

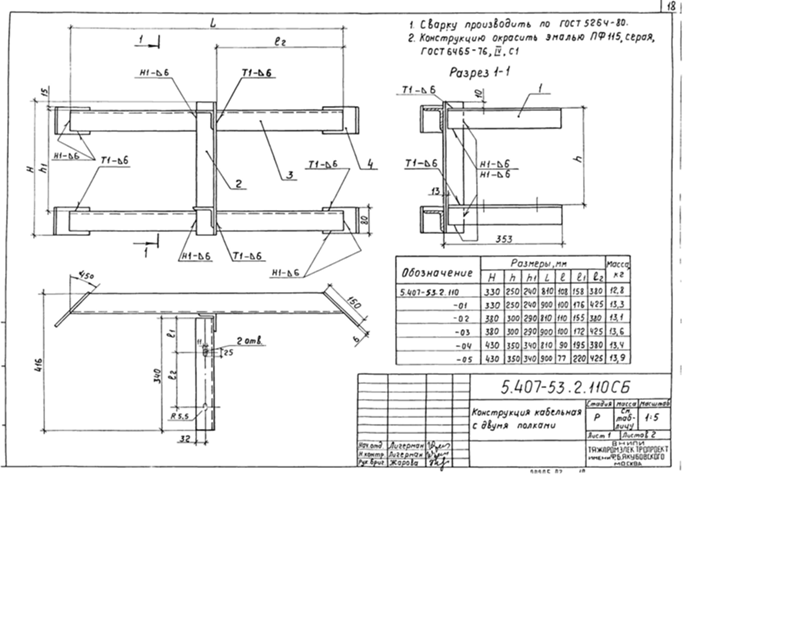
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
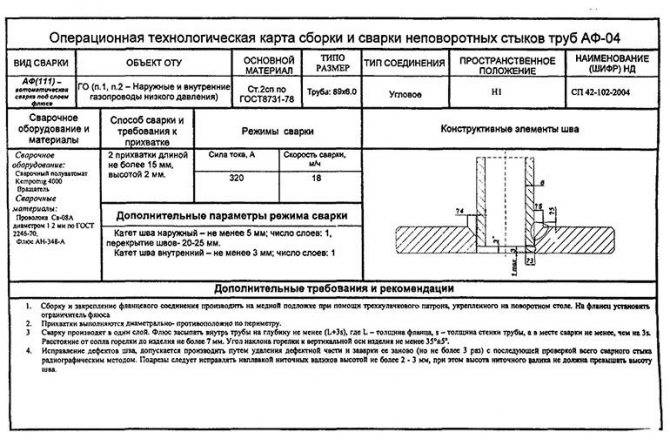
Технологическая карта
Этот документ служит главным помощником сварщика. Сборка металлоконструкций и их сварка относятся к сложным процессам, которые необходимо выполнять в определенной последовательности. Технология сварки металлоконструкций и ее этапы подробно расписаны в особом документе, называемом технологической картой.
Этот документ входит в число общей конструкторской документации. Разработка технологической карты входит в обязанность инженера-технолога, который хорошо понимает, что такое технологичность сварных конструкций. Разработчик технологической карты производит необходимые расчеты, на основании которых выбираются оптимальные параметры для соединения конкретных металлических изделий.
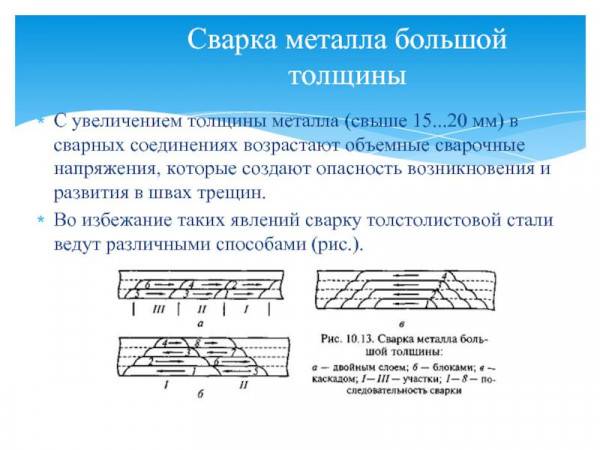
Технологическая карта может охватывать различные виды сварных конструкций, в том числе достаточно сложные. К ним, например, относится сварка толстостенных конструкций. Такая карта незаменима при прокладке трубопроводов, монтаже громоздких сооружений.
При сварке металла большой толщины с увеличением этого размера, например, более 15-20 миллиметров, в соединениях возрастают объемные сварочные напряжения. Это приводит к опасности возникновения в деталях трещин. Чтобы избежать этого рекомендуется вести сварку определенными способами, например, двойным слоем или блоками. Эти рекомендации указывают в технологической карте.
Технологическая карта на изготовление сварных металлоконструкций включает в себя также правила контроля получившихся сварных соединений. Технологические карты разделяются на типовые и стандартные. Выполняться они должны обязательно в соответствии с существующими нормативными документами.
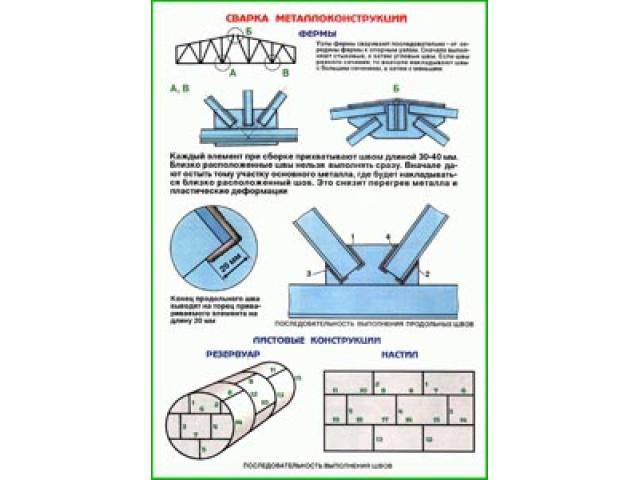
В карте на монтаж металлических изделий указываются схемы монтажа и последовательность действий при этом. Требованием технологичности является возможное расположение швов при сварке – нижнее горизонтальное. Хорошим вариантом является прокладка шва «в лодочку».
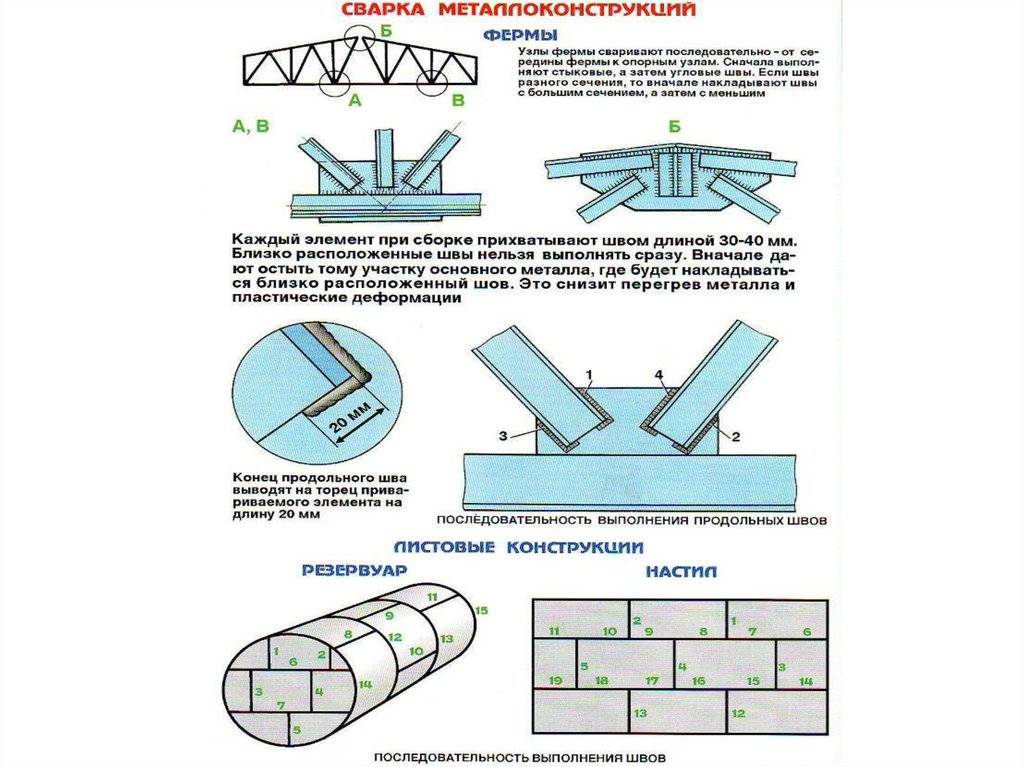
Сварка металлоконструкций полуавтоматом является наиболее предпочтительной. Полностью автоматическую сварку применять нецелесообразно. При серийном производстве может быть использована точечная сварка. Если предполагается налагать швы, расположенные на близком расстоянии, то нельзя это делать сразу. Необходимо подождать, пока остынет первый шов, а затем начинать варить второй. Это убережет металл от пластических деформаций.
Технологическую карту надо составлять с учетом имеющегося оборудования. Единого образца технологической карты не существует. Разрабатывать ее можно самостоятельно. Однако, этот документ должен создаваться с учетом требований существующих нормативных документов в этой области. Технологическая карта в обязательном порядке подлежит утверждению уполномоченными лицами. В ней помимо технических данных могу указываться трудозатраты.
В типовой технологической карте могут содержаться сведения, каким способом может быть осуществлена надежная фиксация элементов конструкции, сведения о возможной необходимости подогрева деталей перед сваркой, данные сварочных параметров, которые надо устанавливать на применяемом оборудовании. При наличии особенностей выполнения техпроцесса они подробно расписываются.

Требования к качеству должны подтверждаться реальными цифрами возможных отклонений. В отдельном разделе или пункте может быть расписано, какие действия он должен совершать при обнаружении недопустимых дефектов.
В технологической карте в особом разделе оговариваются меры безопасности. Сварщик перед работой должен ознакомиться с содержанием технологической карты и следовать ее рекомендациям.
Оборудование для кузнечных сварочных работ
Для занятий кузнечной сваркой не нужно запасаться большим количеством оборудования. Для создания полноценной кузни потребуется купить следующие инструменты:
- переносной и стационарный горны, в которых будет проходить прогрев металлических заготовок до необходимых температур (если размеры кузницы не позволяют установить этом оборудование, то вместо него можно приобрести автоген);
- наковальни нескольких типов (крупную и мелкую, однорогую и двурогую, эти изделия потребуется прочно закрепить в мастерской);
- большие и маленькие кузнечные клещи;
- крупные и мелкое ударное оборудование (в кузнице должны присутствовать и большие молоты, и компактные слесарные молотки);
- несколько ёмкостей для охлаждения обрабатываемых металлов (в мастерской нужно держать под рукой ведра для воды и масла).
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Требования
К рассматриваемым работам допускают только профессиональных сварщиков. Их уровень квалификации регулируется требованиям нормативно-правовых документов, в зависимости от сложности объекта.
Качество применяемых материалов должно соответствовать ГОСТу 27772-88. В данном межгосударственном стандарте классифицирован стальной прокат, который разрешено использовать при монтажных работах.
На сварочных чертежах металлоконструкций необходимо выполнять полную расшифровку, которая включает в себя:
- тип применяемого металла;
- габаритные размеры;
- способ стыковки элементов;
- применяемое сварочное оборудование
Согласно действующему законодательству, сборка металлоконструкций на всех объектах выполняется под контролем государственных органов технического надзора.
Используемые материалы
На сегодняшний день рынок металлоизделий предлагает большое разнообразие конструкций из самых разных металлов и их сплавов, в том числе чугуна и алюминия. Но наиболее востребованным является производство стальных металлоконструкций, особенно из нержавеющей стали. Конструкционные изделия из этого материала широко востребованы при создании несущих конструкций и декоративных элементов, ограждений, лестничных маршей и промышленного оборудования. Своей популярностью они обязаны таким эксплуатационным характеристикам, как:
- прочность;
- долговечность;
- надежность;
- устойчивость к воздействию окружающей среды.
При этом они идеально сочетаются с любыми другими видами стройматериалов.
Учитывая то, что конструкции из металла востребованы не только в крупном промышленном и жилом, но и в индивидуальном строительстве, большинство современных организаций (напр. ИП, ООО) по изготовлению металлоконструкций предлагают свои услуги и юридическим компаниям, и индивидуальным предпринимателям, и частным лицам. При этом объем заказа может быть самым разным, также, как и сложность работы, которую необходимо выполнить. Различными могут быть и условия выполнения (сроки, расположение объекта и другие). Но, независимо от формы собственности заказчика фирма по изготовлению металлоконструкций учитывает все его пожелания и при необходимости оказывает дополнительные услуги, в том числе монтажные и демонтажные.
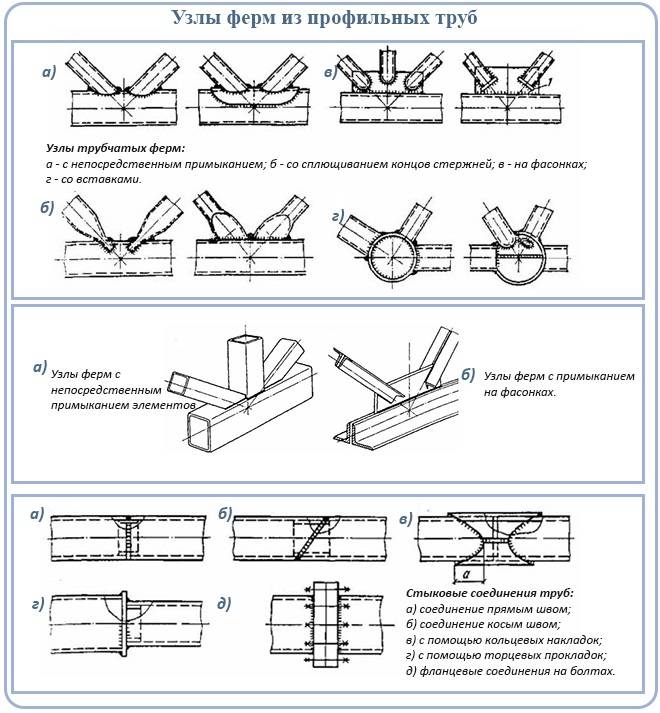
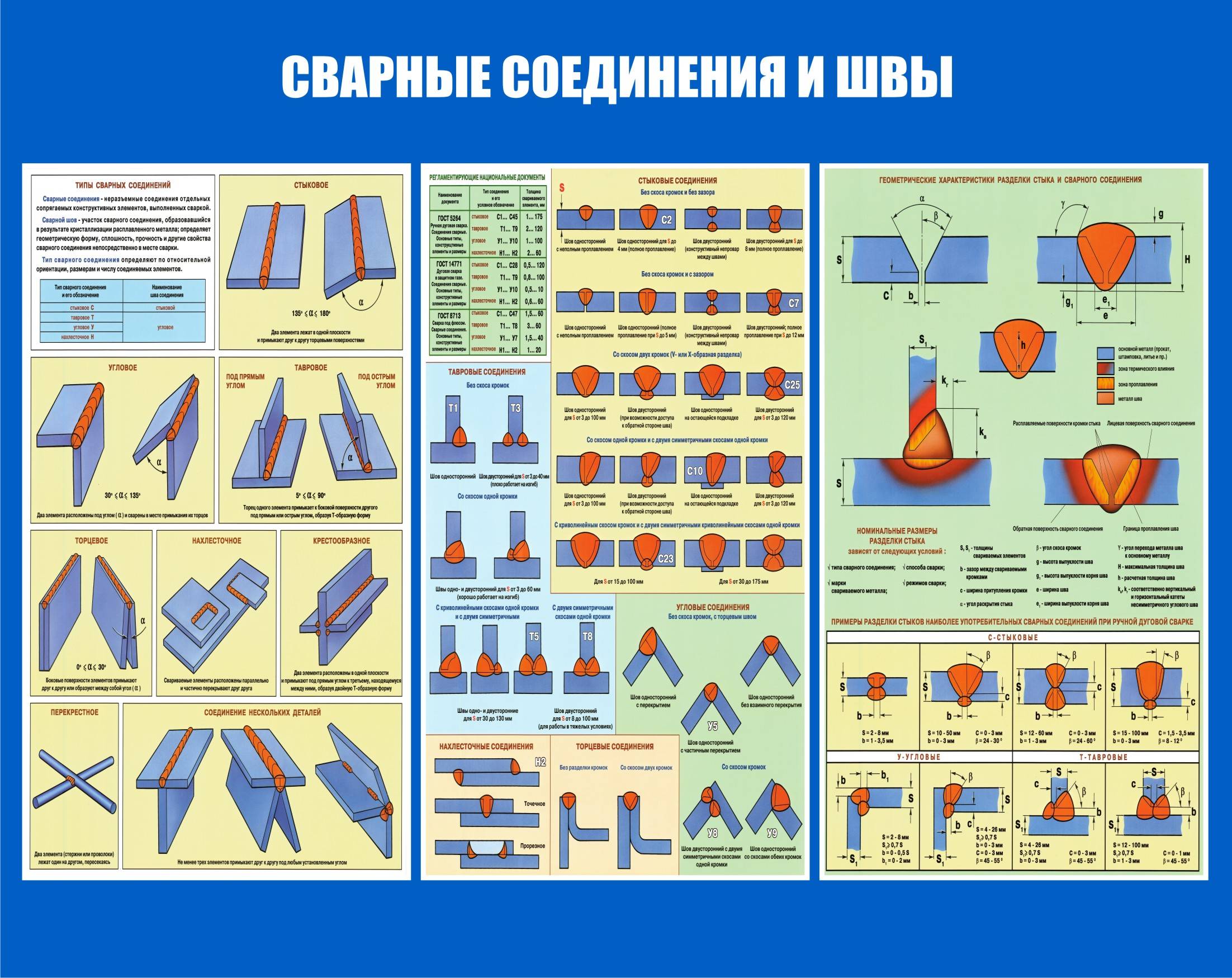
Сварные соединения и их виды
Сварные соединения классифицируются по наличию одного из следующих признаков:
- Месторасположение соединения 2 деталей.
- Тип применяемого сварного шва.
- Сварочные технологии, применяемые при соединении.
- Окружающими условиями, при которых проводился сам процесс
- По толщине деталей.
- Марка сплава, из которого изготовлены детали.
Сварной шов по алюминию
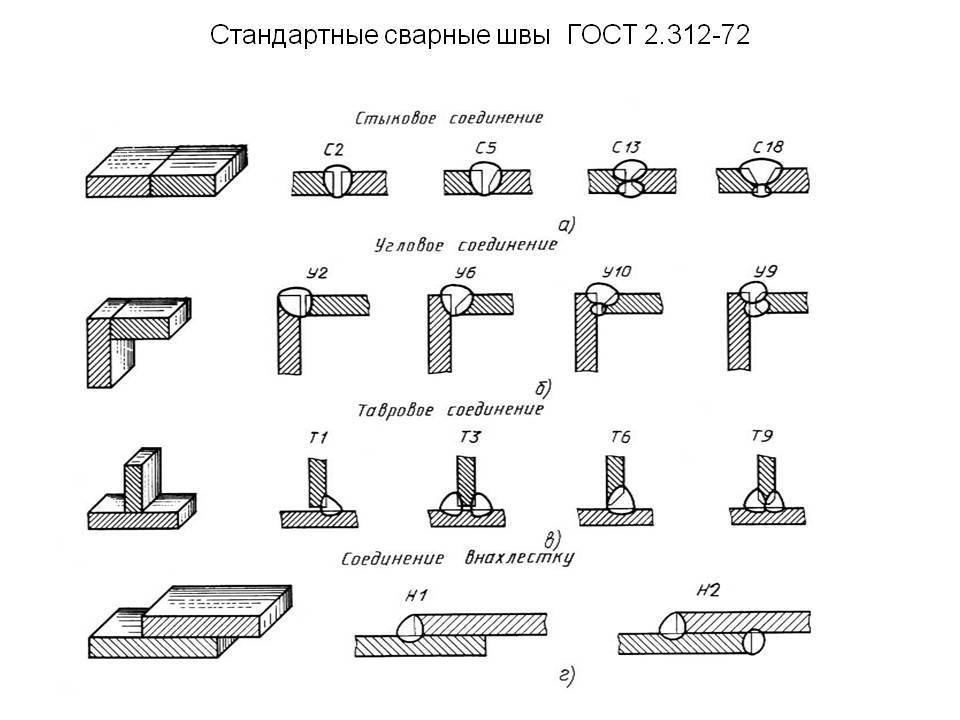
Касательно первого пункта плана, днетали, по геометрическому расположению, имеют четыре вида соединения:
- Встык, одноплоскостное соединение двух заготовок.
- Внахлест, когда заготовки привариваются при наложении края одной детали на край другой.
- Угловые соединения — объединение деталей под определенным углом.
- Тавровое соединения. Сварка при примыкании детали к другой торцевой плоскостью.
Стыковые соединения выполняются проваром по толщине элемента или при создании шва на выводных планках. Если сварочный процесс выполняется вне цехового помещения, то соединение можно организовать односторонней сваркой, с дальнейшей подваркой основания шва, что подразумевает собой заполнение пространства между элементами, производимое по одной из кромок.
Работа основывающаяся на выводных подкладках кардинально разнится с предшествующей. Подкладка должна прилегать к кромке объединяемых деталей — это раз. Образовавшееся пространство должно иметь размеры не более 6 мм. Данное условие распространяется на метод ручной сварки. Если же работа выполняется механизированным способом. То он не должен превышать 15 мм. Подкладки выбираются исходя из параметра толщины, чтобы во время рабочего процесса не случился прожог детали.
Сварной шов по титану
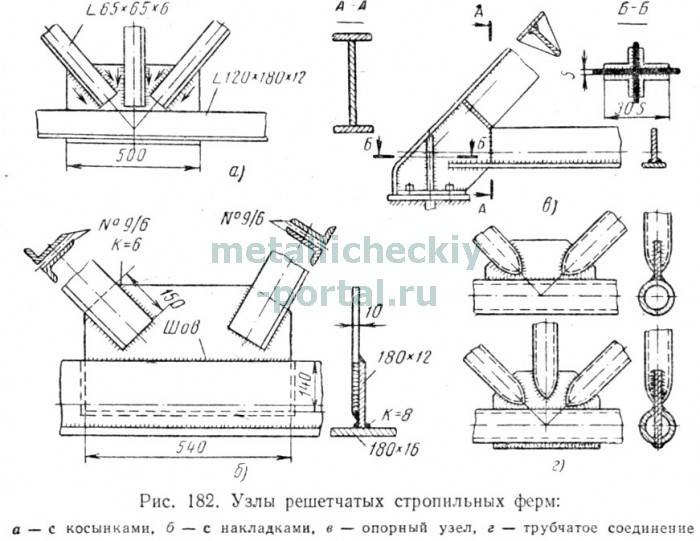
В возводимых конструкциях, основанных на стыковых соединениях, нередко объединяются заготовки, выполненные в разной толщине. В таком случае применяется метод обработки, при котором уменьшается угол наклона у стали с большей толщиной, который должен соответствовать 1/8 наклона растянутых заготовок металлоконструкции, или 1/5.для сжатых элементов.
Классическая технология сварки металлоконструкций
Если действовать по старинке, то в такой технологии будет использоваться всего лишь два источника энергии: электрическая дуга и газовое пламя.
И дуговая, и газовая сварка делает шов в три способа:
- своими руками;
- автоматически;
- полуавтоматически.
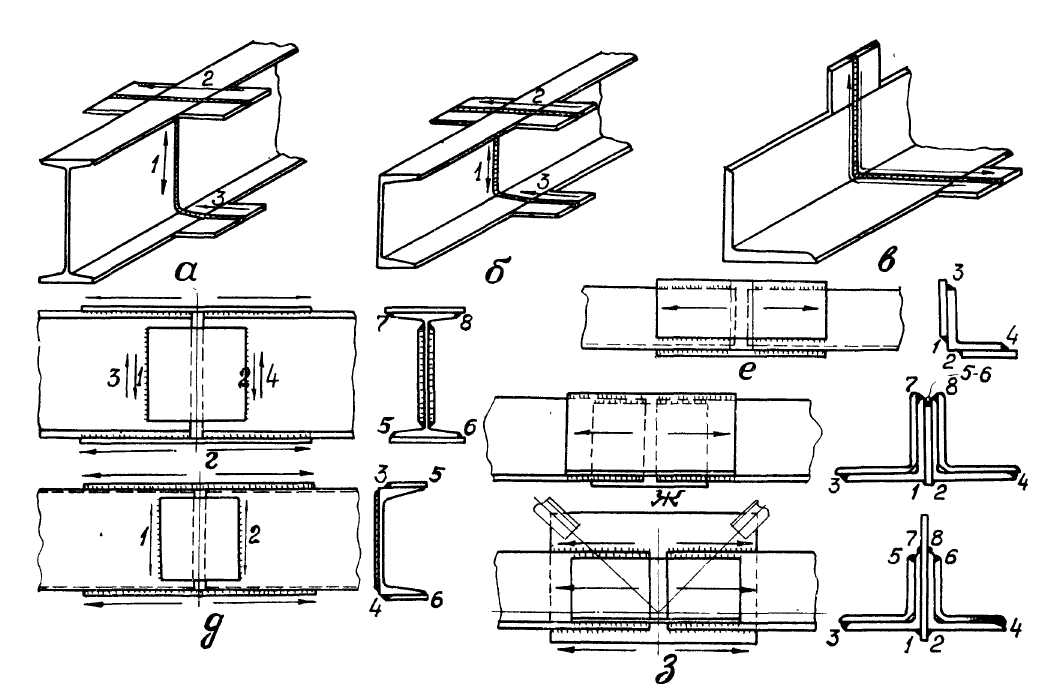
Схемы сварки: а – обратно ступенчатым способом; б -способом «двойного слоя»; в – горкой; г – каскадом.
Касательно первого режима нужно отметить несколько моментов. В таком варианте все работы выполняются вручную. То есть самостоятельно формируется сварочный шов, контролируется процесс сварки и подачи электрода. В этом методе используется технология простой электродуговой сварки, сварки под флюсом, сварки-пайки при помощи газосварочного аппарата. Но тут сразу есть нюанс, что ручная сварка приемлема только в домашнем обиходе.
Автоматическая сварка названа так потому, что весь процесс сваривания швов осуществляется без человеческого вмешательства. Сам используемый аппарат имеет специальный механизм, который каждый раз настраивается в зависимости от необходимого вида операции. Каждая модель такой автоматики имеет свои ограничения, которые в основном указываются в инструкции к технике. Больше всего автоматическую сварку применяют в массовых производствах, так как, благодаря ей, стоимость таких работ с металлом становится достаточно низкой.
Такое устройство позволяет работать с технологией контактной сварки, применять электрошлаковую сварку, все возможные варианты ручного типа. Касательно последнего варианта, сразу стоит отметить, что оператор заменяется роботом.
Полуавтоматический вариант имеет свою особенность. В этом случае шов накладывается вручную, но при этом проволока или электроды имеют автоматическую подачу. Такая технология позволяет повысить уровень производительности в несколько раз. А самое удобное в таких устройствах – это то, что они объединяют все способы автоматики и ручных технологий. Именно поэтому такой режим пользуется популярностью и среди «домашних» умельцев, и среди профессионалов.
Вспомогательное оборудование
Сварить конструкции значительных габаритов невозможно без использования вспомогательных приспособлений, с помощью которых выполняют фиксацию сборочных элементов, а также их подачу к месту монтажа.
Основными подсобными приспособлениями для сварки металлоконструкций являются:
- Кондуктор. Обеспечивает неподвижное положение металлопроката при его монтаже. Существуют различные способы исполнения данных приспособлений. Как правило, их внешний вид напоминает стенд или станину. Простейшая конструкция для домашних работ представляет собой устройство для стыковки свариваемых элементов под прямым углом.
- Стапель. Представляет собой грузоподъемное приспособление, выполняющее роль опорного механизма в строительно-монтажных работах. Применение стапелей позволяет увеличить производительность работы со сборными конструкциями.
Дополнительные моменты
Схема сварки неплавящимся электродом.
Но чтобы вся работа выполнялась качественно и на должном уровне, важно соблюдать все требования к технологии производства металлоконструкций. Правильно подобранное оборудование и его комплектующие обеспечат высокое качество швов
Иначе же не только соединения, но и вся готовая конструкция может иметь непрезентабельный внешний вид
Правильно подобранное оборудование и его комплектующие обеспечат высокое качество швов. Иначе же не только соединения, но и вся готовая конструкция может иметь непрезентабельный внешний вид.
Главное, неправильные швы грозят возникновением неприятных ситуаций: они могут разойтись, лопнуть, треснуть. А это в свою очередь приведет к дополнительным ремонтным работам. И это хорошо, если от такого «дефекта» никто не пострадает, но ведь может случиться и наоборот.

Вот поэтому, перед тем как браться за самостоятельную сварку, лучше проконсультироваться по этому вопросу с соответствующими специалистами.
Область применения
Применяется такой тип сварки преимущественно для простых соединений. Углекислота уступает аргону по защитным свойствам, но для стандартных видов металла, которых используется в промышленности большинство, он отлично подходит. Это как бюджетная замена другим газам, обладающая более безопасными свойствами хранения и использования. Углекислый газ для полуавтоматической сварки не рекомендуется использовать в закрытых и плохо проветриваемых помещениях, так как он вызывает удушье.
Данная технология находит применение в строительстве, когда делаются каркасы для металлоконструкций. Заводы по производству металлических изделий, а также предприятия, где возникает потребность в ремонте, часто используют полуавтоматы с углекислым газом. Это легкодоступный и освоенный в газ, который может применяться практически везде, где возникает необходимость в соединении металлических изделий
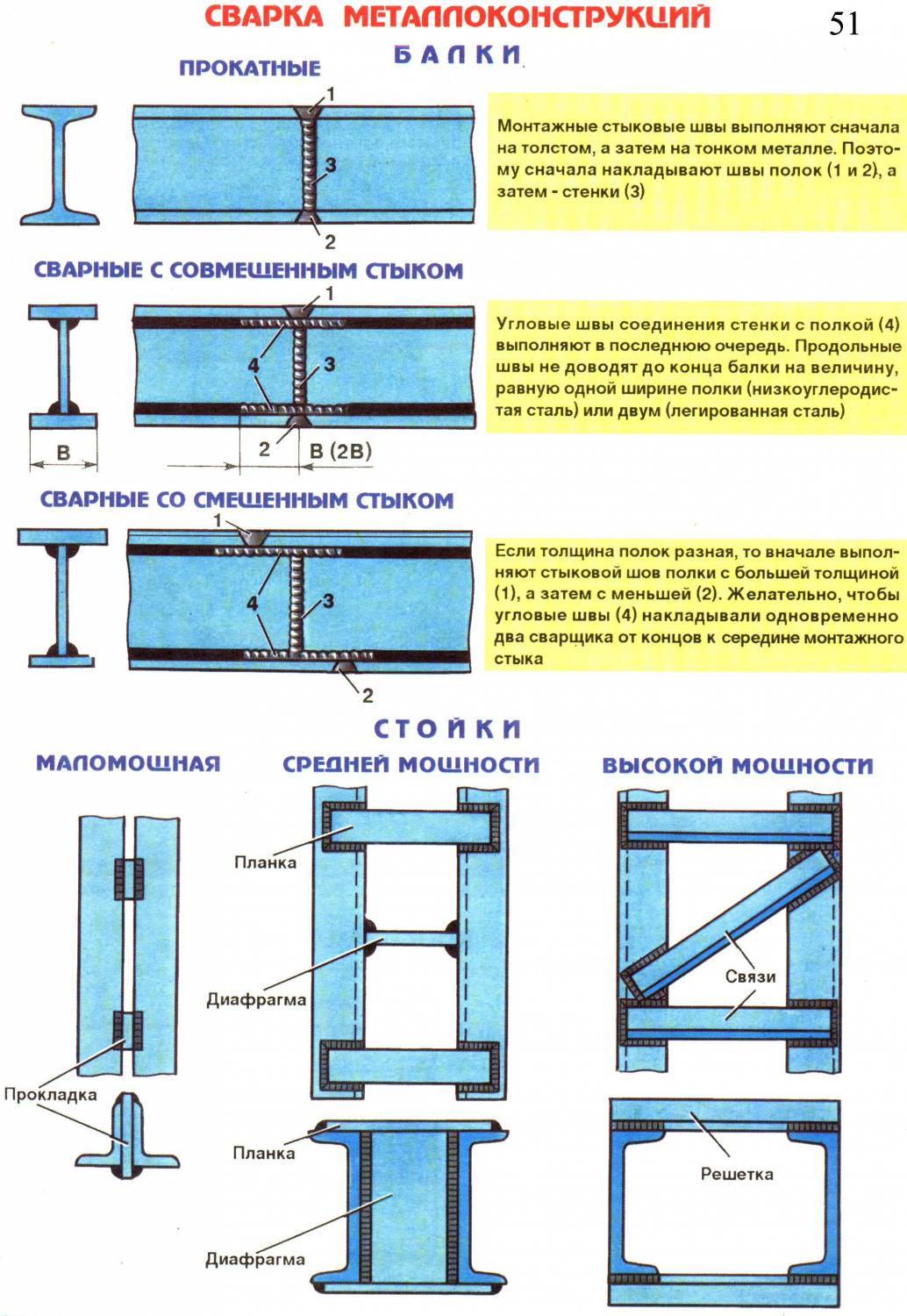
Технология сварки металлоконструкций
Технологичность сварных конструкций не так уж сложна. Здесь все просто: технология соединения деталей для той или иной металлоконструкции зависит от выбранного вами метода сварки. Например, вам предстоит сварка металлоконструкций полуавтоматом. Для этого вам необходим полуавтомат, защитный газ в баллонах, присадочная проволока и электроды.

Такой подход уместен вне зависимости от того, какая сварка конструкций вам необходима. Вам может быть поручена сварка двутавровых балок или коробчатых конструкций. В любом случае опирайтесь на особенности выбранного вами метода сварки. Впрочем, есть некоторые советы, которые подходят к любому типу сварки металлоконструкций. Далее мы подробно поделимся ими.
Выбор метода сварки
Теперь, когда вам известна классификация сварных конструкций, вам будет проще выбрать тип сварки. Может с уверенностью сказать, что сборка металлоконструкций может осуществляться с помощью любого оборудования. Например, сварка строительных конструкций часто производится с помощью полуавтомата. Это не удивительно, ведь сварка металлоконструкций полуавтоматом проста и удобна, она экономит время и ресурсы. Мы рекомендуем выбирать метод сварки исходя из ваших умений, условий работы и предъявленных требований по качеству.
Выбор режима сварки
Чтобы правильно сварить конструкции из металла нужно настроить свой сварочный аппарат. Проще говоря, выбрать режим сварки. Здесь рекомендация одна: постарайтесь соблюдать золотую середину. Не нужно устанавливать завышенное значение тока в надежде выполнить работу быстрее. И не нужно варить на малом токе просто из страха испортить шов.

Сварка ответственных металлоконструкций (например, балок двутаврового сечения) требует от вас максимальной концентрации и опыта. Поэтому полагайтесь на свои силы и устанавливайте настройки, рекомендуемые ГОСТами для каждого метода сварки. Что касается скорости, то постарайтесь варить примерно 20 метров шва в час. Это усредненное значение.
Выбор температурного режима
Сварка конструкций должна производится при температуре металла не менее 17 градусов по Цельсию
Это особенно важно, если планируется изготовление сварных конструкций с повышенными требованиями к качеству швов (к примеру, упомянутая выше сварка балок). Прогрейте место будущего шва до 20 градусов перед началом работ
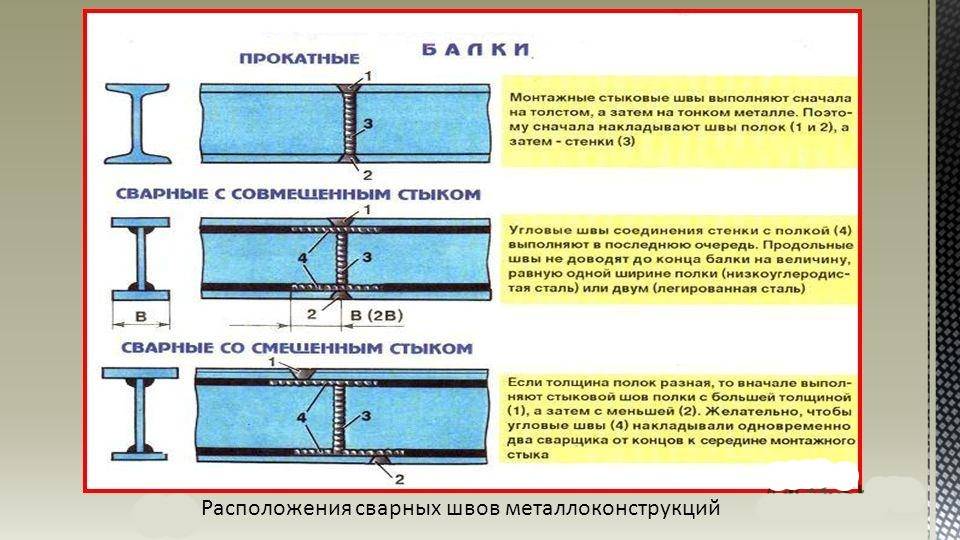
Выбор типа сварного соединения
В большинстве случаев, для сварки металлических конструкций выбирают стыковое и угловое соединение. О каждом из них поговорим подробнее.
Стыковой шов должен равномерно провариваться по всей длине и толщине металла. Это оптимальный метод. Также можно сварить шов на одной стороне, а затем с обратной стороны проварить корень шва. Это особенно актуально, если предстоит сборка и сварка решетчатых конструкций.
С угловыми швами все сложнее. Они больше подвержены деформациям, чем стыковые, поскольку не способны выдерживать такие большие нагрузки. Если у вас есть возможность заменить угловой шов на тавровый, то лучше сделайте это. Также запрещено использовать односторонний угловой шов при соединении толстостенных конструкций. Двусторонний шов обязателен.
Сборка и сварка металлоконструкций также требует понимания, каким нагрузкам будет подвержено изделие. Если будет много статической нагрузки, то разделывайте кромки к-образно.
Технические условия на изготовление сварочных конструкций
Техническое нормирование крайне важно, оно регулирует весь сварочный процесс. Именно от правильной организации работы зависит конечный результат на сборочно-сварочном заводе любого масштаба
Технические условия на изготовление сварной конструкции — это, по сути, набор документов, с которыми вы можете ознакомиться и узнать всю информацию о той или иной детали. В этих документах описываются все этапы сварочного процесса: от подготовки до транспортировки. Классический пакет документов состоит из чертежей готового изделия, технических условий и программы выпуска (она может быть примерной). Давайте подробнее остановимся на этом.
Начнем с чертежей. Без них не обходится ни одна более-менее профессиональная сварка, поскольку невозможно с точностью определить «на глаз», где должны быть швы. Особенно это касается особо ответственных металлических конструкций, который могут нанести вред человеку при неправильной сварке и последующем разрушении.
В чертежах обычно прописывают информацию о том, какой металл используется при изготовлении изделия, какие особенности он имеет, какой используется размер и толщина металла, какие типы сварных швов применяются при сварке и прочее. Чертеж сдается на проверку главному инженеру, и работа начинается только после согласования. Если инженер обнаружит неточности, то сварщику (или отдельному конструктору) нужно сделать новый исправленный чертеж. Теперь о поговорим технических условиях, как об отдельном компоненте пакета документов. ГОСТ №15001-69 говорит, что тех.условия должны быть выбраны в соответствии с чертежами, предполагаемыми условиями эксплуатации изделия и накопленным опытом. Говоря простыми словами, в технических условиях описывают, где и при каких условиях будет использоваться деталь, не принесет ли она вред и прочее.
Также в технических условиях указывают особенности эксплуатации конструкции или детали. Например, изделие может быть не предназначено для эксплуатации при большой минусовой температуре или при повышенных механических нагрузках. Всю это информацию в обязательном порядке указывают в тех.условиях, чтобы избежать проблем. Так существуют конструкции нескольких типов: особо ответственные, ответственные и все остальные. Исходя из типа прописываются соответствующие условия.
И последний акт, входящий в состав пакета документации — это программа выпуска. Как мы указывали ранее, она может быть приблизительной. Здесь указывается количество изделий, которое нужно выпустить за определенный срок. Эта информация нужна скорее не для учета выпущенной продукции, а в качестве основания для использования того или иного комплекта сварочного оборудования и доказательства экономической обоснованности использования такого комплекта в работе.
Производственный процесс состоит из множества этапов и крайне важно соблюдать их последовательность и не отклоняться от общепринятых норм. Это поможет изготавливать изделия быстро, качественно и недорого
Металлические листовые конструкции.
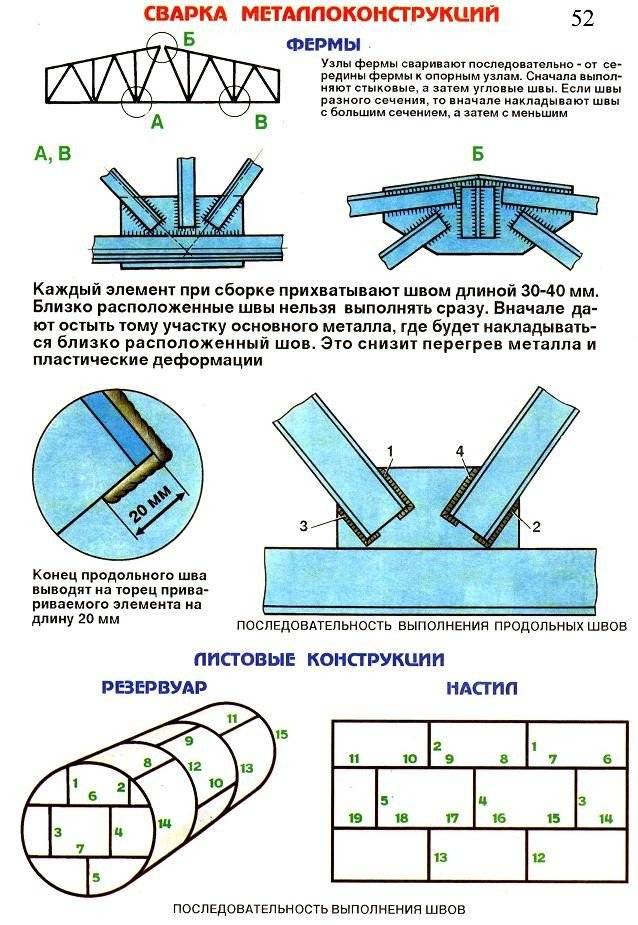
Металлические листовые конструкции наиболее часто применяются в промышленности, к ним относятся: резервуары, цистерны, бункеры, газгольдеры, настилы и т.д. Для листовых металлоконструкций свойственно объединение несущих, а также ограждающих функций.


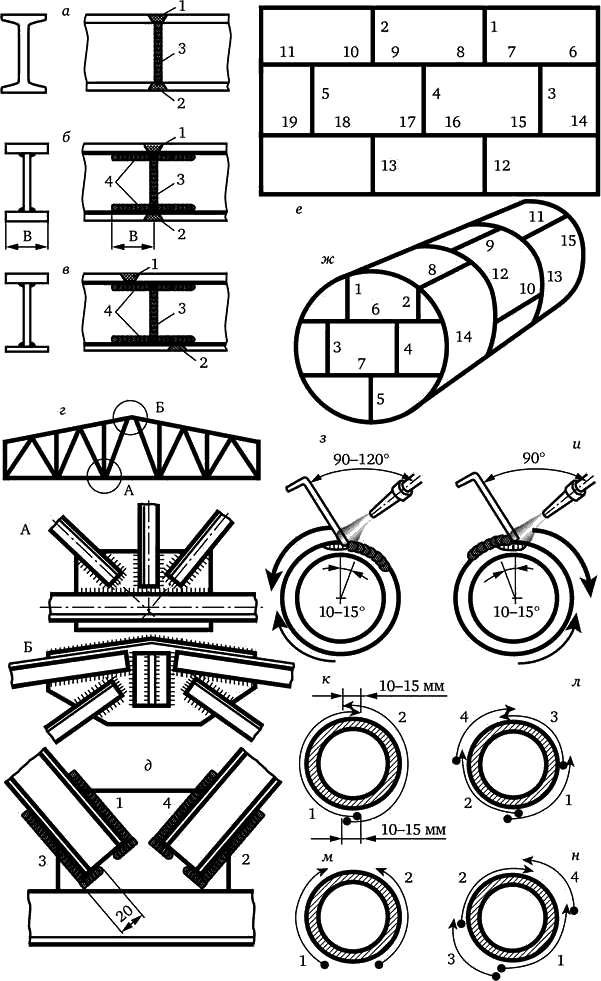
Для листов зачастую применяется автоматическая, полуавтоматическая, электрошлаковая сварка.
Листовые металлоконструкции имеют большую протяженность, к которым предъявляются более строгие требования по прочности соединения и его герметичности. Ознакомиться с последовательностью выполнения швов листовых металлоконструкций можно на изображении.
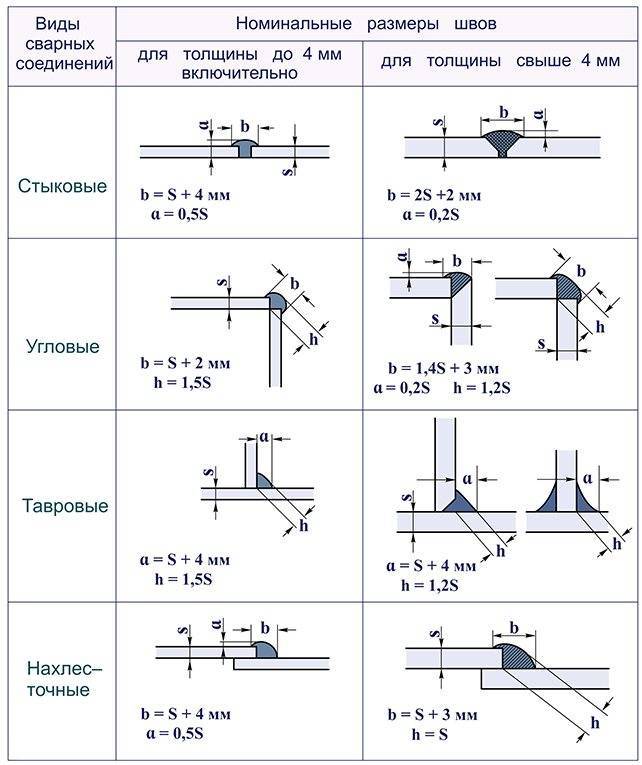
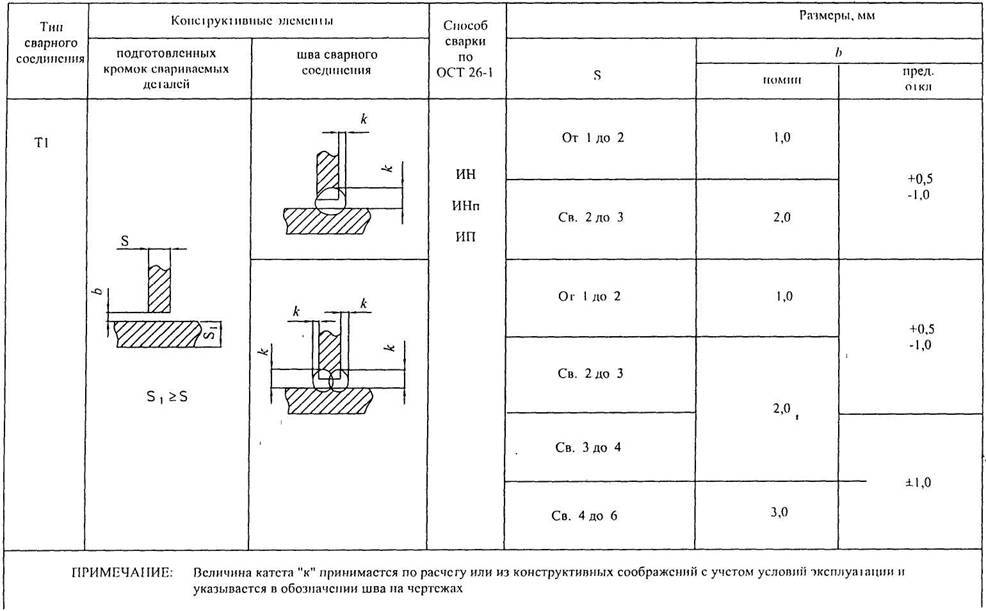
Толщина деталей
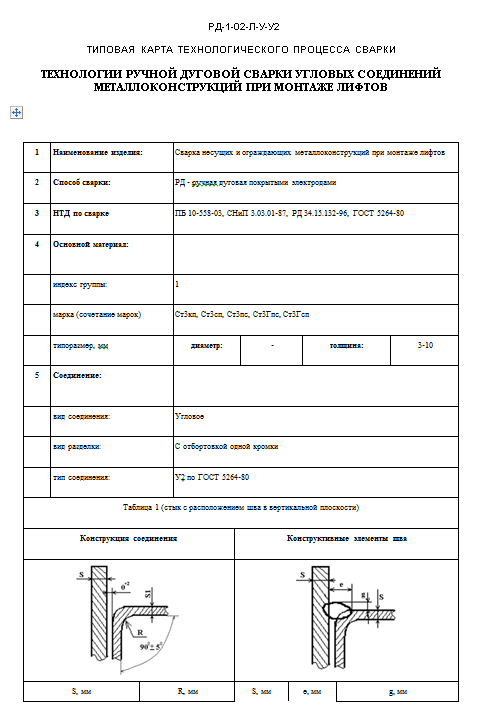
Стандарт четко разделяет типы разделки кромок и количество слоев в зависимости от толщины деталей. В основной таблице указано, какой формы должна быть разделка и характер шва.
При производстве сварных соединений по ГОСТ 5264-80 с разной толщиной стенок, не превышающих допустимых размеров 1 – 4 мм, детали свариваются как одинаковой толщины. Допускается расположение стыка под наклоном.
В случае большей разницы толщин соединяемых пластин, большая деталь стачивается под углом в 15⁰, до толщины меньшей детали. Механическая обработка производится при необходимости с двух сторон. Режим сварки выбирают по детали с меньшей толщиной.
В угловых стыках торец привариваемой пластины может не разделываться и сварка производится с 2 сторон по указанной схеме. В этом случае допускается наличие зазора – b. Он увеличивается пропорционально толщине листа и составляет от 1 мм до 4 мм, без зачистки кромок.
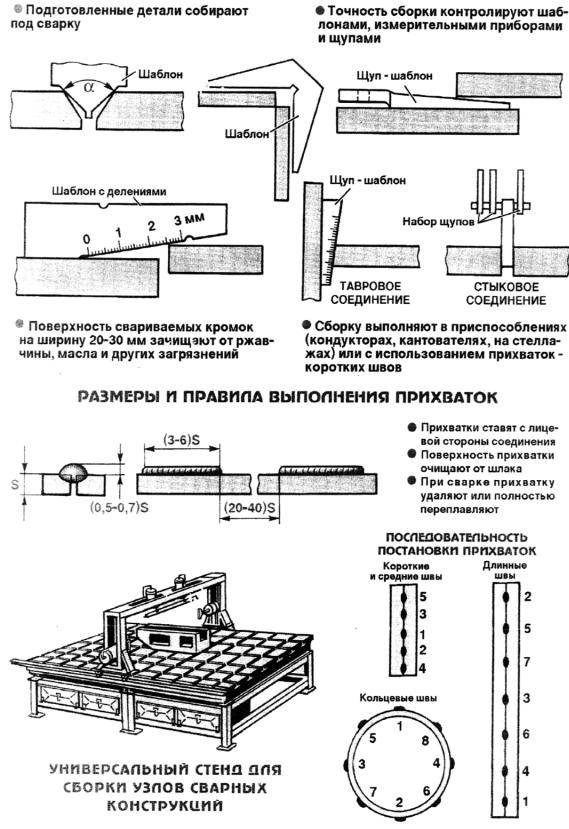
Выполнение прихваток после сборки конструкции
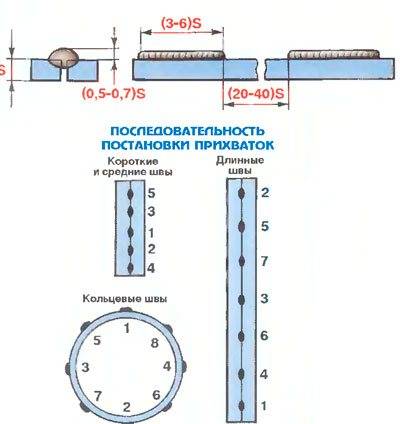
Собранные детали прихватывают. Длина прихваток и расстояния между ними зависит от толщины металла и длины шва. Ставят прихватки для фиксации деталей и сохрани зазора между ними в процессе сварки. Прихватка должна проваривать корень шва, потому что в процессе сварки сама прихватка может полностью не переплавится. Зависимость длины прихваток и расстояния между ними от толщины металла и длины шва.
| Толщина металла, мм | ≤ 5 | ≤ 5 |
| Длина металла, мм | ≤ 150-200 | ≤ 200 |
| Длина прихваток, мм | ≤ 5 | 20-30 |
| Расстояние между прихватками, мм | 50-100 | 300-500 |
Нужно делать прихватки максимально низкими, лучше если они будут вогнутыми. Прихватки ставят на режимах аналогичных режимам сварки. Иногда прихватку заменяют цельным швом небольшого разреза.
При сварки меди необходимо обходиться без прихваток, зажимать детали в кондукторах или других приспособлениях, потому что они вызывают трещины при повторном нагревании.
Прихватки нагревают металл и при последующем передвижении деталей возможно возникновение трещин. Чем больше толщина деталей, тем больше растягивающая усадка в прихватках и возможность появления трещин. Поэтому прихватки целесообразно использовать для деталей небольшой толщины (до 6-8 мм). При большей толщине листов безопасность передвижения узлов можно достичь при помощи гребенок (эластичных прихваток) или собирают изделие из гибкими деталями (решетки, фермы и т.п.)
Сборка и сварка монтажных соединений стальных конструкций
2
| Толщина свариваемых элементов, мм | Минимально допустимая температура окружающего воздуха, °С, при сварке конструкций | ||||
|---|---|---|---|---|---|
| решетча- тых | листовых объемных и сплош- но-стен- чатых | решетча- тых | листовых объемных и сплош- но-стен- чатых | решетчатых и листовых | |
| из стали | |||||
| углеродистой | низколегированной с пределом текучести, МПа (кгс/мм2) | ||||
| > 390 (40) | |||||
| До 16 | -30 | -30 | -20 | -20 | -15 |
| Св. 16 до 25 | – | – | – | – | |
| Св. 16 до 30 | -30 | -20 | -10 | При толщине более 25 мм предварительный местный подогрев производить независимо от температуры окружающего воздуха | |
| Св. 30 до 40 | -10 | -10 | 5 | ||
| Св. 40 | 5 | 10 |
2
| Толщина свариваемого элемента, мм | Минимально допустимая температура окружающего воздуха, °С, при сварке конструкций из стали | |
|---|---|---|
| углеродистой | низколегированной | |
| До 30 | -30 | -20 |
| Св. 30 | -20 | -10 |





