

Введение
Электрическая сварка металлов считается одним из самых важных технологических процессов любого производства.

Каждый сварщик опирается на заранее подготовленный рабочий план для создания правильных форм и моделей требуемых предметов. При этом сварочный оператор должен в каждом случае учитывать и некоторые рабочие погрешности во время проведения процедуры сварки. Стоит учитывать, что во время рабочего процесса происходит местный нагрев, который деформирует детали. Процесс сварки нуждается в постоянном изменении режимов во время работы.
Именно поэтому с каждым днем специалисты разрабатывают все более эффективное и автоматизированное сварочное оборудование, которое максимально облегчит сложность работы и позволит получать идеальные изделия.
Что же такое сварка? Это процесс, при котором получается неразъемное соединение в результате скрепления элементов межмолекулярными и межатомными связями. Такое явление достигается путем нагревания или же пластического деформирования.
На сегодняшний день сварка очень широко применяется для надежного соединения различных металлов, а также их сплавов.

Для произведения процесса сварки нужна энергия. При этом могут быть использованы такие ее источники, как электрическая дуга, ультразвук, трение, газовое пламя, электрический ток, электронный луч, или же лазерное излучение.
Современные технологии позволяют проводить процесс сварки не только на специально оборудованных предприятиях, но также и во время степных или полевых работ. Но даже это не предел. Появилась возможность делать это даже под водой или в открытом космосе.
Не стоит забывать, что проведение данных работ очень опасно и связано с огромным риском. Не исключены случаи отравления вредными газами, поражения электрическим током, инфракрасным или ультрафиолетовым излучением, или же травмы от брызг раскаленных металлов. Для того чтобы избежать перечисленных выше опасностей, нужно содержать в правильном состоянии рабочее место. Об этом и поговорим в данной статье.
Сварочный пост и его виды
По сути, это рабочее место сварщика, которое оборудуется со всеми требованиями безопасности и, конечно же, должно создавать удобные условия для сварочных манипуляций.
Зависимо от вида оборудования, с которым работают, сварочные посты могут быть газосварочными и электросварочными. В чем разница между ними?
Работа газосварки построена на горении газа в горелке, который расплавляет металл. Как и у любого газового оборудования, здесь повышенные требования к вентиляции.
Место работы электросварщика не менее травмоопасно, но здесь больше внимания уделяется защите от поражения электрическим током.
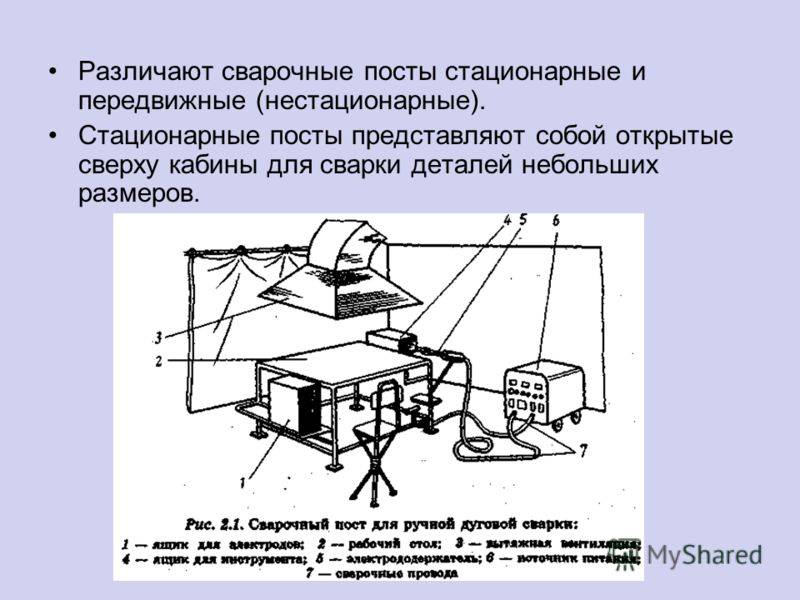
Однако, с каким бы оборудованием не приходилось работать, в любом случае сварочный пост должен иметь хорошую вытяжку и приточную вентиляцию.
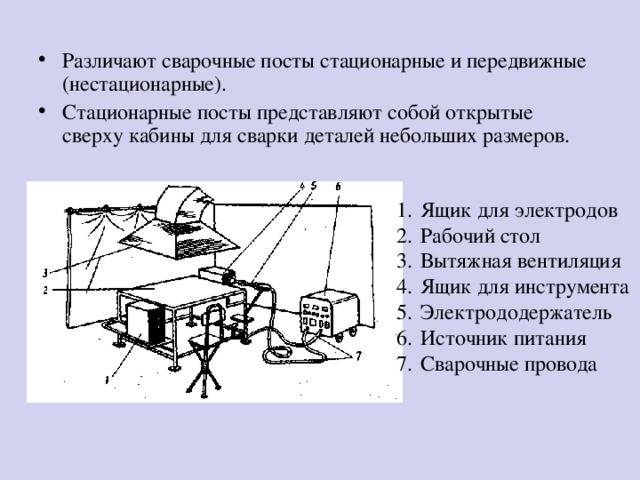
По сути, место для работы — это стол с ящиками для всего необходимого. В зависимости от возможностей, сварочные посты бывают стационарными и передвижными.
- Стационарные — располагаются в одном месте и могут иметь двигающуюся столешницу.
- Передвижные посты позволяют их перемещать в нужное место (что довольно удобно при сварке массивных конструкций).
Чаще всего такие рабочие места оборудуются в цехах или на строительстве объекта. Но, если Вы планируете часто использовать сварочное оборудование, то такой пост не помешает обустроить и у себя в мастерской.
Это интересно: Маска сварщика РОСОМЗ — стоит ли покупать? Мнение
Этапы подготовки кромок
Зачистка изделия
Сварочные работы необходимо проводить на предварительно подготовленных поверхностях – очищенных от механических загрязнений, и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате сварное соединение утрачивает свои качественные

характеристики.
Не стоит забывать об оксидной пленке, которая образуется на поверхности металлов при их контакте с воздухом. Она является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла.
На производстве детали зачищаются пескоструйными и дробеструйными аппаратами. Также производится химическая чистка – путем погружения изделий на определенное время в ванну с химическими реагентами. Этот тип очистки в основном используется при подготовке деталей из цветных металлов, а черные, стальные заготовки зачищаются вручную.
Подготовка кромок под сварку
Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки. Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.
Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться
Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия
Для подрезки кромок при подготовке труб к сварке холодным способом используются станки или ручные инструменты. Термический способ предполагает использование горелок – ручных или автоматических.
Холодная подготовка металла к сварке считается более качественной. В этом случае в разы повышается точность сборки конечного изделия. А после термической обработки фаски зачастую нужно довести до правильных размеров и формы, особенно когда осуществляется подготовка труб под сварку.
Организация труда и рабочего места сварщика
Рабочее место сварщика можно дифференцировать на постоянные и временные, в зависимости от места их осуществления.
К временным местам сварочных работ относятся строительные объекты, где сварщику приходится работать либо на высоте, либо в местах ограниченного пространства, возможно даже под землей. Это может быть строительство многоэтажных домов, мостов, туннелей, трубопроводов и многое другое.
Но какие бы ни были экстремальные условия, сварщик обязан знать и применять требования безопасности к своему рабочему месту. Такого рода места обязаны быть отгорожены огнеупорными ширмами, щитами и снабжены средствами пожаротушения и огнетушителями. К средствам пожаротушения также относится песок, специальный порошковые составы, асбестовое полотно, войлок и другое.
Каким должен быть мобильный сварочный пост
Во первых, мобильный сварочный пост комплектуется электрододержателем, источником питания, сварочными проводами допустимой длины, защитным сварочным щитком с светофильтрами. Запрещается загромождать место сварочных работ неиспользуемыми предметами, как для удобства, так и в целях безопасности.
Необходимо учитывать, что при выполнении сварочных работ на открытом воздухе, следует уберечь оборудование от атмосферных воздействий. Для этих целей обычно применяют переносные тенты, палатки, козырьки и т.д.
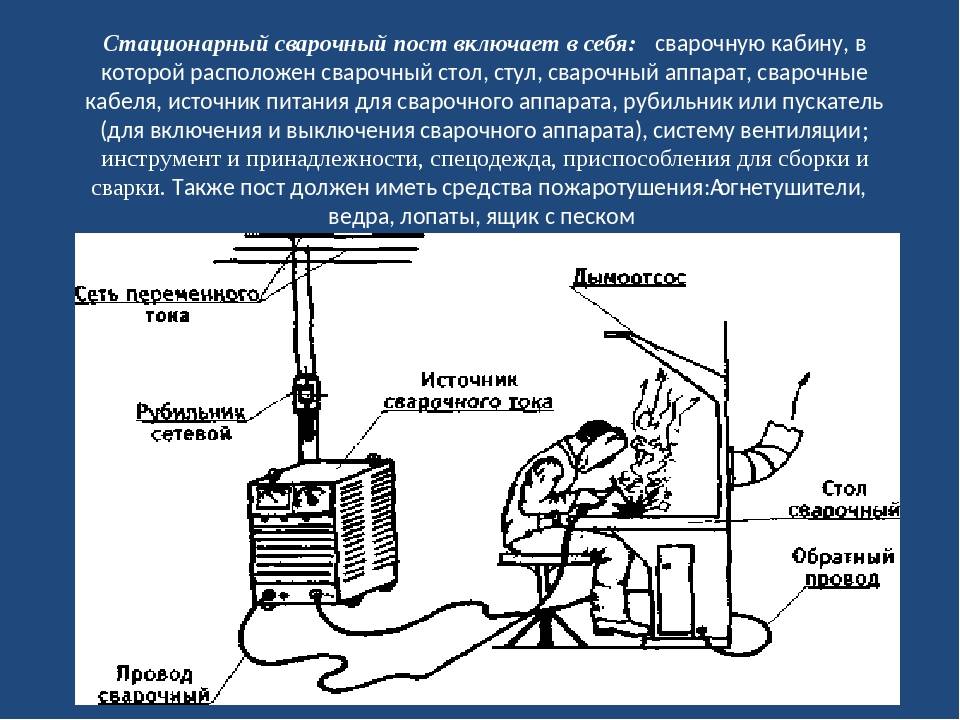
Постоянные места предназначены для работ на стационарных постах. Получили широкое распространение в цехах или мастерских, при промышленных предприятиях разных отраслей. В таком случаи на рабочем месте обязательно должен присутствовать стол сварщика, который служит для размещения специального оборудования, и для удобства сварки не громоздких элементов.
Помещение, в котором располагается рабочее место сварщика должно хорошо проветриваться, быть с бетонным полом, а стены не должны отсвечивать блики. Все отделочные материалы должны быть огнестойкими.
Современные технологии позволяют использовать даже плохо проветриваемое помещение при условии, что сварочный стол будет комплектоваться вытяжным зонтом. Вытяжной зонт в свою очередь служит для удаления газов и пыли в процессе сварочных работ.
На стационарном месте также должны присутствовать противопожарные средства и соблюдаться техника безопасности.
Помните, правильная организация рабочего места — гарантия качественной сварки и повышенной производительности труда.
Уважаемые посетители сайта и потенциальные клиенты. Руководство сайта www.ural-k-s.ru доводит до Вашего сведения, что вся информация, размещенная на нашем сайте, имеет рекламный характер, не содержит предложения со всеми существенными условиями договора, из которого усматривается воля лица, делающего предложение, заключить договор на указанных в предложении условиях (публичная оферта), а является приглашением делать оферту, предусмотренную п. 1 ст. 437 Гражданского Кодекса Российской Федерации.





Все существенные условия по приобретению рекламируемой продукции будут указываться в договоре купли-продажи.
Всю необходимую информацию по комплектации, ценам, приобретению и поставке рекламируемой на сайте продукции Вы можете получить у наших специалистов по телефонам: +7 (495) 955-76-56.
Цены на товар рассчитаны в рублях по курсу доллара и евро, на момент размещения продукции на сайте, окончательная цена продукции рассчитывается по действующему курсу иностранных валют. Для уточнения данной информации Вы можете позвонить нашим менеджерам или сделать запрос на электронный адрес.
В случае задержки в выставлении счета и коммерческого предложения, а также при возникновении претензий к работе отдела продаж, обращаться к старшему менеджеру.
Внимание! Все цены на сайте указаны без учета НДС
Столы сварщиков
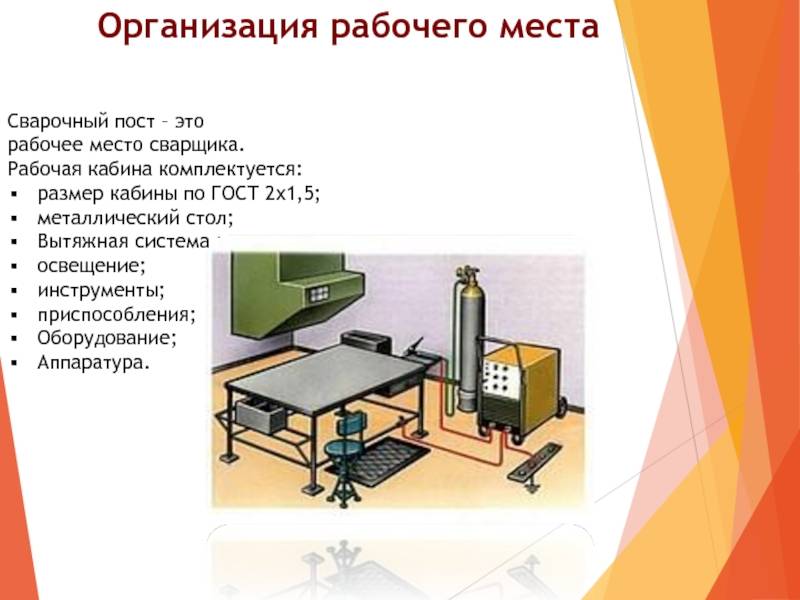
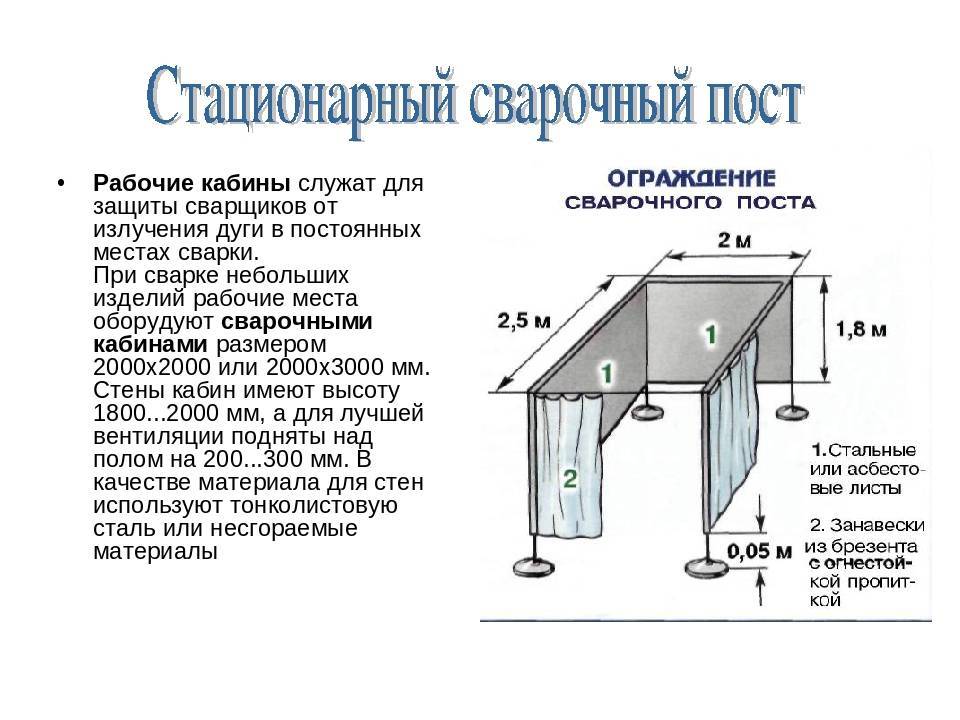
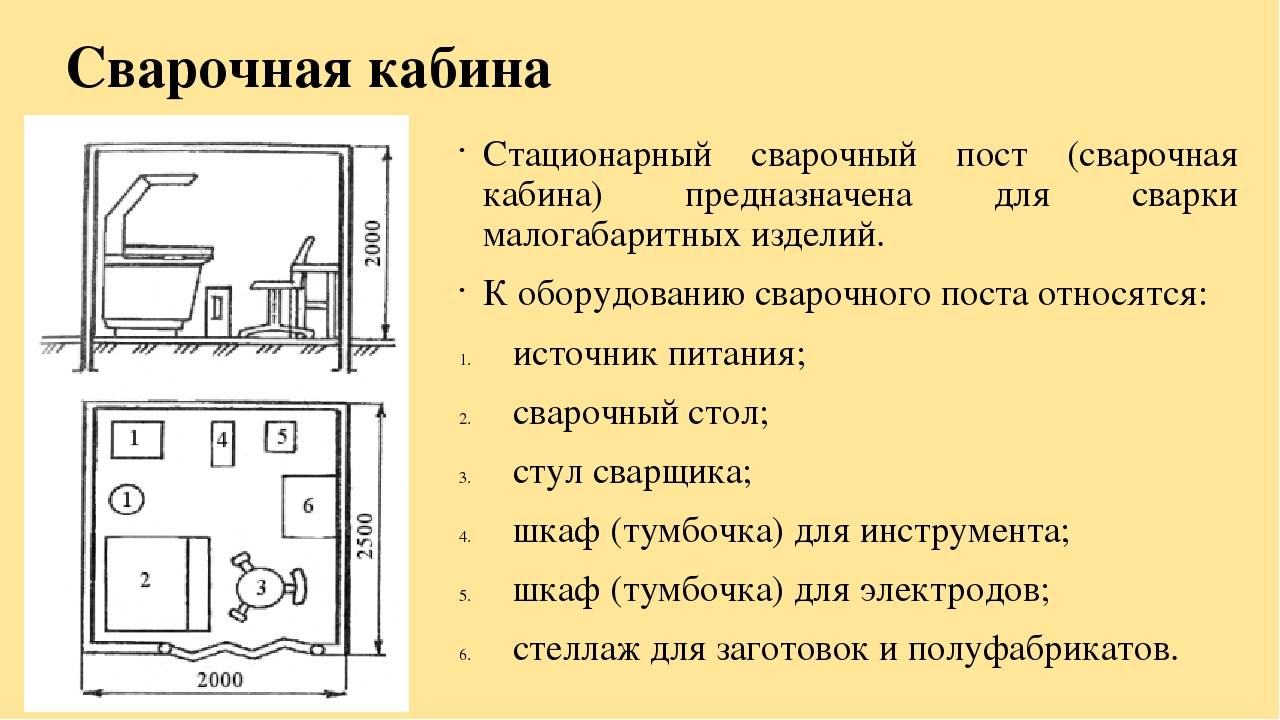
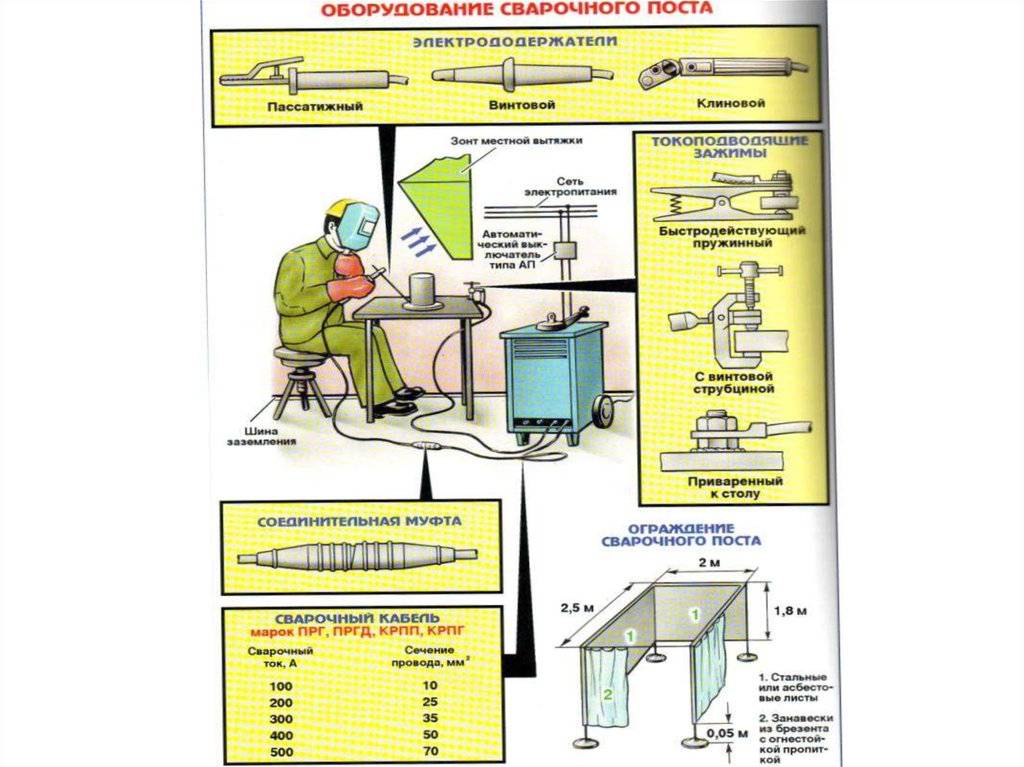
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
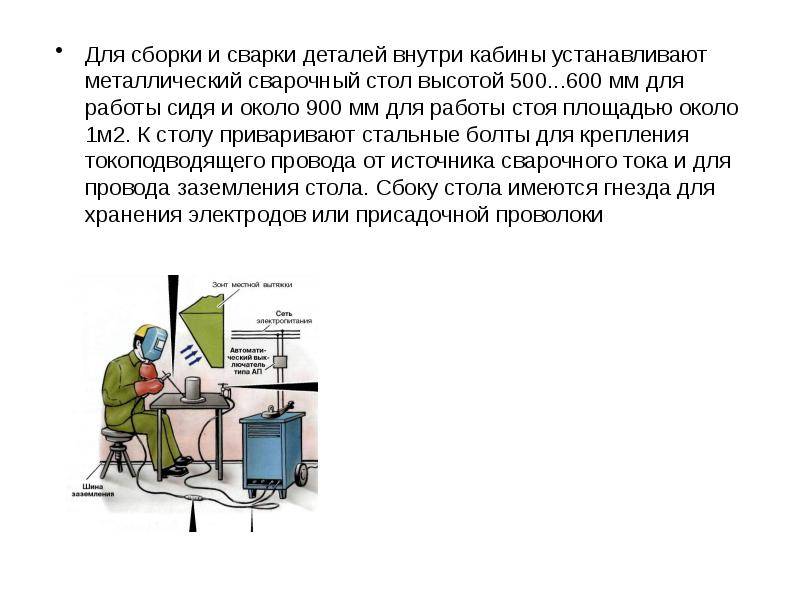
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Вентиляция на рабочем месте
Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.

Вентиляция на рабочем месте сварщика
Вентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем.
Требования и особенности
Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86.
Планировка сварочной кабины
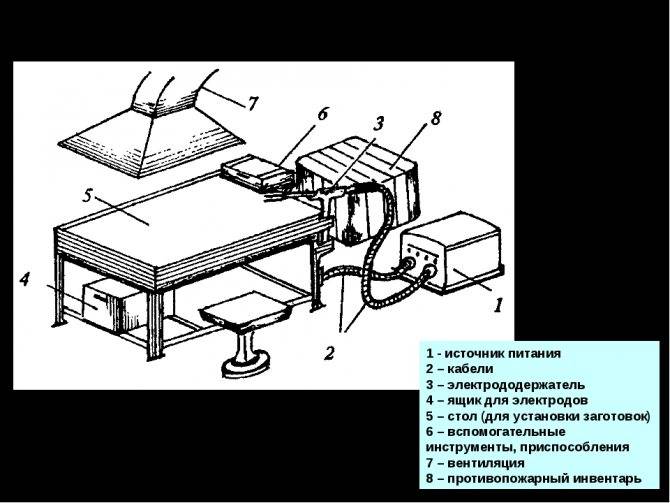
Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя. Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов. Если имеется выдвижной ящик, то там можно хранить документы и инструменты.
Под ногами работника должен иметься резиновый коврик.»
Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства. Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.»
Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным.
Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.»
Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности.
Изделия должны производиться из токонепроводящих материалов.»
Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла.
Одежда должна закрывать с запасом все части тела, не оставляя голых мест.»
Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям.
Дополнительные инструменты. Анализ условий труда на рабочем месте сварщика будет неполным без дополнительных инструментов. Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
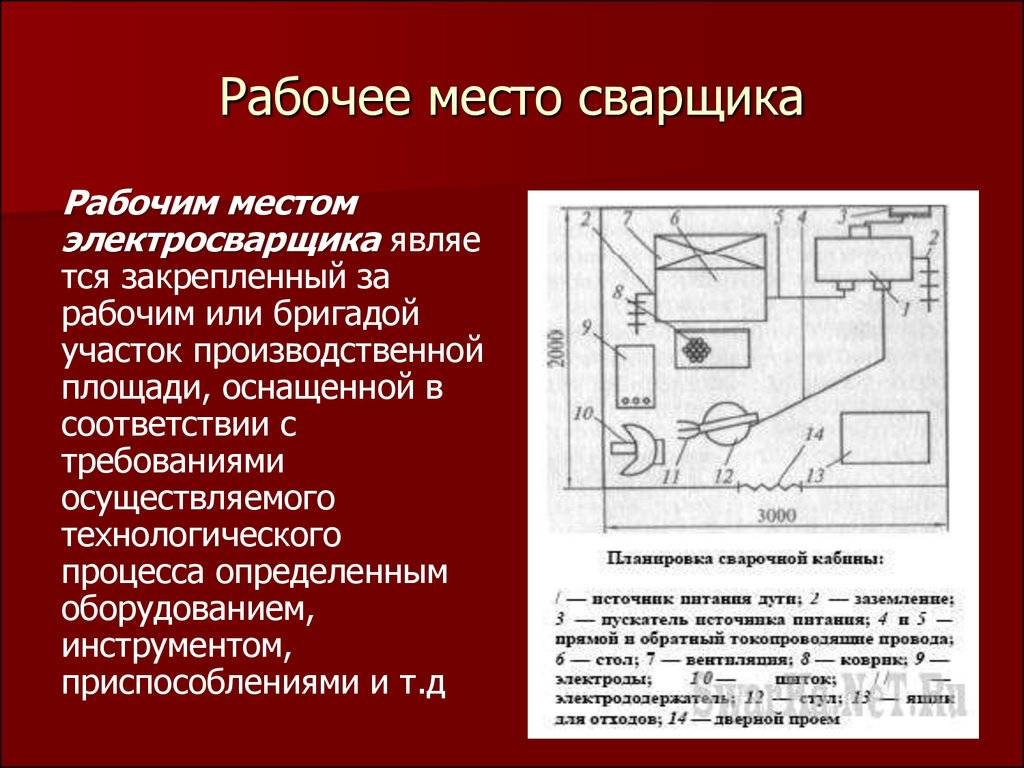
4.1.1.Рабочее место
Рабочим местомназывается та часть рабочего пространства, где располагается производственное оборудование, с которым взаимодействует человек в рабочей среде.
Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку и т.д. в хорошо проветриваемом помещении площадью не менее 3 м 2 . Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз.
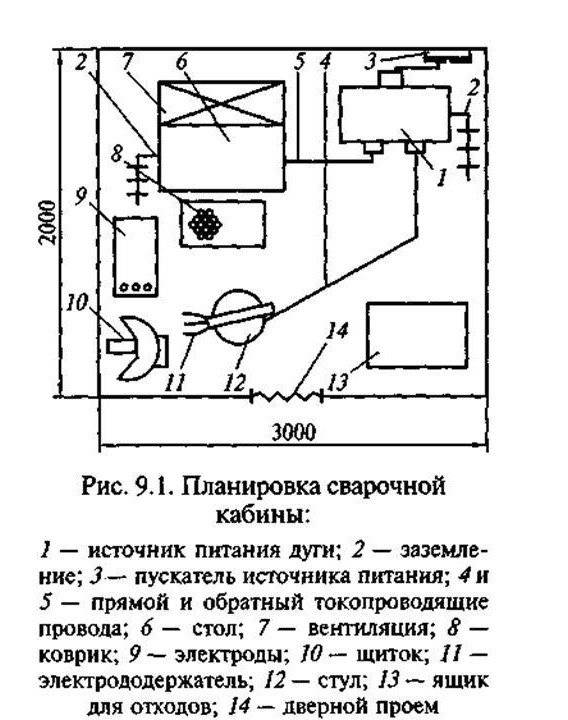
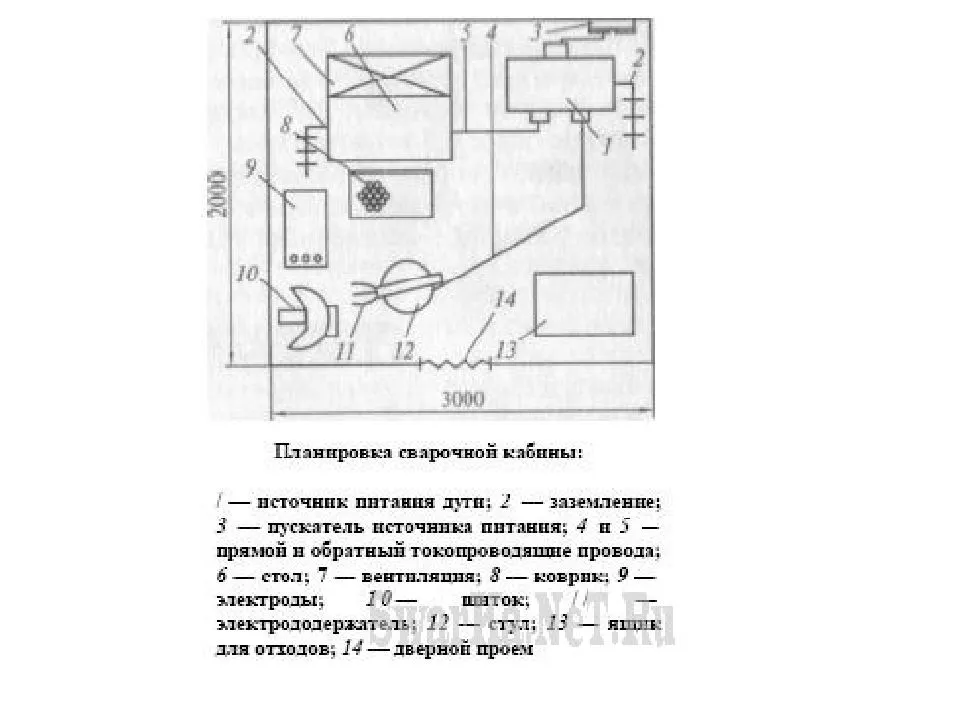
Рис.14 Планировка сварочной кабины:
1 – источник питания дуги; 2 – заземление; 3 – пускатель источника питания; 4 и 5 – прямой и обратный токопроводящие провода; 6 – стол; 7 – вентиляция; 8 – коврик; 9 – электроды; 10 – щиток; 11 – электрододержатель; 12 – стул;
13 – ящик для отходов; 14 – дверной проем

Рис.15 . Рабочее место сварщика





Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ – не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом – не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу – не менее 1,5 м.
На каждое стационарное рабочее место при плазменной и газоплазменной обработке металлов должно отводиться > 4м 2 , а при работе в кабине >3м 2 .
Зоны с опасными производственными факторами должны быть ограждены, знаки безопасности выдержаны по ГОСТ 12.4.026-76*.
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м 2 .

Рис.16 . Кабины контактной сварки.
Стены кабины делают высотой 1,8-2 м. Для лучшей вентиляции между полом к нижним обрезом стенки оставляют просвет 150-200 мм. В качестве материала для стен кабины можно использовать тонкое железо, а также фанеру, брезент, прочитанные огнестойким составом, или другие огнестойкие материалы. Каркас кабины делают из металлических труб или уголковой стали. Дверной проем кабины обычно закрывают брезентовым занавесом, укрепленным на кольцах. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов.
Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент) негсораемые и нескользкие, обладать малой теплопроводностью.
Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Окраска сварочных цехов и кабин в темные цвета не рекомендуется, так как при этом ухудшается общая освещенность места сварки.
Комбинированное освещение следует предусматривать при работах высокой и наивысшей точности (I-IIIразр.) в частности при сварке и пайке материалов толщиной 0,06…0,5 мм, при дефектоскопии сварочных швов и других подобных работах.
Для освещения цехов надо использовать, как правили, газоразрядные источники света: лампы ДРЛ, ДРИ; для освещения высоких цехов (до 4 м) большой площади -люминесцентные лампы. Допускается применение ламп накаливания.
Освещенность кабины должна быть не менее 80—100 л к.
В производственных помещениях сварочных и сборочно-сварочных цехов параметры микроклимата следует принимать по ГОСТ 12.1.005-88 ( помещения с незначительными избытками явной теплоты, работы средней тяжести категорий IIа иIIб).
Сборка и сварка трубопроводов
Трубопроводы относятся к категории особо важных объектов. При некачественном соединении их частей методом сварки возможно возникновение серьезной аварии
Поэтому сварке трубопроводов СНиП уделяет особое внимание. При этом учитываются требования ГОСТа 16037. СНиП по сварке трубопроводов дает, в частности, следующие рекомендации:
СНиП по сварке трубопроводов дает, в частности, следующие рекомендации:
- К сварке этих изделий допускаются сварщики, имеющие соответствующий этому виду деятельности разряд.
- Перед сваркой трубопроводы должны быть очищены от разного рода загрязнений.
- Сварку металлических труб можно производить при температуре не менее минус 50°С.
- Не допускается сварка трубопроводов при неблагоприятных погодных условиях.
Поскольку сварка осуществляется на высоте, большое внимание уделяется мерам безопасности. Для правильной сварки трубопроводов применяются и другие основные требования СНиП по сварке металлоконструкций. Особые требования СНиП предъявляет для сварки оцинкованных труб
Особые требования СНиП предъявляет для сварки оцинкованных труб.
Подготовка сварочной установки к работе
Перед сборкой сварочной установки следует выполнить продувку вентилей (особенно при использовании новых баллонов). Для этого с баллонов (кислородного и ацетиленового) снимают защитные колпаки и, став на некотором расстоянии в сторону от выходного отверстия, накладывают на головку вентиля накладной ключ, медленно поворачивают его примерно на четверть оборота (рис.1). После того, как из вентиля вырвется струя газа, вентиль баллона закрывают. Продувку выполняют последовательно, сначала кислородного баллона, а затем — ацетиленового.
После продувки на вентили баллонов устанавливают понижающие редукторы. Последовательность сборки оборудования для газопламенной обработки показана на рис. 2, 3, 4. Для этого, убедившись, что регулировочный винт редуктора завернут до упора, устанавливают присоединительный патрубок редуктора к выходному отверстию вентиля и заворачивают гайку сначала рукой, а затем — до упора ключом (рис. 2). Не следует забывать, что вращение гайки на ацетиленовом редукторе выполняют против часовой стрелки, а на кислородном — по часовой стрелке.
 |  |
| Рис. 1. Продувка баллонов | Рис. 2. Установка присоединительного патрубка редуктора |
После этого выполняют продувку и подсоединение сварочных рукавов (рис. 3). Рукав с красной наружной оплеткой (или красными кольцами) присоединяют к ацетиленовому баллону, а рукав с черной (голубой) оплеткой — к кислородному. Как и редукторы, шланги для ацетилена и кислорода имеют разную резьбу. Новые рукава обязательно следует продуть, так как тальк, находящийся внутри рукава, будет забивать сопло горелки. Для этого еще неприсоединенные к горелке концы обоих рукавов направляют от себя, медленно открывают вентиль ацетиленового баллона и регулировочный винт редуктора, пока показания манометра не покажут давление, примерно равное 0,6 бара.
 |  |
| Рис. 3. Присоединение сварочных швов | Рис. 4. Присоединение шлангов к горелке |
После продувки регулировочный винт и вентиль баллона закрывают. Точно таким же способом выполняется продувка кислородного рукава. После этого подсоединяют горелку и подбирают необходимый для данного вида сварки номер мундштука (рис. 4)
При подсоединении горелки важно не перепутать место установки ацетиленового и кислородного рукавов
Мундштук перед установкой на горелку проверяют, а при необходимости очищают от загрязнений. Для очистки мундштука имеются специальные прочистки с различными диаметрами. Иногда прочистку мундштука осуществляют проволокой
Для этого подбирают проволоку, диаметр которой немного меньше диаметра отверстия мундштука, и осторожно вводят ее по прямой, чтобы не повредить отверстие мундштука. После сборки газосварочного оборудования необходимо убедиться в отсутствии утечек
Для этого поворачивают ацетиленовый и кислородный вентили горелки по часовой стрелке и, отступив в сторону, открывают кислородный вентиль баллона на пол-оборота.
После этого поворачивают регулировочный винт редуктора до тех пор, пока манометр не покажет давление 1,3 бара. Затем открывают на четверть оборота вентиль ацетиленового редуктора и, вращая регулировочный винт, устанавливают давление 0,3 бара. Закрывают оба вентиля баллонов и следят за показаниями манометров. Если показания манометров (ацетиленового или кислородного) меняются, значит в системе есть утечки, которые следует ликвидировать. Проверку на утечки мест соединений выполняют при помощи мыльной пены. Отсутствие утечек свидетельствует, что аппарат готов к работе. Для удобства транспортировки газосварочного аппарата к месту работы и обратно его лучше установить на передвижную тележку, которая показана на рис. 5.
Рис. 5. Компоновка передвижной тележки
Кого допускают к выполнению сварочных работ?
К занятию сваркой допускают лиц старше 18 лет, которые прошли вводный, первичный инструктаж, медицинское освидетельствование, обучение и стажировку, знают требования охраны труда. У сварщика должны быть документы о получении профессионального образования в области газосварки и подтверждающие право заниматься газосварочными работами.
В обязанности работника входит:
- выполнение только тех задач, которые приведены в инструкции;
- соблюдение внутреннего распорядка, требований охраны труда;
- использование средств индивидуальной и коллективной защиты;
- регулярное прохождение медицинской комиссии, планового обучения;
- оказание первой помощи, использование средств пожаротушения, своевременное уведомление руководства о внештатных ситуациях.
Стационарный тип
В основе имеет минимальную площадь 2х3 метра. Эта зона огораживается специальными защитными ширмами и экранами так, что получается кабина без крыши. Высота этой конструкции должна быть не меньше двух метров.
Дополнительно внутренняя сторона кабины покрывается огнеупорными веществами.
Помимо сварочной аппаратуры, стационарный пост оснащен сварочным столом. Размер этого элемента зависит от характера производимой работы. Есть два типа столов, которые различаются по положению сварщика во время работы.
Это могут быть столы для сварки в сидячем положении, либо для сварки стоя. Первый тип столов имеет высоту не выше 70 см, и не ниже 60 см. Второй имеет нижний рубеж в 85 сантиметров.


Также стоит проверить наличие и мощность вентиляции на сварочном посту. Вентиляция может быть естественной. Однако при сварочных работах предпочтительно организовывать принудительную, поскольку естественная может не справиться с задачей.
Помимо качественного вентилирования кабины, она должна быть оснащена местным отсосом, способным быстро удалять с рабочего места стружку, пыль и подобные мелкие отходы производства.
Это интересно: Осциллятор для сварки — принцип работы и применение
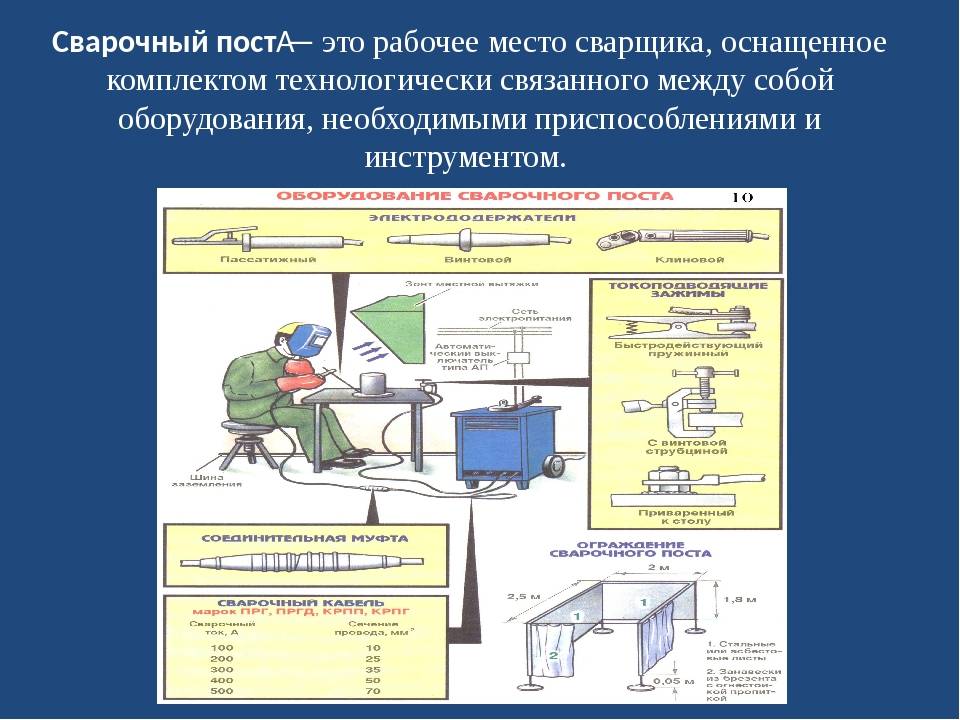
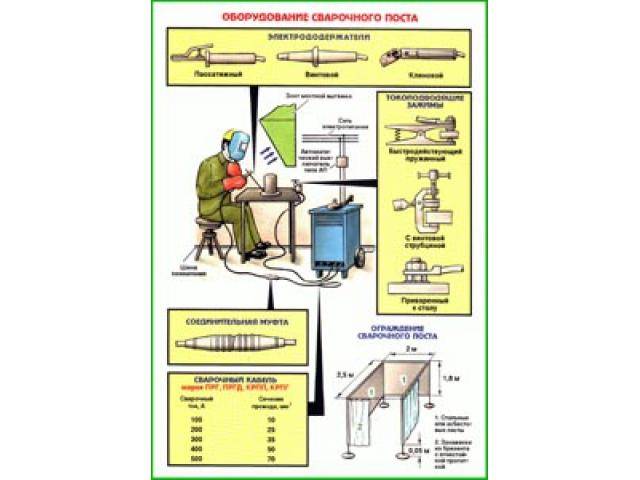
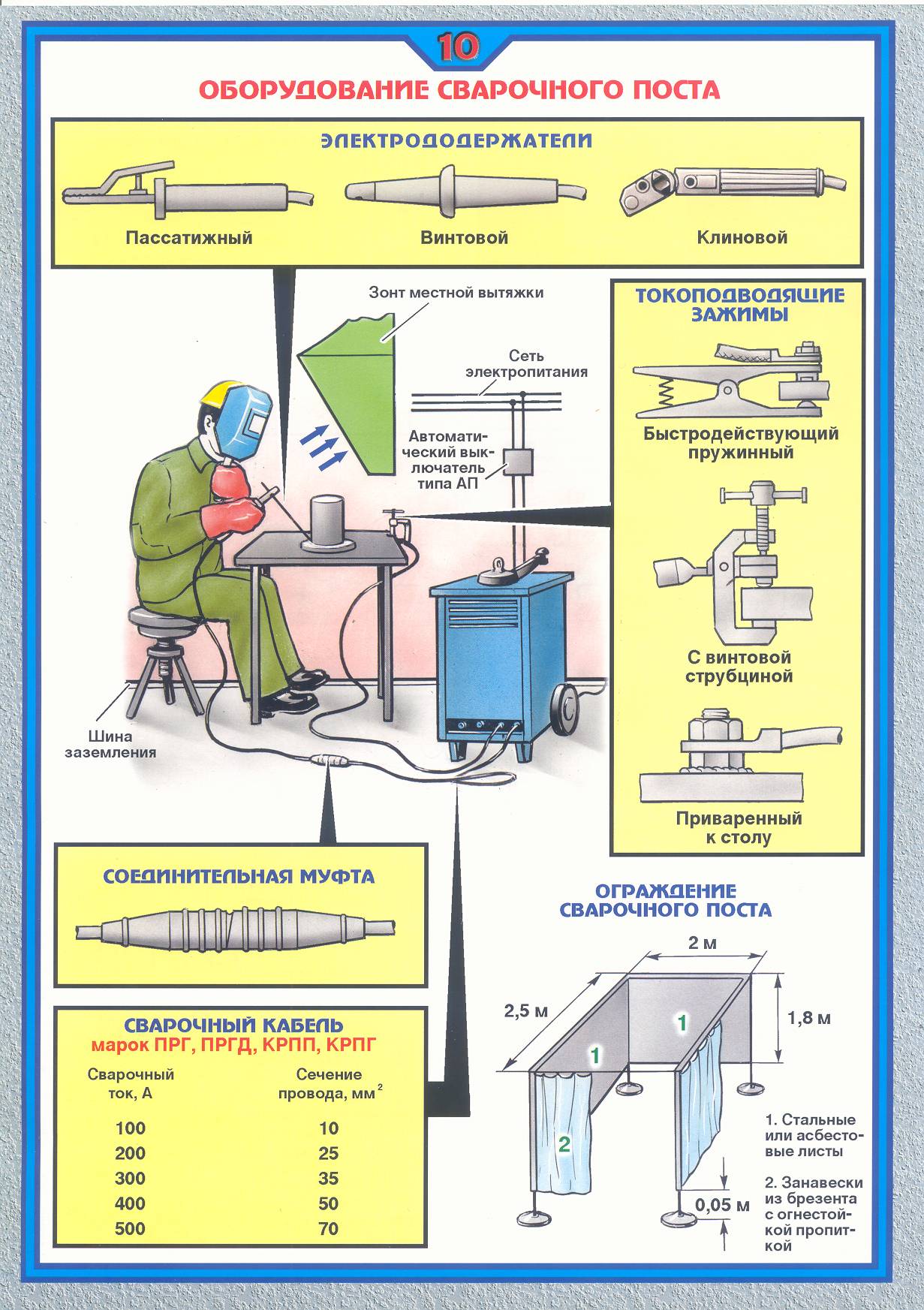
Оборудование сварочного поста для ручной дуговой сварки
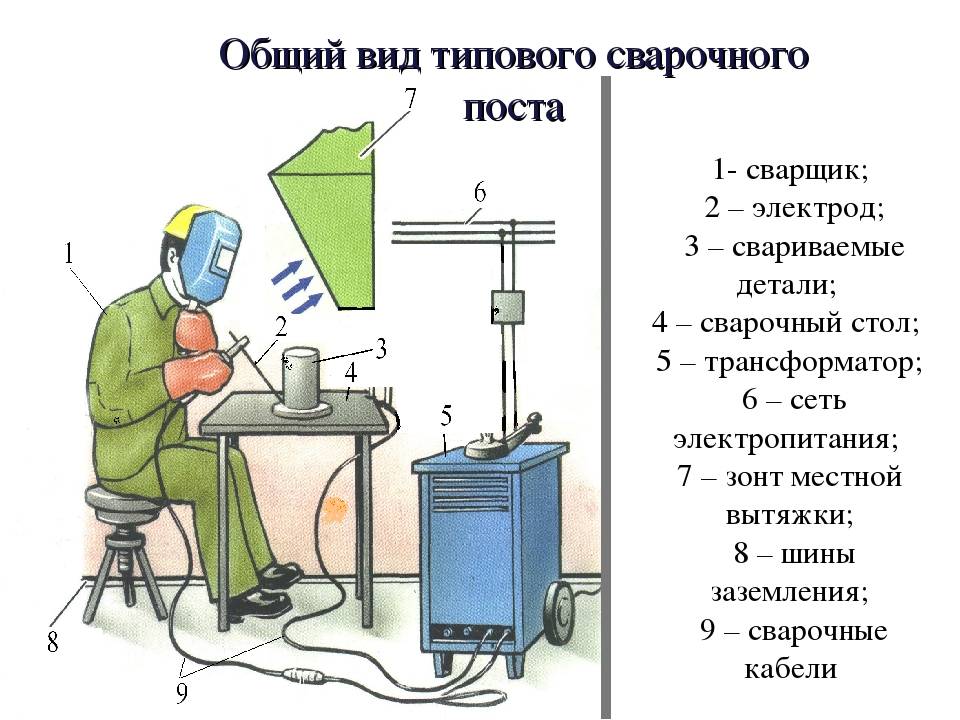
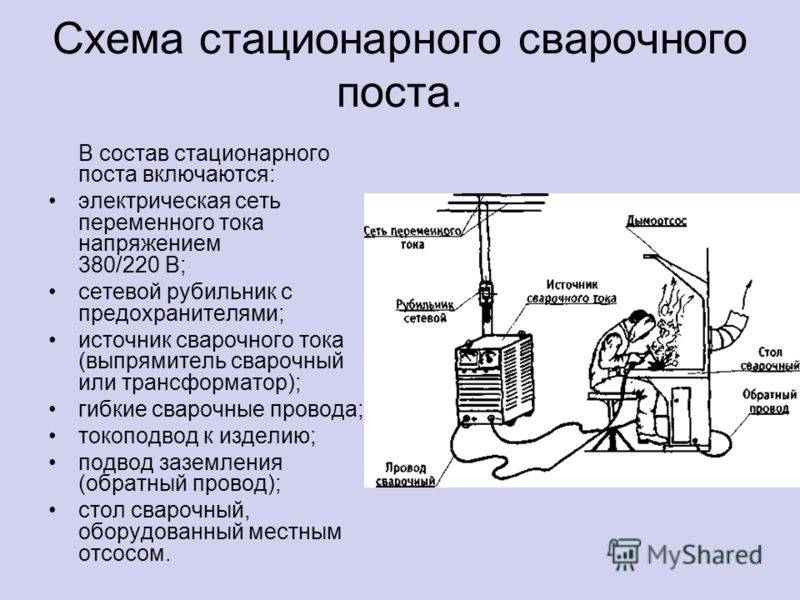
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
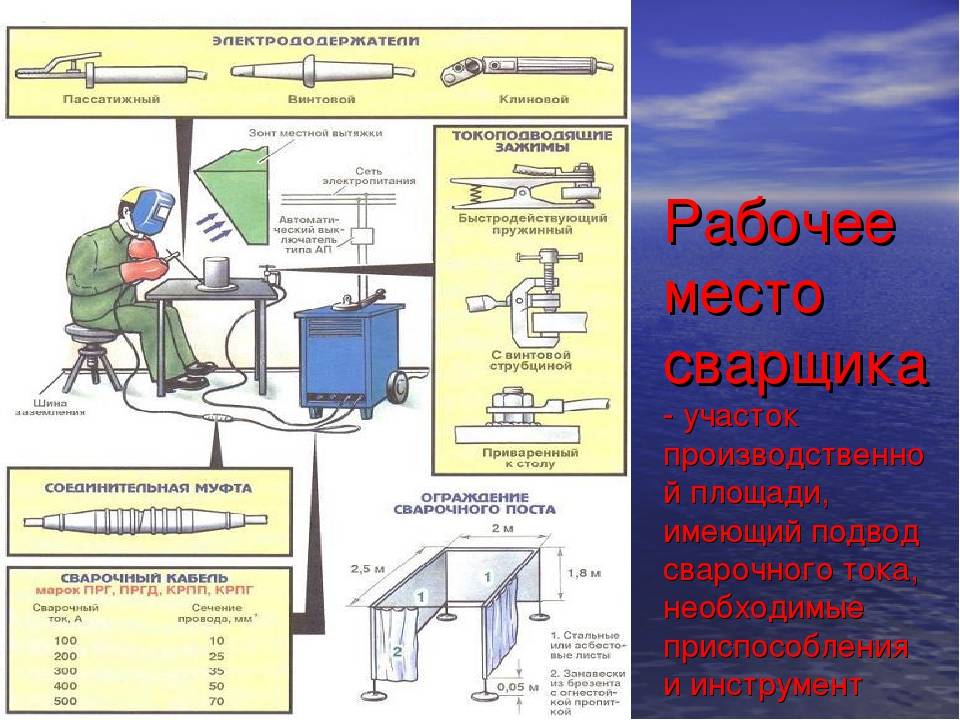
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные

Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Техническое оснащение
Основы сварочного производства не заканчиваются на организации. Ведь помимо сотрудников на рабочем месте присутствует еще и оборудование. Базовый комплект состоит из инвертора, трансформатора и выпрямителя. Таким оборудованием должно комплектоваться любое производство, даже самое маленькое.

Подобный набор оборудования обусловлен его универсальностью. С помощью инвертора даже новички смогут правильно зажечь дугу и сформировать шов. С помощью трансформатора профессиональные мастера смогут генерировать любое значение тока. А с помощью выпрямителя можно добиться более качественного соединения.
Если производство более-менее крупное, то в распоряжении сварщиков будут более технологичные аппараты. Они могут обладать особыми функциями или вовсе выполнять всю работу, практически не требуя присутствия человека. Такой процесс называется автоматизацией. Давайте остановимся на этом подробнее.
Механизация и автоматизация сварочного производства — необходимая мера, если завод намерен стабильно выпускать большое количество продукции. За счет технологического прогресса мы получили возможность изготавливать современные «умные» сварочные аппараты, упрощающие ручной труд сварщика. Простейший пример автоматизации — полуавтоматический сварочный аппарат, подающий проволоку в сварочную зону с помощью специального механизма, вместо того, чтобы подавать ее вручную.

Не забывайте, что оборудование и технология сварочного производства всегда взаимосвязаны. И если на предприятии планируют использовать современные технологии сварки, то и оборудование должно быть соответствующим. В последние годы механизация сварочного производства достигла невероятных высот. На заводах все чаще встречаются полностью роботизированные сварочные аппараты, работающие по заданной заранее программе. Такие роботы вообще не требуют присутствия сварщика на рабочем месте.
Организация стационарного рабочего места
Постоянные (стационарные) места, так же их называют сварочным постом, предназначены для работ, выполняющихся в специализированных цехах или мастерских. Обязательным условием является установленный сварочный аппарат, защищенный от атмосферных воздействий, обязательно проветриваемое (вентилируемое) помещение площадью не менее 3 м², бетонный пол и стены, не отражающие сварочные блики.
Формально даже у себя в гараже можно организовать полноценный сварочный пост, конечно, при условии наличия заземления. На стационарно оборудованных местах проводится, в основном, сварка мелких деталей, которые можно разместить и удобно подогнать на сварочном столе. На стационарном посту инструмент хранится в ящике, предназначенном только для инвентаря.





