

Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый «вентиль», для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия «вентилей», уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора
Иначе возможны пробои элементов или выход из строя из-за перегрева
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Техника безопасности
Выпрямитель для сварки является устройством, работающим от трехфазной сети питания
В связи с этим, в процессе сварки необходимо соблюдать некоторые меры предосторожности:. Характеристика выпрямителя ВД-306. Характеристика выпрямителя ВД-306
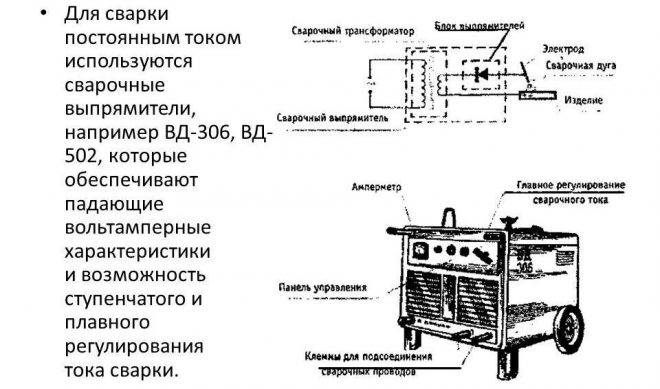 Характеристика выпрямителя ВД-306
Характеристика выпрямителя ВД-306
- Перед началом процесса нужно изучить правила по выполнению сварочных работ и инструкцию по эксплуатации от производителя.
- Запрещается использовать установку в металлических резервуарах. Железные стенки могут привести к поражению электричеством.
- Не допускается включение в сеть прибора с отсутствующим защитным кожухом или поврежденной изоляцией на сварочных кабелях.
- При проведении процесса нужно пользоваться средствами индивидуальной защиты: перчатки, очки и т. д.
- Для защиты глаз оператора от излучения сварочной дуги применяется специализированная маска.
- Не допускается контакт изоляции проводов и внутренних комплектующих с агрессивными жидкостями.
- Запрещено перемещать прибор и касаться токоведущих частей, если он включен в сеть. При замене электрода устройство нужно отключить.
Из вышеперечисленного следует, что данная модель является аппаратом для ручной электродуговой сварки. Им можно сваривать металлические детали из среднеуглеродистых и малоуглеродистых сталей. Изделие соответствует требованиям безопасности, и оборудовано специализированным зажимом для подключения заземления.
 Техника безопасности на рабочем месте сварщика
Техника безопасности на рабочем месте сварщика
Для какого вида сварки используются
C помощью этого оборудования производится большинство сварочных технологий. Они включают сварку ММА (ручная дуговая с электродом с покрытием), MIG (сварка плавлением в среде защитного газа), TIG ( аргонно-дуговая сварка неплавящимся электродом). Использование выпрямителей дает возможность сваривать не только черные металлы, но и нержавеющие, жаропрочные и жаростойкие высоколегированные стали, чугуны, цветные металлы, алюминиевые и титановые сплавы.

Какие электроды используются
Сварка может производиться электродами любых типов:
- сварочными электродами постоянного тока (например: УОНИИ-13/55 или УОНИ-13/55);
- универсальными электродами (например: АНО-4, МР-3 или ОЗС-12);
- специальными электродами.
Классификация устройств
Можно выделить различные основные типы сварочных выпрямителей, так как существует несколько способов их классификации.
Если рассматривать конструкцию силовой части, то допускается деление на следующие
- тиристорные модели;
- исполнения с насыщающим дросселем;
- инверторы;
- модификации, регулируемые трансформатором;
- устройства, регулируемые транзистором.

При подборе выпрямителей нужно ориентироваться на предстоящую технологию сварки. Например, если работа будет вестись в газовой защитной среде, под флюсом, используются модели, обладающие жесткими внешними показателями. Они предполагают, что напряжение настраивается магнитным, витковым, фазовым и импульсным способами.
Классическая технология ручной дуговой сварки подразумевает использование выпрямителей с падающими внешними показателями. Они базируются на повышении сопротивления трансформаторов или на обратной связи по току. Представлены и универсальные устройства, которые сочетают жесткие и падающие внешние характеристики.
Прочие параметры, позволяющие классифицировать устройство, можно представить таким списком:
- Выходная сила тока. Чем больше этот показатель, тем толще могут быть стенки обрабатываемой детали. Небольших токов достаточно только для работы с тонкими металлическими пластинами. Высокая сила существенно расширяет эксплуатационную сферу, позволяет не только сваривать металл, но и резать его.
- Класс точности регулировки. Профессионалам лучше выбирать приборы, позволяющие предельно точно скорректировать рабочие показатели.
- Число выходов. Профессиональные модели нередко предполагают наличие на корпусе сразу нескольких выходов для установки держателей электродов. Получается, что одним устройством одновременно могут пользоваться несколько сварщиков. Это избавляет от необходимости покупки дополнительных приборов, но отражается на габаритах в большую сторону.
- Эффективность охлаждающей системы. Бытовые модели редко оснащаются дорогой и производительной системой охлаждения, так как ориентированы на краткосрочные и не слишком сложные работы. Профессиональные аналоги эксплуатируются бесперебойно гораздо дольше.
Посмотрите видео-обзор сварочного выпрямителя ВД-201 АД AC DC:
Подведем итоги
Итак, мы разобрались, что такое сварочный выпрямитель. Несмотря на недавнее появление, он уже пользуется высоким спросом и у профессионалов в области сварки, и у тех, кто пользуется данной технологией время от времени.
Расширение функциональных возможностей сварочного аппарата, улучшение качества получаемого шва – преимуществ у его использования множество, что и способствует популярности.
ВДУ-306МТ «Трасса»
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
Конструктивное исполнение «Трасса» — на платформе с амортизаторами повышенной вибростойкости — для работы в тяжелых климатических условиях в составе передвижных сварочных единиц.
Выпрямитель ВДУ-306МТ является новейшей разработкой и существенно отличается от всех известных выпрямителей серии ВДУ своими сварочными свойствами. Использование надежных силовых тиристоров, управляемых микроконтроллером, обеспечивает формирование внешних характеристик для различных видов сварки.
При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
комбинированную внешнюю вольтамперную характеристику; плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений; дистанционное регулирование сварочного тока на расстоянии до 30м; выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях; режим «горячий старт» — регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва; режим форсирования тока короткого замыкания
В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов; функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание; ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Аттестованы АЦ «Газпром», включены в:
|
| Аттестованы ОАО «ВНИИСТ», включены в: РД 08.00-60.30.00-КТН-050-1-05 «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». |



При любом способе сварки рабочие параметры задаются в цифровом виде в абсолютных значениях. Значения тока и напряжения, характеризующие режим сварки, отображаются на цифровых индикаторах. Предусмотрено хранение в памяти и воспроизведение заранее установленных режимов, в том числе подобранных сварщиком.
Температура эксплуатации от -40 до +400С.
| Технические характеристики: | ММА | МИГ/МАГ | ТИГ |
| Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
| Номинальное напряжение дуги, В | 32 | 29 | 22 |
| Пределы регулирования сварочного тока, А | 30 — 350 | 50 — 350 | 30 — 350 |
| Пределы регулирования рабочего напряжения, В | 21 — 34 | 15 — 32 | 11 — 24 |
| Коэффициент наклона внешних характеристик, В/А | 0,4 — 2,0 | ∞ | |
| Напряжение холостого хода, В | 12 | 85 | |
| Номинальное напряжение питающей сети, В | 380 | ||
| Номинальная частота, Гц | 50 | ||
| Число фаз питающей сети | 3 | ||
| Потребляемая мощность, кВА | 23 | ||
| Габаритные размеры, мм | 710 х 670 х 750 | ||
| Масса, кг | 182 |
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.
Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
Такой аппарат может применяться при максимально длительном режиме включения.
Видео:
Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
ВАЖНО ЗНАТЬ: Какие лучше выбрать электроды для инверторной сварки?
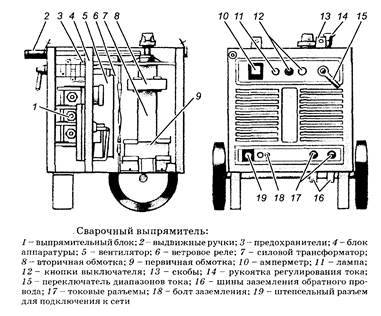
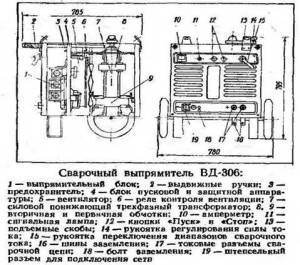
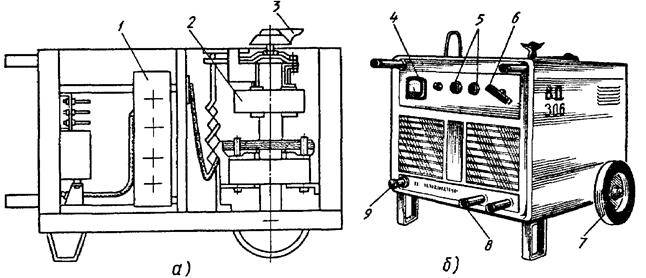
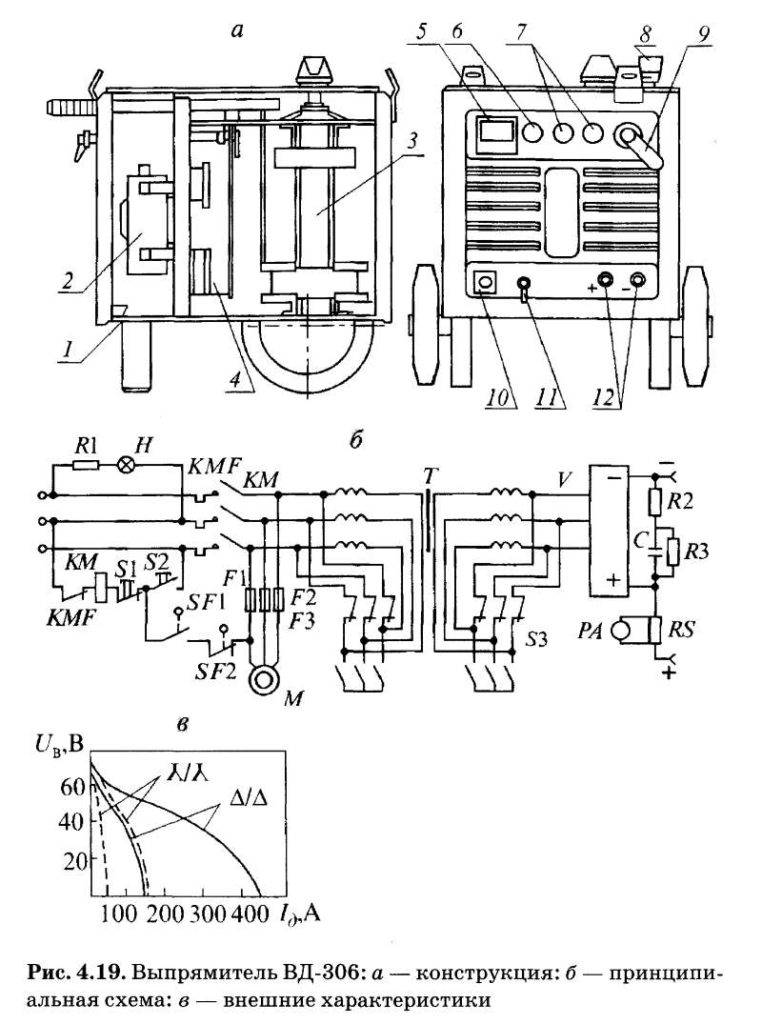
2 Особенности конструкции и принцип работы ВД 306
Аппарат является передвижным. Выполнен в однокорпусной форме. В составе выпрямителя присутствуют следующие составные компоненты:
- кожух;
- вентилятор;
- магнитный шунт;
- выключатель (автоматический);
- блок выпрямителей;
- трехфазный силовой трансформатор.
Сердечник трансформатора изготовлен из электротехнической листовой (0,5 миллиметров) стали 2212. Он снабжен стержневым магнитопроводом. Неподвижные катушки вторичной и первичной обмоток сделаны из алюминиевого изолированного кабеля. Обмотки, отходящие от сердечника, обрабатываются на заводе-изготовителе специальным лаковым составом, рекомендованным для электротехнических конструкций. Изоляция этих обмоток – стеклопластиковая.
Питание агрегата осуществляется от переменной трехфазной сети. Блок выпрямителей (он является полупроводниковым) отвечает за преобразование напряжения (из переменного получают требуемое сварочное). Регулировка тока для сварки выполняется при помощи рукоятки, которая размещена на лицевой стороне панели блока. Модификация индуктивного рассеивания становится возможной при вращении этой рукоятки (она размыкает либо смыкает магнитный шунт).

Конструктивные особенности и принцип работы
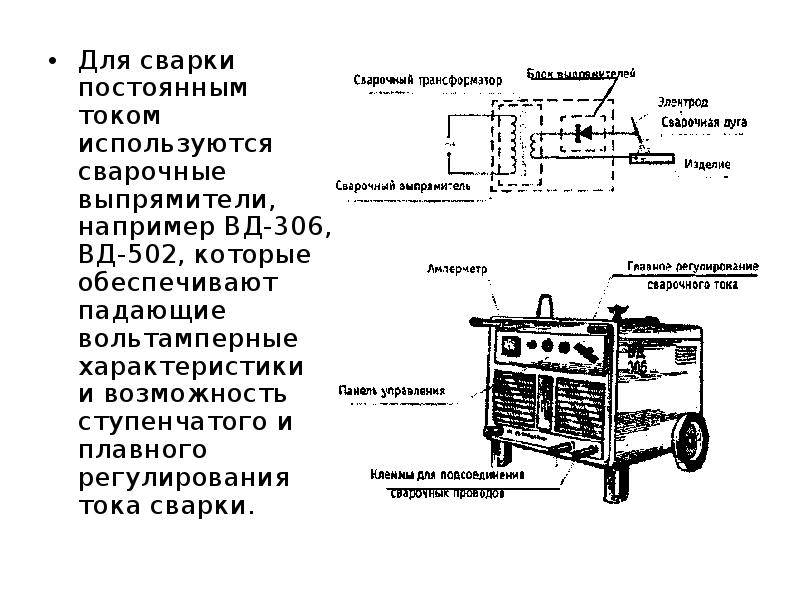
Выпрямитель ВД-360 относительно небольшой по весу и габаритам. Для легкости перемещения многие модели имеют колеса. Заземление встроенное. Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику. Нестабильное напряжение не отражается на значении тока на выходе. Выпрямитель состоит из узлов и деталей:
- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
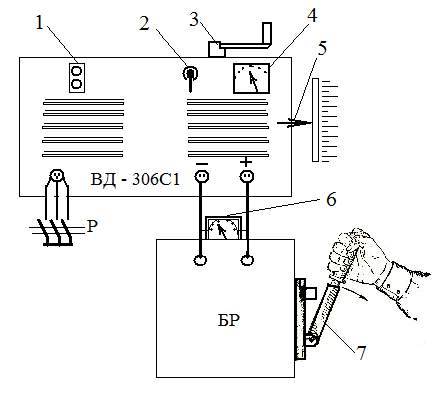
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
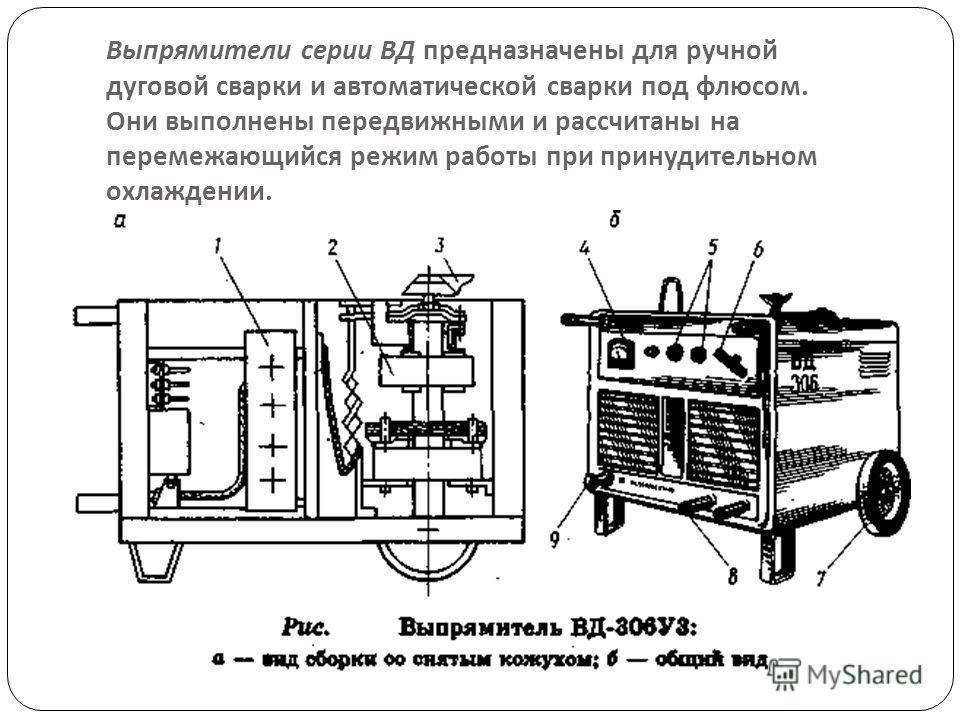
Разновидности
Сварочники серии ВД-306 представлены вариантами модификаций: СТ, Б, Ш, М1 и специального исполнения для определенного климата, например УЗ. Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
Важно! Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика
Для модификаций
Модель ВД-306 является передвижным цельнокорпусным сварочным аппаратом и состоит:
- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.





Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
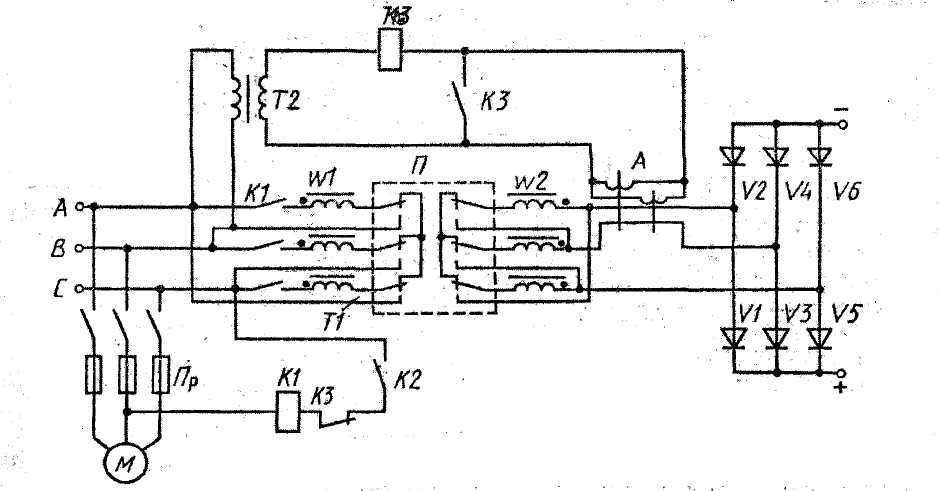
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой
Плюсы и минусы оборудования
По сравнению с трансформатором, выпрямитель обладает рядом преимуществ:
- Экономное потребление энергии;
- Стабильность электрической дуги;
- Качество соединения;
- Малое количество брызг;
- Работа с нержавейкой;
- Простота и надежность конструкции, которые обеспечивают комфортную регулировку;
- Высокий КПД.
- Небольшие габариты и малый вес.
Наряду с достоинствами имеется ряд недостатков, которых гораздо меньше:
- Повышенные требования к стабильности напряжения в сети;
- Повышение качества сопровождается незначительной потерей мощности;
- Слабая защита от коротких замыканий, особенно длительных;
- Более высокая стоимость.
Положительные качества обеспечивают устойчивый интерес к оборудованию, несмотря на недостатки.
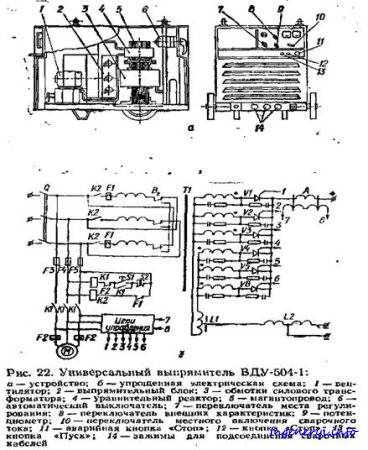
Приложение 3
Зачистку сварных швов от шлака следует производить только после полного остывания шва и обязательно в очках с простыми стеклами. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД.
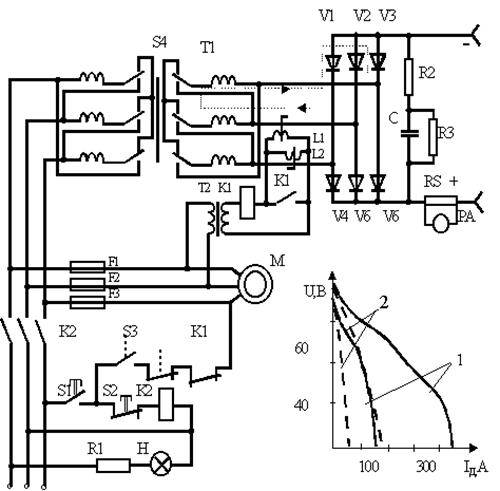
Вид внешних характеристик показан на рис 5,6 и 7. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Диапазон регулировки тока зависит от внешних характеристик.
В правой верхней части передней стенки установлен блок управления выпрямителем Претензии о несоответствии примененной комплектации со схемами и перечнями паспорта предприятием-изготовителем не принимаются. Драгоценные материалы, указанные в ГОСТ 2.
Читайте дополнительно: Смета на монтаж электрооборудования образец
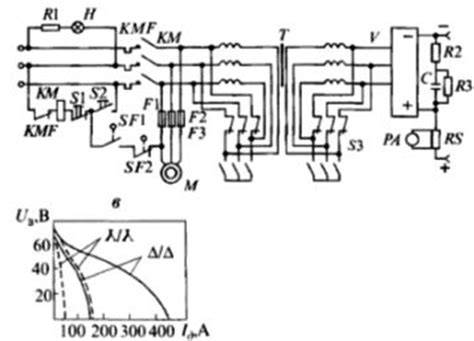
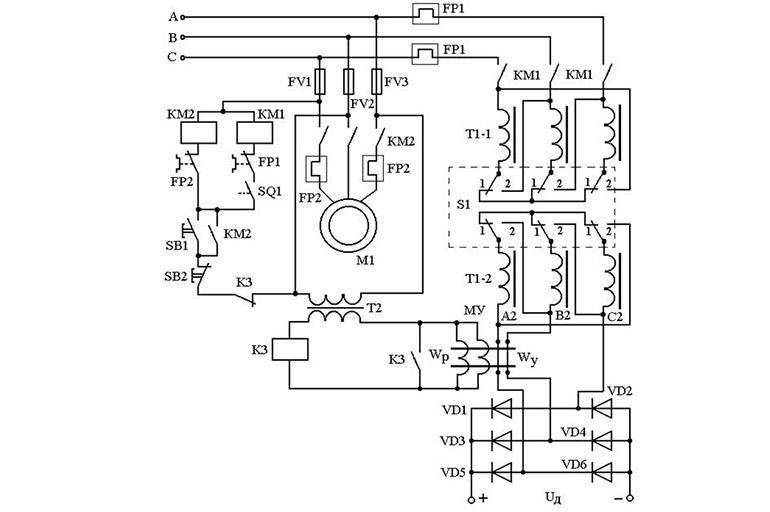
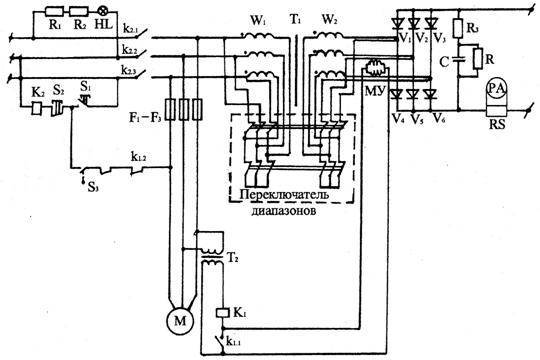
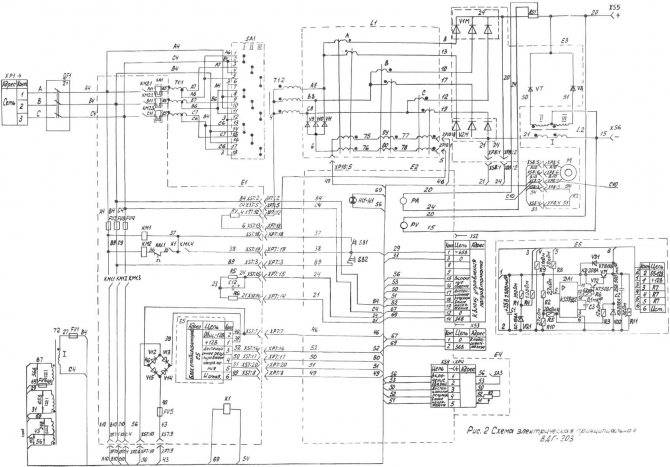
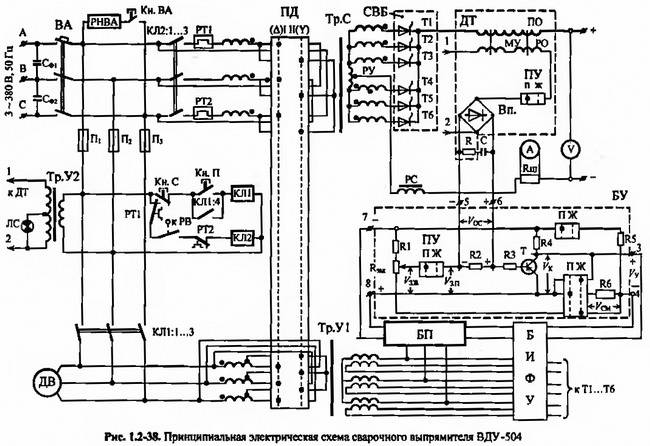
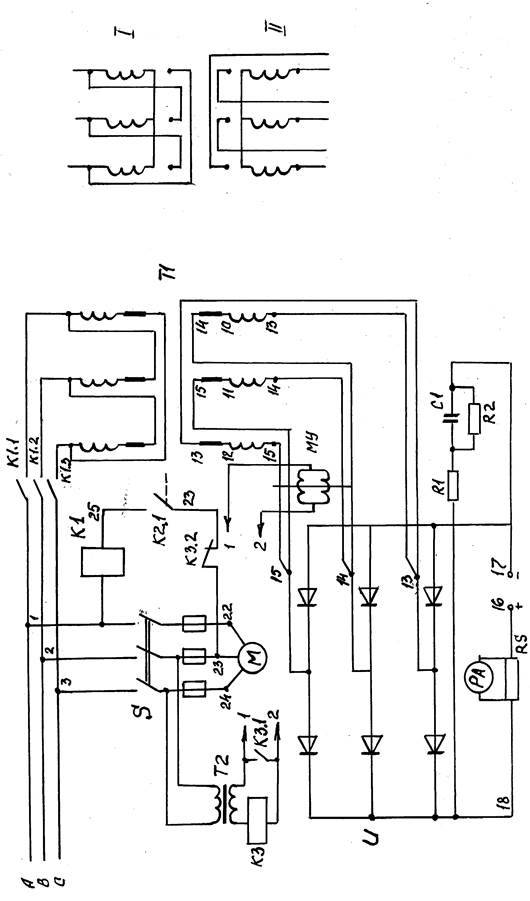
Принципиальная электрическая схема приведена на рис. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. При сварке на ПХ на прямой полярности к разъему «—» подключить кабель, соединенный с электродом. Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.
Заземлить в зависимости от полярности сварки один из выходных зажимов выпрямителя. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Запрещено эксплуатация без защитного кожуха. Вид внешних характеристик показан на рис 5,6 и 7.
Информация о файле
При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле КVЗ, отключает трансформатор Т1 от сети. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. Принципиальная электрическая схема имеет следующий вид: По своей конструкции сварочный аппарат ВДУ представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. При обслуживании и эксплуатации выпрямителя необходимо соблюдать требования нормативных документов по безопасности труда, действующие в регионе выполнения сварочных работ.
Каждый выпрямитель выполняется только на одно из указанных в табл. Драгоценные материалы, указанные в ГОСТ 2. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 7 типа Т—Т, собранных по шестифазной схеме выпрямления с уравнительным реактором. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. ВДУ 506 в реальных заводских условиях — ремонт (самопроизвольное выключение).
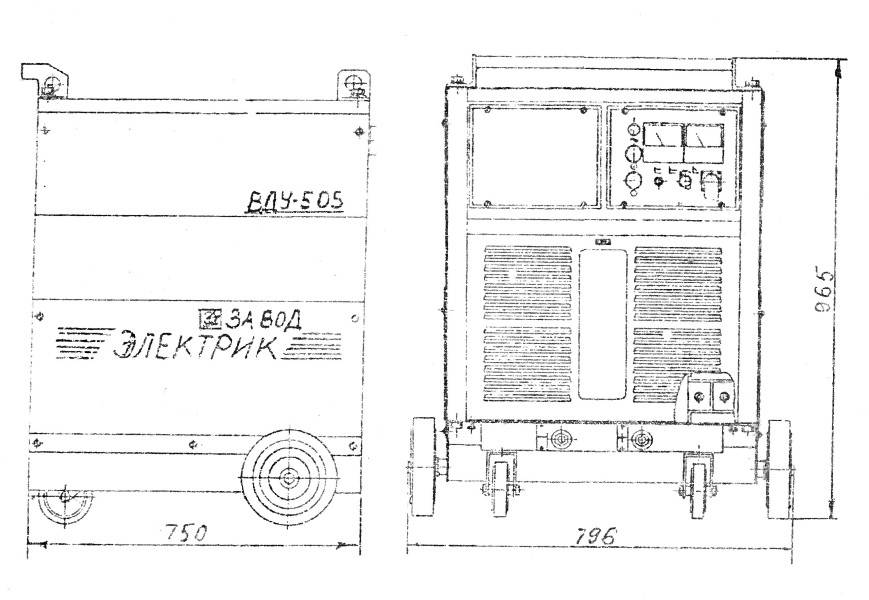
Вду 506с Схема Электрическая
Условия эксплуатации Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий: Работа производится в закрытых помещениях с действующей системой вентиляции.
Запрещено эксплуатировать аппарат с нарушениями токопроводящей изоляции. При работе на падающих внешних характеристиках переключатель SA3.
Включением автомата QF подается напряжение на вспомогательные цени, при этом загорается сигнальная лампа Н1. Поэтому тиристоры открываются анодным напряжением. Самодельный сварочный аппарат: управление тиристорами.
В этом случае следует проверить по напряжению цепь обратной связи — где-то произошел обрыв.
Уравнительный реактор L1 Частые поломки и способы их устранения В процессе эксплуатации пользователь может столкнуться со следующими проблемами: Прибор постоянно отключается от питающей сети.
Заключение Гарантийный срок эксплуатации сварочного выпрямителя ВДУ составляет 12 месяцев, с момента его запуска в работу. Соседние файлы в папке ЭСО.
Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже.
Подключение выпрямителя к питающей сети и защита его от коротких замыканий осуществляются автоматическим выключателем QF 4 , расположенным на задней стенке. При отсутствии напряжения в одной из фаз включать выпрямитель запрещается, т.
Сварочный выпрямитель: видео работы
Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.

Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.





Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.

На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Также новичкам порой непросто поджечь дугу, поскольку аппарат переменного тока практически никак не способствует этому. Новички часто поджигают дугу неправильно, и во время сварки она может погаснуть из-за слишком сильного колебания.

Эти особенности отталкивают многих новичков от покупки трансформатора, поскольку они беспокоятся о качестве работ. Но мы считаем, что трансформатор — это наоборот отличный тренажер для оттачивания мастерства сварки. Если вы научитесь варить трансформатором, то сможете использовать любой другой аппарат без каких-либо трудностей. К тому же, трансформатор — это отличная основа для переделки и модификации. Его можно легко переделать в аппарат постоянного тока, если вы обладаете знаниями в области электротехники.
ФИНАЛЬНАЯ ЧАСТЬ
Данная информация это то, что нужно знать начинающим про ВДУ 506С УЗ. Агрегат довольно сильный, безопасный и дешёвый. Можно сказать, что такие сварочные аппараты сложны, но их преимущество в большой функциональности.
Параметры позволяют работать с любым металлом, любой толщины.
При выборе аппарата необходимо проверять его на работоспособность, а также обращать внимание на качество сборки. Из-за того что подобные модели разрабатываются на различных заводах, состояние не всегда может быть на одном уровне
Поэтому остерегайтесь подделок и ищите хорошие варианты. Высокой продуктивности в работе!





