Классификация
Чтобы наиболее подробно классифицировать сварочный флюсы мы разделили их на условные категории. Итак, материалы могут отличаться по следующих категориям:
- Внешний вид. В начале статьи мы упомянули, что материал может быть гранулированным, но производители предлагают также кристаллический, пастообразный и даже газовый флюс. Выбор зависит от предстоящей работы. Для электросварки зачастую используется материал в виде гранул или порошка, а для газовой сварки используется пастообразный или газовый флюс.
- Химический состав. Состав флюса может сильно разниться и состоять из множества компонентов, но основой зачастую является кремнезём и марганец. Более подробный состав флюса легко можно найти в интернете или прочесть на упаковке. Скажем лишь одно: используемый флюс должен сохранять в работе свою химическую инертность даже при очень высоких температурах. Это одно из главных требований к качественному материалу.
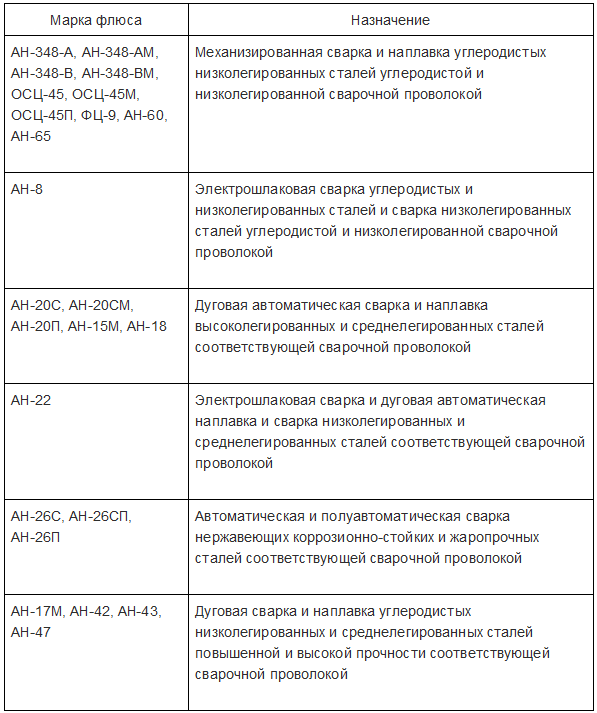
- Назначение. Как мы говорили в разделе «Принцип действия», нужно учитывать, какие именно металлы вы свариваете и какой вид сварки используете. К примеру, использование флюса с легированной проволокой даст положительный результат, улучшив прочность металла. Конечно, существуют также универсальные флюсы, но мы рекомендуем применять их для сварки цветного металла или сплавов, а для сварки стали выбирать флюс более тщательно.
Более глобально флюсы разделяют на плавящиеся и неплавящиеся. Плавящиеся весьма эффективны, если необходимо выполнить наплавку, а неплавящиеся улучшают механические характеристики готового сварного шва. По этой причине их часто используют с высокоуглеродистыми сталями или цветными металлами, которые без флюса свариваются недостаточно качественно.
Действие флюсов во время сварки
При ручной сварке флюс насыпается 60-миллиметровым слоем на поверхности металла, прилегающего к будущему стыку. При недостаточной толщине слоя возможен непровар и образование раковин и трещин. После этого при электросварке возбуждается разряд, а при газопламенной сварке поджигается горелка.
По мере перемещения электрода флюс подсыпается на новые поверхности. Так как размеры столба в дуге больше высоты флюса, разряд протекает в жидком расплаве компонентов, воздействующих на металлический расплав с удельным давлением до 9 г/см². В итоге исключается разбрызгивание металла, расходуется меньше сварочной проволоки, растет производительность. Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва. Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
При полуавтоматической и автоматической сварке флюсы используются следующим образом:
- По специальной трубке флюс подается из бункера.
- Позже подается электродная проволока с катушки, расположенной после емкости с флюсом.
- По мере протекания рабочего процесса часть флюса, не использованная и связанная шлаками, пневматикой отсасывается в емкость.
- Расплавленная и охлажденная шлаковая корка механически удаляется со шва.
Плюсы применения флюсов:
- Отсутствие необходимости в предварительной разделке кромок будущего шва, так как с большими токами электросварки или повышенной концентрации кислорода при сварке газовой металл плавится гораздо интенсивнее.
- Отсутствие угара металла в зоне шва и прилегающих поверхностях.
- Более устойчивая дуга.
- Повышение КПД источника питания в результате снижения потерь энергии, которая тратится на нагрев металла, разбрызгивание его и повышенного расхода флюса и сварочной проволоки.
- Комфортные условия труда, ведь значительную часть пламени дуги экранирует флюс.
Ограничение применения в невозможности быстрого осмотра участка выполненной сварки. Данное обстоятельство требует более тщательных подготовительных работ, особенно при соединении сложных по конфигурации деталей. Еще флюсы довольно много стоят, а расходуются практически как сварочная проволока.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.
Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом

Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.

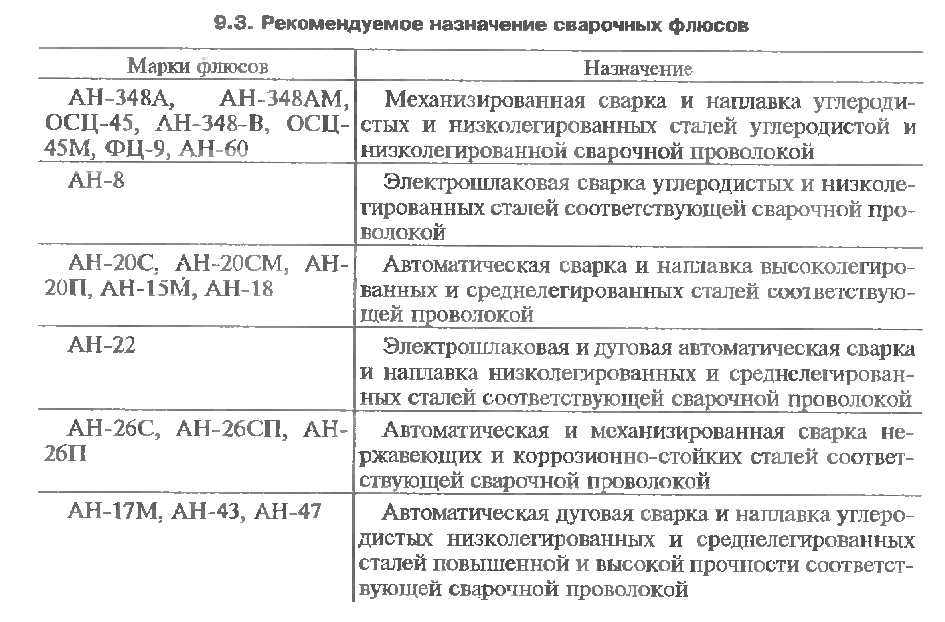
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
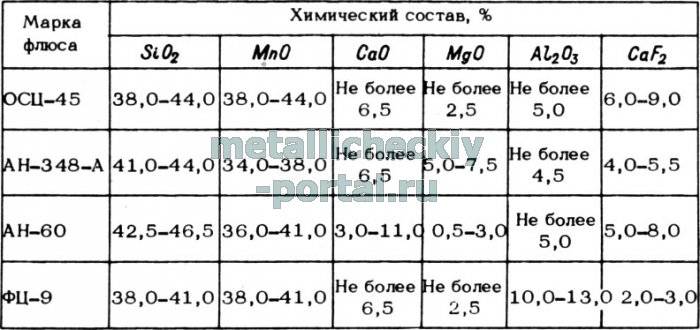
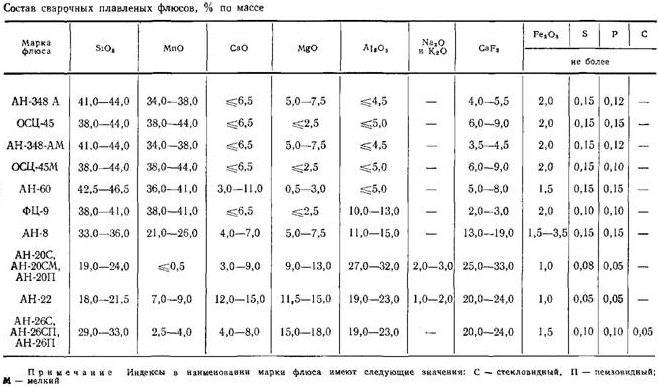
Химический состав флюсов для сварки
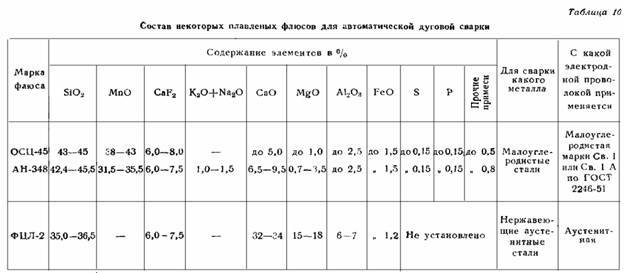
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Функции гранулированных флюсовых смесей
Каждый тип флюса должен выполнять четыре функции:
Стабилизация сварочного процесса
Правильные флюсовые смеси оказывают самое благоприятное воздействие на электрическую дугу: сварка под слоем флюса создает самую комфортную среду для горения дуги – электрического разряда между электродом и краем изделия. Обычно расстояние между полюсами дуги составляет около 5-ти мм.
Если в гранулированной смеси флюса имеются специальные вещества, разряд будет проходить более устойчиво. А это делает возможной сварку не только на постоянном токе, но и на переменном. Кроме этого такая стабилизация дуги помогает применять большее число разных режимов сварки.
Изоляция газового облака
Варианты керамического флюса.
Газовое облако должно быть в любом случае непроницаемым, без него металлы не смогут расплавляться в сварочной ванне. Чтобы порошковая флюсовая смесь нормально справлялась с данной задачей, нужно подсчитать максимально точно дозировку порошка на линии шва.
Чем мельче гранулы флюса и чем они плотнее, тем лучше происходит изоляция газового облака. Но совсем мелкой смесь тоже не должна быть, иначе плотность насыпки на поверхности шва будет негативно влиять на его правильное формирование.
Помимо размера гранул смеси на ее изолирующие свойства влияет масса насыпки. Для ее определения существуют специальные таблицы, с помощью которых можно очень точно определить дозу подачи флюса в рабочую сварочную зону.
Функция легирования
Сварочный шов формируется в результате действия высоких температур плавления и физическому взаимодействию металлов – основного и присадочного. Химический состав шва обусловлен видом применяемых материалов. Но под влиянием дуги некоторые нужные и полезные элементы могут выгорать или осаждаться в шлаковых массах.
Чтобы полноценно заменить их, в определенные виды флюсов добавляют специальные легирующие добавки, которые обогащают металлы, образующие шов. Кроме того, такие добавки тормозят нежелательный процесс – переход в шлак марганца и кремния. Если легирование используется, параллельно применяют специализированную присадочную проволоку.
Формирование поверхности
Режимы сварки меди под флюсом.
Прекрасным примером может служить технология сварки под флюсом с применением так называемых «длинных» порошков. Речь о сварке толстых краев металлов на большой силе тока. Для таких условий самым оптимальным вариантом будет использование флюсовые смеси с высокой вязкостью, которая делает процесс остывания медленным и постепенным.
Такая постепенность дает возможность образоваться кристаллической решетке с гладко-чешуйчатой структурой.
В ситуациях «наоборот» – при флюсовой сварке с малыми токами сильная вязкость вовсе не нужна. В таких случаях применяются «короткие» флюсовые смеси, которые при остывании мгновенно превращаются в твердое вещество. Режимы сварки под флюсом – моменты тонкие и важные, от них зависит и качество шва, и форма его поверхности.
Принципы применения и техника безопасности
Соблюдая всего несколько универсальных правил, можно выполнять работы по соединению металлических деталей с помощью пайки очень легко. Эти правила пойдут для любого флюса, типа припоя и вида работы:
Очищайте соединяемые поверхности спиртом или другим активным растворителем.
- Следите за тем, чтобы жало паяльника всегда было залужено, то есть покрыто достаточным количеством припоя для усиления контакта.
- Следите за чистотой жала, не давайте ему окислиться.
- Флюс наносите так, чтобы при расплавлении он покрывал всю обрабатываемую поверхность.
- Не перегревайте детали, особенно радиотехнические — это чревато получением травм из-за взрыва отдельных компонентов (конденсаторов, например) и повреждением внутренней структуры печатных плат.
- Очищайте поверхности от продуктов окисления припоя и флюса, особенно если последний проводит электричество.
Правила техники безопасности и охраны труда, которых следует придерживаться, стандартны для выполняемых работ. Следует обеспечивать соответствующую защиту тела от попадания случайных капель раскалённого припоя. Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
Классификация
Флюсы – большая группа многофункциональных смесей. Они отличаются по ряду признаков, которые положены в основу классификации. Классы носят условный характер.
По методу получения композиции подразделяют на смеси, полученные сплавлением, механическим перемешиванием и склеиванием. Последние составы называют керамическими.

Сварочные флюсы бывают прозрачными, похожими на стекло, и пористыми непрозрачными, похожими не пемзу. По вполне понятным причинам плотность пористого состава меньше, чем стекловидного. Плавление проводят в печах при температуре, достигающей 1500 °C.
Сплавлению подвергают неорганические вещества и их смеси. Чаще других используют:
- оксиды кремния (кремнеземы);
- образцы марганцевых руд;
- флюорита (плавикового шпата);
- карбоната магния (каустического магнезита).
Расплавы выливают в раствор. После застывания такой сварочный флюс образует гранулы. Гидрофильные вещества, склонные поглощать воду, гранулируют по отдельной технологической схеме сухими.




Склеенные сварочные флюсы, подобные керамике, используются широко, гораздо чаще, чем механические порошки. Керамика не реагирует на остатки ржавчины, окалины в рабочей зоне, присутствие там следов воды. Если керамическую смесь добавить к стекловидной, можно получить идеальный шов даже на неочищенном металле.
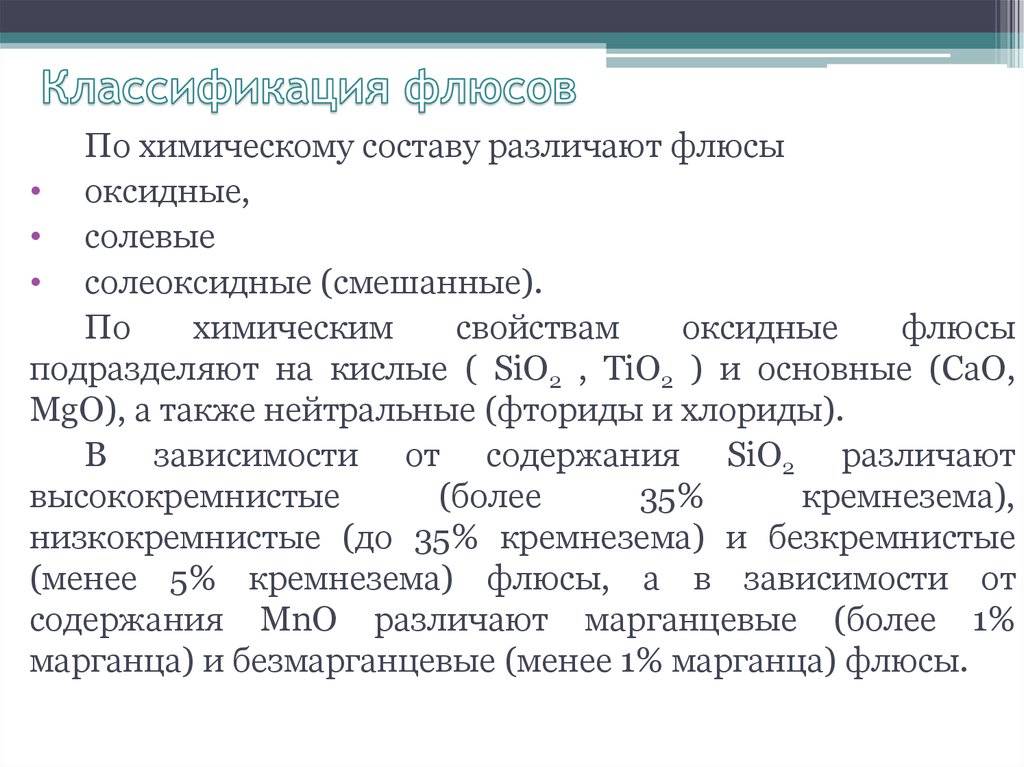
Флюсы имеют различную химическую природу. Они состоят из оксидов, солей, смеси оксидов с солями.
Классификация
Флюсы – большая группа многофункциональных смесей. Они отличаются по ряду признаков, которые положены в основу классификации. Классы носят условный характер.
По методу получения композиции подразделяют на смеси, полученные сплавлением, механическим перемешиванием и склеиванием. Последние составы называют керамическими.

Сварочные флюсы бывают прозрачными, похожими на стекло, и пористыми непрозрачными, похожими не пемзу. По вполне понятным причинам плотность пористого состава меньше, чем стекловидного. Плавление проводят в печах при температуре, достигающей 1500 °C.
Сплавлению подвергают неорганические вещества и их смеси. Чаще других используют:
- оксиды кремния (кремнеземы);
- образцы марганцевых руд;
- флюорита (плавикового шпата);
- карбоната магния (каустического магнезита).
Расплавы выливают в раствор. После застывания такой сварочный флюс образует гранулы. Гидрофильные вещества, склонные поглощать воду, гранулируют по отдельной технологической схеме сухими.
Склеенные сварочные флюсы, подобные керамике, используются широко, гораздо чаще, чем механические порошки. Керамика не реагирует на остатки ржавчины, окалины в рабочей зоне, присутствие там следов воды. Если керамическую смесь добавить к стекловидной, можно получить идеальный шов даже на неочищенном металле.
Флюсы имеют различную химическую природу. Они состоят из оксидов, солей, смеси оксидов с солями.
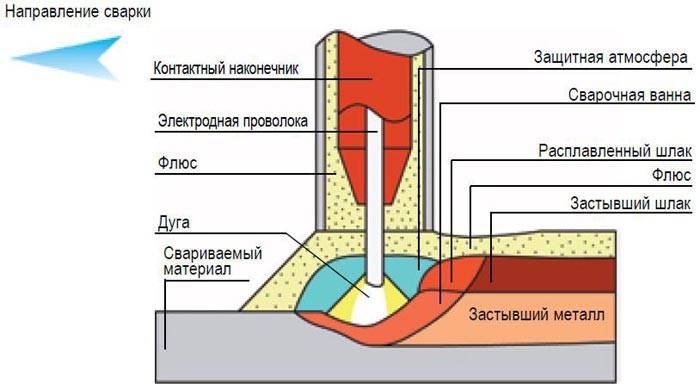
Принцип действия
Для начала, чтобы разобраться в принципе действия флюса, нужно понять, из чего состоит типичная зона сварки:
- Область дугового столба с внутренней температурой от 4-5 тысяч градусов по Цельсию.
- Область газового пузыря, которая образуется вследствие интенсивного атомарного испарения компонентов в кислородной среде.
- Область со шлаковым расплавом, располагающимся в верхней части газовой полости.
- Слой расплавленного металла в нижней части полости.
- Шлаковая корка, образующая твердую границу сварочной зоны.
Помимо упомянутых выше областей не менее важна сварочная проволока, она так же оказывает влияние на химическую активность.
Теперь, понимания из чего состоит сварочная зона, мы переходим к флюсу. Во время сварки поверхность детали активно окисляется и образуется шлаковая корка. Этих процессов можно избежать, если в зону сварки поступит легко плавящийся инертный материал. Таким материал как раз и является сварочный флюс. Он обезопасит деталь от окисления и поспособствует формированию качественного шва.
Чтобы эффективно использовать флюсы в своей работе нужно соблюсти следующие условия:
- Материал должен стабилизировать скорость работы, а не замедлять ее.
- Он не должен вступать в химическую реакцию с поверхностью свариваемых деталей или сварочной проволокой.
- Газовый пузырь должен быть изолирован от окружающей среды на протяжении всей работы.
- Если соблюдены все рекомендации, то остатки флюса должны легко удаляться после проведения сварочных работ. При этом большую часть удаленного материала можно будет использовать повторно (после очистки).
На практике оказывается, что соблюсти эти требования не так уж и просто. Флюс может отличаться по своему составу, равно как и технология его подачи в сварочную зону, поэтому нужно учитывать, какие именно металлы вы свариваете и какой вид сварки используете.
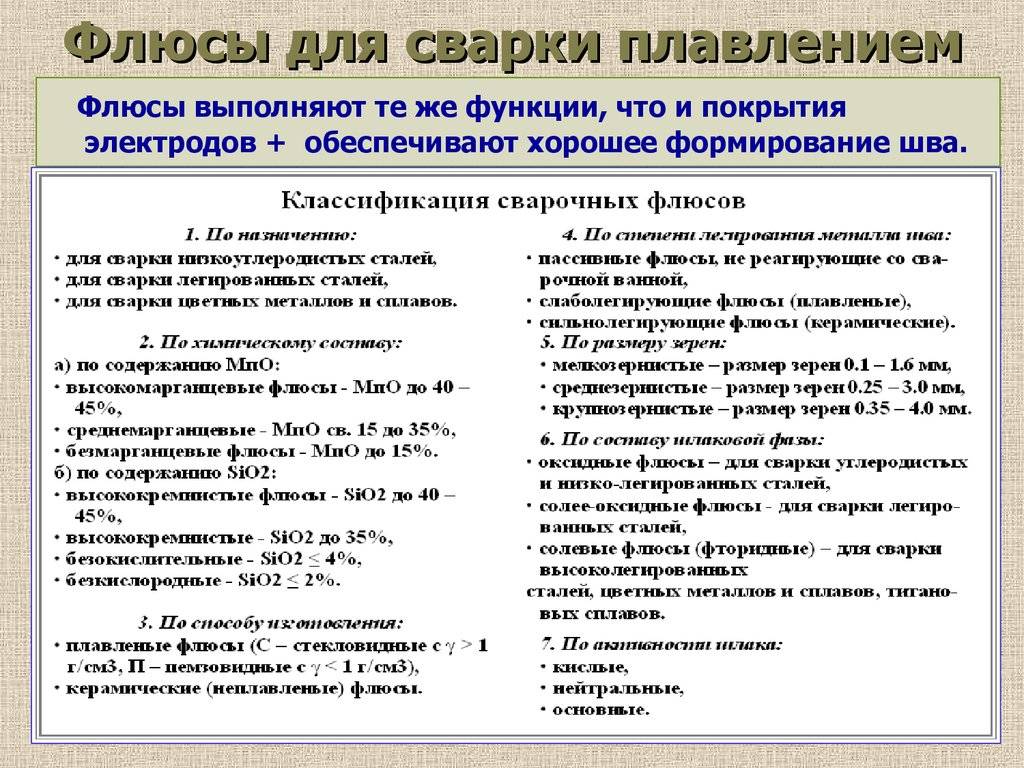
Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.
Классификационное обозначение
Порядок формирования классификационного обозначения флюсов раскрыт
в приведенных ниже примерах:
Пример
–
Флюс для дуговой сварки (S), плавленый (F),
кальциево-силикатного типа (CS), с областью
применения, соответствующей классу 1 (1), используемый для сварки на переменном
(а.с.) и/или постоянном (d.c.) токе (АС) и
позволяющий получить содержание диффузионного водорода не более 10 мл на 100 г
наплавленного металла (Н10), имеет следующее классификационное обозначение:
Флюс сварочный ISO
14174 – S F CS 1 AC H10,
где
Флюс сварочный ISO 14174 – S F
CS
1
– обязательная часть классификационного обозначения.
Индексы
в данном примере обозначают:
ISO 14174 – номер
настоящего стандарта;
S – флюс для
дуговой сварки (см. 4.1);
F
–
плавленый флюс (см. 4.2);
CS – тип флюса
(см. таблицу 1);
1 – область
применения, класс флюса (см. 4.4);
АС – род тока (см.
4.5);
Н10
–
уровень содержания водорода (см. таблицу 2).
а)
Карбонаты
Содержание
карбонатов (таких, как СаСO3, MgCO3) во флюсе
рассчитывают по содержанию CaO и MgO, без учета СO2 (см. таблицу 1, сноскаb)).
Пример агломерированного флюса (СаСO3 и/или MgCO3 содержатся
обычно во флюсах типа CG, CB, CI и IB, см. таблицу 1):
SiO2 (20 %), MnO (10 %), СаСO3 (25 %), MgCO3 (15 %), Аl2O3 (15 %), CaF2 (15 %).
Молекулярные
массы СаСO3, CaO и СO2 составляют 100,
56 и 44 соответственно, следовательно, 25 % СаСO3 разлагается на
14 % CaO и 11 % СO2.
Молекулярные
массы MgCO3, MgO и СO2 составляют 84,
40 и 44 соответственно, следовательно, 15 % MgCO3 разлагается на
7,1 % MgO и 7,9 % СO2.
Состав
флюса без учета СO2:
20
(SiO2) + 10 (MnO) + 14 (СаО) + 7,1 (MgO) +
15 (А12O3)
+ 10 (CaF2) = 81,1 %.
Химический состав флюса, %:
SiO2 (20/81,1 = 24,7
%), MnO (10/81,1 = 12,3
%), СаО (14/81,1 = 17,3 %),
MgO (7,1/81,1 = 8,8
%), Аl2O3 (15/81,1 = 18,5
%), CaF2 (15/81,1 = 18,5
%).
Данный
состав флюса относится к типу флюса CG в соответствии с таблицей 1.
b)
Кремний и его составляющие
Содержание
Si и Mn во флюсах
определяют по содержанию SiO2 и MnO (см. таблицу 1, сноскиb), c) и d)).

Пример
агломерированного флюса (SiO2 и MnO входят в состав
флюсов типа CG, CB, CI и IB, см. таблицу 1):
SiO2
(15 %), MnO (10 %), СаСO3
(37 %), MgCO3 (23 %), CaF2 (7 %), Fe-Si (5 %), Mn (3 %).
Молекулярные
массы СаСO3, СаО и СO2 составляют 100,
56 и 44 соответственно, следовательно, 37 % СаСO3 разлагается на
20,7 % СаО и 16,3 % СO2.
Молекулярные
массы MgCO3, MgO и СO2 составляют 84,
40 и 44 соответственно, следовательно, 23 % MgCO3 разлагается на
11,0 % MgO и 12,0 % СO2.
В
том случае, если содержание Si в сплаве Fe-Si составляет 60
%, 5 % сплава Fe-Si во флюсе
состоит из 2 % Fe и 3 % Si. Молекулярные массы Si и SiO2 составляют 28 и
60 соответственно, следовательно, 3 % Si дает 6,4 % SiO2.
Молекулярные
массы Mn и MnO составляют 55 и
71 соответственно, следовательно, 3 % металлического Mn дает 3,9 % MnO.
Состав
флюса без учета СO2 и Fe:
15 (SiO2) + 10 (MnO) + 20,7 (СаО) +
11,0 (MgO) + 7 (CaF2) + 6,4 (SiO2) + 3,9 (MnO) = 74,0 %.
Химический
состав, %:
SiO2 (15/74,0 +
6,4/74,0 = 28,9 %), MnO (10/74,0 + 3,9/74,0 = 18,8 %),
СаО
(20,7/74,0 = 28,0 %), MgO (11,0/74,0 = 14,9 %), CaF2 (7/74,0 = 9,5
%).
Данный
состав флюса относится к типу СВ в соответствии с таблицей 1.
c)
Содержание железа
Большое
количество железного порошка добавляют во флюсы типов CI и IB в целях
увеличения производительности наплавки. При этом необходимо иметь в виду, что
содержание компонентов агломерированного флюса определяют без учета содержания Fe (см. таблицу 1, сноскиb), с) и d)).
Пример
агломерированного флюса:
SiO2 (20 %), MnO (10 %), СаСO3 (25 %), MgCO3 (15 %), CaF2 (7 %), Fe (20 %), Si (3 %).
Молекулярные
массы СаСO3, СаО и СO2 составляют 100,
56 и 44 соответственно, следовательно, 25 % СаСO3 разлагается на
14 % СаО и 11 % СO2.
Молекулярные
массы MgCO3, MgO и СO2 составляют 84,
40 и 44 соответственно, следовательно, 15 % MgCO3 разлагается на
7,1 % MgO и 7,9 % СO2.
Молекулярные
массы Si и SiO2 составляют 28 и
60 соответственно, следовательно, 3 % Si дает 6,4 % SiO2.
Состав
флюса без учета СO2 и Fe:
20 (SiO2) + 10 (MnO) + 14 (CaO) + 7,1
(MgO) + 7 (CaF2) + 6,4 (SiO2) = 64,5 %.
Химический
состав, %:
SiO2 (20/64,5 +
6,4/64,5 = 40,9 %), MnO (10/64,5 = 15,5 %), СаО (14/64,5 = 21,7 %),
MgO (7,1/64,5 = 11,0 %), CaF2 (7/64,5 = 10,9
%).
Данный
состав флюса относится к типу CI в соответствии с таблицей 1.
Если
в агломерированном флюсе одновременно содержатся СаСO3, MgCO3, Si, Mn и Fe, то состав
флюса определяют по содержанию СаО, MgO, SiO2 и MnO, т.к.,
во-первых, СаСO3 и МдСO3 разлагаются на
СаО и MgO
соответственно;
во-вторых, Si и Mn переходят в SiO2 и MnO соответственно
и, в-третьих, СO2 и Fe не учитывают
(как было указано выше в а), b) и с)).
Активность
Важной характеристикой флюсовых композитов является условная единица Аф – активность сварочного флюса. Ее значения укладываются в диапазон от 1 до 10
Чем выше цифра, тем большую активность проявляет добавка. Флюсы с высокой активностью характеризуются величиной показателя от 0,6 до 1.
При взаимодействии компонентов флюса со шлаком происходит химическое вытеснение одних элементов другими, механическое перемешивание либо два процесса одновременно.
Интенсивность внедрения флюса в сварочную зону зависит от режима сварки и активности флюса. При умелом сочетании параметров, правильном подборе всех материалов выполняется поставленная задача.
Это интересно: Как выбрать и использовать флюс для пайки меди?
Виды флюсов
Все флюсы подразделяются на 3 большие группы:
- Кислотные (активные);
- Слабоактивные;
- Нейтральные (неактивные или защитные).
Основным практическим различием активных флюсов от слабоактивных и нейтральных является необходимость удаления их остатков по завершению процесса пайки – входящие в состав таких веществ кислоты и агрессивные соли, оставаясь на спаянных поверхностях или деталях, будут причиной ускоренной коррозии.
На заметку. Помимо описанной выше классификации по температуре плавления, все данные вещества подразделяются на две большие группы: легкоплавкие и тугоплавкие.
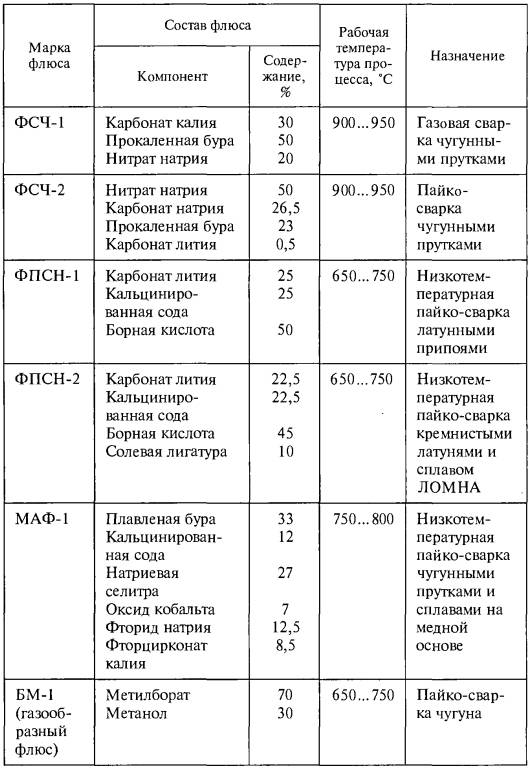
Легкоплавкие (канифоль, ее спиртовые растворы, паяльные кислоты) вещества применяются для пайки черных и цветных металлов оловянно-свинцовыми припоями при температурах до 5000С. Тугоплавкие вещества (прокаленная бура, раствор буры в борной кислоте, хлориды кальция и бария) используются для пайки черных и цветных металлов медными, серебренными и медно-латунными припоями при температурах свыше 5000С.
Канифоль
Представляет собой твердое стекловидное аморфное вещество светло-желтого или темно-оранжевого цвета, получаемое из смолы хвойных пород. Плавится при небольшой температуре, выделяет мало дыма и вредных для человеческого организма веществ.
Применяют канифоль при пайке радиодеталей легкоплавкими оловянно-свинцовыми припоями.
Паяльные кислоты
Данный вид флюса представлен неорганическими низко концентрированными кислотами: ортофосфорной или соляной. Для увеличения активности кислоты и улучшения растворения ею оксидных пленок в нее часто добавляют такую соль, как хлористый цинк. Благодаря текучести, она хорошо подходит для работы в труднодоступных местах.
Интересно. Недостатком паяльных кислот является необходимость удаления их остатков после завершения паечных работ.
Применяют паяльные кислоты для лужения устойчивых к коррозии сталей, меди, железа с цинковым покрытием, деталей из никеля или хрома.
Спиртовые растворы
Наиболее распространенным составом данного вида является спирто-канифольный раствор, представляющий собой 20-25 % раствор канифоли, растворенной в этиловом спирте. Для увеличения активности и спектра выполняемых паечных работ в такой раствор часто добавляют различные соли: хлорид цинка, хлорид диэтиламмония, хлорида фениламмония. Благодаря жидкому агрегатному состоянию, он хорошо наносится на спаиваемые поверхности, не требует удаления остатков после завершения паечных работ.
Не содержащие добавок спиртовые растворы используют для обычной пайки с использованием легкоплавких припоев, содержащие различные активные соли разновидности применяют при пайке черных и цветных металлов, а также их сплавов (медь, латунь, алюминий и т.д.).

Основными недостатками спирто-канифольного раствора являются летучесть основного компонента – этилового спирта, его усиленное испарение при пайке и хранении в негерметично закрытой емкости.
Водные растворы и подручные средства
Данный список самодельных веществ представлен чаще 16%-ти процентным водным раствором ортофосфорной кислоты с добавлением 3,7-4,0% этилового технического спирта. Используются такие растворы для пайки, как черных, так и цветных металлов, их сплавов.
Готовые составы
Представляют собой готовые составы (паста флюс, состав марки фпп), удобные для нанесения и часто помещаемые внутрь трубчатого припоя проволоки. Применяются, как правило, при пайке легкоплавкими низкотемпературными припоями.
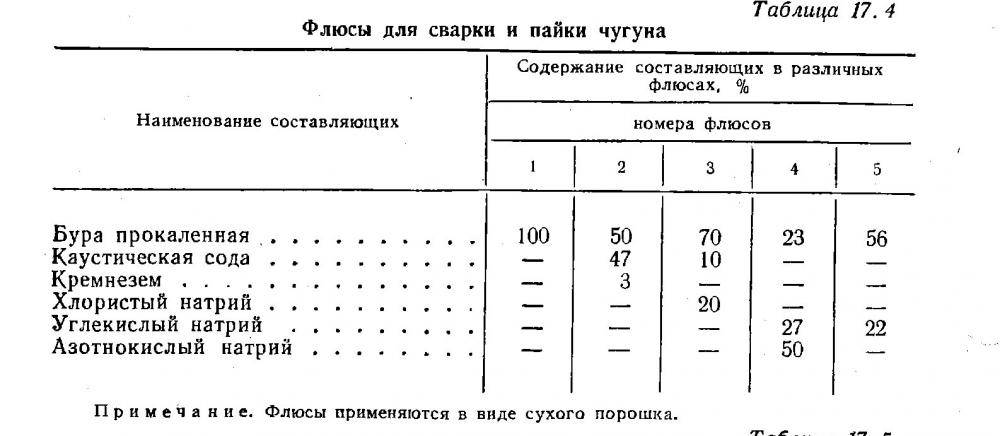
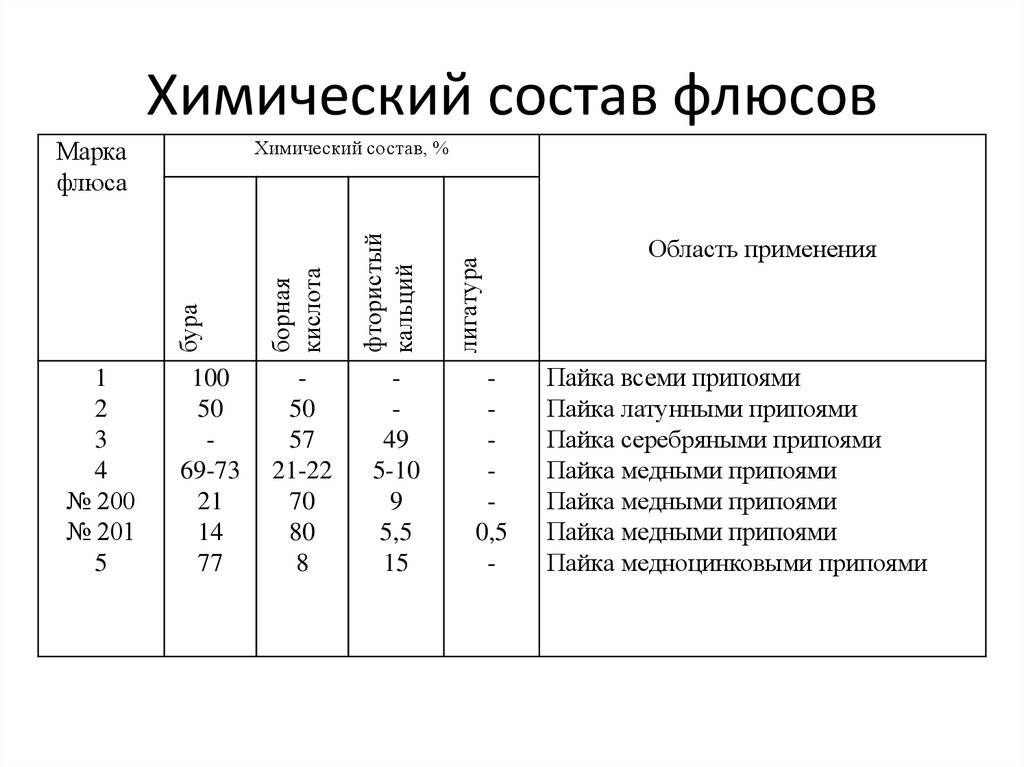
Бура
Бура – высокотемпературный порошкообразный флюс, применяемый при пайке стальных, чугунных, бронзовых и медных деталей с использованием тугоплавких медно-цинковых или серебряных марок припоев.
Часто буру для удобства и увеличения эффективности растворяют в борной кислоте. Благодаря небольшой цене и широкому спектру выполняемых с помощью буры паечных работ, она является универсальной и востребованной как в радиоэлектронике, так и в пайке цветных и черных металлов.
Гелевые флюсы
Гелевые флюсы – самые удобные и надежные. Представляют собой смесь измельченного канифолевого порошка и растворителя. Выпускаются в небольших шприцах для специальных пистолетов-дозаторов, хорошо наносятся, не требуют удаления со спаиваемых поверхностей. Применяются такие вещества для паечных работ в радиоэлектронике.
Классификация
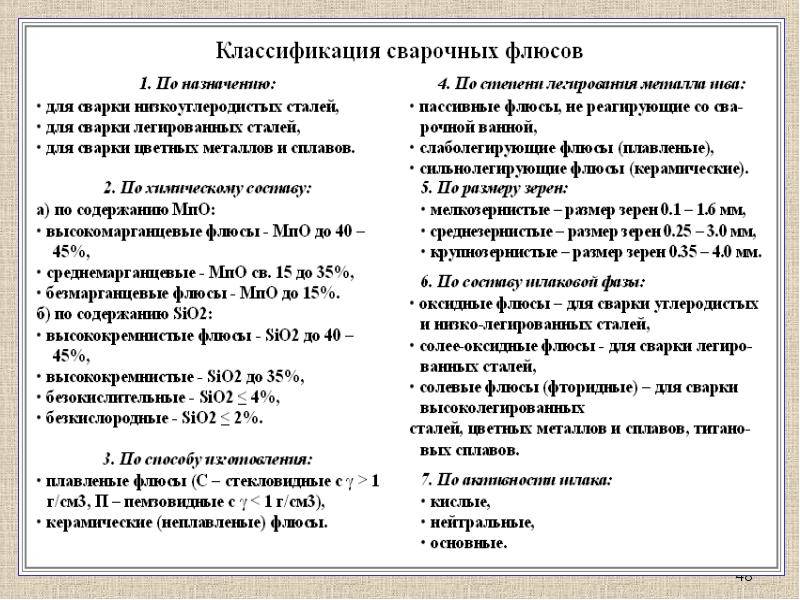
Классификация сварочных флюсов имеет четыре критерия, которые разделяют присадочное средство. Заключаются они в следующих пунктах:
- назначение флюса;
- способ его изготовления;
- структура и физические параметры;
- химический состав.
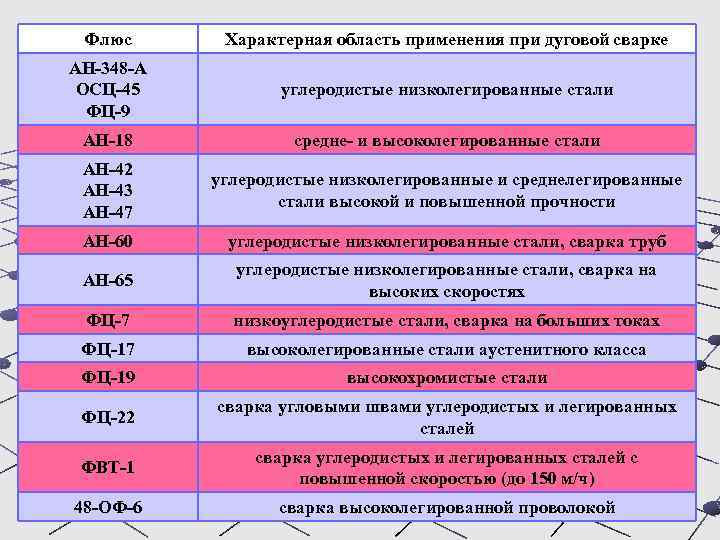
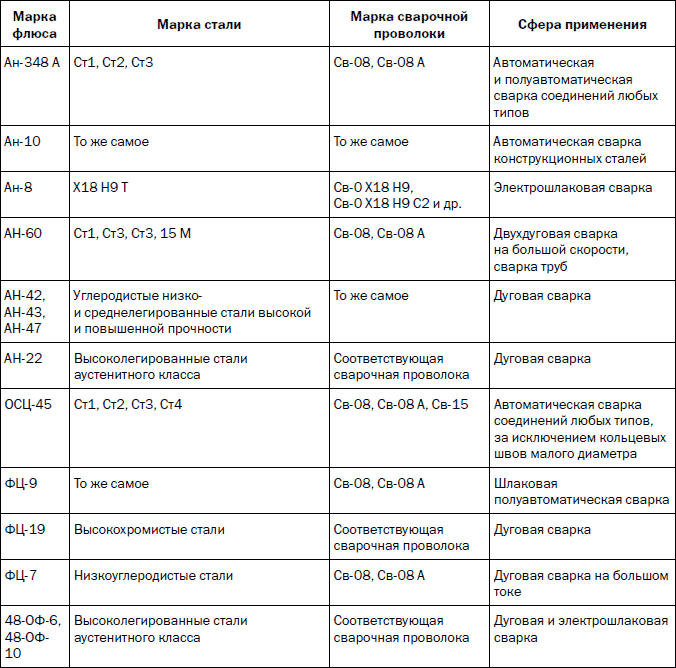
Назначение
В зависимости от состава и свойств гранулированного средства, оно может быть применено для обеспечения сварочных процессов в работе с углеродистыми, легированными и цветными металлами. Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Способ изготовления
В промышленности имеются три способа производства флюса:
- Плавленные. Для этого применяют электрические или угольные печи. Компоненты шихты разогревают до жидкого состояния и, сплавляясь, образуют полезную смесь. Брикеты и комки материала разбиваются до мелких частей. В готовом виде такие порошки имеют мелкодисперсную структуру серого цвета.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Соединение образовывается за счет скрепления порошкообразных веществ клеем, в роли которого выступает жидкое стекло. Альтернативным методом является спекание без сплавления. Компоненты шихты разогреваются до слипания в комки. После остывания они проходят процедуру измельчения. Благодаря недопущению сплавления сохраняются легирующие вещества.
Структура и параметры
Внешний вид и физическое строение порошкообразных средств для сварки может отличаться. Наиболее распространенными являются стекловидные зерна. Они имеют прозрачный цвет и круглую структуру. Отличаются более высокой насыпной массой, поэтому плотно укрывают соединение, защищая его от внешней среды.
Вторая категория флюсов создается в виде пемзообразного вещества. Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Химический состав
Из компонентов, входящих в состав порошкообразного вещества для присыпки сварного соединения, выделяются низкокремнистые смеси, где оксида последнего содержится меньше 35%. При этом участие марганца граничит на уровне 1%. Вторая группа — это флюсы с высоким содержанием оксида кремния, которое начинается от 35%. Третья категория называется бескислородной.
Отличаются флюсы и по степени взаимодействия с основным и присадочным металлами. Пассивные смеси только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие порошки — это категория флюсов, производимая путем плавления, которые снабжают свариваемые материалы небольшим количеством кремния, марганца, и других полезных включений. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства. Швы после такой сварки лучше сопротивляются коррозии.
Создание условий для использования флюса
Оксиды при попадании в ванну для сварки мешают процессу создания прочного шва. Флюс своими компонентами предотвращает контакт кислорода с металлом, удаляя слой окиси. Образующееся при работе облако газов помогает уменьшить расход материалов и не дает разбрызгиваться жидкой сварочной массе.
Для качественной работы нужно создать постоянно функционирующую электрическую дугу. Газы, выделяемые флюсовым веществом, стабилизируют ее горение. В такой ситуации создаются нормальные условия для сварочного процесса. Защитное вещество взаимодействует с заготовкой, улучшая внешний вид и свойства свариваемых деталей. Для организации таких условий необходимо соблюдать условия:
- флюс не вступает в реакцию со стержнем и заготовкой;
- сварная ванна остается изолированной во время процесса соединения деталей;
- остатки защитной смеси вместе с коркой шлака после работы легко удаляются со шва.

Примерно 80% удаленного флюса засыпается в бункер сварочного аппарата и используется еще раз. У данного способа имеется ряд недостатков:
- стоимость защитной смеси сопоставима с ценой проволоки;
- шов осмотреть сразу невозможно, поэтому металл перед сваркой тщательно готовится
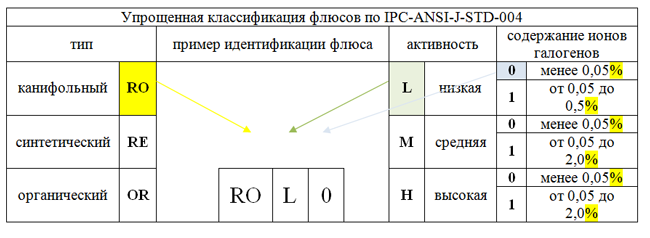
Обозначения
Флюс, используемый в ручной дуговой сварке, должен не мешать формированию шва, обеспечивать стабильное горение электрической дуги, и предотвращать образование дефектов в виде трещин и пор в застывающей структуре соединения. Во время плавления нижнего слоя порошка требуется минимальное выделение вредных веществ, угрожающих дыхательной системе сварщика. После окончания горения дуги, корка над швом должна легко отделяться, а гранулированное средство иметь низкую стоимость ввиду больших объемов выполняемых сварочных работ.
Все это нашло отображение в таблице обозначений типов флюса, чтобы пользователи могли легко ориентироваться и приобретать необходимое вещество для конкретного вида работ.
| Символ обозначения | Тип средства |
Другие типы
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.

Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва. В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение
Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД. Оптимизируется расход присадочного материала
Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.