

Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 224 «Технологическая оснастка»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 9 от 12 апреля 1996 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикский государственный центр по стандартизации, метрологии и сертификации |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 7 августа 1996 г. № 503 межгосударственный стандарт ГОСТ 16518—96 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 14904-80 и ГОСТ 16518-87
5 ИЗДАНИЕ (август 2009 г.) с Поправкой (НУС 9-99)
ИПК Издательство стандартов, 1997 СТАНДАРТИНФОРМ, 2009
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Разновидности используемых для чугуна электродов
С чугунными заготовками работают специальными электродами с маркировкой СВ-08 А и СВ-08 или используют для этого материала универсальные расходники:
- ЦЧ-4 — применяются для работы при любой температуре и позволяют создавать ровное и прочное соединение.
- ЭМЧС — основа сделана из низкоуглеродистой стали, на нее нанесена трехслойная обмазка. В процессе горения электрода вокруг него создается газозащитный слой, предохраняющий шов от окисления и образования в нем включений воздуха.
- Ficast NiFe K — такие стержни выполнены из железоникелевого сплава, предназначены для сварки чугуна и стали.
- МНЧ-1 — сделаны из сплава меди, никеля и монель-металла, что увеличивает их стоимость. Применение этих расходных материалов позволяет получать качественный шов, который потом легко обрабатывать.
Рекомендуем к прочтению Как работать с чугуном с помощью холодной сварки
Как сделать самостоятельно
Качественные электроды для работы с чугуном можно приобрести не в каждом строительном магазине, стоимость их достаточно высокая. Многие опытные сварщики и домашние мастера делают расходники для сварки чугуна самостоятельно.

Электрод можно сделать самостоятельно.
Для этого понадобятся стержни общего назначения (АНО-4 или УОНИ), медная проволока толщиной 1,5-2 мм.
Можно использовать и другой вариант, для его реализации понадобятся:
- жидкое стекло;
- медные прутья диаметром до 5 мм;
- измельченная обмазка, снятая со стержней общего назначения;
- металлический порошок.
В этом случае процесс изготовления состоит из таких этапов:
- Нарезка медных прутьев на отрезки необходимой длины. Зачистка их поверхности наждачной бумагой и обезжиривание.
- Подготовка покрывающего состава. Для этого тщательно толкут обмазку, снятую со стержня, и в равной пропорции смешивают ее с металлическим порошком. Затем в подготовленную смесь вводят 30% жидкого стекла, снова все хорошо перемешивают.
- Создание электрода. Готовые прутья несколько раз опускают в подготовленный состав, пока на них не образуется покрытие толщиной 1,5-2 мм.
- Сушка стержней. Их размещают вертикально и оставляют на открытом воздухе.
- Прокаливание. Для этого самодельные изделия помещают в духовку, температура которой в пределах +200-250°С.
Качество самостоятельно сделанных электродов будет немного ниже, чем тех, что приобретены в магазине, но с их помощью также можно надежно соединять или восстанавливать чугунные детали, при этом режим работы выбирают такой же, как и при использовании фирменных расходников.
Конструкция и принцип действия зажимных приспособлений
Поскольку станочные тиски необходимы для надежной фиксации детали в процессе обработки, они состоят из прочных стальных элементов. В зависимости от типа и назначения станочных тисков их конструкция может серьезно варьироваться.
В среднюю ценовую категорию входят поворотные модели, функциональность которых позволяет выполнять операции сверления более эффективно. Достоинства тисков первого и второго типа объединяются в универсальных приспособлениях для сверлильного станка, что, естественно, делает стоимость таких устройств достаточно высокой.
Даже тиски одного типа, но произведенные разными компаниями, могут иметь определенные конструктивные отличия. Это объясняется тем, что каждый из производителей старается наделить свою продукцию дополнительными опциями, сделать ее более надежной и удобной в работе.

Профессиональные станочные тиски могут комплектоваться различными зажимными планками
Какими бы функциональными возможностями ни обладали станочные тиски, основу их конструкции составляют обязательные элементы, к которым относятся:
- планки, выполняющие роль основания тисков;
- две губки, обеспечивающие зажим обрабатываемой заготовки;
- винт с ручкой, за счет которого обеспечивается перемещение подвижной зажимной губки;
- пластины, служащие рабочими элементами зажимных губок;
- ряд дополнительных деталей.

Устройство простейших станочных тисков
Планка, выполняющая роль основания, является несущим элементом, на котором фиксируются все остальные детали тисков. Именно на планке, которая изготавливается из жесткого и износостойкого металла, просверливается отверстие под винт, монтируются подвижная и неподвижная губки. Для обеспечения точности перемещения на нижней части подвижной губки имеется прямоугольный хвостовик, который вставляется в вырез, выполненный на неподвижной губке.









Хвостовик, отвечающий за параллельный ход губок
Винт, отвечающий за перемещение подвижной губки, находится с ней в соединении, что обеспечивается специальным стопорным кольцом. Вращаясь в резьбовом отверстии планки-основания, винт перемещает подвижную губку, обеспечивая тем самым зажим обрабатываемой на сверлильном станке заготовки. Чтобы понять, как работают тиски, можно посмотреть соответствующее видео.
И серийные модели, и самодельные тиски для сверлильного станка могут быть выполнены по различным схемам воздействия винта на подвижную губку. В простейших моделях тисков, которые несложно изготовить своими руками, винт напрямую соединен с подвижной губкой, которую он либо тянет (разжимает губки), либо толкает (сжимает губки), что зависит от направления его вращения. В более сложных моделях, к числу которых могут относиться как неповоротные, так и поворотные тиски, вращение винту передается за счет шестеренных передач, что облегчает работу оператора сверлильного станка. Благодаря шестеренным передачам требуется совсем небольшое усилие, чтобы сжать или разжать губки тисков.
Следует иметь в виду, что наличие шестеренного механизма совсем не является критерием, на котором следует акцентировать внимание при выборе зажимных приспособлений для сверлильного станка. Многие известные производители, продукция которых пользуется успехом у специалистов во всем мире, выпускают устройства, принцип действия которых реализован по стандартной схеме, что не делает их менее эффективными или неудобными в использовании

Тиски с гидравлическим усилением обеспечивают стабильное сжатие, независимое от ударов и вибраций
Важными конструктивными элементами тисков любого типа, испытывающими значительные нагрузки в процессе работы и обеспечивающими надежность фиксации обрабатываемой заготовки, являются прижимные пластины, или планки. Такие элементы, изготавливаемые из прочного металла, крепятся к рабочим поверхностям зажимных губок при помощи винтовых соединений.
В стандартном исполнении прижимные планки имеют плоскую рабочую поверхность, на которую нанесена крестовая насечка. Используются и более специализированные типы планок, которые необходимы для обработки заготовок определенной формы. Рабочие поверхности таких планок могут быть выполнены в различной форме (угловая, вогнутая и др.). В некоторых современных моделях тисков прижимные планки могут быть подпружиненными. Такая конструкция позволяет несколько повысить удобство фиксации деталей в зажимном приспособлении сверлильного станка.

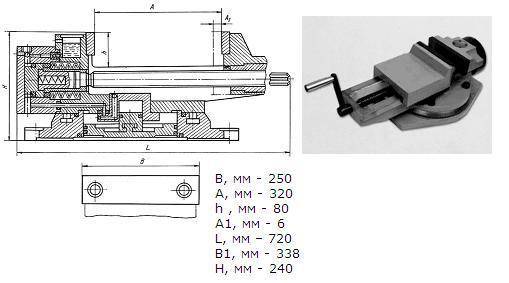
Тиски с призматическими губками
Как выбрать тиски

При выборе тисков учитывается сфера их применения и размеры заготовок, которые планируется в них устанавливать.
Слесарные – предполагают повышенное усилие зажима при обработке деталей, поэтому предпочтительны жесткие модели из стали, а не из порошкового металла.
- Ходовой винт с треугольной метрической резьбой быстро изнашивается, а усилия зажима недостаточно для обработки габаритных заготовок.
- Вес конструкции косвенно характеризует его прочность.
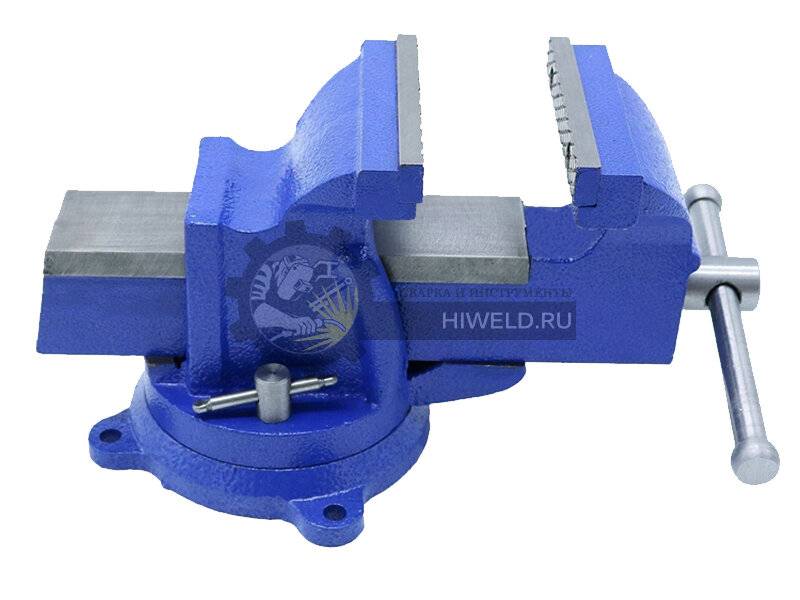
- Для обработки деталей в вертикальном положении выбираются модернизированные слесарные тиски. Их основание вращается на 360°. Чаще оснащены увеличенной наковальней.
- Для круглых заготовок предпочтительны модели, корпус которых оснащен призмами. Эти тиски чаще применяются с ползунком.
Столярные – обращайте внимание на диаметр шнека и равномерность выравнивания стержней. Предполагается параллельное движение при вкручивании
Если инструмент идет неравномерно, риск повреждения заготовок увеличивается.
Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Важно, чтобы не оставалось следов и вмятин на поверхности.
В моделях с верстаком или станиной визуально проверяется ровность плоскости. Для этого нужно встать таким образом, чтобы ближайший угол станины оказался на уровне глаз – изъяны становятся заметными, когда плоскость выглядит как струна.
Фронтальные тиски доступны лишь с винтовым механизмом и направляющим стержнем
Стоит продумать, удобно ли это для текущих эксплуатационных нужд.

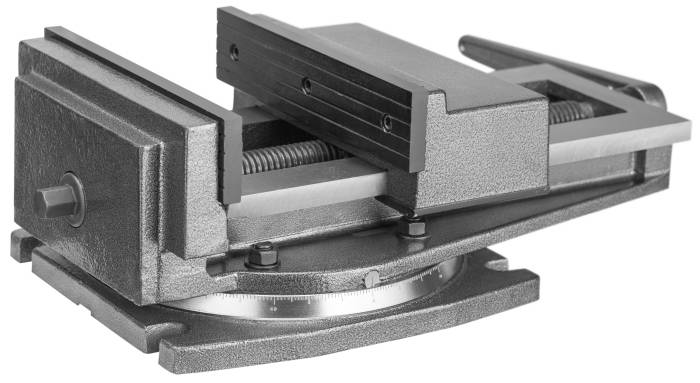
Станочные – выбираются для обработки материалов повышенной жесткости, поэтому в приоритете находится функциональность.
- Губки для фиксации заготовки меньшей высоты, чем в других типах.
- По сравнению со слесарными тисками конструкция является более жесткой.
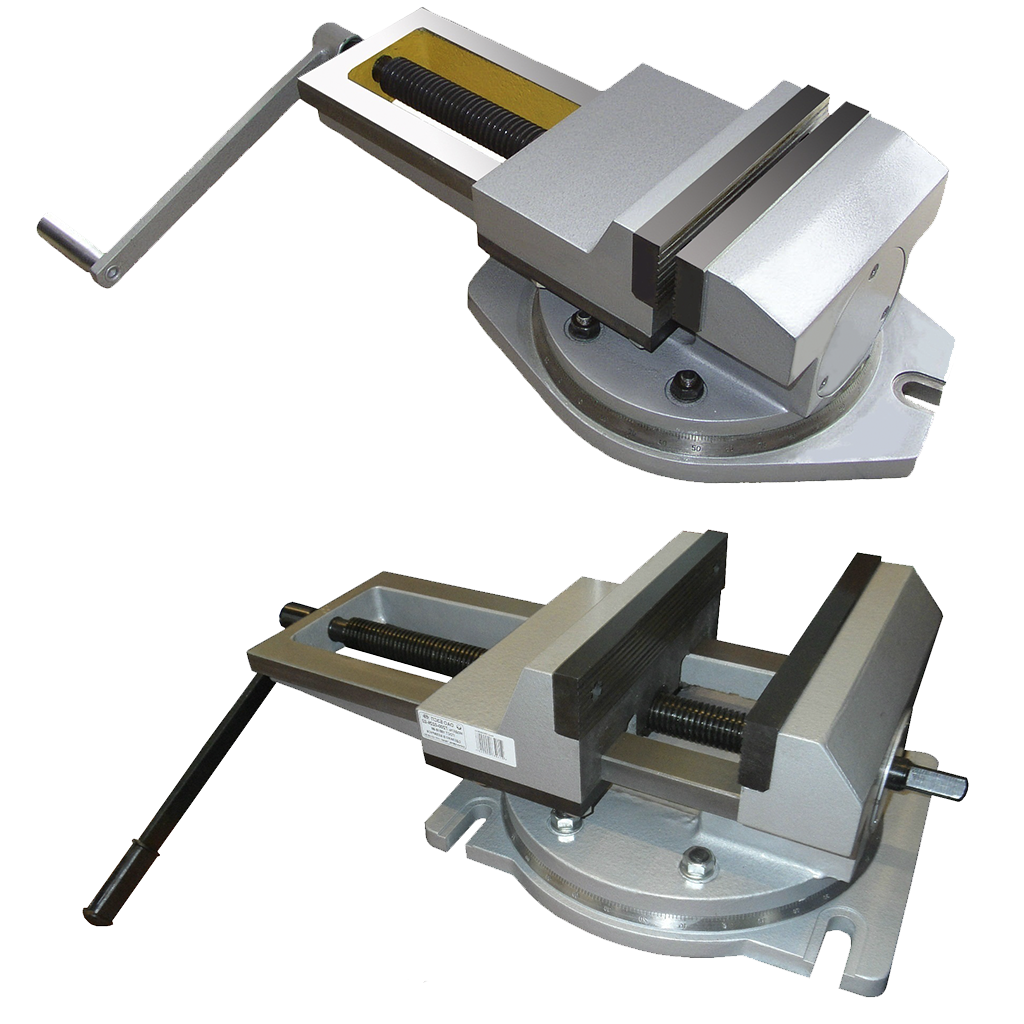
- Инструмент крепит деталь под конкретным углом и поддерживает поворачивание вокруг вертикальной оси.
При выборе учитывается материал, из которого изготовлен инструмент. Предпочтительны модели из закаленной стали.
Если подобный вариант не укладывается в бюджет, старайтесь выбрать устройство со стальными подвижными деталями, так как они подвержены наибольшему износу.
Важна антикоррозийная обработка инструмента – покрытие чаще всего наносится на резьбовые детали, но встречается и цельное.

Двойные станочные – поддерживают одновременную обработку нескольких деталей, но для постоянной бытовой эксплуатации неудобны.
Синусные – используются при сложной обработке деталей. Они поддерживают уклон крепления детали в нескольких взаимноперпендикулярных плоскостях.
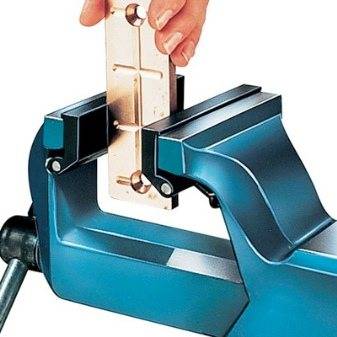
Ручные – при выборе стоит проверить параллельность губок, качество схождения и размер зазора.
- Люфт рукоятки – признак инструмента, с которым будут сложности.
- Ширина рабочего зазора в открытом состоянии – параметр, определяющий, войдет ли заготовка в инструмент. Зазор в ручных моделях, как правило, небольшой, поэтому стоит тщательно примерять габариты.
- Проверьте, оставляют ли зубцы вмятины на мягком металле. В таком случае предпочтителен инструмент с меньшей высотой резьбы зажимов.

Поворотная основа фиксации инструмента удобна в работе, но снижает жесткость конструкции. Механизм поворота – самое слабое звено инструмента, поэтому такая функциональность выбирается только в случаях, когда без нее работа невозможна.
При выборе стоит определить величину угла, который чаще требуется во время работ. Доступны вариации с минимальным углом поворота и модели, вращающиеся на 180 или 360 градусов.
Статичные модели надежнее, но подбор точки крепления затрудняется параметрами верстака. С нестандартными заготовками чаще используются дополнительные устройства для фиксации: наживление с помощью болтов или захват струбциной.
Особенности и назначение
Любые, в том числе и слесарные тиски представляют собой механическое приспособление, главным назначением которого является обеспечение надежной фиксации различных обрабатываемых деталей и заготовок. Они предназначены также для освобождения рук мастера во время работы, что обеспечивает точное выполнение действий (при сверлении, надрезах). Тиски способствуют безопасности работника и снижают до минимума физические и энергетические затраты.
Поскольку конструкция тисков отличается простотой, то сфера их применения выглядит достаточно широко: тиски используют и профессионалы в производственных цехах, и любители для ремонтных работ в домашних мастерских.
Детали фиксируются в тисках между 2 параллельными пластинами при помощи вращения рукоятки, которая регулирует степень зажима. В свою очередь, слесарные тиски надежно закрепляются на специальном устойчивом верстаке или рабочем столе.
Особенностью данного устройства является большая прочность, поскольку при выполнении таких работ, как ковка, рубка и клепка применяется интенсивная ударная сила. Тиски могут быть различных размеров: от легких по весу маленьких моделей до огромных приспособлений, используемых в заводском производстве.

Тиски слесарные своими руками
Умелому мастеру не составит труда изготовить нужный инструмент самостоятельно. Добротные самодельные слесарные тиски эффективно выполнят свою функцию, сэкономив немалый бюджет. Что понадобится для сборки устройства:
- уголок из стали;
- отрез швеллера;
- металлический стержень (d = 20 мм);
- направляющие прутья;
- болты, шайбы и гайки;
- электрическая дрель;
- аппарат для сварки;
- болгарка.
До начала работ следует изготовить из металлического стержня винт самостоятельно или в мастерской на специальном оборудовании. Далее можно действовать по инструкции:
- Поперек двух параллельно расположенных отрезков уголка снизу приваривается пластина с отверстиями для закрепления будущих тисков на поверхности.
- Поверх этих отрезов, поперек верхних их краев, приваривается кусок уголка, который будет служить неподвижной губкой.
- Напротив нее, с другого края тоже закрепляется уголок с отверстием и приваренной к нему гайкой.
- После этого изготавливается подвижная часть тисков: в швеллере пробивается отверстие для ходового винта, к нему приваривается гайка, все это крепится к полке куска уголка и надевается на винт.
- Швы зачищаются, все элементы покрываются краской и собираются в готовые слесарные недорогие тиски.
Источник
Устройство и характеристики
Стандартные тиски состоят из следующих основных элементов:
- Основание – фактически корпус тисков с опорной плитой, предназначенной для фиксации инструмента на столе, станке или верстаке, иногда оснащается наковальней. Крепление чаще всего болтовое, вакуумное (по типу присоски) или магнитное.
- Губки. Как правило, их две: неподвижная и подвижная. Первая является частью основания, а зажим детали осуществляется посредством движения по направляющим второй губки к первой. Каждая губка имеет плоские съемные накладки, которые называются щечками. Внутренняя поверхность может быть полностью гладкой, что предотвращает повреждение мягкой детали при ее зажиме, рифленой с глубокой фрезеровкой, обеспечивающей лучшее сцепление, а следовательно, фиксацию заготовок, или с мелкой насечкой для тех же целей.
Во втором случае каждая отдельная ячейка рифленого рисунка имеет форму острой или срезанной пирамиды, либо же на щечке прорезаются вертикальные или горизонтальные борозды по всей длине.
- Зажимной винт с поворотной ручкой – собственно механизм, отвечающий за движение губки. Ходовой винт проходит сквозь всю конструкцию инструмента, а ручка необходима для его вращения без использования гаечного ключа или другого инструмента.
Конструкция разных видов тисков может значительно отличаться от описанной выше.
Так, например, вместо механического поджима винтом может использоваться гидравлика.
Также некоторый инструмент имеет двойные губки, то есть две пары, расположенные друг над другом.
В этом случае верхние губки – основные, имеют, как правило, классическое исполнение.
Нижние – дополнительные, для решения специфических задач.
Хорошим примером служат V-образные варианты литой или сборной конструкции, предназначенные для удержания заготовок с круглым поперечным сечением.
Еще одно интересное дополнение, которое чаще всего встречается на малых настольных тисках – кнопка блокировки губок, при помощи которой процесс разжима или фиксации заготовок многократно ускоряется.
Материал
По материалу изготовления тиски бывают:
- Металлические – чаще всего это чугунные инструменты, нередко встречаются и стальные, алюминиевые, дюралюминиевые варианты.
- Деревянные – часть столярного верстака, иногда самостоятельная конструкция. Предназначены для фиксации деревянных заготовок. Все элементы, кроме прижимного механизма (редко и он тоже) изготовлены из мягких, но одновременно прочных пород древесины, например, сосны.
Щечки зачастую изготавливаются из мягких материалов таких как: цветных металлов, дерева и даже твердой резины.
Учитывая, что их можно приобрести отдельно, механические характеристики подбираются индивидуально под материал зажимаемой детали.
Также производятся твердые каленые (примерно до 45 HRC) губки из стали.
Размеры и вес
Учитывая огромное количество видов тисков, можно смело говорить о действительно широком диапазоне их размеров.
Классические же слесарные инструменты, которые по праву считаются самыми популярными, так как подходят для решения большинства задач, имеют следующие размеры:
- • Малые: длина – 290 мм, высота – 140 мм, высота губок – 50 мм, ход губок – 80 мм, масса – 8 кг.
- • Средние: длина – 372 мм, высота – 180 мм, высота губок – 70 мм, ход губок – 125 мм, масса – 14 кг.
- • Большие: длина – 458 мм, высота – 220 мм, высота губок – 90 мм, масса – 27 кг, а губки раздвигаются на 160 мм.
Существуют модели, размеры которых намного превосходят указанные выше.
Так, например, длина классических тисков Т-250 составляет 668 мм, а вес – 60 кг.
Их высокие губки выступают на 125 мм, и имеют ширину в 250 мм.
Приблизительные размеры стуловых тисков:
- Длина, ширина и высота: 370 – 400 мм, 180 – 200 мм, 180 – 200 мм.
- Рабочий ход подвижной губки: 120 – 160 мм.
- Высота губок: 65 – 75 мм.
- Масса: 13 – 19 кг.
Ручные тиски в среднем имеют длину 22 – 90 мм, ширину 6 – 45 мм, а высоту 100 – 150 мм.
Разновидности слесарных тисков
В целом все тиски можно разделить на две группы:
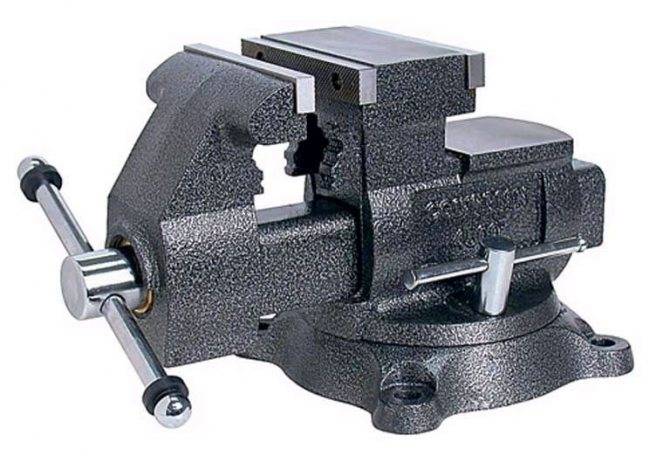
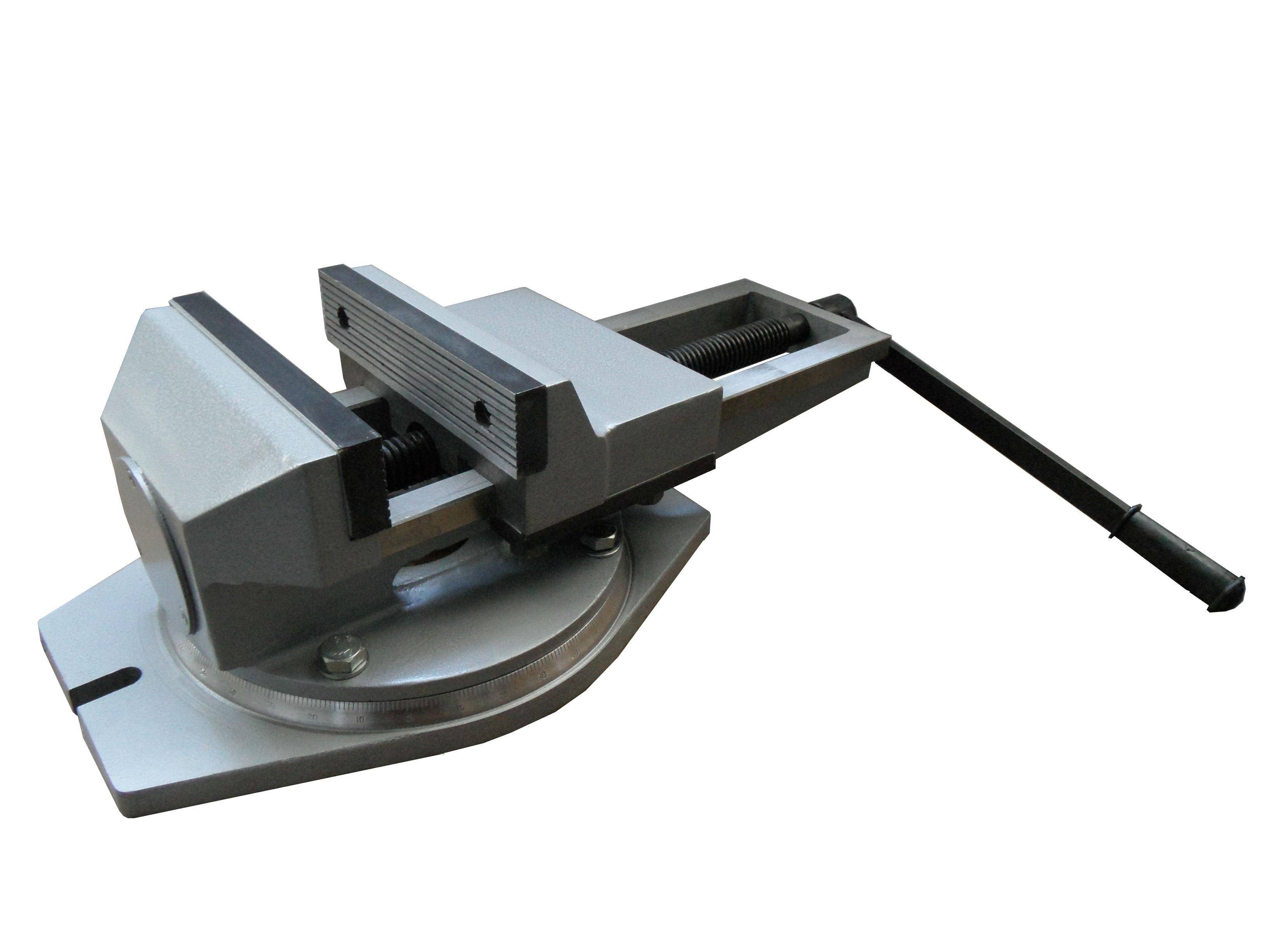
- Поворотные. Их механизм устроен так, что обрабатываемую деталь можно повернуть в нужную сторону, не вынимая из зажима тисков. Такие модели наиболее часто используются на станках при сверлении деталей. Поворотные тиски часто содержат наковальню, за счёт которой возрастает их прочность и расширяется круг выполняемых действий. Наковальня имеет разную длину и ширину, в зависимости от модели тисков.
- Неповоротные. В таких тисках обрабатываемая деталь плотно фиксируется зажимом и остаётся в статичном положении в течение всего периода работы.
Более узкая градация разделяет тиски по типу специализации:
- Ручные — компактные тески небольшого размера. Их можно удерживать руками. Применяются такие тиски при работе с деталями небольшого размера. Имеется два вида ручных тисков:
- Оснащённые рычагами. Это небольшие тиски, по форме напоминающие плоскогубцы с зажимом. Регулируя фиксатор, состоящий из двух рычагов, можно устанавливать ширину зазора для удерживаемой между губками детали.
Оснащены губками, которые сходятся между собой за счёт вращения рукоятки. В основании таких щипцов имеется специальная присоска, с помощью которой тиски легко фиксируются на гладкой поверхности и остаются в неподвижном положении во время обработки детали или заготовки.






Если предстоит работа с хрупкими малогабаритными деталями, лучше приобрести тески, пластины которых будут покрыты мягким материалом, что предохранит заготовку от случайного повреждения при сильном зажиме. Самый лучший вариант таких тисков — это те, у которых имеется наименьший люфт при разведённых губках.
Ручные слесарные тиски могут быть поворотными и неповоротными. Их можно просто ставить на стол, плотно фиксируя к его поверхности, а можно прикрепить сбоку за счёт крепёжного механизма.
- Стуловые. Были так названы благодаря тому, что их крепили на основание, по форме напоминающее стул. Сейчас их устанавливают на металлические верстаки. Такие тиски используются при проведении тяжёлых работ с применением силы: когда нужно согнуть детали, что-то расплющить или расклепать. Особенность стуловых тисков — способ развода губок. Подвижная пластина отодвигается от статичной по дуге. Неподвижная пластина снабжена лапой для более плотной фиксации. Стуловые тиски часто снабжены наковальней. Модели подвижны, их можно поворачивать в нужную сторону.
- Параллельные. Особенность этих тисков в том, что его губки раздвигаются равномерно. Подвижная пластина отодвигается от статичной губки параллельно без скачков. Размер детали, которая будет подвергаться обработке, не влияет на то, какая именно пластина будет её фиксировать.
Конструкция тисков устроена так, что оборудование можно устанавливать на верстак и даже на пол. Параллельные модели тисков могут быть как неповоротными, так и поворотными. Их можно смещать на произвольный относительно основания угол. Такое их качество считается наиболее удобным при использовании.
Модели тисков со свободным ходом обеспечивают надёжную фиксацию обрабатываемой детали. Регулирование зазора между губками осуществляется за счёт поворота ручки-фиксатора. При движении ручки вверх освобождается подвижная пластина. Когда ручка опускается, наоборот, происходит фиксация заготовки. Закрепить её можно, повернув рукоятку в сторону.
Как отличаются тиски по конструкции зажимного механизма
Кроме взаимодействия со станками и целевого предназначения, тиски различаются конструкционно по типу зажимного механизма. Он бывает механическим, гидравлическим или пневматическим.
Тиски механического типа
Это самый широко распространенный тип тисков, поскольку в нем не требуется дорогостоящих деталей, потребления электроэнергии, использование расходных материалов. Для сведения сторон нужны лишь физические усилия от оператора.
Винтовые
Губки стягиваются при помощи винта с резьбой. Она бывает с витками прямоугольной, трапециевидной или треугольной формы. Вращение винта осуществляется рукояткой на конце. Длина резьбового элемента определяет максимальный рабочий ход.
Винтовые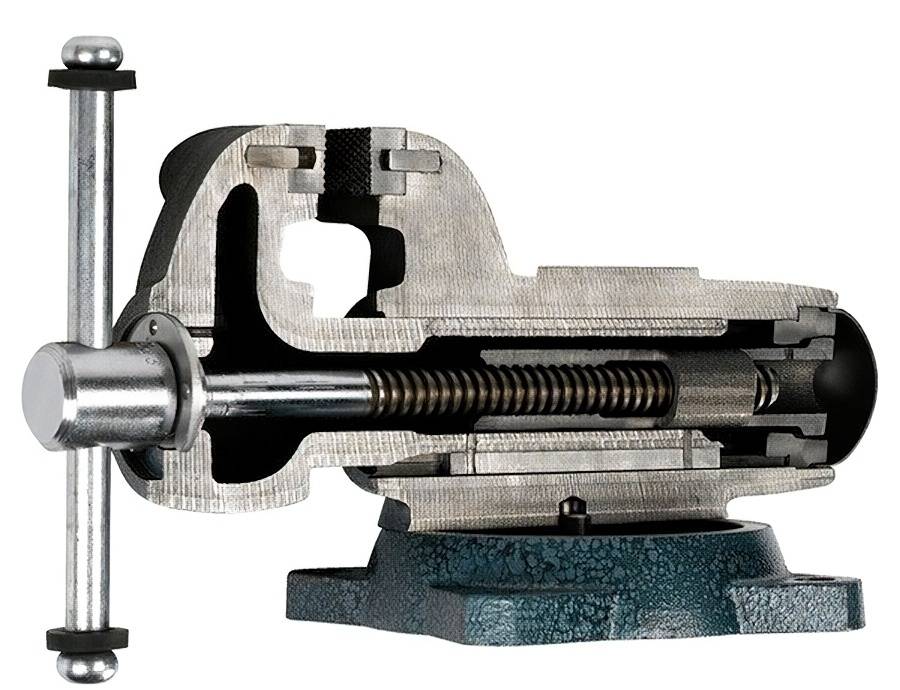
Быстрозажимные
Содержат внутри подпружиненный винт. Вращением устанавливается предварительный размер между губками. Воздействие на ручку обеспечивает притягивание. Инструмент экономит время, когда требуется частая переустановка детали или тиски задействованы в серийном производстве.
Быстрозажимные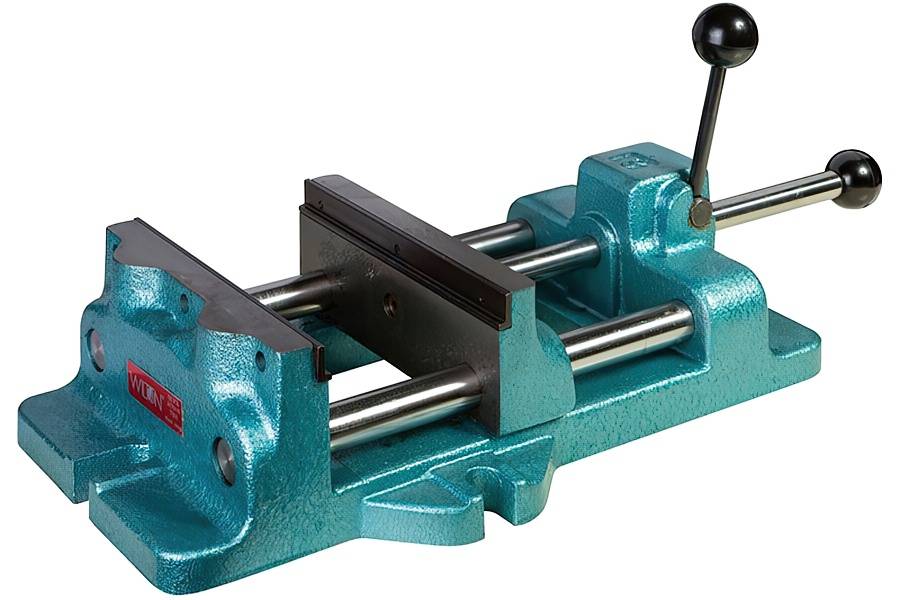
Быстроразъемные
Позволяют быстро ослабить сдавливание губок, чтобы легко извлечь заготовку. Для этого имеют дополнительный курковой механизм. Нажатие на курок снимает нагрузку. Часто такой тип применяется в столярном деле.
Эксцентриковые
В конструкции нет винта с резьбой. Губки сводятся вручную мастером по направляющим до нужного размера, а прижатие осуществляется рычагом с эксцентриковым (смещенным от оси) основанием. Достаточно пол оборота, чтобы надежно зафиксировать деталь.
Эксцентриковые
Тиски гидравлического и пневматического типа
В отличие от механических тисков, требующих усилий со стороны человека, пневмо- и гидроверсии создают высокое усилие самостоятельно или без чрезмерной нагрузки на руку мастера. Это помогает надежно закрепить заготовку, независимо от физической подготовки оператора.
Пневматические тиски
Оборудование из стали с подвижной губкой и неподвижной ответной частью. Имеет герметичную полость внутри, наполняемую воздухом, за счет чего и происходит сдавливание сторон и фиксация детали. Давление нагнетается компрессором, а сила воздействия регулируется по манометру. Это самый надежный метод фиксации, но пневматические тиски стоят дорого.
Пневматические тиски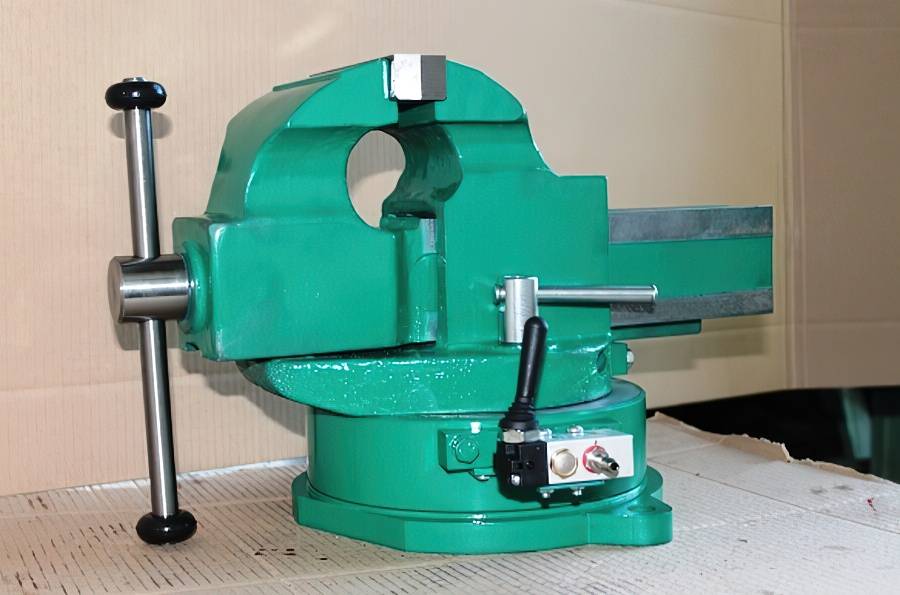
Гидравлические тиски
Имеют в конструкции гидравлический цилиндр с маслом. В нем образуется давление, воздействующее на шток, который двигает губку. По типу бывает два варианта: с собственным приводом и внешним. Первый имеет механизм накачивания давления — рычаг, заставляющий шток двигаться (как автомобильный домкрат). Второй — подключается к гидрокомпрессору. Может оборудоваться встроенным манометром для контроля давления.
Агрегаты используются на производствах, где требуется надежная фиксация заготовок, исключающая случайные смещения из-за слабой силы затягивания. Если у них ручной привод для самостоятельного наращивания давления, то тиски энергонезависимы и подходят даже для применения в полевых условиях.
Гидравлические тиски
Какие тиски выбрать?
Выбирая тиски для дома, внимание следует обратить на обыкновенные поворотные слесарные модели среднего размера. Они справятся практически со всеми бытовыми задачами. Они справятся практически со всеми бытовыми задачами
Они справятся практически со всеми бытовыми задачами.
При выборе следует проверить способ крепления этого инструмента к столу, а также на наличие люфтов, которых быть изначально не должно.
Лучше выбирать тиски, изготовленные из чугуна или стали, но никак не из порошкового металла.

Для профессионального использования, когда зажимать заготовки приходится довольно часто, внимание лучше обратить на быстроразъемные или эксцентриковые модели. Выбор рекомендуется остановить на стальных вариантах с наковальней, так как они более прочные и с легкостью выдерживают удары. Выбор рекомендуется остановить на стальных вариантах с наковальней, так как они более прочные и с легкостью выдерживают удары
Выбор рекомендуется остановить на стальных вариантах с наковальней, так как они более прочные и с легкостью выдерживают удары.
Кроме этого при выборе тисков нужно учитывать расстояние, на которое раскрываются губки, т.к. от него зависит какие детали можно будет закрепить в них.
Классификация и виды механизмов
Все выпускаемые устройства делятся на несколько категорий:
- ручные;
- слесарные;
- станочные;
- пневматические.
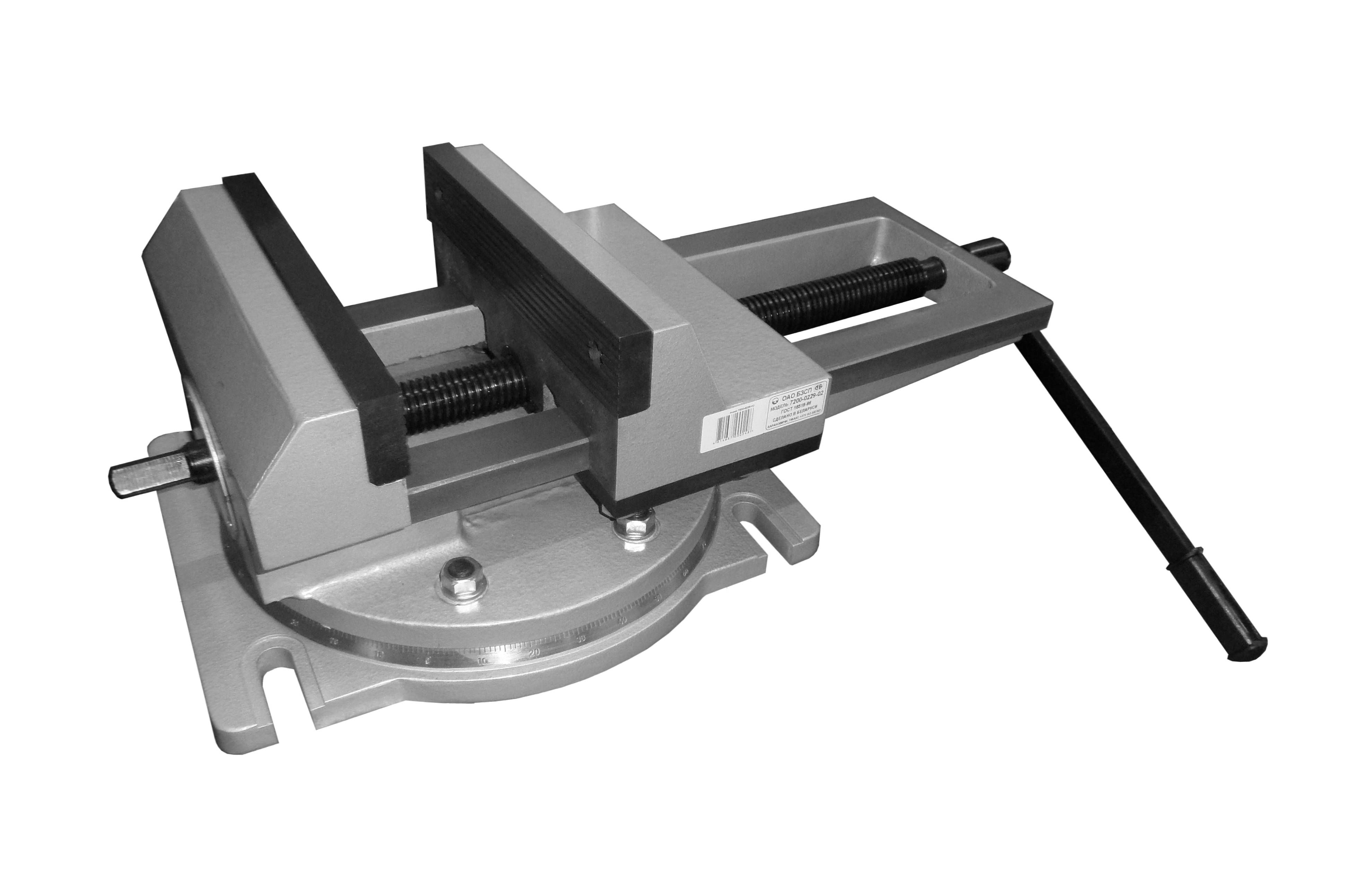
Машинные станочные тиски дополнительно подразделяются на токарные, фрезерные и сверлильные, в зависимости от того, для какого типа станка они разработаны. К станине устройства крепятся посредством шпонок, винта и широкого спектра дополнительных элементов: магнитов, рычагов, эксцентриков. Также они могут иметь съемные губки разных размеров и форм для крепления различных заготовок.
Чаще в промышленности применяются стальные, а не чугунные поворотные станочные тиски с механизированным (гидравлическим или пневматическим) приводом, ускоряющим процесс крепления детали и повышающим надежность фиксации.
Виды и назначение
Изделия делятся на несколько видов в зависимости от того, для какого типа операции они были разработаны:
- неповоротные;
- поворотные;
- прецизионные;
- универсальные;
- модульные.
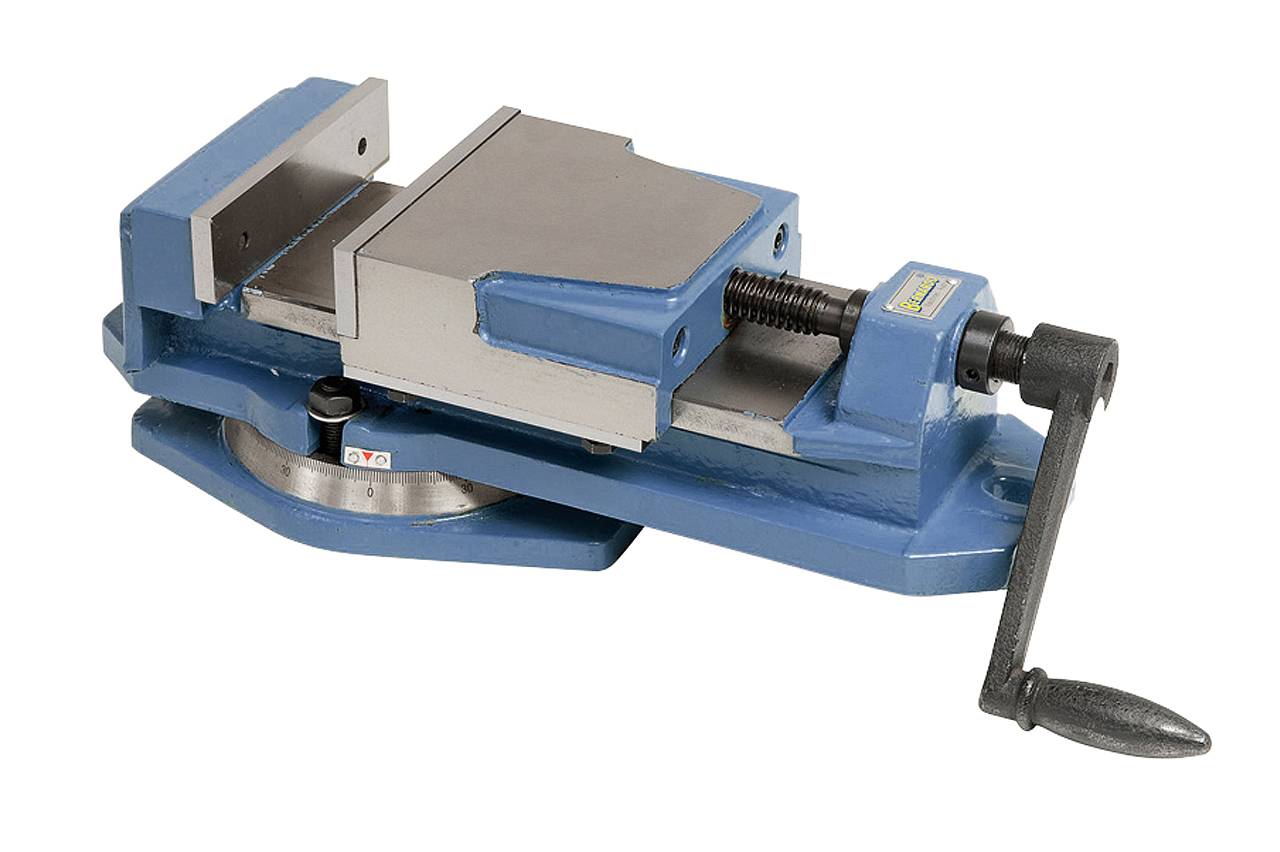
Наиболее удобны поворотные устройства, позволяющие менять угол обработки детали непосредственно в процессе работы (без необходимости ее закрепления в новом положении). Это становится возможным за счет подвижной платформы, двигающейся за счет привода. Однако высокая подвижность отрицательно сказывается на прочности фиксации, поэтому она должна компенсироваться другими параметрами (например, снижением количества оборотов).

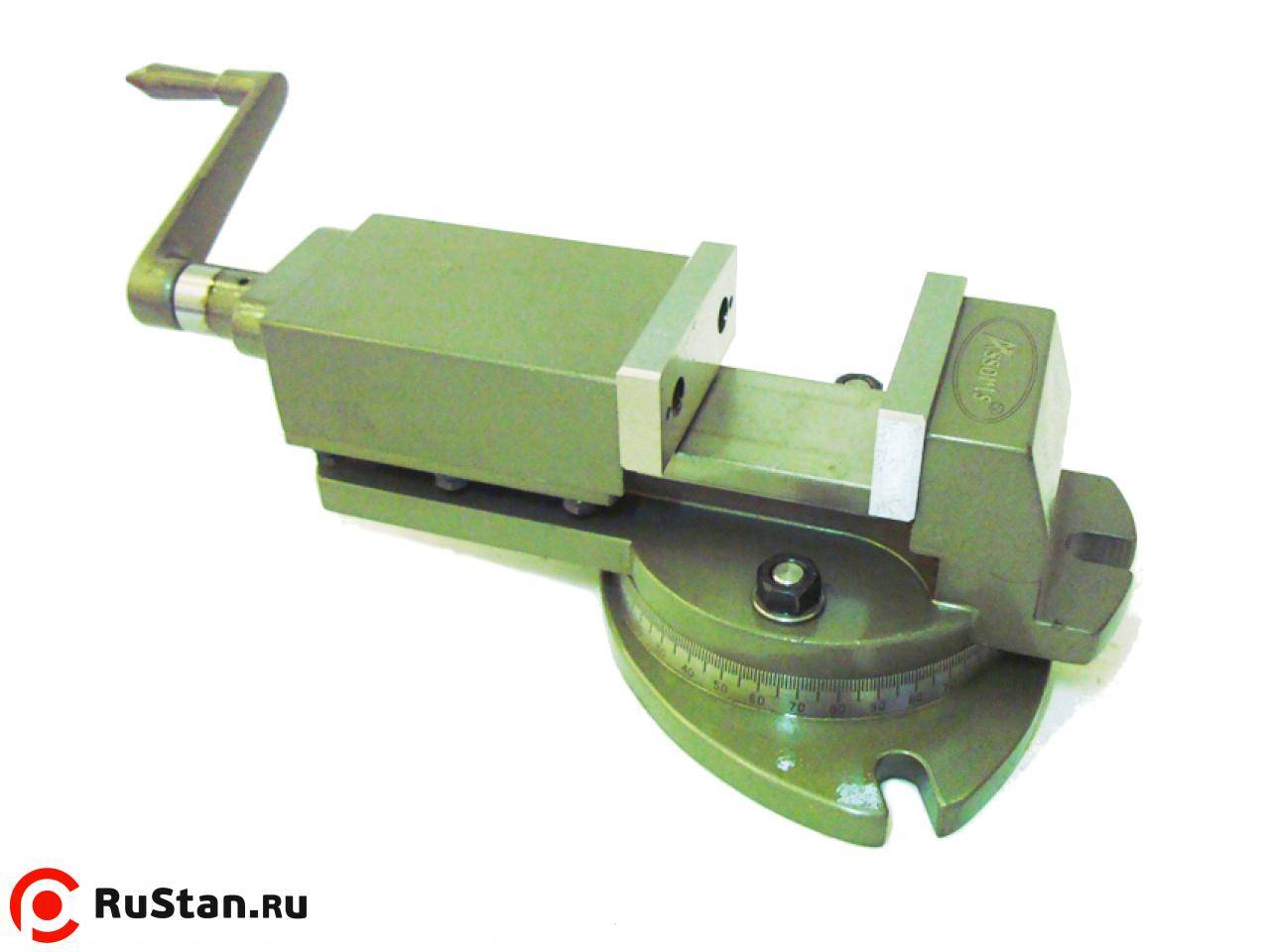
Если требуется повышенная точность, используются прецизионные станочные тиски, которые также могут быть:
- поворотными (заготовка крепится перпендикулярно инструменту);
- двухосевыми (поддерживается два варианта крепления);
- синусными (фиксация под произвольным углом).
Они оснащаются губками повышенной прочности с дополнительной шлифовкой, улучшающей сцепление между изделием и заготовкой, и используются при проведении фрезерных работ.
Выбор подходящего оборудования
Правильный выбор поворотных станочных тисков позволяет добиться следующих преимуществ:
повысить прочность крепления, что особенно важно при работе с крупными металлическими заготовками;
снизить расходы на обслуживание производственной линии: качественное устройство нечувствительно к механическим повреждениям, коррозии, хорошо сопротивляется износу;
повысить точность работ без изменения технологического цикла;
добиться жесткой фиксации без люфта, что уменьшает риски брака.
При подборе поворотных станочных тисков (например, глобусных) в первую очередь учитываются их размеры: 80, 100, 125, 160, 200, 250, 320 мм. При этом следует помнить, что цифры могут означать разные параметры: например, маркировка «100 мм» говорит о ширине губок, а отметка «200 мм» может показывать их максимальный раствор.
Также необходимо опираться на тип оборудования (фрезерное, шлифовальное или другое), для которого приобретаются тиски, и учитывать особенности заготовок (размер, форма, масса, материал). Это определит предпочтительный материал корпуса и губок (сталь или чугун), подходящие модели, требуемый класс точности.






Если станочные тиски приобретаются впервые, то лучше предварительно получить профессиональную консультацию у производителя – это позволит избежать ошибок при покупке.





