

Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
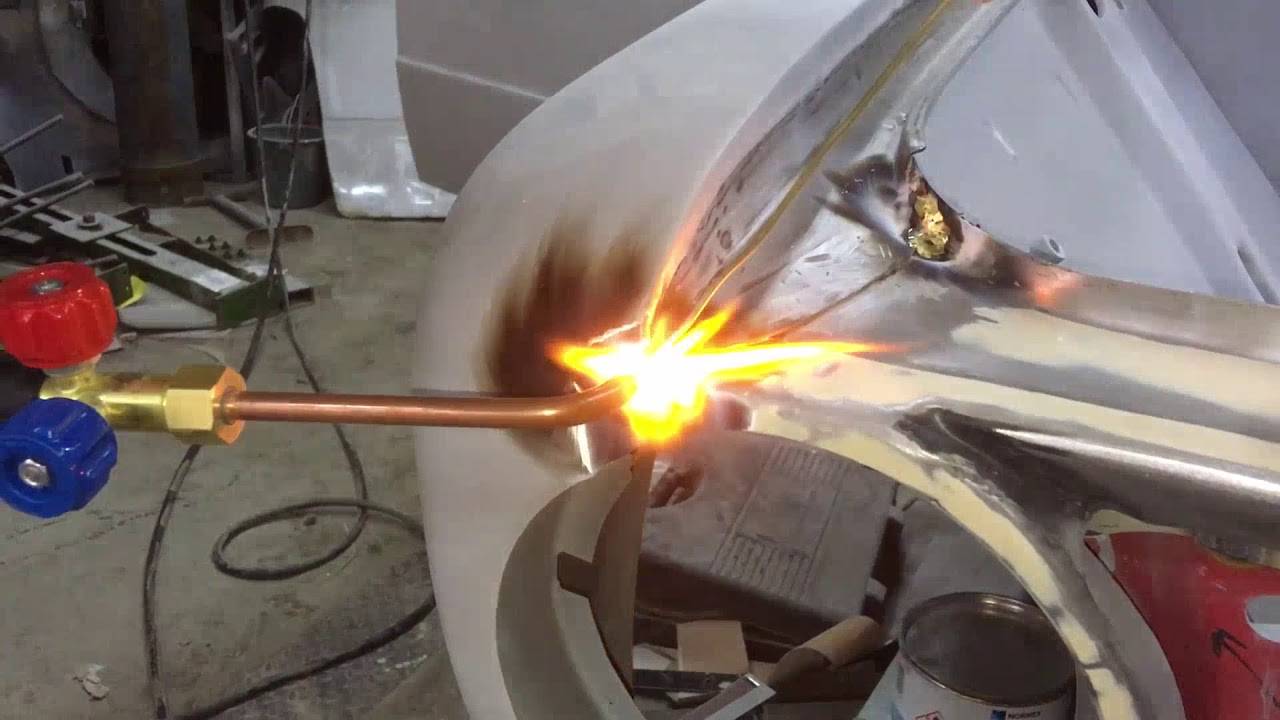
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.
Марки электродов и области применения. Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Подготовка металла
 Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение. Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам: 1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку. 2. Стержни должны иметь идеальную чистоту на конце. 3. Рекомендуется подобрать правильный режим сварки. 4. Надежно защищать и держать ванну под струей аргона. Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
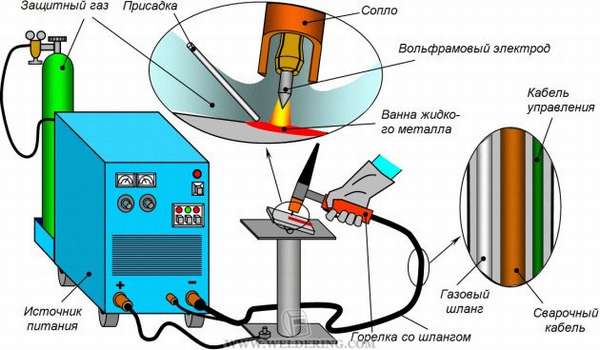
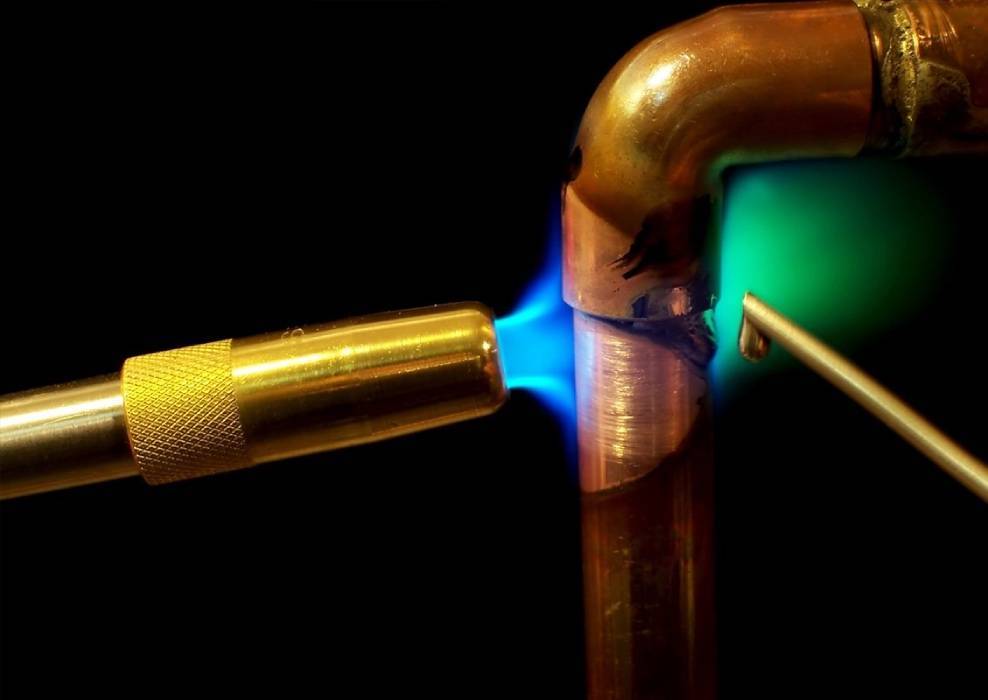
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.

Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
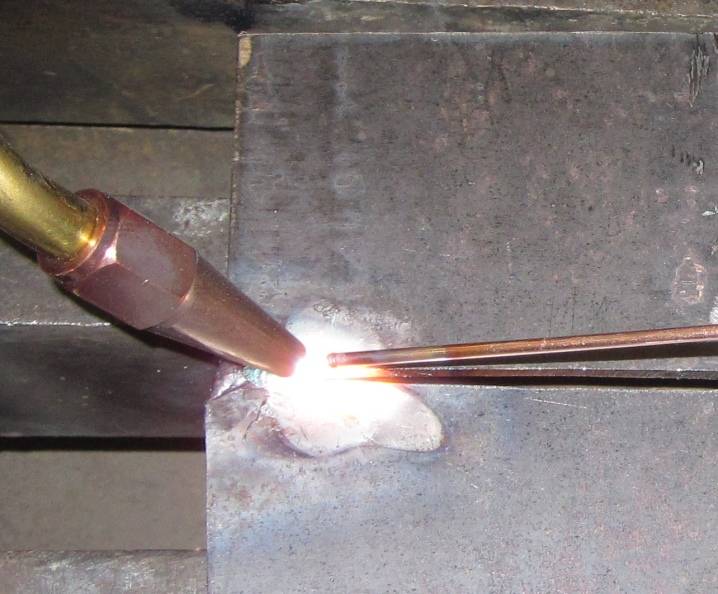
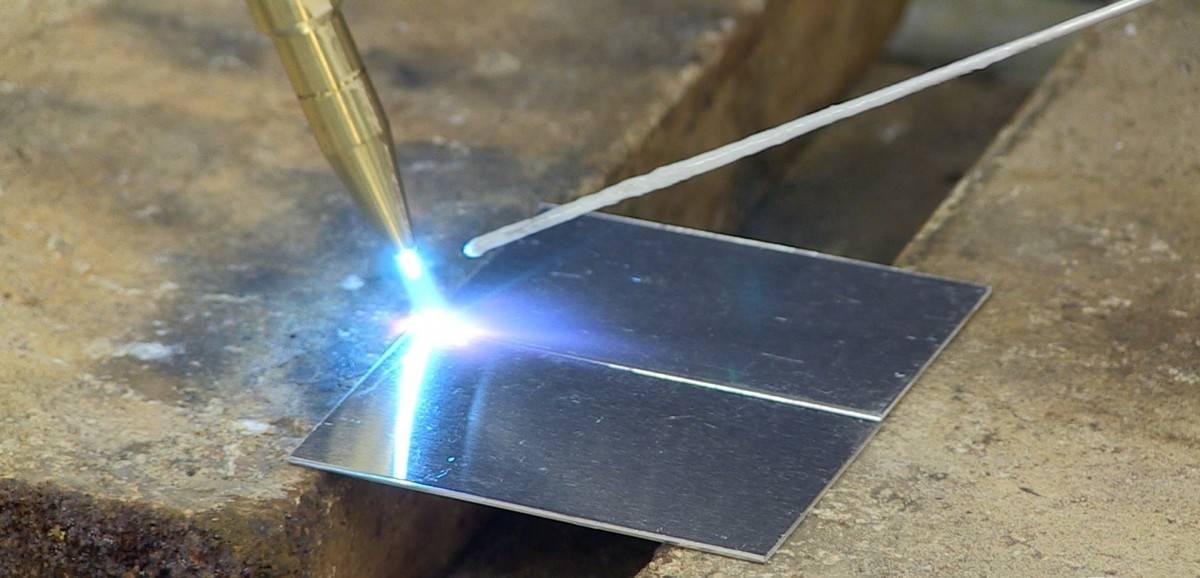
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.

В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.

Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Инструмент и материал для работы
Метод MMA является наиболее доступным в плане необходимого инструмента для сварки алюминия в домашних условиях. Основой здесь выступает сварочный аппарат. Удобнее использовать устройство инверторного типа, нежели обычный сварной трансформатор, не обладающий возможностью регулировок. Все что нужно это:
- Инверторный аппарат для MMA с шиной заземления, кабелем и держателем,
- Сварные электроды для алюминия и сплавов, покрытые специальной обмазкой,
- Защитная маска сварщика,
- Напильник и металлическая щетка,
- Флюс, растворитель,
- Молоток, пассатижи, болгарка.










Более профессиональное и дорогостоящее оборудование необходимо иметь, чтобы осуществить сварку алюминия своими руками с помощью аргона (метод TIG). Значительным преимуществом метода является то, что здесь нет ограничений по толщине и виду алюминиевых сплавов. Для работы понадобятся:








- Аппарат инверторной конструкции для MMA плюс TIG,
- Система автоматической подачи газа,
- Держатель для вольфрамового электрода, встроенный в горелку,
- Манометры контроля давления и редуктор подачи газа,
- Соединительные шланги,
- Проволока алюминиевая сварная с флюсом и присадками,
- Краги и защитная маска сварщика.
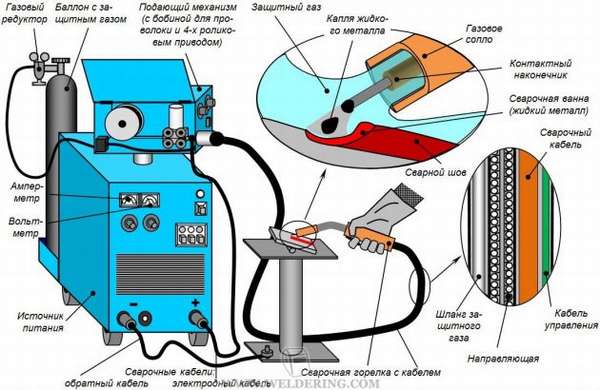
Чтобы осуществить сварку алюминия дома методом MIG, при котором используется плавящаяся проволока, необходимо иметь специальный автомат подачи ее к области соединения элементов. Конструкция горелки здесь должна быть такой, чтобы плавить именно выдвигающуюся проволоку. Также в наличие должны быть:
- Средства фиксации и удержания соединяемых деталей – тиски, струбцины, пассатижи,
- Инструмент зачистки поверхности от окислов – щетка по металлу, напильник,
- Защитная спецодежда из хлопчатобумажной ткани, рукавицы, маска со светоограничивающим стеклом.
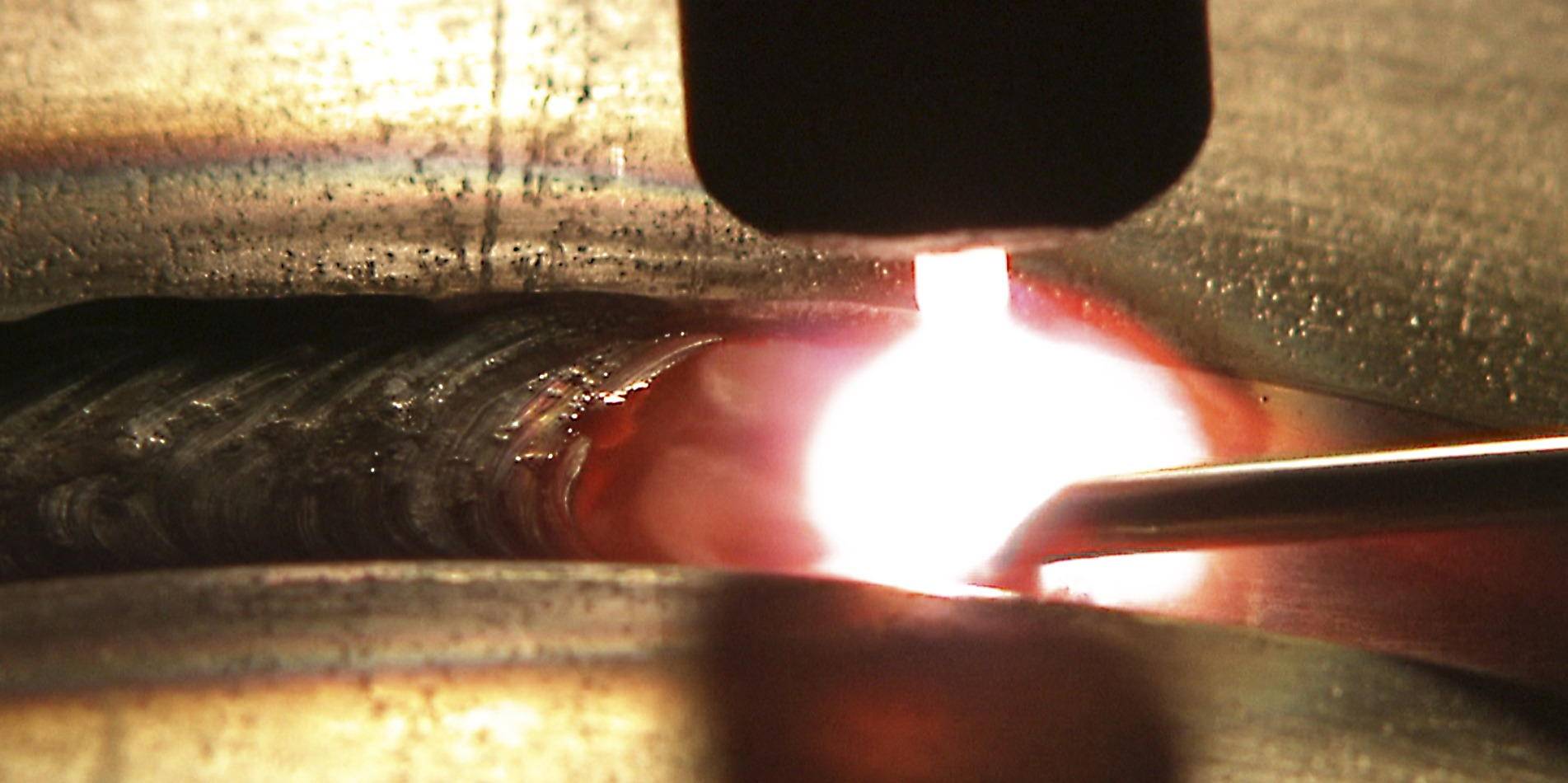
Особенности сварки инвертором
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.
Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства – инверторы. Данные приборы для сварки этого металла могут быть разными – они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.

Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.
Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.
Только при соблюдении всех этапов можно поучить действительно качественный шов.
Алюминий — свойства и особенности
В силу своих химических и физических свойств, алюминий получил широкое распространение в различных сферах деятельности человека.
Для сварки различных конструкций или деталей могут применять не только алюминий, но и сплавы из него. Правда, сам процесс под силу только опытным сварщикам.
Потому что этот металл капризен, и чтобы сварить его качественно, нужна высокая квалификация.
Видео:
Трудности сварки алюминия обусловлены рядом характерных особенностей металла:
- Высокая текучесть. Под воздействием высоких температур металл теряет прочность и в процессе сварки, расплавленная часть металла может разрушить нижнюю, нерасплавленную часть. В этом случае, алюминий просто вытечет через шов. Сложность контроля ситуации усугубляется тем, что цвет металла при нагревании не меняется. Поэтому, чтобы сохранить форму сварочной ванны, сварщики используют специальные подкладки из керамики или металла;
- Образование оксидной пленки. При взаимодействии с кислородом, на поверхности алюминия появляется пленка, свойства которой отличаются от его свойств более высокой плотностью и тугоплавкостью. Во время сварки оксид алюминия препятствует сплавлению металла в монолитный шов. Поэтому его удаляют с помощью катодного распыления. А чтобы не допустить появления оксидной пленки, зону сварки защищают от контактов с воздухом. Для этого используют аргоновую сварку;
- При достаточно высоком коэффициенте линейного расширения алюминий отличается низким модулем упругости, что может спровоцировать деформацию свариваемой конструкции. Снизить вероятность деформации можно с помощью различных технологических приемов — электросварки в оптимальном режиме или подогрева;
- Сварочный процесс способствует появлению пористости в алюминиевых сплавах. Это происходит потому, что в соединениях металла содержится водород, выход которого наружу происходит через новообразованные поры. Также, при повышенном содержании кремния возможно появление мелких кристаллизационных трещин, что может заметно ослабить сварочный шов;
- Алюминий обладает высокой теплопроводностью. Поэтому для его сваривания необходимы мощные источники сварочного тока;
- В ходе сварки в алюминиевых швах могут образоваться горячие трещины. Это происходит вследствие процессов внутренних изменений в момент застывания расплавленного металла. Чтобы предотвратить их появление, применяют специальные модификаторы, которые добавляют в сварные швы. Также, нежелательно близкое расположение швов по отношению друг к другу.
ВАЖНО ЗНАТЬ: Технология ручной дуговой сварки труб
Кроме того, в домашних условиях нередки случаи, когда сварка применяется к алюминиевым сплавам неизвестной марки, что без особых материалов и специальных режимов сварки не всегда выполнимо.
Это интересно: Как гнуть профильную трубу своими руками в домашних условиях
Делаем сварочный электрод
Время от времени нам бывает необходим сварочный аппарат. Как именно можно изготовить простой сварочный аппарат в домашних условиях, мы узнали в одном из прошлых материалов. Однако сварочный аппарат без электродов использовать попросту невозможно, поэтому в дополнении к прошлому материалу мы представляем вашему вниманию урок по изготовлению самодельного сварочного электрода.









Давайте ознакомимся с процессом изготовления электрода, просмотрев видеоролик
Жидкое стекло не так сложно найти, как может показаться с первого взгляда. Такое стекло продается практически в любом строительном магазине. С материалами все ясно, и это значит, что можно приступить к процессу изготовления нашего электрода.
Для начала нам нужно размолоть мел в мелкую фракцию. Для этого кладем куски мела в блендер и включаем его.
Далее выравниваем нашу проволоку и режим прутья. На этом этапе нужно постараться, чтобы прутья получились ровными.
Теперь намазываем на прутья жидкое стекло. Для этого нужно просто положить прутья на ровную поверхность, намочить кисточку в жидком стекле и нанести его на куски проволоки.
Следующим делом насыпаем на наш прут измельченный в блендере мел.
Теперь пытаемся все равномерно раскатать.
Наш электрод практически готов. На этой стадии нам нужно просто подождать пока он засохнет. После того, как наш электрод затвердел и жидкое стекло на нем загустилось, нужно его прокалить. Для этого нужно поставить электрод в обыкновенную духовку.
Включаем духовку и ставим на температуру 100 градусов по Цельсию. Кладем электроды в духовку на полчаса. Этого времени достаточно, чтобы жидкое стекло затвердело.
Внешне самодельный электрод отличается от заводского. Первым отличием можно назвать его цвет. Помимо этого, он немного сыпется, но эта особенность никак не мешает процессу приваривания. Авторский тест самодельного электрода показывает, что он отлично справляется со своей задачей.
Как варить алюминий инвертором без аргона. Соединение алюминиевых проводов
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.
Учтите : электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:
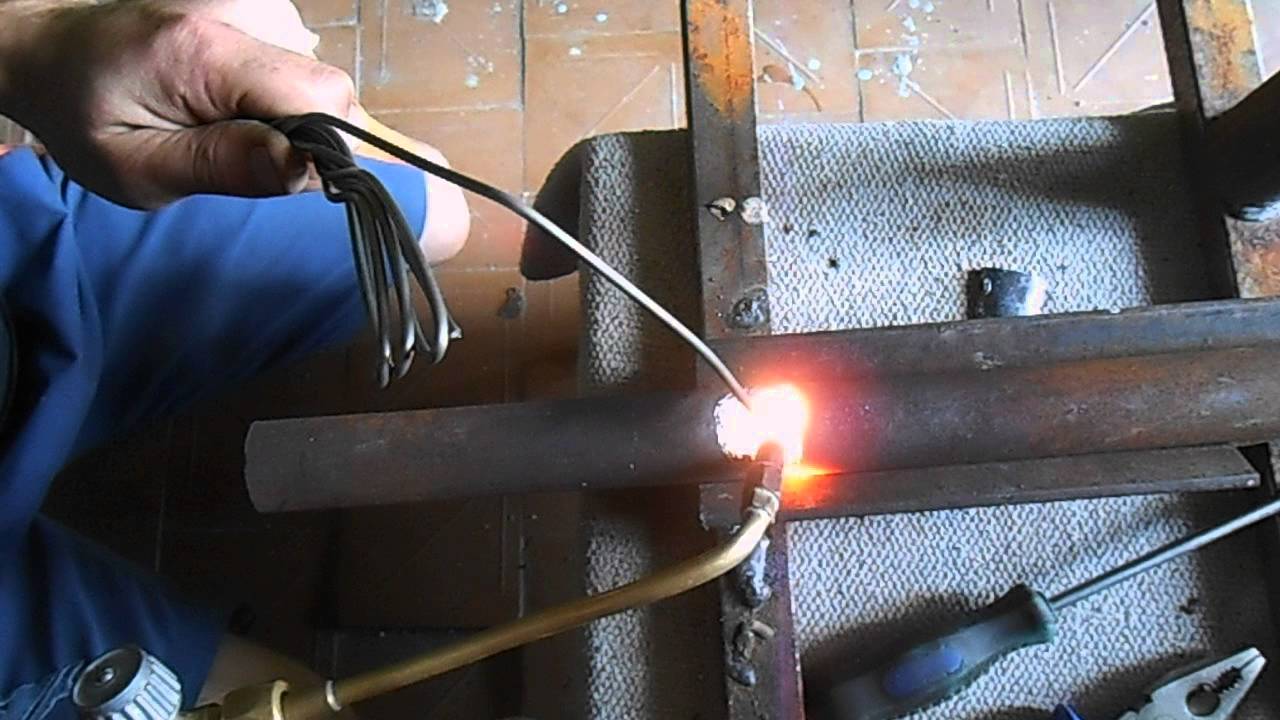
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:







Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла
Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Рекомендуем к прочтению Какие бывают электроды для сварки
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.

Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.
Перед тем как подбирать комплектующие, необходимо иметь на руках электрическую схему и чёткий план действий по согласованию отдельных узлов будущей конструкции.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.





