

Способы и методы сварки
Все известные способы и приспособления для сварки профиля на сегодняшний день. Перечислим по популярности.
Электродуговая
Это самый удобный и востребованный способ, выполняется за счет давления электродов. Особенность в том, что электродуговой сваркой можно достать до самых труднодоступных мест.
Соединяя профильную трубу, необходимо обзавестись сварочным аппаратом и электродами. Хотя взять на время у соседа выгоднее. Также любой частный сварщик обязательно должен иметь защитный костюм и специальные фиксаторы для профиля.
Инвертором
Улучшенный вид электродуговой сварки. Такой же надежный, простой и самостоятельный для частного строительства. Инверторный аппарат удобен в быту и на производстве. Выгода очевидна: компактный, небольшой массы, доступная цена.

Важно понимать, что для начинающих это самый правильный способ. Потому что есть импульсный режим
Инверторным аппаратом можно варить профиль любой толщины. Сварка тонкостенных профильных инвертором осуществляется при 50 А. Увеличив напряжение, можно работать с классической толщиной.
Сварка осуществляется за счет возбуждения электрической дуги, контакта с электродом заготовки. Расходник (электрод) приступает к горению, покрывает зачищенную основу. Что интересно в электроде есть состав, который при нагреве препятствует контакту атмосферного воздуха и рабочей поверхности.
Видимые преимущества инвертора:
- Нет залипаний электрода.
- Постоянный ток аппарата поддерживает стабильность в работе дуги, отсюда и качественный шов. Изделие выглядит качественно без дополнительной обработки.
- Контактная сварка обеспечивает надежное соединение, устойчивое к нагрузке.
Газовая
Не самый распространенный способ. И дело не за оборудованием, а за качеством шва. Его механические свойства оставляют желать лучшего. Почему так?
Технически создается высокая температура за счет газокислородного пламени. И заполняются зазоры между деталями
Важно понимать, что грязная, не зачищенная труба шов не образует
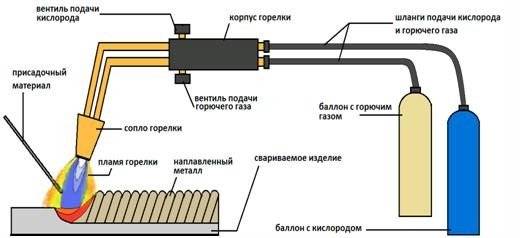
Газовую сварку выполняют кислородом или ацетиленом. Для подачи используется горелка.
Но для любого ее диаметра необходимо:
- Обзавестись проволокой, одинаковой по составу с материалом.
- Флюс. Необходим для меньшего окисления стали.
Швы для газовой сварки двух типов:
- Справа налево. Для тонкостенного профиля.
- Слева направо. Оптимален для стенок трубы толще 5 мм.
Контактная
Оптимальный вариант для плохих погодных условий за счет стабильного и качественного шва. Выполняется строго специалистами.
В двух словах мастера варят за счет электротока. Он нагревает профиль без присадочных материалов, флюса или проволоки.
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
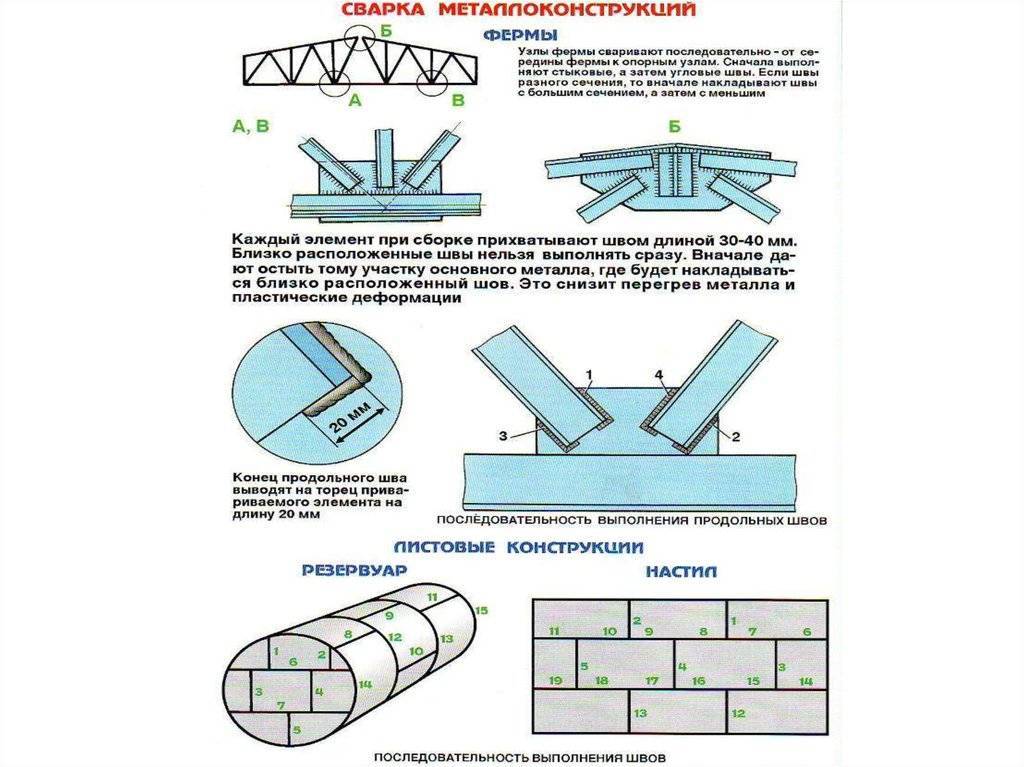
Сборка стропильной системы
Согласно схеме на раму из уголков привариваются профильные трубы небольшого сечения – 40-20 мм. Они будут служить обрешёткой. Однако большие размеры площадки, а, следовательно, и кровли, обязаны получить должное усиление.
Этому послужат сборные фермы. Что это такое? Это два металлических пояса, соединённые между собой зигзагообразно. Несколько конструкций защитят навес металлический каркас от прогибания. Как сделать:
- Сначала сваривают раму из уголков или профильной трубы.
- Между поясами устанавливают патрубки. Угол между ними должен быть не больше прямого.
- Поперёк ферм, прихваточными швами, наваривается обрешётка, шаг которой тоже подчиняется проекту.
Сварка трубы газовым оборудованием
Газовая сварка
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
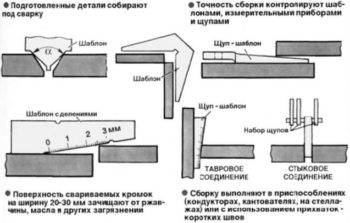 Подготовка и сварка труб по шаблону.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла
 Использование газовой сварки для соединения профильных труб.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.








Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно. На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Поэтапная инструкция по созданию каркаса из трубного проката
По способу открывания ворота бывают:
- распашными;
- откатными;
- поворотно-откидными;
- рельсовыми;
- складными.
Инструменты, материалы и оборудование
Для ворот рекомендуется брать столбы из металла. Их сечение зависит от веса будущих створок:
- для конструкции массой до 150 кг хватит 80*80*4 мм;
- от 150 до 300 кг лучше взять 100*100*5 мм;
- для габаритных, тяжелых, свыше 300 кг, берутся усиленные – 100*140*5 мм.
Из материалов понадобятся:
- Профтруба сечением 40*60 мм. Необходима для стоек, которые фиксируются к столбам на въезде. Средний расход – две трубы длиной по 2 м.
- Профтруба сечением 40*40 мм. Из нее придется сваривать каркас под половинки створок. При среднем размере створки 1,5*2 м потребуется 17 метров.
- Профтруба квадратного сечения 20*20 мм. Потребуется, чтобы изготовить раскосы (повышают жесткость изделия).
- Стальной прямоугольный треугольник (угловая косынка). Длина одной стороны – 10 см. Толщина металла – 2,5 мм. На одну створку потребуется четыре штуки.
- Профнастил или другой материал для обшивки. Для полотна 1,5*2 м необходимо будет два листа.
- Саморезы для крепежа профнастила. Хватит 60 штук.
- Два стопора, задвижка, замок, засов.
- Четыре петли диаметром 25 мм.
- Роликовый механизм (только под откатную конструкцию).
- Антикоррозийная грунтовка, краска, кисти.
- Элементы декора, если предусмотрено проектом (кованые, резные деревянные).
Из инструментов следует подготовить:
- болгарку с кругом по металлу;
- сварочный аппарат, маску, электроды;
- электродрель, сверла;
- молоток;
- напильник;
- рулетку, строительный уровень;
- шлифовальный круг.
Все тонкости выбора подходящего основания для забора.
Чаще всего используется столбчатый фундамент, где каждый столб бетонируется отдельно.
На нужные фрагменты металл режут болгаркой согласно размерам, указанным в чертежах.
Ржавчину, заусенцы зачищают.
Сборка каркаса
Проводится двумя способами:
- сварка;
- резьбовые соединения.
Разберем каждый из них подробнее.
Сварка
Чтобы сварить ворота из надежной профтрубы, необходимо:
- Торцы заготовок для внешней рамки срезать под углом 45 градусов.
- Все фрагменты зачистить от ржавчины, дефектов.
- Выложить на ровной поверхности, придав форму будущих створок. Ровность углов проверить угольником, горизонталь – уровнем. Отклонения допускаются на 2 мм, но не более того.
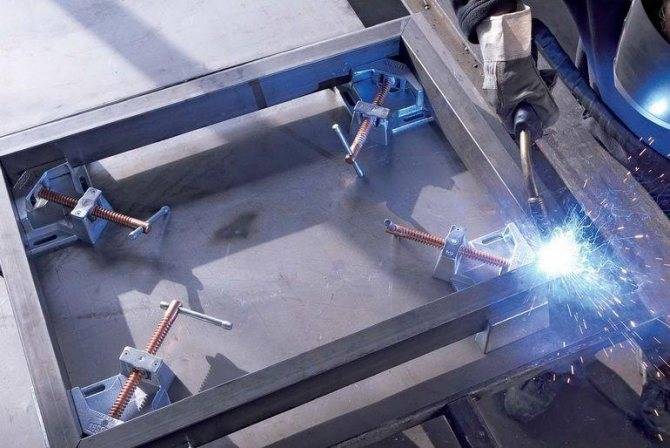
- Перед сваркой для надежности фиксации заготовок соединить их угловыми струбцинами.
- Фрагменты сварить методом прихвата.
- После проверки ровности соединений приварить их окончательно.
Резьбовые крепежи
Альтернатива сварочному соединению деталей. Подходит хозяевам без опыта работы со сваркой.
Для реализации потребуется подготовить:
- электродрель со сверлами;
- болты;
- гайки с резьбой М8;
- уплотнительные (пружинные) шайбы;
- гаечные ключи;
- угловые косынки.
Пружинные шайбы – это защита от произвольного откручивания и надежность соединений.
Закручивание гаек выполняется через предварительно просверленные отверстия. В остальном порядок работ аналогичен предыдущему способу.
Покраска – защита от коррозии
Все металлические детали должны подвергнуться антикоррозийной обработке. Далее, чтобы каркас выглядит аккуратно, его красят в понравившийся цвет.
Рекомендуем статью: «Чем покрасить металлический забор».
Монтаж створок
После подготовки каркаса нужно переходить к привариванию петель.
Швы защищают, проходят грунтовкой. После высыхания навешивают каркас, проверяют качество работы (открытие, закрытие створок).
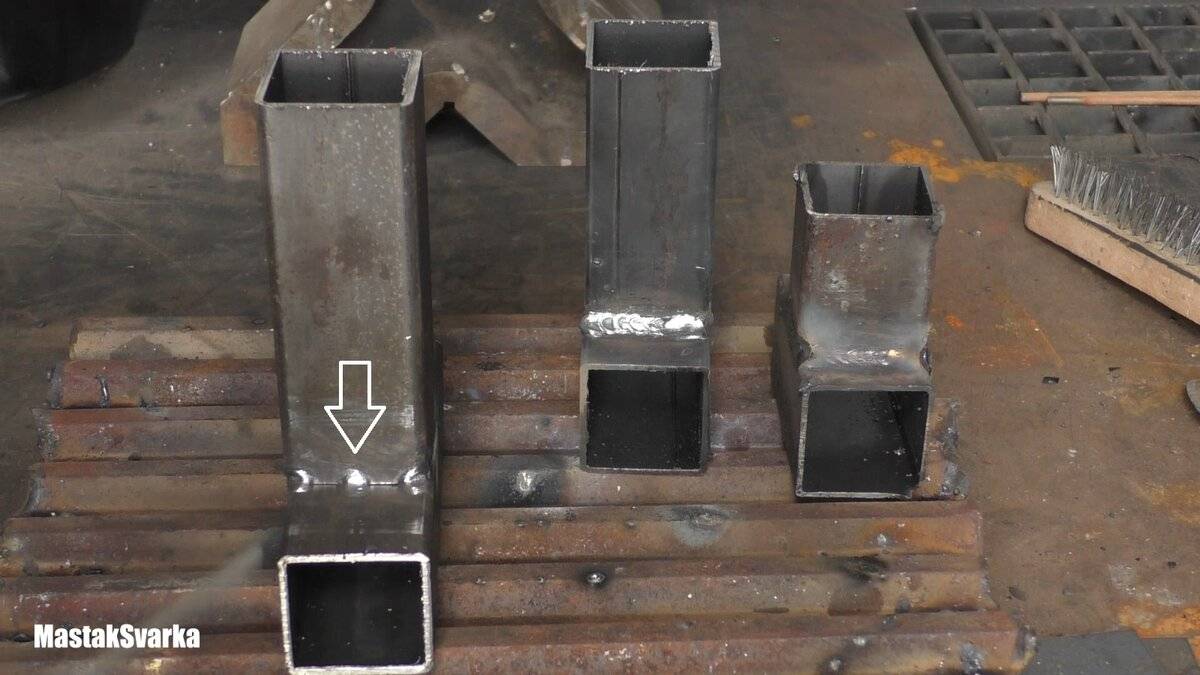
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Смотрите видео уроки для того чтобы иметь наглядное представление о процессе.
Учебное пособие по сварке профильных труб для начинающих сварщиков!
 Смотрите это видео на YouTube
Смотрите это видео на YouTube
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.









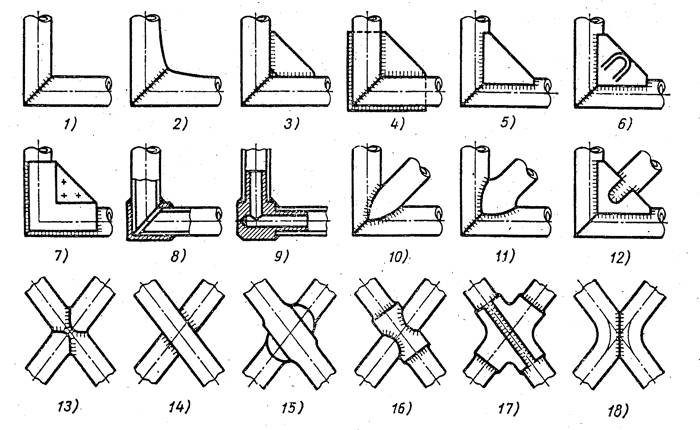
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.

Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
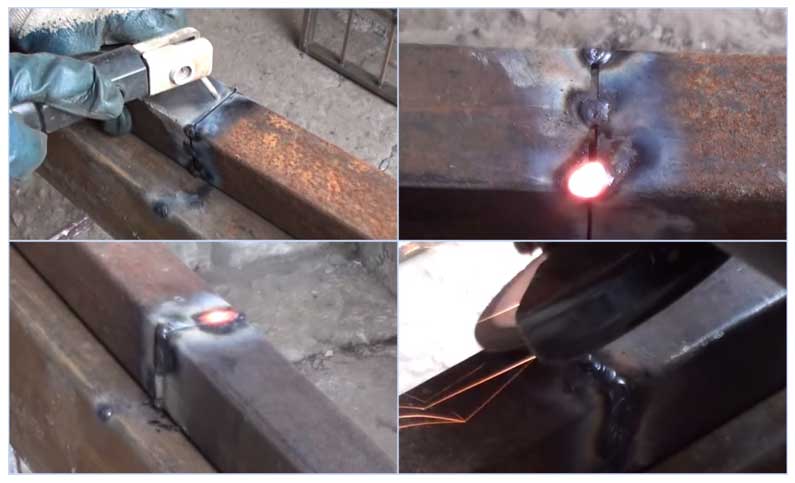
Рис.13 Как варить профильную трубу 2 мм. в стык
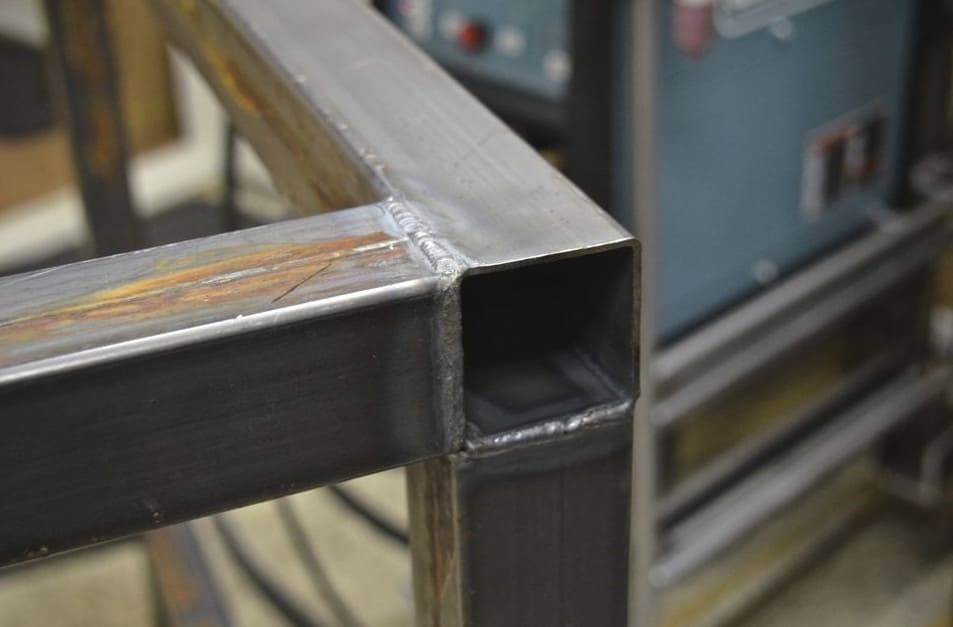
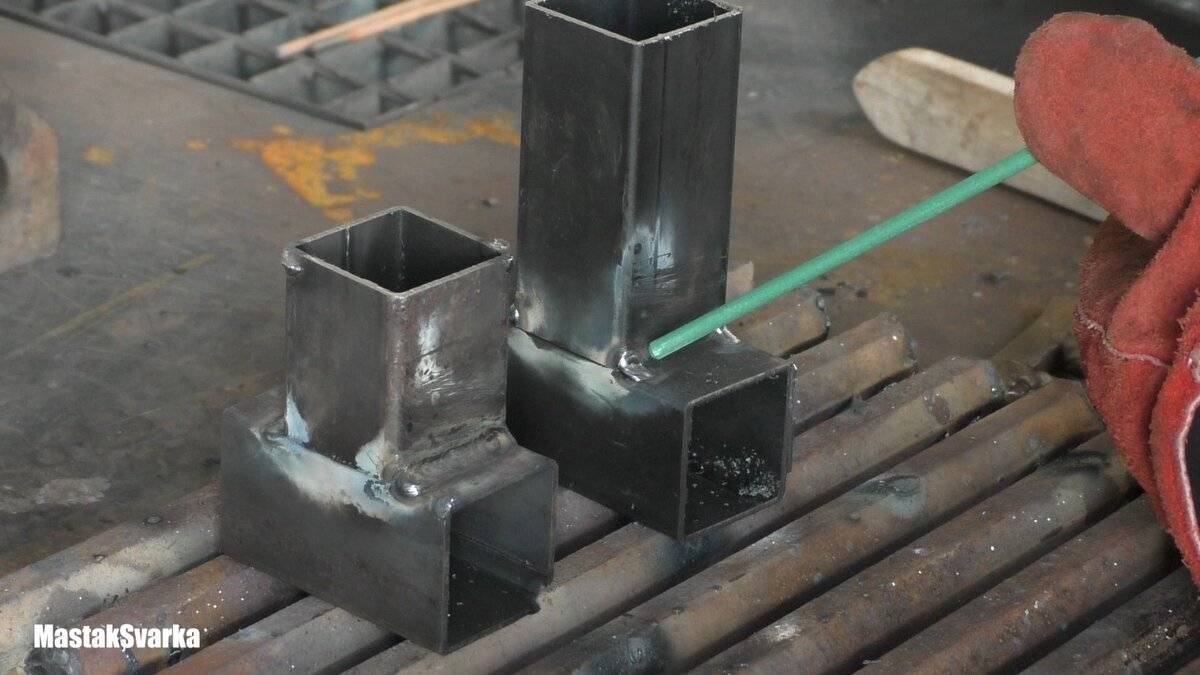
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.

Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Общие рекомендации по сварке
При выполнении сварки полиэтиленовых труб путем оплавления очень важно соблюдать инструкцию. Отход от технологии может привести к перегреву материала и появлению внутреннего наплыва
Это будет нарушать движение жидкостей по трубам.
Также шов может получиться кривым, неоднородным. В любом случае, подобная конструкция будет считаться бракованной и неподходящей для эксплуатации.
Есть ряд рекомендаций, которых нужно придерживаться, чтобы добиться желаемого результата
Важно, чтобы стенки во время стыковки не сдвигались больше, чем на 10% их толщины. При остывании материала соединенные детали должны быть надежно зафиксированы
Время, затраченное на удаление нагревательной пластины и стыковку двух концов изделия, должно быть минимальным.
Сварку безнапорных канализационных труб из полимера стыковым методом проводить не рекомендуется. В месте соединения образуется валик, на котором могут скапливаться твердые частицы, приводя к засорению магистрали.








Сварка труб из полиэтилена встык – непростая задача. Только следуя инструкции и придерживаясь рекомендаций опытных мастеров можно будет без лишних проблем и максимально быстро создать необходимую надежную конструкцию
Решив прокладывать трубопровод и проводить сварку стыковым методом, рекомендуется сначала ознакомиться с положениями соответствующих ГОСТов. Эти документы содержат правила, требования к качеству работ, продукту.
При монтаже водопроводных и газопроводных магистралей стоит ориентироваться на ГОСТ Р 55276. В нем описана технология стыковой сварки полиэтиленового трубопровода.
В отношении оборудования для соединения изделий подобным методом применяется ГОСТ Р ИСО 12176-1.
Терраса – виды и особенности
По сути такой пристрой к дому представляет летнюю площадку для отдыха. Она отличается от веранды следующими особенностями:
- Терраса всегда открыта и не отапливаема.
- Может примыкать к дому или быть отдельно от него.
- У неё может отсутствовать крыша или ограждения.
- Допустима различная форма площадки.
- Может быть представленной в виде широкого крыльца или полностью огибающей дом, конструкцией.
Металлический каркас – материалы и способы сборки
Понятно, что для сборки каркаса используют продукты металлопроката – трубы, уголки, швеллеры, профили. Что выбрать из этого многообразия, чтобы бюджет не слишком страдал? Итак, рассмотрим каждый вид детально.
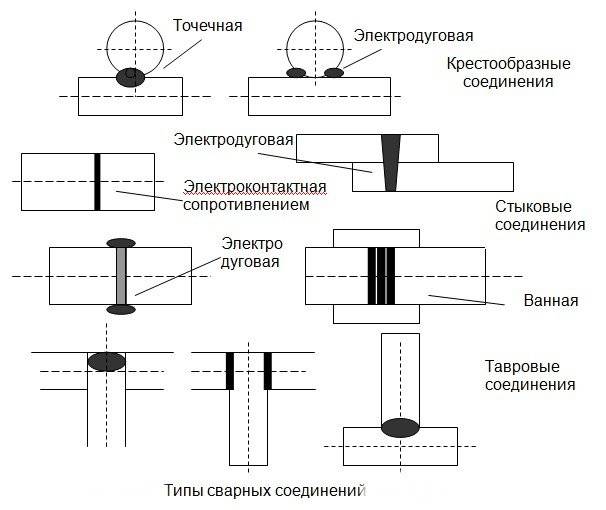
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
Процесс спайки непрерывный, пауза делается только при смене электрода.
В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.
- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.

Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.





