесс занимает менее 10 минут. Установка трех инструментов на линии обработки может занять до 30 минут, что составляет 90 минут потерянного времени в течение трех смен. В производственной среде, работающей круглосуточно и без выходных, это составляет почти 2200 часов в год (показатель, не учитывающий простои станков при смене инструмента). Предварительная настройка, вероятно, составляет 5% от стоимости этих потерянных часов.
Это сверло имеет регулируемый штифт, который перемещает пластину в радиальном направлении, чтобы уменьшить набор допусков, общий для всех сверл со сменным наконечником. В результате этого для набора номера больше не требуется разбирать и чистить сборку инструмента, регулировать смещения, добавлять прокладки в револьверные головки или полагаться на опытных машинистов, которые пытаются найти неортодоксальное решение. Предварительная установка помогает уменьшить время наладки за счет предварительной установки сверла в магазин в оправке с минимальном биением.
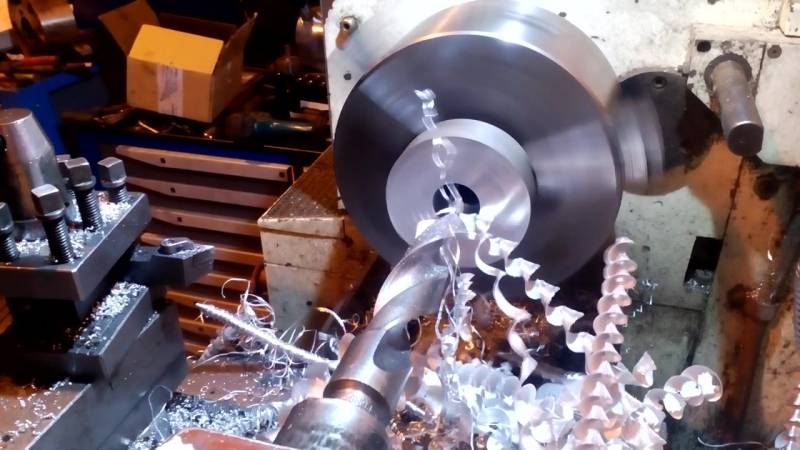
Глубокое сверление на токарном станке. Полу ручной колебательно-вращательный способ.
111
Однако здесь если любое сверло при глубоком сверлении на токарном не вращать – то его уводит в сторону сильно. Это как аксиома глубокого сверления.
Деталь очень ответственная для использования в сей гравицапе: https://www.chipmake…163/entry/1165/
Пришлось выдумывать, как провести глубокое сверление на том оборудовании, какое есть.А есть только 16Е20.Я решил заменить полноценное вращение сверла на колебательное вращение, т.к. делать полноценное ротационное вращающееся соединение с подводом СОЖ с каким либо приводом – долго, затратно и не эффективно для одной детали…
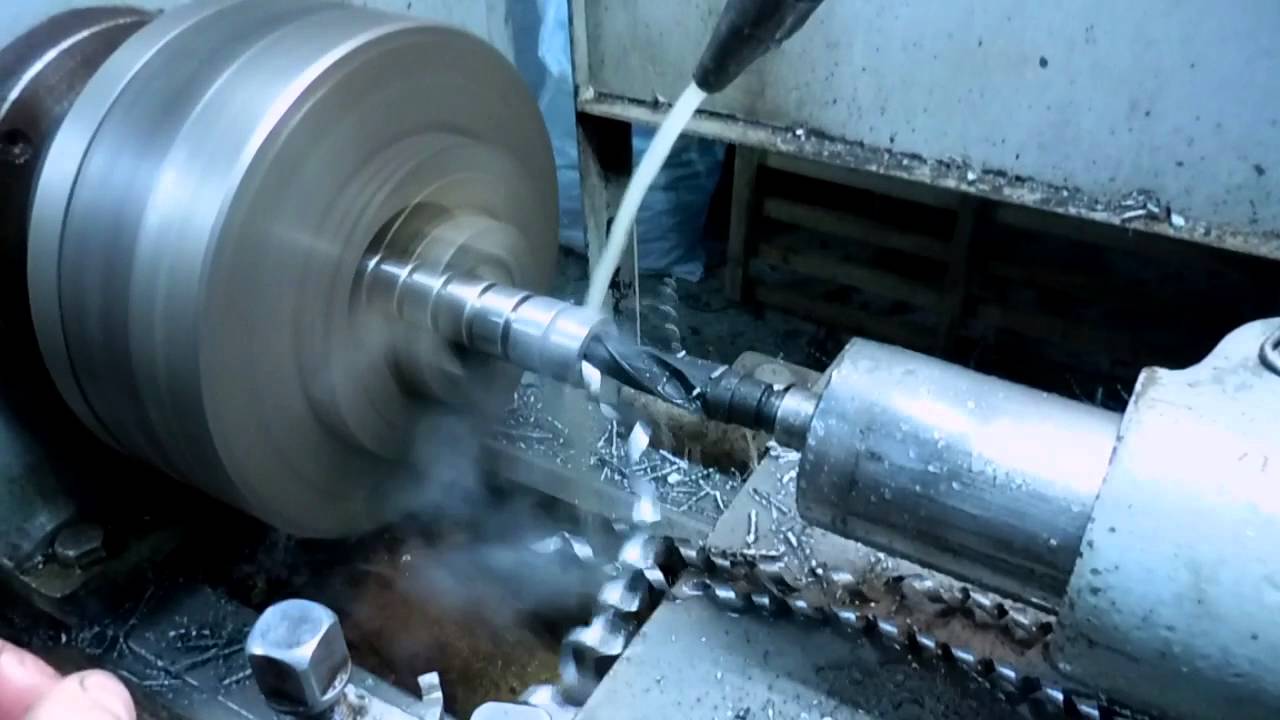
Приобрёл пушечное сверло 10 мм с внутренним отверстием под СОЖ длинной 650 мм.Выточил “патрон” под пушечное сверло, который плотно одевается на вращающийся конус и имеет подводной штуцер для трубки подачи СОЖ
Трубку от патрона подключил к гибкой трубке подачи СОЖ станка.
Собрал всё
Установил заготовку в токарный патрон станка и неподвижный люнет, предварительно расточив шейку под пальцы люнета.
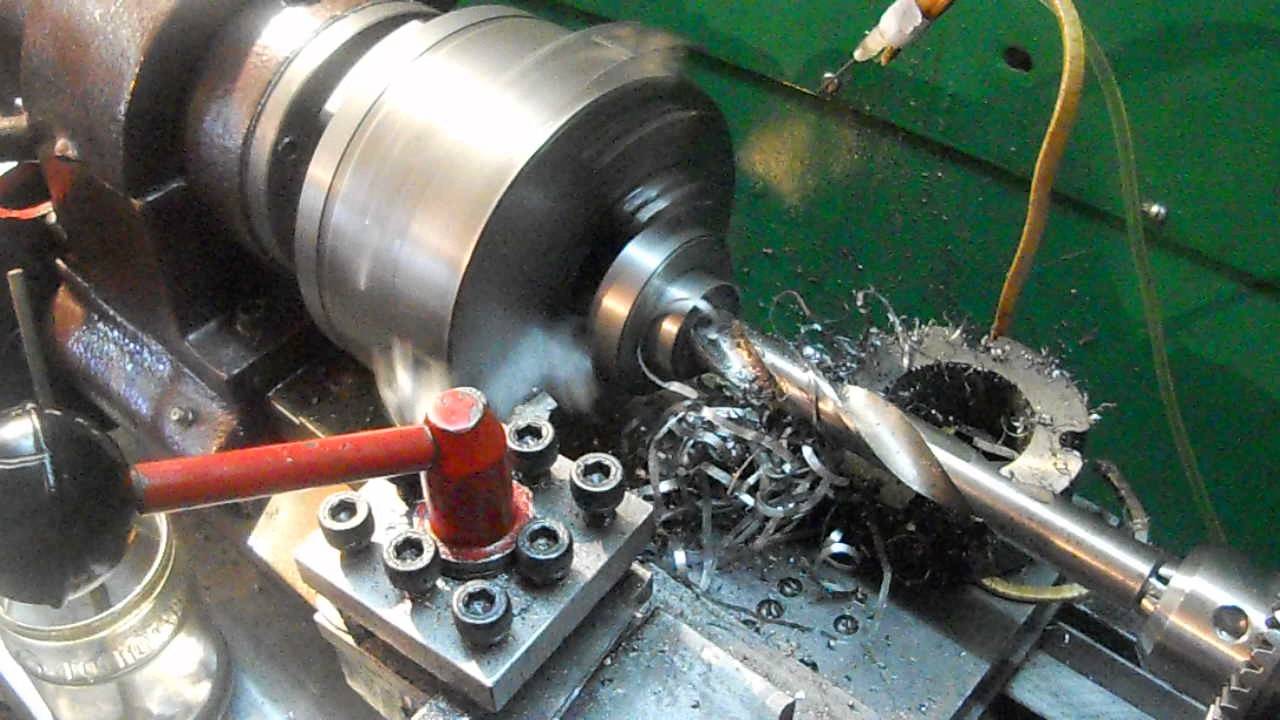
Включил всё и плавненько вращая правой рукой штурвал задней бабки, а левой совершая ритмические колебательные вращения на 180-200 градусов по чуть- чуть примерно за 2 часа просверлил сию заготовку насквозь. Обороты токарного патрона – не большие : 160 об/мин – самые оптимальные оказались…
У меня увело на 0.6 мм на длине 600 мм полагаю не из-за того, что эта технология не работает, а только из-за того, что первоначально заднюю бабку часиками под расточку шейки под пальцы люнета не выставил .
Если заготовку изначально выставить по центрам , то отклонение на длине 600 мм было бы не более одной десятки.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
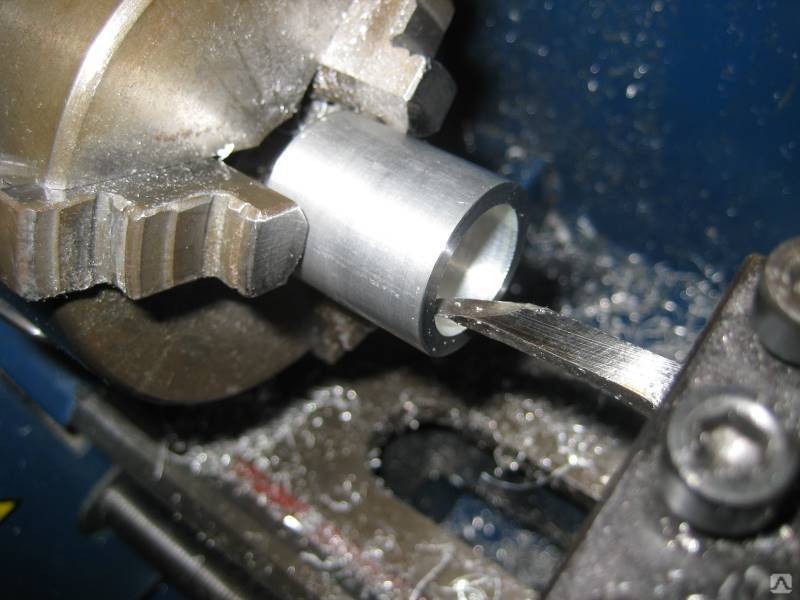
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
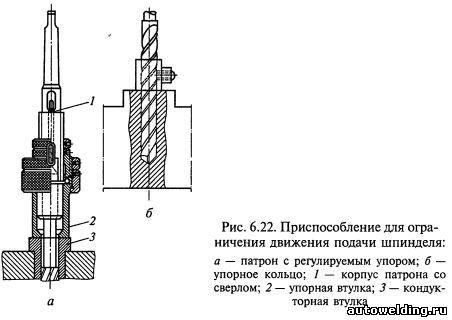
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.







Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Материал оправки
Расточные оправки делают из стали, тяжелых сплавов на основе вольфрама и твердого сплава. Наиболее популярным материалом является легированная сталь, но некоторые производители используют и углеродистую сталь. Вне зависимости от марки все углеродистые и легированные стали обладают одним и тем же модулем упругости, МПа. Распространенным заблуждением является то, что оправка из стали с большей твердостью или прочностью лучше противостоит упругим деформациям. Как видно из формулы для расчета отжима при растачивании, он не зависит от твердости или прочности материала, а зависит от модуля упругости.
Тяжелые сплавы на основе вольфрама получают методом порошковой металлургии из порошков вольфрама, никеля, железа и меди и др. Модуль упругости таких материалов МПа. Отжим оправок из этих материалов на 50-60% меньше чем у стальных при одинаковом вылете и диаметре оправки и остальных параметрах.
Расточные оправки из твердого сплава обеспечивают наименьший отжим благодаря высокому модулю упругости. Обычно расточные оправки из твердого сплава состоят из 90-94 процентов карбида вольфрама и 10-6 процентов кобальта, соответственно. Модуль упругости таких твердых сплавов МПа.
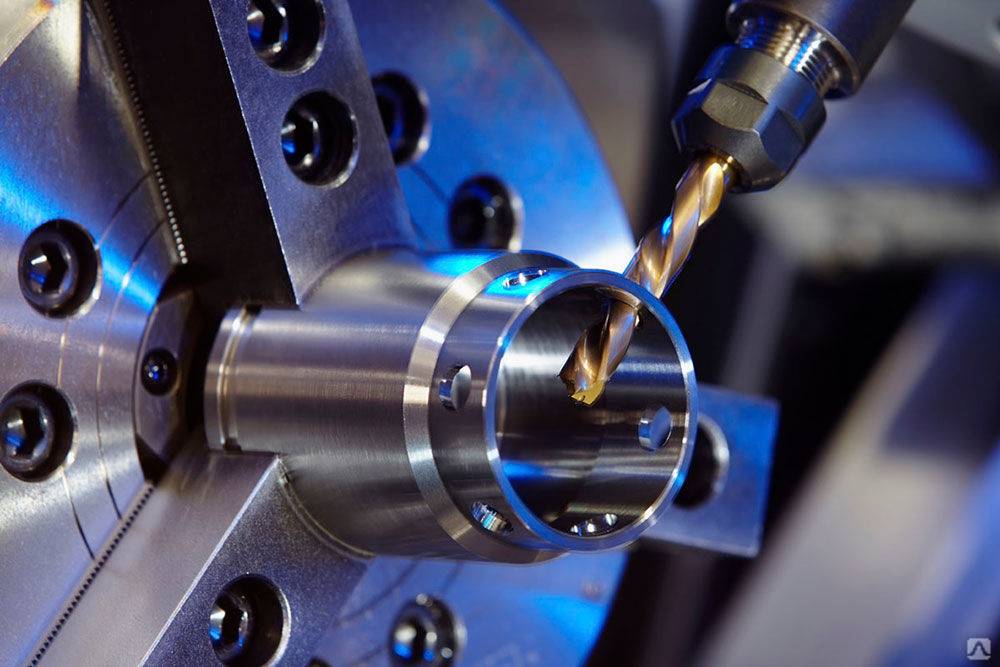
Сверление
Главное движение резания при сверлении — вращательное, оно выполняется заготовкой; движение подачи — поступательное, выполняется инструментом. Перед началом работы проверяют совмещение вершин переднего и заднего центров токарного станка. Заготовку устанавливают в патрон и проверяют, чтобы ее биение (эксцентричность) относительно оси вращения не превышало припуска, снимаемого при наружном обтачивании. Проверяют биение торца заготовки, при котором будет обрабатываться отверстие, и выверяют заготовки по торцу. Перпендикулярность торца заготовки к оси ее вращения можно обеспечить подрезкой торца. При этом в центре заготовки можно выполнить углубление для обеспечения нужного направления сверла и предотвращения его увода и поломки. Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие пиноли задней бабки, а если размеры конусов не совпадают, то используют переходные втулки.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны, которые устанавливают в пиноли задней бабки.
Перед сверлением отверстий заднюю бабку перемещают по станине на такое расстояние от заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки. Перед началом сверления заготовку приводят во вращение включением шпинделя.
Сверло плавно (без удара) подводят вручную (вращением маховика задней бабки) к торцу заготовки и производят сверление на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают заготовку и проверяют точность расположения отверстия. Для того чтобы сверло не сместилось, предварительно производят центрование заготовки коротким спиральным сверлом большого диаметра или специальным центровочным сверлом с углом при вершине 90°. Благодаря этому в начале сверления поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси вращения заготовки. Для замены сверла маховик задней бабки поворачивают до тех пор, пока пиноль не займет в корпусе бабки крайнее правое положение, в результате чего сверло выталкивается винтом из пиноли. Затем в пиноль устанавливают нужное сверло.
При сверлении отверстия, глубина которого больше его диаметра, сверло (также как при работе на сверлильных станках), периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
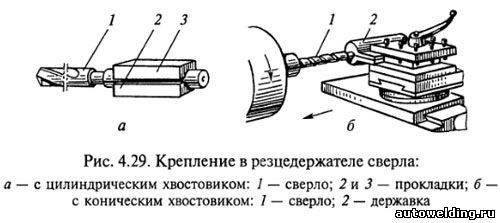
При ручном управлении станком трудно обеспечить постоянную скорость движения подачи. Для стабилизации скорости подачи используют различные устройства. Для механической подачи сверла его закрепляют в резцедержателе. Сверло 1 с цилиндрическим хвостовиком (рис. 4.29, а) с помощью прокладок 2 и 3 устанавливают в резцедержателе так, чтобы ось сверла совпадала с линией центров. Сверло 1 с коническим хвостовиком (рис. 4.29, б) устанавливают в державке 2, которую крепят в резцедержателе.
После выверки совпадения оси сверла с линией центров суппорт со сверлом вручную подводят к торцу заготовки и обрабатывают пробное отверстие минимальной глубины, а затем включают механическую подачу суппорта. При сверлении напроход перед выходом сверла из заготовки скорость механической подачи значительно уменьшают или отключают подачу и заканчивают обработку вручную.
При сверлении отверстий диаметром 5…30 мм скорость подачи S0 = 0,1 …0,3 мм/об для стальных деталей и S0 = 0,2…0,6 мм/об для чугунных деталей.
Для получения более точных отверстий и для уменьшения увода сверла от оси детали используют рассверливание, т. е. сверление отверстия в несколько приемов. При сверлении отверстий большого диаметра (свыше 30 мм) также прибегают к рассверливанию для уменьшения осевого усилия. Режимы резания при рассверливании отверстий те же, что и при сверлении.
Критерии выбора
При выборе атрибута для станка нужно обязательно учитывать несколько основных критериев, руководствуясь которыми выбор будет сделан правильно.
- Технические параметры изделия: размер, вес, цвет, точность работы, угол заточки.
- Вид станка. Для каждого станка есть специальное изделие.
- С каким материалом будет связана работа.
- Для каких целей нужно изделие. Конечно, если это производственная деятельность больших масштабов, нужно покупать профессиональный атрибут. А вот для хозяйственных нужд прекрасно подойдут бытовые заточные сверла.
- Производитель и стоимость. На сегодняшний день самыми популярными и надежными производителями буравчиков для станков являются компании Bosch, Ruko, Haisser и «Зубр».
При покупке внимательно осмотрите изделие. На нем должна быть маркировка – это предусмотрено законодательством и нормативными документами, по которым изготавливаются сверла. Все требования к ее нанесению четко прописаны в ГОСТ 2034 – 80. Маркировка состоит из набора букв и цифр. Данный набор символов указывает на диаметр изделия, наличие в сплаве для его изготовления различных примесей, коэффициент твердости, место изготовления и технологию производства.
Технические условия на изготовление фундамента.
Для станков нормальной точности: Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Статья по теме: Телескопическая опалубка перекрытий
Для станков повышенной точности: Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250). Глубина фундамента Н > 0,6 √F, где F — площадь фундамента. Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
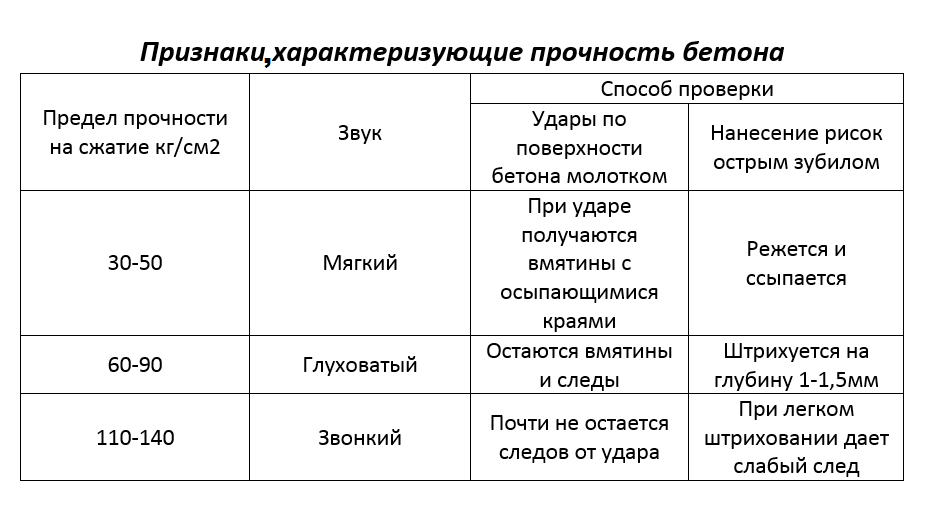
Прочность бетона фундамента. Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней. Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм. Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
Характеристики процесса глубокого просверливания
При глубокой обработке соблюдают основные принципы технологического процесса.
Изначально выполняют подбор вращательной скорости сверлильной части оборудования либо максимально возможной скорости резания (подачи сверл).
Следят за обеспечением нормального дробления стружки, выводом содержимого из углублений полностью.
Важным нюансом в момент иссечения отходов считается сохранность резца инструмента. В этой части сверло повреждений иметь не должно, равно как и заусенцев и прочих изъянов. Еще одним ключевым критерием эффективной обработки поверхностей металла является подача охладительно-смазывающей жидкости по правилам.
Поскольку детали сверлятся в сопровождении подачи охладительно-смазывающей жидкости с некоторым давлением и с заданной величиной расхода, в систему вводят работу насосных устройств – маслонасосов либо насосов для перекачивания вязких веществ.
Мощность системы подбирают, основываясь на расходовании жидкости и необходимой величине давления для подачи смазочного средства.
Подача жидкости – непременный пункт технологии:
- Выполняется правильный вывод стружки из рабочей зоны по выводным каналам.
- Понижается сила трения между соприкасающимися элементами.
- Осуществляется выведение излишков тепла, образующегося при процедуре длительного сверления, при этом обеспечивается сохранность сверла.
- Производится дополнительная обработка выемки.









Виды сверления на токарных станках
Условно, существует три вида процесса сверления отверстий на токарном станке по степени вмешательства человека:
- Ручное. Этот способ предусматривает подачу режущего инструмента в зону резания с помощью маховика задней бабки, приводимого в движение мускульной силой человека.
- Механическое. При этом способе обработки отверстий подача сверла осуществляется с помощью механической подачи, поступающей от каретки суппорта к задней бабке через специальное устройство. Не все токарные станки имеют такие устройства и, соответственно, возможность осуществлять механическое сверление.
- С помощью ЧПУ. Полная автоматизация обработки изделий возможна на станках с ЧПУ. На токарном станке с ЧПУ можно совершать обработку отверстий различными способами и инструментами без вмешательства человека.
Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
- Установить их, сопоставив с отверстием токарного патрона.
- Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
- Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
- Начиная с низких оборотов следует найти оптимальный режим вращения.
- Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
https://youtube.com/watch?v=WRznOOpCaNg
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.





