

Содержание
- Подготовка основного и присадочного металла под сварку
- Подготовка сварных кромок
- Подготовка проволоки и прутков для сварки
- Выбор способа сварки в зависимости от толщины свариваемого алюминия
- Режимы ручной и автоматической сварки алюминия в аргоне неплавящимся вольфрамовым электродом
- Режимы ручной сварки
- Режимы автоматической сварки
Режимы автоматической и полуавтоматической сварки алюминия в аргоне плавящимся электродом
Видео: аргонодуговая сварка алюминия
Техника аргонодуговой сварки алюминия
Применение импульсно-дуговой сварки
Качество и механические свойства алюминиевых соединений
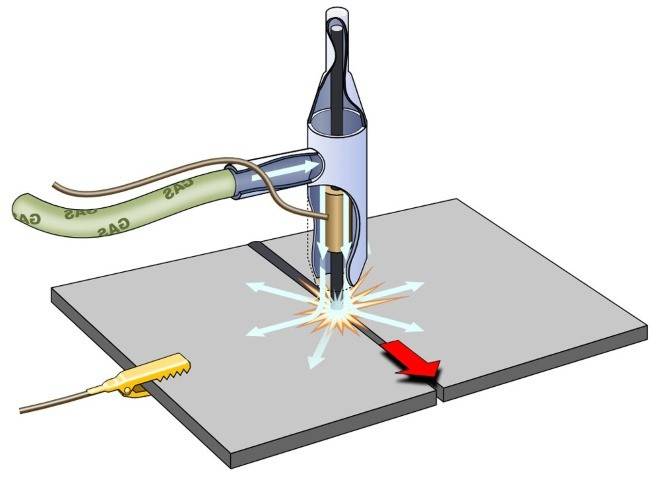
Об особенностях и некоторых способах сварки алюминия, мы говорили на странице: «Сварка алюминия и его сплавов. Как варить алюминий?». Алюминий можно сваривать разными способами, но аргонодуговая сварка алюминия получила большое распространение. Рассмотрим подробно технологию сварки алюминия в среде аргона.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию возможна многими способами. Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
Именно TIG сварка полуавтоматом позволяет выполнить работу быстро и качественно, если вам предстоит работа в домашних условиях. Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.

Для сварки алюминиевой детали помимо полуавтомата вам понадобятся вольфрамовые электроды и защитный газ. Обычно в качестве газа используется аргон или углекислота, иногда смесь аргона и гелия.
В отдельных случаях при сварке полуавтоматом в среде углекислого газа (или любого другого инертного вещества) может использоваться только сварочное оборудование. Конечно, качество шва будет заметно хуже, но если вам нужно быстро что-то починить, то нет нужды перевозить тяжелый баллон с газом.
Для сварки полуавтоматом без газа вам понадобится специальная порошковая проволока. При плавлении она выделяет испарения, обладающие свойствами, схожими с защитным газом. А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
Теперь перейдем к отдельным нюансам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать некоторым важным критериям. Во-первых, диаметр отверстия шланга, из которого будет подаваться алюминиевая сварочная проволока, должен быть больше диаметра проволоки.
Это легко объяснить: проволока для сварки алюминия полуавтоматом при нагреве может расширяться. И если диаметр отверстия равен диаметру проволоки, то она в ответственный момент может просто перестать правильно подаваться в сварочную зону. В худшем случае она вовсе застрянет, и вы потратите уйму времени, чтобы извлечь ее. Длина самого шланга, через который подается алюминиевая сварочная проволока, не должна превышать трех метров, чтобы не деформировать проволоку внутри. Постарайтесь не изгибать и не скручивать шланг с проволокой. Ведь алюминий — металл, легко поддающийся деформации.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от избыточной силы трения. Чтобы этого избежать убедитесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата должна подаваться механизмом, снабженным четырьмя роликами. Такой механизм не замнет и не деформирует проволоку в процессе работы.
Если для вас важнее качество шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Технология сварки
Технология сварки алюминия полуавтоматом— последнее, что вам нужно узнать для качественного результата. Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Как мы писали ранее, для начала нужно металл подготовить. Тщательно зачистите поверхность, комбинируя способы зачистки. Не должно быть очагов коррозии, следов грязи, пыли или масла. Обезжирьте поверхность металла с помощью растворителя.
Убедитесь, что наконечник шланга подачи проволоки большего диаметра, чем сам присадочный материал. Загрузите проволоку в механизм подачи, подготовьте газ и включите сварочный аппарат. Ели пользуетесь методом TIG сварки, то подготовьте электроды.
Зажгите дугу. Следите, чтобы на протяжении всей сварки она горела стабильно. Расстояние между сварочной ванной и дугой должно быть не более 15 миллиметров. Также старайтесь следить за скоростью подачи проволоки. Если чувствуете в себе уверенность, то увеличьте скорость. Но не нужно ставить максимальное значение, поскольку металл не сможет как следует провариться.
Ведите дугу ровно, старайтесь формировать шов равномерно. После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
Технология сварки алюминия

Для выполнения работы потребуется специальное оборудование и оснастка, а также инструкция, если сварка будет осуществляться новичком. Чтобы максимально качественно осуществить работу по сварке потребуется полуавтомат с автоматической подачей проволоки (плавящийся электрод) и возможностью подключения газа к аппарату.
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рассмотрим процесс:
- Соблюдая выше описанное расположение горелки, а также предварительно нагрев деталь от 120 до 250 градусов, можно добиться минимального расхода материала. В момент сварки проволока должна подаваться плавно и находиться впереди горелки. Резкие рывки могут привести к разбрызгиванию металла.
- Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
- Чтобы получить ровный и качественный шов, а также сократить расход испорченных наконечников (маркировки AI) скорость сварки должна быть максимально большой.
- Чтобы проволока не застряла в наконечнике, его можно взять чуть большего диаметра.
- При работе с тонкими пластами алюминия в качестве подкладки можно воспользоваться листами нержавейки, которые уменьшат вероятность прожога и сократят расход электроэнергии, так как оператору не придется отвлекаться на проверку состояния изделия.
Использование аргона
Сварка алюминия полуавтоматом в аргоне позволяет создать защитный слой, который ослабляет воздействие атмосферного воздуха, препятствуя тем самым появлению в сварном шве всевозможных окислов. Работа с газом не отличается высокой производительностью, но гарантирует высокое качество алюминиевого соединения.
Меры предосторожности
Категорически запрещается приступать к работе без специальной маски, дополнительно можно купить: рукавицы, прорезиненную обувь, брезентовое или асбестовое полотно. Кроме этого требуется тщательная проверка элементов изоляции электросети.










Сварочный полуавтомат для сварки алюминия разрешено использовать в хорошо проветриваемых помещениях. Запрещается эксплуатация прибора в помещении с большим содержанием легковоспламеняющихся веществ.
Читайте обзоры сварочных аппаратов от разных производителей:
Возможные сложности

Образование тугоплавкого оксида алюминия Al2O3. Его разрушение возможно при температуре более 2000 градусов (практически «невозможно» получить в домашних условиях), поэтому настоятельно рекомендуется как можно лучше раскислить верхний слой перед началом работ, чтобы улучшить проплавление.
При сварке могут образоваться горячие трещины, которые приводят к внутренней деформации и появлению напряжения в структуре материала. Требуется постоянный контроль температуры.
При осуществлении сварочных работ очень сложно контролировать процесс нагрева, так как алюминий практически не меняет цвет, а это может привести к вытеканию металла через швы. Здесь требуется опыт или постоянный контроль не только за образованием шва, но и целостностью прилегающего к нему металла.
Технология сварки алюминия аргоном – пошаговая инструкция
Настройка аппарата для сварки
В качестве примера настройки аппарата можно рассмотреть пример сварки листов толщиной 2 мм. Перед тем как включить источник тока, к нему необходимо подключить защитный газ (аргон) и настроить его подачу. Для этого используют манометр, установленный на баллоне с газом. При сварке в помещении расход аргона должен составлять от 7 до 8 литров в минуту. При выполнении работ на открытом воздухе его придется увеличить. Для сварки листов такой толщины подойдет электрод диаметром от 1,6 до 2,4 мм.
Если в процессе работы на его конце образуется шар правильной формы, то все нормально. Если нет, то необходимо подстроить источник, скорее всего, он выдает недостаточное количество тока. Вылет электрода должен составлять не более 2 мм.
Возбуждение сварочной дуги
Предпочтительным способом зажигания дуги является бесконтактный способ, реализуемый высокочастотным осциллятором. Как уже писали ранее, хорошо заточенный электрод – залог успешного зажигания дуги. При этом его расположение должно быть строго вертикально по отношению к поверхности свариваемых деталей. Дуга возбуждается точно в начале сварочного шва.
В противном случае электрод следует заточить по новой, либо вообще заменить.
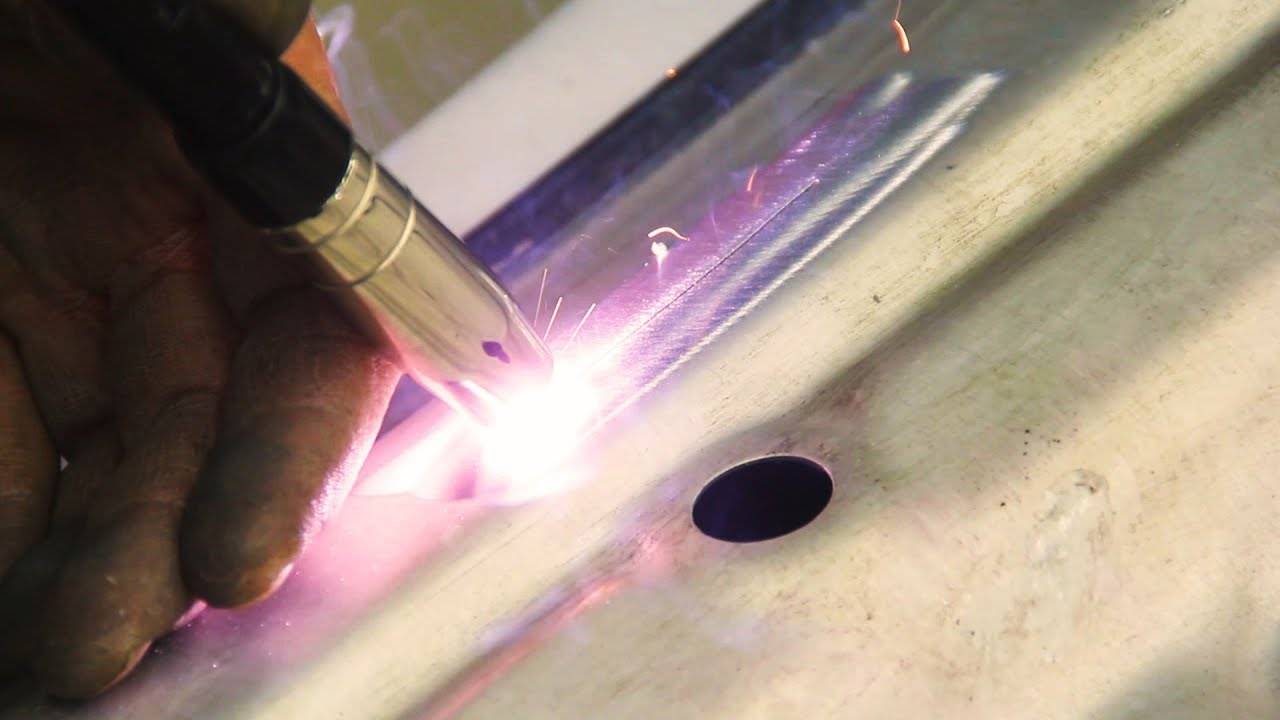
Создание сварочной ванны
После успешного возбуждения дуги не нужно торопиться и сразу подавать присадку в зону сварки. Дождитесь образования так называемой сварочной ванны. Наблюдайте за формированием в зоне прогрева пятна расплавленного алюминия, имеющего зеркальную поверхность.
Главное не перегреть металл, ведь сварочная ванна формируется за нескольно секунд.
Выполнение сварного шва
Итак , мы добились образования сварочной ванны, теперь можно подавать присадку и одновременно перемещать сварочную горелку без колебательных движений.
Аргонодуговая сварка алюминия неплавящимся электродом состоит из следующих повторяющихся циклов:
- Образование сварочной ванны;
- Наплавка валика, формирование участка шва;
- Переход к следующему участку
Угол наклона горелки должен составлять 60-80. Присадочный пруток подается под углом 10-20.
Как мы уже отметили, формирование сварного шва осуществляется ” капля за каплей”. Сварщик должен непрерывно следить за процессом ,чтобы размеры наплавочных валиков были одинаковыми и шов оставался красивым и качественным.
Завершение сварного шва
Не менее важным этапом тиг сварки алюминия является завершение шва, так называемая заварка кратера.
Чтобы при завершении шва “тяжелые “шлаки не оседали в металле “легкого” алюминия используют следующие приемы:
- уменьшение подачи присадочной проволоки;
- увеличение скорости перемещения горелки
Процессы продолжаются до тех пор, пока не будет образовываться сварочная ванна.
Контроль сварки и дефекты швов
Способ контроля выбирают в зависимости от степени ответственности сварного шва. Если он носит декоративный характер, то вполне достаточно визуального осмотра. Если он будет работать под нагрузкой, то, вполне возможно, придется использовать другие методы.
При ошибках в технологии, недостаточной квалификации сварщика и в некоторых других случаях, например, недостаточная чистота газа, в сварном шве возникают дефекты. По сути, их описание точно такое, как и в обычной электродуговой сварке, то есть это непровары, подрезы, наплывы и многие другие. Да и устраняют их теми же способами, то есть переделкой и доведения до требований рабочей документации.
Рекомендуем к просмотру:
Применение импульсно-дуговой сварки
Импульсно-дуговая сварки позволяет повысить производительность сварочных работ, благодаря такой технике, создаётся направленный струйный перенос металла, уменьшается его разбрызгивание, а также повышается стабильность электрической дуги.
Применение импульсно-дуговой сварки очень перспективно для сварки алюминиевых конструкций. Благодаря высокой концентрации энергии в импульсе, при оптимальном времени импульсов и пауз можно обеспечить стабильное проплавление и правильное формирование корня шва, а также значительно уменьшить сварочные деформации.
При сварке металла толщиной 6мм плавящимся электродом диаметром 1,6мм рекомендуются следующие режимы: частота следования импульсов 100 имп./с. Сила тока I=160-180А, рабочее напряжение U=18-21В, скорость сварки v=18-25м/ч. Сварка производится за один проход.
При сварке металла большой толщины рекомендуется применять электроды диаметром более 2мм. К примеру, используя проволоку диаметром 4мм, можно сваривать алюминиевые сплавы (типа АМг-61) толщиной 90мм при Х-образной разделке за 5 проходов при следующих режимах сварки: I=450-500А, U=22-25В, v=21-24м/ч.
Сварка больших толщин из-за высокой теплопроводности металла требует предварительного и сопутствующего подогрева до температуры 150°.
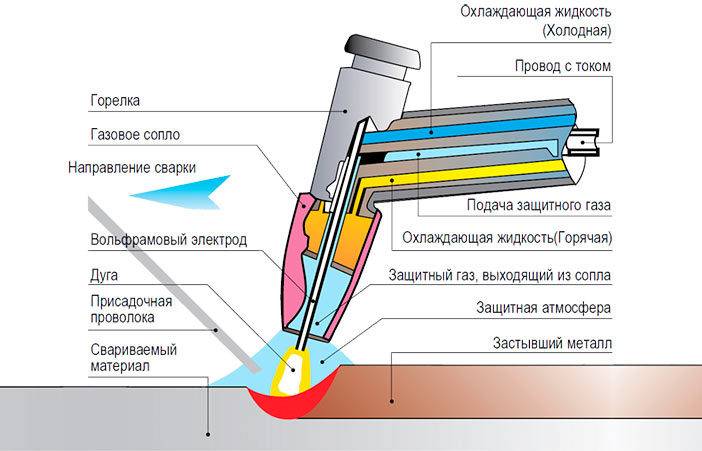
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.









Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Классификация сварки. Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
Виды прутков для сварки. Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Режимы автоматической и полуавтоматической сварки алюминия в аргоне плавящимся электродом
При сварке плавящимся электродом и особенно тонкой электродной проволокой на полуавтоматах, необходим правильный выбор параметров, с учётом особенностей алюминиевых сплавов. Большое значение имеет их теплопроводность, при повышении которой глубина проплавления уменьшается с увеличением свариваемой толщины.
Важную роль играет рабочее напряжение дуги. Его значение зависит от трёх составляющих: состава защитного газа (марки аргона), силы сварочного тока и скорости подачи электродной проволоки. Ориентировочные режимы сварки указаны в таблице:
Режимы автоматической и полуавтоматической сварки сварки алюминия плавящимся электродом в аргоне
| Толщина металла, мм | Диаметр электродной проволоки, мм | Тип соединения и подготовка к сварке | Сила тока, А | Рабочее напряжение, В | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | Расход аргона, л/мин | Число проходов |
| 4 | 1,0-1,5 | Стыковое, без разделки сварка двухсторонняя | 120-250 | 19-55 | 325-360 | 25-29 | 10-12 | 2 |
| 10 | 1,6-2,0 | 250-300 | 25-30 | 290-325 | 15-25 | 14-18 | 2 | |
| 5-6 | 2,0 | Стыковое, без разделки, на подкладке | 260-300 | 23-25 | 250-290 | 15-25 | 11-12 | 1 |
| 15-16 | 2,5-3,0 | Без разделки, сварка односторонняя | 380-430 | 24-28 | 145-215 | 11-15 | 12-16 | — |
| 20-22 | 3,0 | 420-480 | 30-33 | 215-250 | 11-15 | 14-18 | 2-4 | |
| 25-30* | 4,0 | Двухсторонняя, с Х-образной разделкой | 480-540 | 28030 | 145-215 | 11-15 | 15-20 | 4-6 |
| 5 | 2,5 | 400-420 | 26-32 | — | 11-15 | 16-22 | 5-8 | |
| *При сварке металла толщиной 40-50мм последующие проходы выполняются при режиме: сила тока 420-450А, напряжение 26-28В, скорость сварки 23-25м/ч |
При сварке горизонтальных швов силу тока следует уменьшить на 10%, а при сварке вертикальных швов — на 17%.
Сварка алюминия аргоном для начинающих
Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы
Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:
- С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
- Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык. Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
- Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
Ключевое описание процесса сварки
Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Особенности сварки алюминия аргоном
Выполняя работу нужно учитывать неординарность характеристик этого металла:
- Из-за повышенной химической активности поверхность алюминия при контакте с воздухом быстро покрывается оксидной пленкой. Она плавится при температуре более 2000⁰C, а металл — 660⁰C. Если твердые кусочки пленки попадут в шов, его прочность уменьшится.
- При сварке алюминия трудно контролировать процесс, так как его цвет не меняется после расплавления.
- Материал гигроскопичен, поэтому впитывает атмосферную влагу, которая при нагреве испаряется с поверхности, снижая качество соединения.
- Из-за высокого коэффициента линейного расширения место соединения при остывании может деформироваться и растрескаться. Для компенсации усадки сварка аргоном проводится с повышенным расходом проволоки или модифицируют шов.
- Если неправильно настроить расход газа при выполнении аргоновой сварки алюминия, он вспенивается при недостатке, а избыток затрудняет сформировать шов.
Правильные режимы сварки
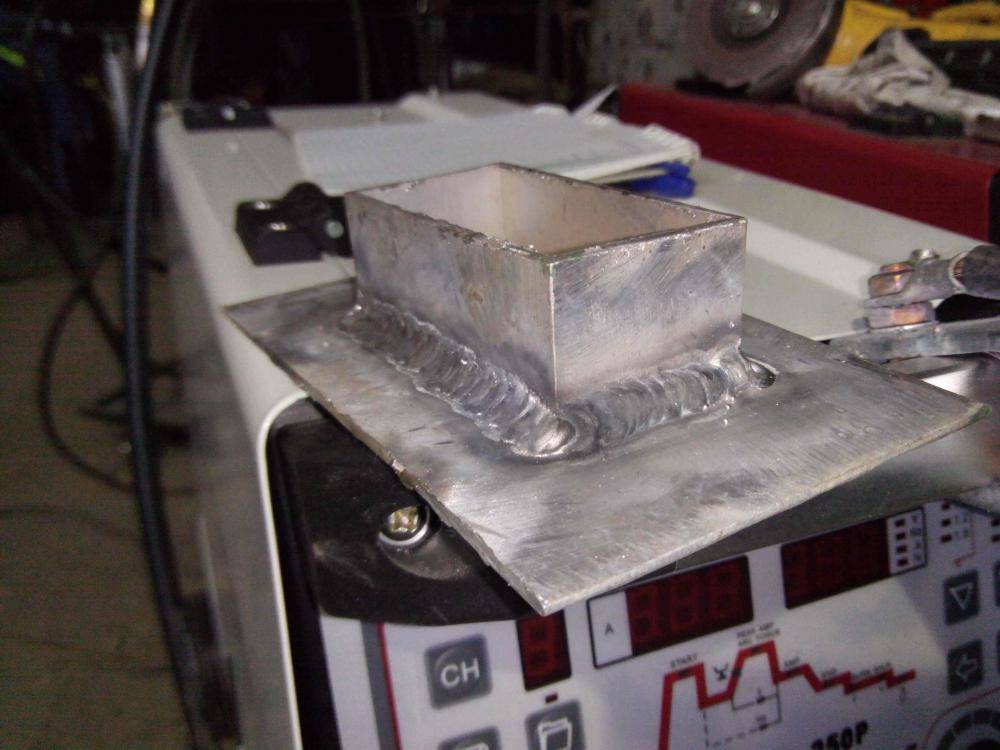
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны

В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.







Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Качество и механические свойства алюминиевых соединений
Свойства сварных соединений при аргонодуговой сварке алюминия зависят от типа
свариваемого сплава. У термически упрочняемых и термически не упрочняемых сплавов
свойства отличаются. Механические свойства сплавов при сварке неплавящимся электродом
и некоторые другие показатели представлены в таблице:
| Марка сплава | Толщина металла, мм | Образец | Состояние образца | Присадочный материал | Временный предел прочности, МПа | Угол загиба, град |
| АД1 | 1,5 | Основной металл Металл шва | Отжиг после сварки | – | 86,3 83,5 | – |
| АМц | 1,5 | Основной металл Металл шва | То же | – | 121 121 | – |
| АМг3 | 2,0 | Основной металл Металл шва | То же | – | 230 220,7 | – |
| АМг6 | 2,0 | Основной металл Металл шва | То же | – | 361 367 | – |
| Д20 | 2,0 | Основной металл Металл шва | Закалка и искусственное старение | – | 443 272 | – |
| АМг6АМ | 19,0 | Металл шва | – | АМг6 | 273-328 | 95-180 |
С увеличением свариваемой толщины, при сварке чистого алюминия, прочность сварного
соединения снижается. Наилучшей свариваемостью обладают алюминиевые сплавы системы
Al-Zn-Mg. Благодаря их свойству самозакаливаться и искусственному старению после
сварки удаётся получить сварные соединения, по прочности близкие основному металлу.
Дополнительные материалы по теме:
Сварка | Газовая сварка бронзыКонтактная сварка медиТрудности при сварке алюминияСварка алюминия и его сплавов |
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.
Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Особые свойства
 Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.





