

Как сверлить дрелью ?
Что бы разобраться как правильно сверлить дрелью металл, нужно вывести ряд основных правил, от которых не желательно отходить:
- Вам понадобиться дрель или шуруповерт, керн с молотком, средства защиты-очки и средство для охлаждения сверла(чаще всего машинное масло).
- В начале работ нужно разметить центр отверстия
- Надеть защитные средства. Стружка может легко отскочить в глаза. После чего извлечь от туда будет проблематично без специализированной врачебной помощи.
- Накернить центр отверстия.
- Начинать сверление на малых оборотах
- Периодически доставать сверло из отверстия очищая от стружки и охлаждая в масле.
Соблюдая выше изложенные правила и последовательность, можно без проблем делать отверстия любого диаметра. При выполнении которых срок годности сверла будет максимальным, за счёт выдержки малых оборотов и его охлаждения в масле.
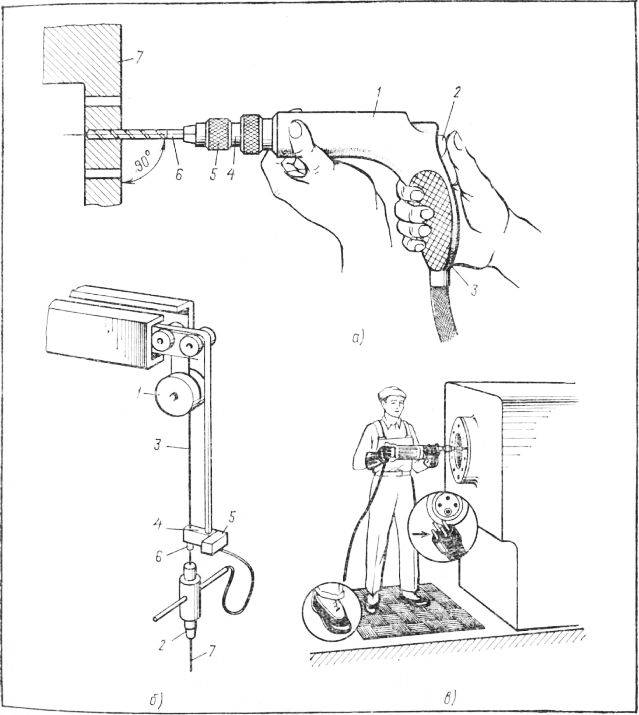
На большом количество дрелей можно установить ограничитель глубины, который позволяет настраивать глубину сверления. Он может понадобиться вам при сверлении глухих отверстий.
Источник
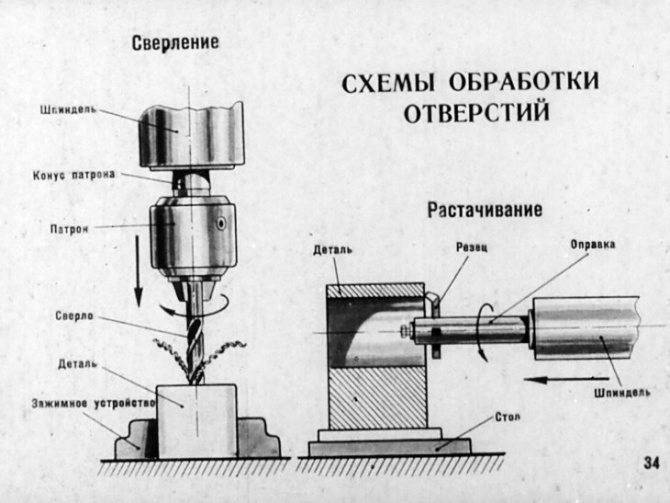
Сверление
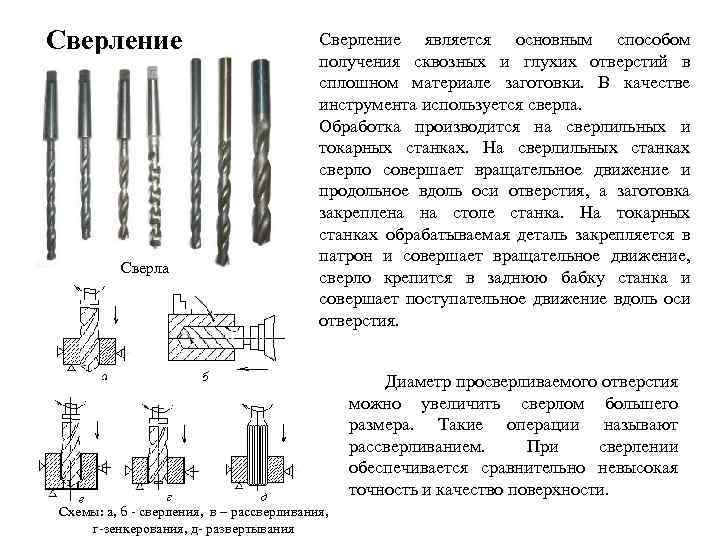
Сверление – это ключевая функция станков, о которых идет речь. Оно нужно для создания отверстий в различных деталях. Нередко в качестве таковых выступают крепежные детали, такие как шпильки и болты. Кроме того, с помощью станков производятся отверстия для облегчения конструкций.
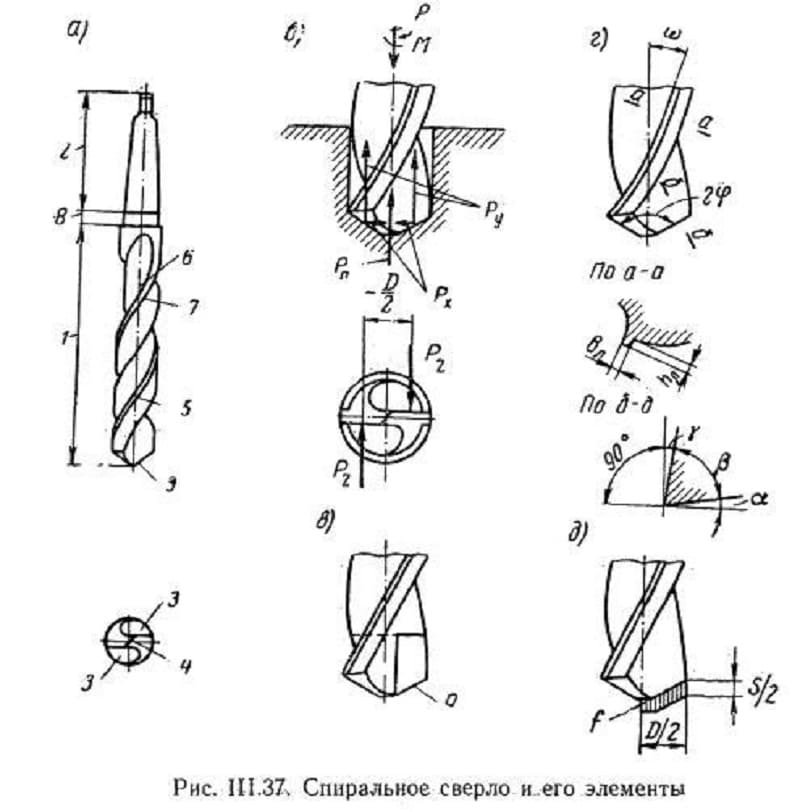
Работа на сверлильных станках подразумевает использование самых разных комплектующих. Наиболее популярный инструмент – спиральные сверла диаметром до 80 миллиметров. Данный инструмент отличается небольшой жесткостью. Специалисты рекомендуют подбирать сверла минимально возможной длины и фиксировать их с незначительным вылетом. В процессе работы с деталями из труднообрабатываемых видов стали рекомендуется использовать традиционные сверла спирального типа с подходящими геометрическими параметрами.
Также во время работы на станках для сверления активно используется инструмент из быстрорежущих металлов. Данный вид инструмента обеспечивает максимально точное резание высокопрочных видов чугуна и стали, а также цветных сплавов.
Разметка металла перед сверлением
Перед началом сверления металла разными способами обязательно проводят разметку отверстия. С помощью кернера отмечают то место на поверхности изделия, где будет сделана прорезь. Помимо кернера, может быть использован маркер. Впрочем, это менее удобно, поскольку придется постоянно следить за нахождением сверла в выбранной точке. Кернер делает небольшое углубление в месте сверления. Для этого по нему ударяют молотком. Получаемая наметка будет удобной для дальнейшей работы.
Повысить точность можно с помощью предваряющего работу сверления. На поверхности заготовки зубилом изготавливаются насечки, призванные направить инструмент в сторону отверстия.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При необходимости производства нескольких отверстий в заготовках применяют шаблон. Таким образом, сверлят сразу несколько листов металла, которые соединены струбциной.
Для изготовления точных отверстий, которые должны быть расположены под углом, используют кондуктор. Это небольшая планка с расположенными на ней шаблонами для отверстий. Такие приспособления используются в разных отраслях промышленного производства.
В настоящее время применяется несколько видов кондукторов, например:
- универсальный;
- закрепляемый;
- поворотный;
- скользящий;
- накладной.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
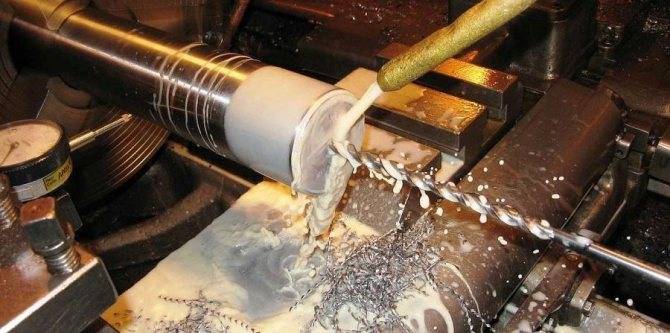
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Сверление
За скорость резания (м/мин) принимают окружную скорость точки. Окружная скорость режущей кромки наиболее удаленной от оси сверла:
м/мин.
Откуда
, мин–1 – частота вращения сверла.
Для обработки конструкционных углеродистых сталей:
, м/мин.
Скорость резания при сверлении изменяется от максимального значения вдоль режущей кромки на периферии сверла до нулевого значения У центра. Вызывает сложное деформирование Ме элемента срезаемого слоя.
Подача Sв (мм/об) равна осевому перемещению за один оборот. Глубина резания при сверлении в сплошном материале:
t=D/2
При рассверлении:
t=(D-d)/2, мм.
При выборе V особо учитывать стойкость сверла.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.
В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.







При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
В чем суть операции рассверливания?
Обработка больших отверстий предполагает высокое усилие подачи, а это сильно утомляет станочника. Иногда при использовании сверл, подходящих для такого вида работ, попросту не хватает мощности станка. Рациональный выход в этой ситуации — обработка отверстия несколькими сверлами, имеющими разный диаметр. Причем длина поперечной кромки одного инструмента должна быть меньше диаметра другого. Поперечная кромка не принимает участия в резании, следовательно, усилие, которое требуется для подачи, уменьшается. Это помогает сократить риск увода сверла.
Диаметр второго инструмента соответствует половине первого. Только так можно равномерно распределить силы, возникающие при подаче двух сверл и обеспечить оптимальные условия их износа.
Рассверливание — метод механообработки, позволяющий получить точные отверстия и минимизировать увод инструмента от оси заготовки. Режимы резания для подобных операций рассчитываются так же, как при сверлении.
Способы сверления
В зависимости от типа производства и поставленной задачи обработка металлов сверлением может выполняться разными способами.
Сверление по кондуктору и по разметке
В мелкосерийном и единичном производстве сверление отверстий в деталях выполняют по разметке. К сверловщику заготовки поступают уже размеченными (с нанесенными на них центром будущего отверстия и контрольными окружностями). Прежде всего проводится предварительное сверление. Оно осуществляется с ручной подачей, диаметр пробного отверстия примерно 0,25D. Далее шпиндель со сверлом отводят, стружку удаляют и проверяют, совпала ли полученная пробная окружность с размеченной контрольной окружностью. При точном совпадении сверление металла продолжается и доводится до конца. При отклонении необходима корректировка: в том направлении, куда необходимо сместить сверло, узким зубилом прорубают канавки, по которым оно должно уйти в нужную точку. После этого продолжают сверление до достижения желаемого результата.
В условиях массового производства чтобы сократить время на настройку станка и сделать обработку деталей на сверлильных станках более точной, применяют кондукторы. Они предназначены для фиксирования заготовки в нужном положении и точного направления режущего инструмента в соответствии с требованиями технологического процесса. Обрабатываемая деталь ставится в установочную базу, а направление сверлу обеспечивают кондукторные втулки. Рабочий не занимается настройкой станка и/или проверкой точности настройки, а только устанавливает заготовку, включает и выключает станок, после чего снимает обработанную заготовку и устанавливает следующую. Тем самым сокращается время, расходуемое на операцию сверления отверстий в деталях, повышается точность обработки. Кондукторы не используют на единичном производстве из-за того, что изготавливать специальное приспособление для сверления отверстий в нескольких деталях нерентабельно.
Сквозные и глухие отверстия
Отверстия, проходящие через всю деталь, называют сквозными, а высверливаемые на определенную глубину — глухими. Процессы их сверления имеют существенные различия. Так, к примеру, в момент выхода сверла из заготовки с противоположной стороны сверло может заклинить, либо оно может сломаться из-за резкого уменьшения сопротивления материала заготовки. Учитывая, что операции на сверлильном станке выполняются обычно с механической подачей, необходимо перейти на ручную подачу и уменьшить скорость подачи до самой малой.
Для сверления глухих отверстий существует три способа:
- На станках с устройством автоматического отключения подачи шпинделя при настройке на изготовление детали задается необходимая глубина сверления.
- На станках без устройства автоматического отключения подачи применяют специальный патрон с регулируемым упором, устанавливая упорную втулку относительно корпуса на требуемую глубину сверления (точность до 0,5 мм).
- Если не нужна большая точность по глубине, ее отмечают мелом непосредственно на сверле.
Рассверливание отверстий
Отверстия большого диаметра (от 25 мм и выше) сверлят обычно в два подхода. Сначала сверлится отверстие уменьшенного диаметра (он должен быть примерно равен длине поперечной режущей кромки второго, большего сверла). Тогда сверло большего диаметра будет в процессе резания металла испытывать не такие сильные нагрузки. Для рассверливания подходят только те отверстия, которые были получены путём сверления.
Более 8 лет на рынке инжиниринговых услуг во всех сферах машиностроения.
Источник
Электроэрозионная прошивка отверстий
Электроэрозионная обработка является одним из наиболее эффективных способов получения отверстий малого диаметра (от 0,05 мм), в том числе глубоких. Она может выполняться проволочными или стержневыми электродами-инструментами — одиночными при обработке одного отверстия или групповыми, собранными и установленными в определенном порядке, для одновременной прошивки группы отверстий. Проволочные элементы групповых электродов-инструментов подаются через кондуктор, при этом отклонения в расположении отверстий на детали напрямую зависят от качества кондуктора.
Следует учитывать, что все дефекты электродаинструмента (форма сечения, неравномерность диаметра по длине) будут сказываться на качестве получаемых отверстий. На точности обработки отверстий сказывается и жесткость электрода-инструмента.
При прошивке отверстий затруднена эвакуация продуктов разрушения, что снижает производительность, ведет к увеличению размера отверстия и конусности. Применение менее вязких рабочих сред облегчает процесс удаления продуктов эрозии. По описанным схемам прошивают отверстия сравнительно небольшой глубины (до 10 d).
Производительность электроэрозионного сверления может быть увеличена применением орбитального движения электрода инструмента относительно оси обрабатываемого отверстия. Это способствует также снижению конусности и дает возможность регулировать размер отверстия изменением радиуса орбитального движения.
В последние годы разработано и получает широкое применение специализированное электроэрозионное оборудование с ручным управлением и ЧПУ для обработки отверстий 0,2…6 мм. Обработка выполняется полыми электродами (рис. 17), подаваемыми через кондукторные втулки, изготавливаемые из алмаза, сапфира и других сверхтвердых материалов. Для того чтобы избежать образования при прошивке центрального стержня, отверстия в электродах выполняют смещенными от оси или используют несколько отверстий, разделенных перемычками.
Рис. 17. Электроды, используемые для прошивки отверстий
Электроду придается вращательное движение с частотой до 3000 об/мин, которое устраняет овальность получаемого отверстия, вызванную искажением профиля проволоки, а через его тело под высоким (до 10 МПа) давлением прокачивается диэлектрическая жидкость.
Станки, специализированные на такую обработку, способны производительно прошивать отверстия в твердых металлах с отношением глубины к диаметру до 200:1, минимальной конусностью (1,5° на 100 мм) и шероховатостью Rmax = 15 мкм. В качестве рабочих жидкостей используются дистилированная вода и специальные составы на водной основе, например «Vitol-KS». Скорость прошивки достигает 20 мм/мин. На рис. 18 приведены примеры, иллюстрирующие технологические возможности такой обработки.
Рис. 18. Детали с отверстиями малого диаметра, полученными электроэрозионной прошивкой
Отверстия с различными углами наклона на деталях сложной формы обрабатывают на оборудовании с ЧПУ. Например, на станках серии FH фирмы Beaumont используются 6- и 7-координатные системы ЧПУ. Некоторые из станков оснащаются механизмами автоматической смены электродов инструментов и кондукторных втулок, встроенными координатно-измерительными устройствами, системами правки электродов. На рис. 19 показан один из станков фирмы CURRENT.
Рис. 19. Специализированный станок для обработки отверстий фирмы CURRENT с устройством автоматической смены электрода-инструмента
С применением такого оборудования появилась возможность получения в охлаждаемых лопатках турбины (рис. 20) отверстий с минимальным диаметром 0,2…0,3 мм на глубину до 10 мм. Изготовление таких отверстий традиционными методами сопряжено с большими трудностями либо практически невозможно.
Рис. 20. Прошивка отверстий малого диаметра в охлаждаемых лопатках
Для повышения точности при сквозном прошивании отверстий с соотношением длины и диаметра 20 и выше применяют черновой и чистовой проход. При врезании и в конце обработки (при выходе электрода из пластины) снижают среднее значение рабочего тока (на 20…50%) для стабилизации электроэрозионного процесса врезания и получения входных и выходных кромок отверстия правильной формы.
Исходя из изложенного, можно отметить, что в настоящее время разработаны технологии и оборудование, изменившие представления о низкой технологичности и ограниченной производительности операций получения отверстий малого диаметра, в том числе глубоких, расширить возможности по созданию изделий различного назначения, содержащих большое количество малоразмерных глухих и сквозных элементов различной формы.
Источник журнал “РИТМ машиностроения” ” 5-2020
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.
В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.




Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.
Осторожность — добродетель
При сверлении глубоких отверстий наращивание до полной скорости и подач может создать проблемы безопасности и поставить под угрозу работу.Таким образом, многие из стандартных рекомендаций по универсальным сверлам T-A можно обобщить в одной фразе: осторожно подходите к пилотному отверстию. Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений
Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость. Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей
Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений. Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость
Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей.
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки. Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку
Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
Чем сверлят большие отверстия
Многих интересует, можно ли шуруповертом просверлить отверстия разного диаметра. Можно, но при этом инструмент должен быть оснащен дополнительными приспособлениями.
Есть несколько вариантов:
- Коронка (для изделий из металла). Небольшой круг определенного диаметра с острыми краями. В центре нужно расположить сверло, чтобы пробить металл. Коронка на малой мощности проделывает отверстие или дырку нужного диаметра. Во время работы края коронки и поверхность материала необходимо охлаждать.
- Несколько этапов. Здесь нужны сверла различного диаметра, от меньшего к большему. Начинать нужно со сверл малого диаметра, постепенно увеличивая, в зависимости от ширины отверстия.
- Приспособление в виде конуса.
Вышеназванные способы подходят для работы с металлом. Но при желании их можно использовать и с другими материалами.
 Конус для сверления
Конус для сверления
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.
В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Основные таблицы для сверления металлов, необходимые для правильного выбора режимов резания и иных нужд
Для сверления металлов мастера чаще всего пользуются следующими основными таблицами.
Рассверливание металла — это одна из многочисленных операций, которая часто выполняется при слесарных работах. Сверление производится для различных разборных/неразборных соединений, когда требуются определенного диаметра отверстия для заклепочных, болтовых либо шпилечных креплений.
Сам по себе металл — высокопрочный материал, поэтому при работе с ним независимо от того, требуется его рассверлить или прорезать, используются режущие инструменты, которые намного прочнее его. Сверление металлических деталей может производиться как в специальных промышленных мастерских, так и в домашних условиях при проведении различных ремонтных работ, в гараже или небольшой мастерской. Для домашнего сверления обычно используется ручная электродрель.
Безопасность
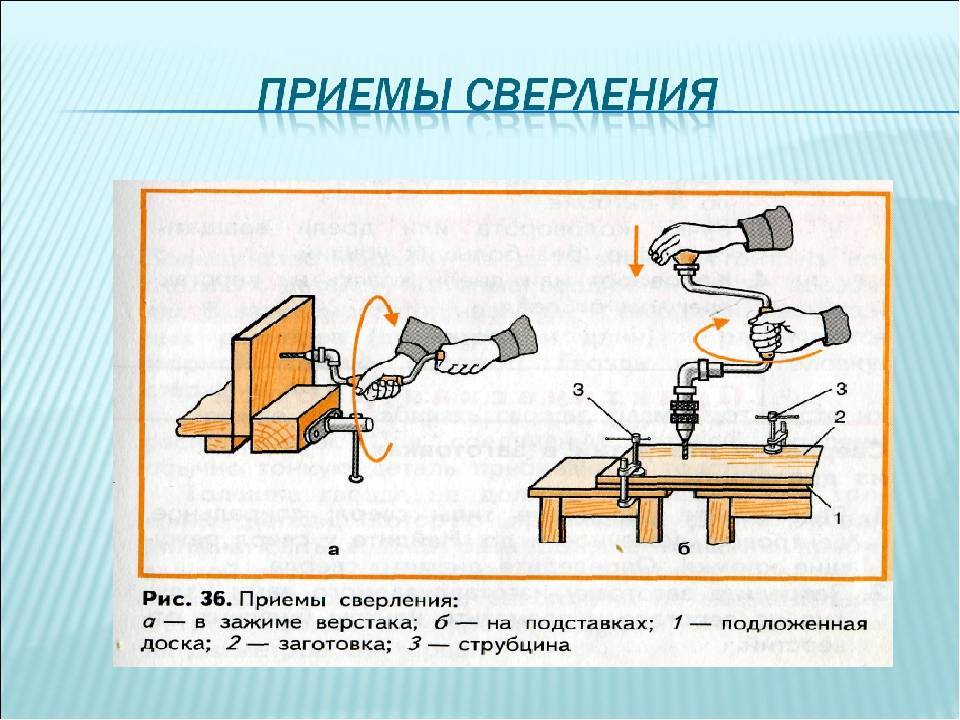
Любая работа, в том числе и по металлу должна выполняться с соблюдением всех необходимых мер безопасности. Заготовки средних, а также крупных размеров закрепляются на специальных приспособлениях или же на станочном столе. Маленькие детали удерживаются ручными тисками. Запрещается во время сверления держать обрабатываемые изделия руками.
Нельзя касаться движущихся элементов, перебрасывать ремни на станочном шкиве при его вращении. Стружка удаляется специальными крючками либо щетками. Рукава на спецодежде застегиваются либо закатываются выше локтя, волосы прячутся под головной убор, глаза закрываются предохранительными очками.

Рекомендуем также к прочтению:
Рассверливание металла — это одна из многочисленных операций, которая часто выполняется при слесарных работах. Сверление производится для различных разборных/неразборных соединений, когда требуются определенного диаметра отверстия для заклепочных, болтовых либо шпилечных креплений.
Сам по себе металл — высокопрочный материал, поэтому при работе с ним независимо от того, требуется его рассверлить или прорезать, используются режущие инструменты, которые намного прочнее его. Сверление металлических деталей может производиться как в специальных промышленных мастерских, так и в домашних условиях при проведении различных ремонтных работ, в гараже или небольшой мастерской. Для домашнего сверления обычно используется ручная электродрель.
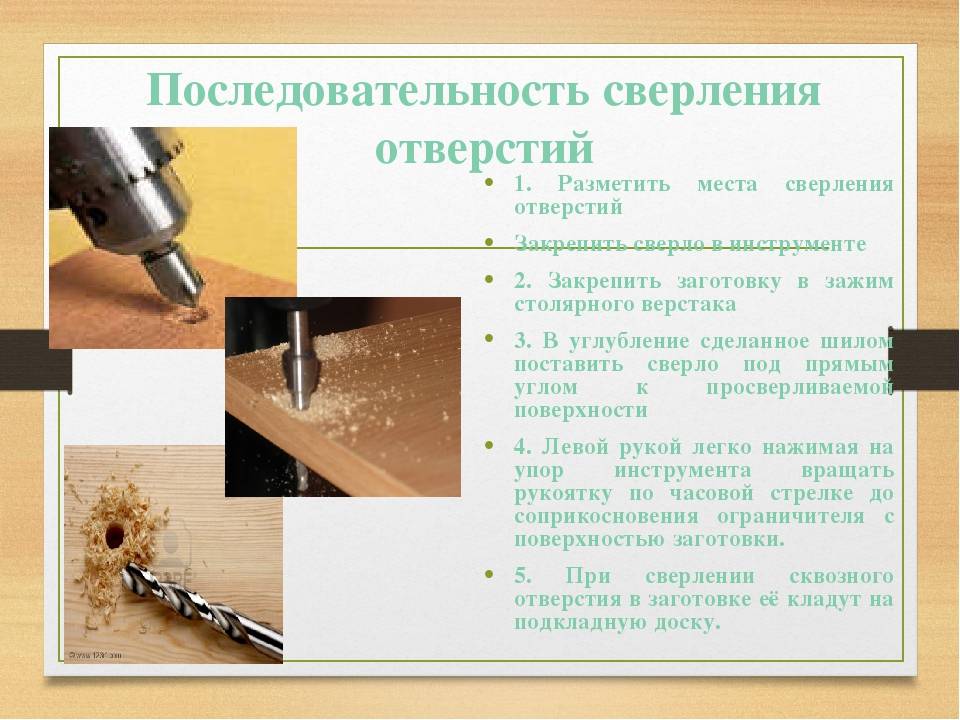
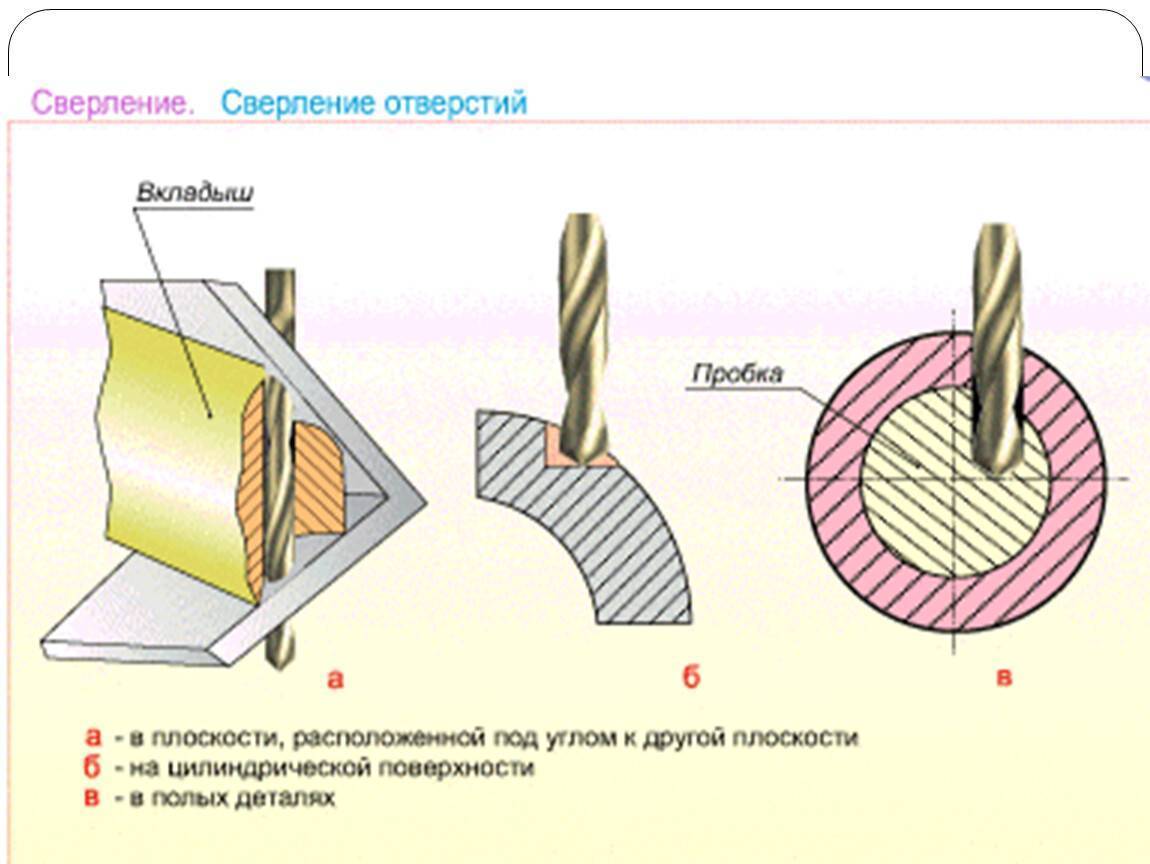
Сверление сквозных и глухих отверстий.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru Оглавление книги Предыдущая Следующая
В деталях машин и механизмов встречаются в основном два вида отверстий:
- сквозные, проходящие через всю толщину детали,
- глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки значительно уменьшается.
Если не уменьшить в это время подачу сверла, оно резко опустится, захватит большой слой материала и, заклинясь, может сломаться. Особенно это возможно при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом друг к другу.
Поэтому сверление сквозного отверстия производится с большой механической подачей шпинделя. В конце сверления нужно выключить механическую подачу и досверлить отверстие с ручной подачей, меньшей, чем механическая.
При сверлении с ручной подачей величину ее перед выходом сверла из отверстия следует несколько уменьшить и подачу производить осторожно, плавно. Сверление глухих отверстий имеет свои особенности, заключающиеся в способах определения достижения сверлом заданной глубины сверления
Имеется три основных способа сверления глухих отверстий
Сверление глухих отверстий имеет свои особенности, заключающиеся в способах определения достижения сверлом заданной глубины сверления. Имеется три основных способа сверления глухих отверстий.
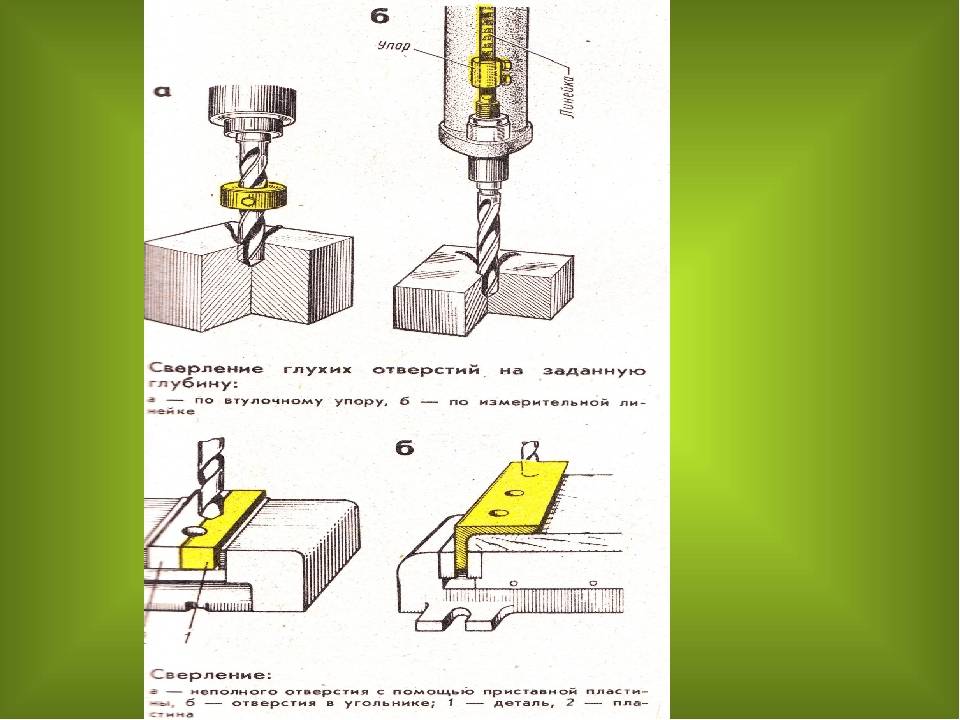
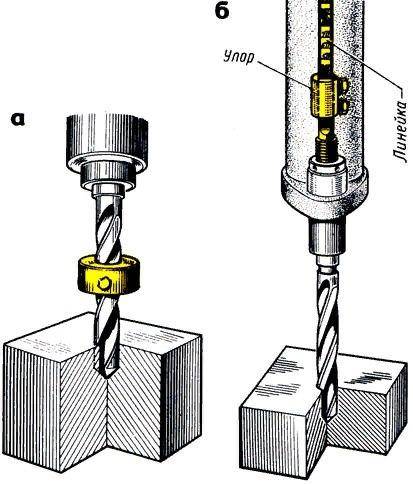
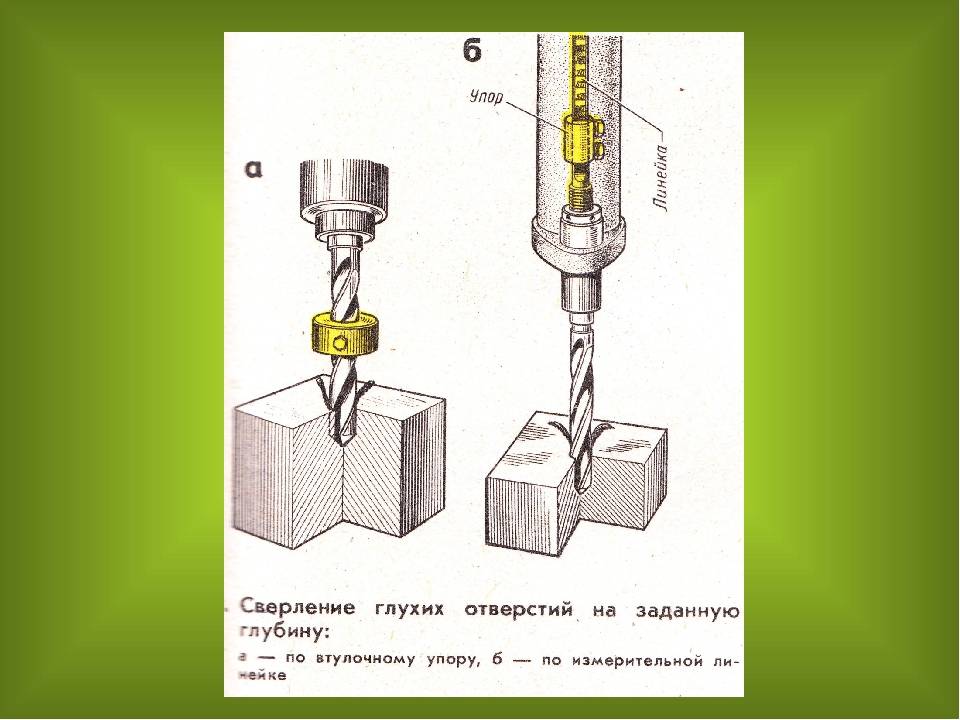
1. Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции надо его отрегулировать на заданную глубину сверления.
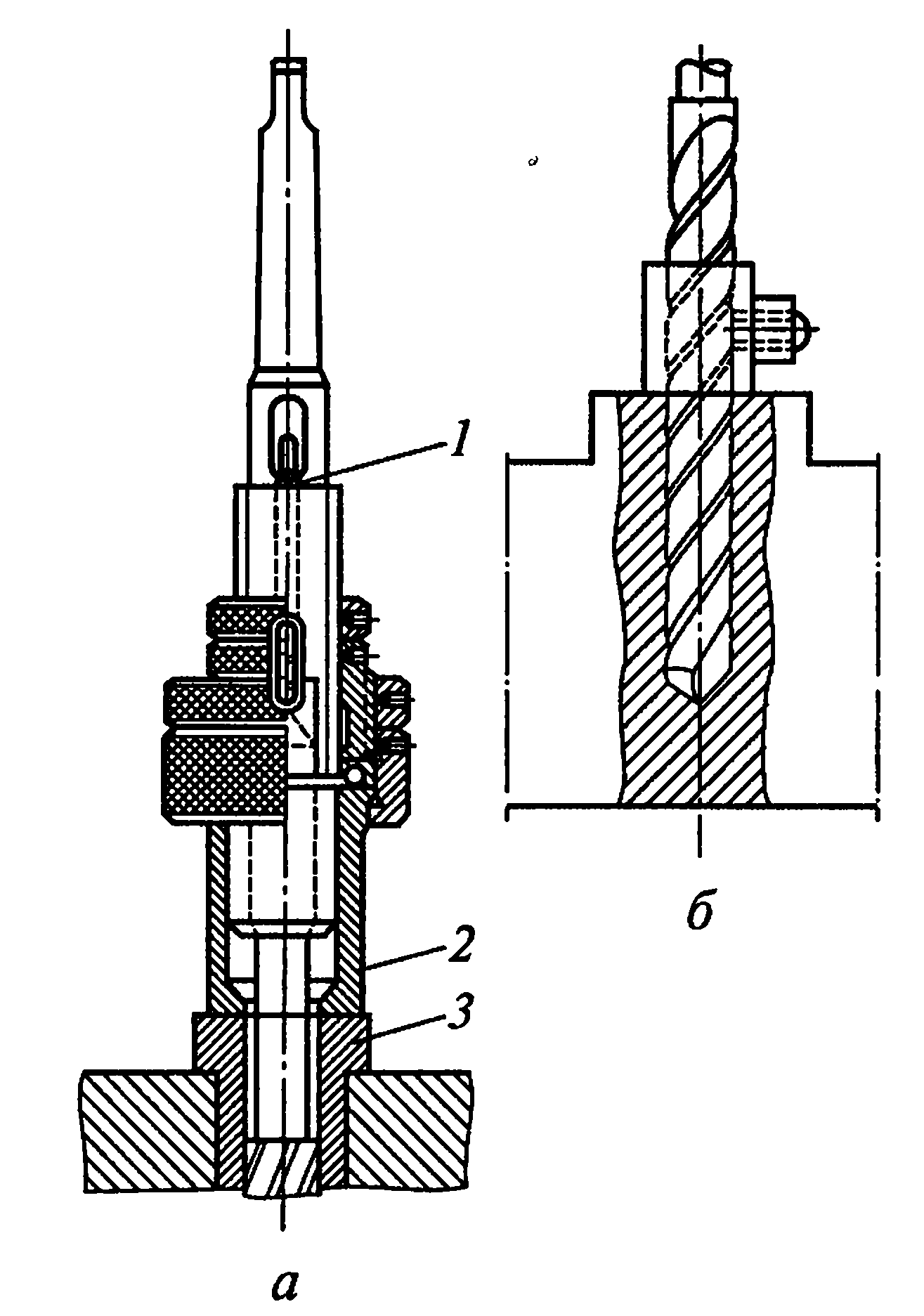
2. Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно пользоваться специальным патроном (рис. 9.3) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. При подаче шпинделя станка вниз он перемещается до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении в кондукторе) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1 — 0,05 мм.
3. Если не требуется большая точность глубины сверления и нет указанного патрона, можно пользоваться упором в виде втулки, закрепленной на сверле, или сделать на сверле мелом отметку глубины отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия можно периодически проверять глубиномером, но этот способ наименее производителен, так как в этом случае приходится выводить сверло из отверстия, удалять стружку и вновь после измерения вводить его.
Рис. 9.3. Приспособление для ограничения подачи шпинделя:
а — упорное кольцо; б — патрон с регулируемым упором
Перейти вверх к навигации





