

Введение
Сварка ММА, или ручная дуговая электросварка, широко используется во многих сферах промышленности. Но на сегодняшний день тенденции таковы, что в современном мире предпочтение отдается более высокоскоростным способам сварки, таким как автоматическая и МIG/MAG. Их удельный вес с годами только растет. Однако, несмотря ни на что сварка ММА остается незаменима в условиях ограниченной зоны доступа, при работе на открытом воздухе и в быту, так как стоимость сварочных аппаратов и расходных материалов является более-менее доступной
Большинство компаний, производящих дорогую сварочную технику, не обходят также вниманием ММА сварку, год от года совершенствуют аппараты, добавляют в них режимы, упрощающие труд сварщика
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке – поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
Как выбрать электрод и работать с ним
По российским стандартам электроды для ручной дуговой сварки на упаковке должны иметь полную информацию по сварочным режимам в разных положениях
Обращайте внимание, на инфу о том, для каких металлов, либо сплавов они предназначены (есть по алюминию, например) и какой рекомендуется ток в зависимости от положения и диаметра электродного прутка. Данные
подобранные институтом и практикой, де-факто облегчат вам жизнь, особенно, если вы неопытный сварщик, как еще называют, чайник.
Электрод –это металлический пруток, поверх которого нанесено покрытие. Он может иметь различный диаметр и длину. Все эти данные при покупке вы сразу же увидите на картонной коробке-упаковке.
В самом начале электрода сделан скос кромок, что значительно облегчает его зажигание. Электрод замыкают путем касания его металлической поверхности (на изделии) и отводят на небольшое расстояние. Замыкание проводят путем «чирканья», как чиркают спичку. Первый электрический разряд вызывает дугу, начинает плавиться флюсовое покрытие, которое защищает металл и стабилизирует процесс горения.
После сгорания электрода образуется «козырек», когда внутренняя часть больше сгорела, а наружное покрытие меньше, если нужно повторить процесс сварки после завершения, нужно обломить «козырек».
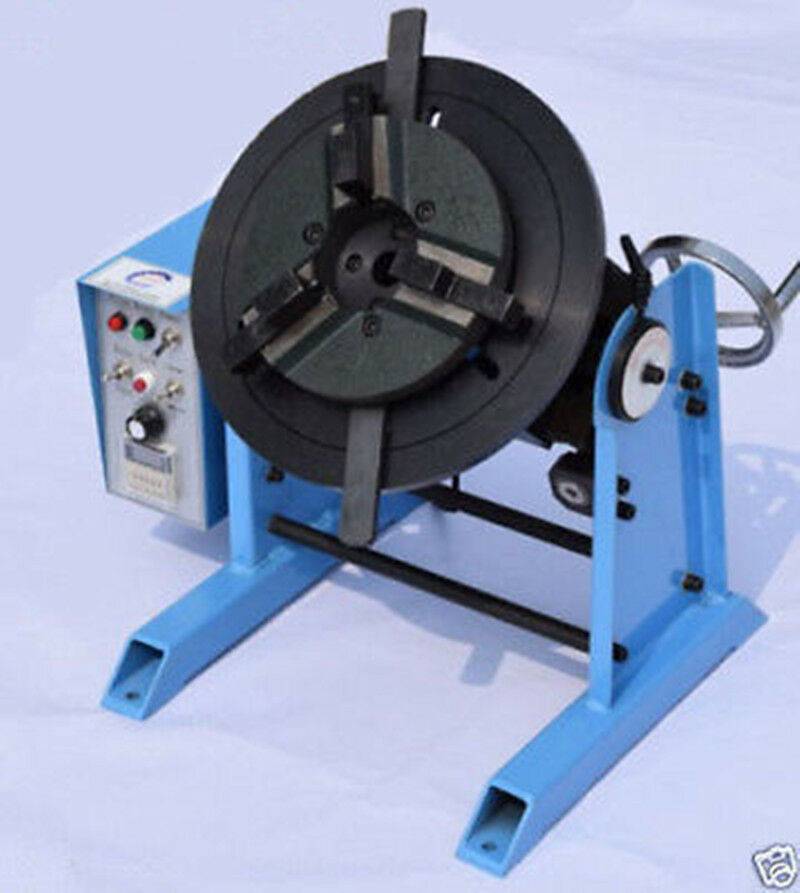
Разновидности манипуляторов
Модели различают по возможностям перемещения свариваемых заготовок, габаритам готовых узлов, весу. Сварочные манипуляторы бывают нескольких типов:
- консольные;
- карусельные;
- рычажно-секторные;
- одноопорные;
- с двумя опорами (предназначены для удерживания длинных элементов);
- универсальные с частичным или полным уравновешиванием относительно оси наклона;
- манипуляторы-позиционеры, обеспечивающие маршевую скорость в любом положении;
- специализированные, предназначенные для сварки элементов сложной конфигурации.
Оборудование приобретают для:
- мелкосерийного производства;
- единичного выпуска металлоизделий;
- частой смене типа свариваемых деталей.
При поточной работе, большом объеме выпуска сварных изделий покупка дорого оборудования экономически оправдана. Модели оснащают датчиками слежения. Они контролируют величину зазора, качество соединения. Система двойного контроля – залог надежного сварного шва.
Процент брака при применении вспомогательного поворотного оборудования незначительный. Дуга стабильно поддерживается, формируется ровный валик, шов получается без наплывов и прожогов. Автоматизированные вспомогательные устройства нужны для соединений, от прочности и герметичности которых зависит безопасность эксплуатации готовых сварных швов. Когда малейшее отклонение точки сварки негативно влияет на жесткость швов.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.









Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
(полуавтоматическая сварка)
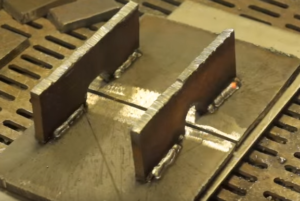
Теперь речь пойдет о том, как сделать сварные швы с помощью полуавтомата, если вы варите ответственные конструкции или собираетесь их передать под контроль для аттестации НАКС.
Вот как это делается на примере двух заготовок (пластин) толщиной 12 мм, свариваемых встык в вертикальном положении инвертором SKYWAY 330.

Пластины нужно подготовить: вырезать с помощью плазмореза или болгарки.
Также для корректного хода работы понадобятся:
• выводные планки (2 шт.) – необходимы для начала и завершения сварки, так как трудно получить качественный шов на данных этапах. Планки технологические и впоследствии срезаются;










• приспособления, препятствующие обратному выгибанию наших заготовок (2 шт.);

• шаблон для контроля зазора (любая железка, позволяющая выставить зазор, в нашем случае 2 мм).
Для того, чтобы правильно подготовить наше соединение к проведению дальнейших сварочных работ, нужно ознакомиться с требованиями ГОСТ 5264-80 (кликните, чтобы загрузить страницу с текстом). Ищите в нем соединение, с которым вы будете работать, в в нашем варианте это С17. В ГОСТе указано, как это соединение подготовить: нужно выполнить скос кромок под углом 30о и притупить их. Пластины нужно зачистить от окислов, грязи и ржавчины на расстоянии не менее 10 мм от границ будущего сварного шва.
Для правильной сборки удобно использовать магнитный угольник. Он выровняет пластины относительно друг друга и предупредит их смещение в процессе постановки прихваток.

Магнитный угольник
Двухмиллиметровый зазор контролируем шаблоном, роль которого может выполнять любой подходящий по размерам кусок металла. Приложите шаблон к месту предполагаемого начала сварки и выставите зазор точно по нему. В месте конца сварки зазор нужно немного увеличить, из-за того, что пластины будут стягиваться во время кристаллизации наплавленного металла.
Далее ставят приспособление, препятствующее изгибанию и стягиванию заготовок. Прихватывают одно приспособление, затем контролируют смещение и устанавливают зазор, как и было сказано, чуть более 2 мм, например, 2,2 …2,3 мм. После ставят точечные прихватки на второй «приспособе».

Присп-я, препятствующие деформации пластин, прихваченные точками
После того, как вы поставили прихватки, нужно посмотреть, не сместились ли пластины. Для этого можно использовать тот же шаблон для выставления зазора. Если он имеет ровный край, им можно контролировать, насколько свариваемые пластины ровно выставлены относительно друг друга – просто приложить ровный край к соединению и посмотреть отсутствие просветов.

Проверка смещения шаблоном
Если такие будут обнаружены – на данном этапе всегда можно подрихтовать с помощью молотка или других спец. приспособлений.
Теперь можно варить сплошной шов. Надеваем перчатки, маску, вооружаемся горелкой полуавтомата. Обваривать нужно не сильно, потому что приспособления против выгиба заготовок выполняют технологическую роль и их нужно будет выбить.
Приварка выводных планок
Подготовка планок такая же, как и для основного металла. Выполняется скос кромок, толщина их тоже должна соответствовать толщине свариваемой конструкции. Их устанавливают на прихватках.










Выводная планка, прихваченная к основному металлу
Для того, чтобы повысить уровень сложности задачи, сварщику лучше выполнить вертикальный шов соединения, это позволит в полной мере проверить его навыки и умения. Также необходимо правильно настроить параметры сварки на источнике питания SKYWAY 330. Параметры можно настроить путем проб и ошибок. В нашем случае, для толщины заготовок 12 мм были выбраны следующий сварочный режим: U = 17В; Vподачи= 3 метра; Uкорректир.=-5; L=0, где L-индуктивность.
Расходные материалы (они оптимальны для приведенного случая):
Электродная проволока Ø1 мм;
Газовая смесь 82% Ar+18% CО2.
По правилам, чтобы избежать наводораживания сварного шва, приводящего к появлению пор, пластины нужно подогреть до Т = 100 … 120 оС. Правила, на то они и правила, чтобы их обходить. Несомненно, поры представляют собой дефекты шва и являются браковочным признаком. Однако следует предположить, что в процессе прохождения шва имеющаяся на поверхности металла влага немедленно испарится. В конце концов, никому не приходит в голову подогревать проволоку перед сваркой. Тем не менее, если вы сдаете экзамен на аттестацию НАКС, вам следует о существовании такой операции знать — это требование обязательное. В производственных условиях операцию можно выполнить в печи, в остальных случаях — с помощью ацетилено-кислородного резака или горелки.
Какие могут быть ошибки
Неправильно выбранный ток — при его низком значении будет постоянно тухнуть дуга и прерываться шов. Высокое значение тока ведет к проплавлению, прожиганию насквозь тела сварных конструкций из металла.
Выход шлака регулируется углом наклона электрода и зависит от его типа. Если ванна перемещается быстро, остаются шлаковые включения в шве.
Высоколегированные стали перед обработкой нужно подогревать, в противном случае материал кромки не успеет расплавиться или образуется переходная зона.
Сварку цветных металлов необходимо проводить специальными электродами в среде защитного газа. Полярность тока должна быть прямой, чтобы плавился металл, покрытый окислами.
Необходимые средства защиты кожи и глаз
Приступая к работам, сварщик должен использовать следующие принадлежности, исключающие травмирование:
- Рабочий костюм. Специальная одежда выдается предприятием. Она шьется из огнеупорных тканей – брезента, замши, спилка. Костюмы из синтетических тканей запрещены к применению. В зимнее время надевают суконную одежду.
- Рукавицы или перчатки. Наиболее качественными являются замшевые изделия. Брезент быстро сгорает, поэтому менять рукавицы придется часто.
- Обувь, изготавливаемую из разных материалов. Чаще всего предприятия выдают работникам кирзовые сапоги или ботинки с прорезиненной подошвой. Обувь не должна иметь гвоздей, повышающих риск поражения током.
- Сварочную маску. Применять изготовленные своими руками щитки нежелательно. Даже небольшая щель в маске способна привести к поражению органов зрения.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.
Машины шовной сварки выпускаются различных модификаций
Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.









Шовной роликовой сваркой удается соединять металлы, склонные к короблению при нагревании. Степень герметичности шва зависит от расстояния между диффузными точками. Технология шовной сварки регламентирована ГОСТ 15878-79.
Что такое шовная сварка
Шовную контактную сварку применяют для соединения листовых заготовок. Металл укладывают внахлест, при прохождении тока листы свариваются, образуя диффузное пятно в виде точки. Принцип роликовой сварки такой же, как и у контактной. Только вместо конусных токопроводящих электродов устанавливают диски из бронзовых сплавов. Они прижимают листы другу к другу во время движения. Электрический ток подается на электроды с различной регулярностью: постоянно, прерывно или импульсно с определенной частотой. Сущность метода роликовой контактной сварки листового металла заключается в одновременном разогреве и сжимании деталей в области шва роликовыми электродами. Металл расплавляется под действием разряда, сжимается с таким усилием, что образуется однородный диффузный слой высокой прочности.
https://youtube.com/watch?v=lhXF3T6V-o8
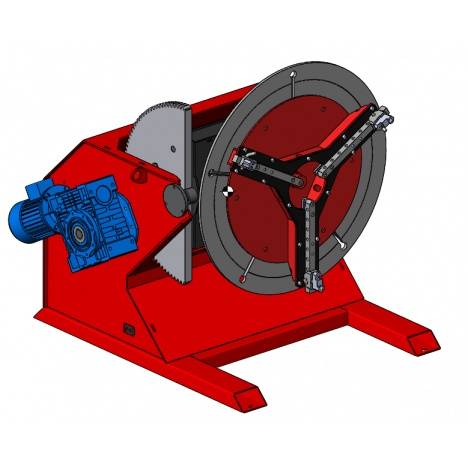
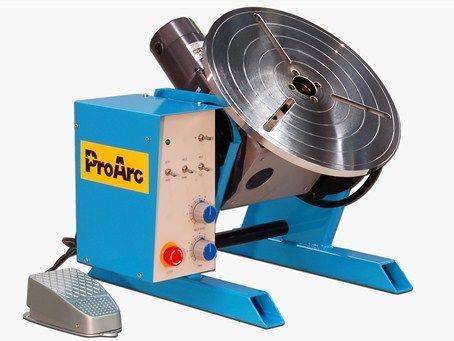
Классификация и устройство
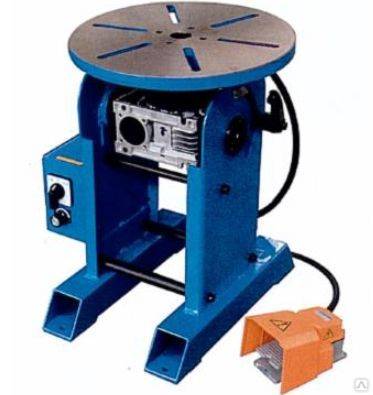
Конструкция сварочного вращателя определяется технологией сварки. Например, при сварке нескольких мелких деталей главным ограничением считается занимаемое устройством пространство. В то же время вращатель должен быть мобильным, и легко переустанавливаться на другой участок цеха или мастерской.
Приспособление включает в себя:
- Приводной электродвигатель.
- Редуктор или коробка передач.
- Инвертор изменения скорости вращения.
- Поворотную раму.
- Основание.
- Несущие ролики или платформу для крепления заготовок.
- Систему управления (обычно она – выносная).

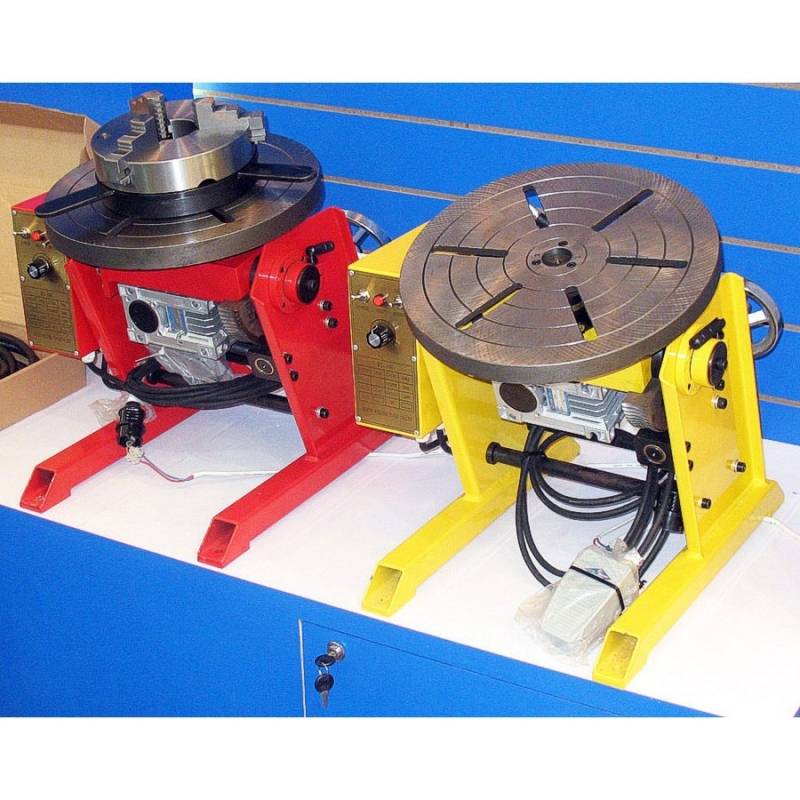
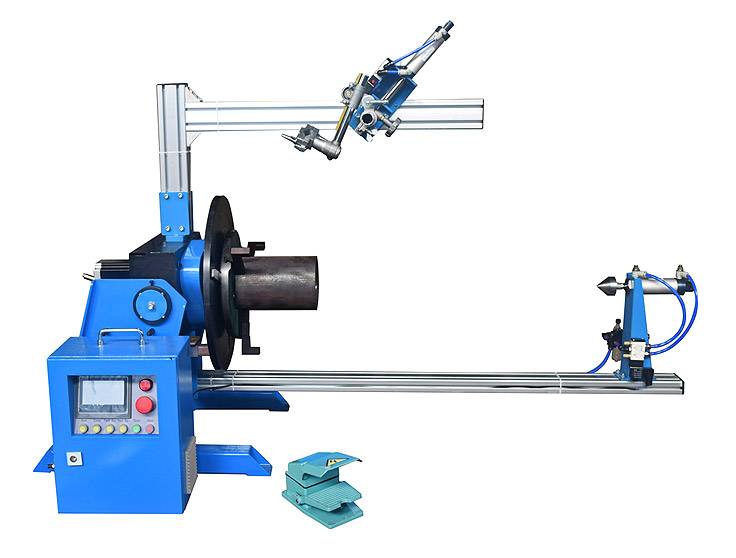
В зависимости от направления вращения оси, с которой соединяется несущая платформа, сварочные позиционеры подразделяют на:
- Вертикальные.
- Горизонтальные.
- Комбинированные.
Последние отличаются наибольшей универсальностью (и – соответственно – стоимостью), поэтому в практике автоматической сварки обычно располагают такими конструкциями сварочных вращателей, которые подходят к большинству случаев проведения сварочных работ.

Как правильно варить?
Многие начинающие сварщики сталкиваются с проблемой, когда не получаются швы. Ванна очень сильно брызгает и налипшие капли металла повсюду, шов получается измученный, ярко выраженной неровной геометрической формы со шлаком, который очень трудно отделяется, даже если бить по нему очень сильно молотком. Почему так получается? Обычно новички приобретают рутиловые электроды и держат до неприличия огромную дугу, и расстояние от торца плавящегося электрода до сварочной ванны постоянно меняется на длине сварочного шва. Отсюда и вытекает основное правило сварщика, без освоения которого в профессии делать нечего, так как вы никогда не получите хороший шов: дуговой промежуток должен быть постоянным.
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Физико-химические основы сварки
Итак, мы уже многое знаем. И знаем, что пользоваться мы будем ручной дуговой сваркой. Этот способ имеет для нас несущественный недостаток – низкая производительность, и более существенный – зависимость от квалификации сварщика. Но и прекрасные достоинства – вы можете выполнять соединения в любом положении и самых труднодоступных местах! Теперь посмотрим на рисунок процесса







1 – затвердевший шлак; 2 – сварочная ванна; 3 – слой расплавленного шлака; 4 – дуга; 5 – электродное покрытие; 6 – металлический стержень
На электрод у нас подается напряжение одной полярности, на деталь – другой. При близком поднесении электрода к детали зажигается высокотемпературная дуга, которая плавит все в своем пространстве. Под действием электрического заряда материал электрода по каплям переносится в сварочную ванну. А вот тут стоить подумать о том, как же правильно заполнять ванну. Если держать электрод неподвижно, то металл постепенно испарится, электрод станет короче, дуга прекратится и весь процесс остановится. Действительно, одна из сложных вещей, которым вам придется научиться, это держать весь процесс под неусыпным контролем. Вам придется двигать электрод сразу в трех плоскостях: (1) Обеспечивать поперечное движение, чтобы ‘прихватывать’ края соединяемых деталей и расплавлять их. (2) Обеспечивать поступательное равномерное движение по протяженности шва. От скорости этого движения будет зависеть заполнение ванны и качество шва (3) Обеспечивать вертикальную подачу электрода, поддерживая дугу и обеспечивая непрерывность подачи материала в сварочную ванну. Причем, скорость подачи будет всегда разная и будет зависеть от скорости плавления электрода.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Преимущества и недостатки
Роликовая контактная сварка часто применяется в конвейерном производстве. Она широко применяется из-за ряда преимуществ перед другими способами соединения металлов внахлест:
- хорошая производительность, сварочный аппарат за час выдает несколько десятков метров швов;
- гарантированное высокое качество соединений;
- сваривание проходит без наплавочных материалов: плавящихся электродов, присадочной проволоки;
- металл прошивается дугой насквозь между электродами, расплав в этот момент не окисляется, зону контакта не нужно защищать флюсом или облаком нейтрального газа;
- высокая культура труда, не нужна стандартная экипировка сварщика.
Минусами считают низкую технологичность:
- нельзя сваривать листы из различных сплавов;
- есть ограничения по толщине заготовки до 3 мм;
- дорогое оборудование приобретают только для больших объемов сварных работ.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.





