

Художественная ковка, мебель ЛОФТ
Директор “Ажур” – Бураков В.Н.
“Мы приглашаем молодые кадры на работу, а наше предприятие всегда поддержит людей, которые стремятся к чему-то в жизни.”
Художественная ковка или создание ажурных оригинальных изделий из металла методом ковки – это уникальная возможность создать неповторимый интерьер коттеджей, ресторанов, гостиниц. Красота металла никогда не выходит из моды и вписывается во все существующие модные тенденции дизайна от эко-стиля до high-tech.
Современные кузнецы, как и много столетий назад, все так же используют при создании кованых изделий горн и наковальню, но оригинальные высокотехнологичные решения позволяют воплотить любой, даже самый сложный проект в кратчайшие сроки. Кованое изделие, в которое вложены мечты заказчика, фантазия дизайнера и мастерство кузнеца – это произведение искусства, способное дарить наслаждение от созерцания долгие годы.
Компания «Ажур» предлагает Вашему вниманию оригинальные кованые изделия, которые можно выбрать как из вариантов готовой продукции (более 5000 наименований), так и заказать изготовление в соответствие с Вашими предпочтениями. В нашем каталоге Вы легко выберете кованые ограждения, разнообразные ажурные кованые решетки, интересные элементы интерьера, мебель в стилях loft, прованс и многое другое.
- Принципы работы компании «Ажур»:
- воплощение Вашей мечты и идеи в реальном изделии;
- сочетание креативного подхода и высокого профессионализма;
- уникальный труд мастеров, когда в кованое изделие вкладывается мастерство и душа;
- современное выскотехнологичное оборудование, позволяющее достигнуть высочайшего качества;
- экологичность и безопасность готовых изделий для здоровья человека и окружающей среды.
Подробности об ассортименте и стоимости кованых изделий, особенностях индивидуального заказа и многое другое Вы можете узнать по контактным телефонам либо заказать обратный звонок на удобное для Вас время.
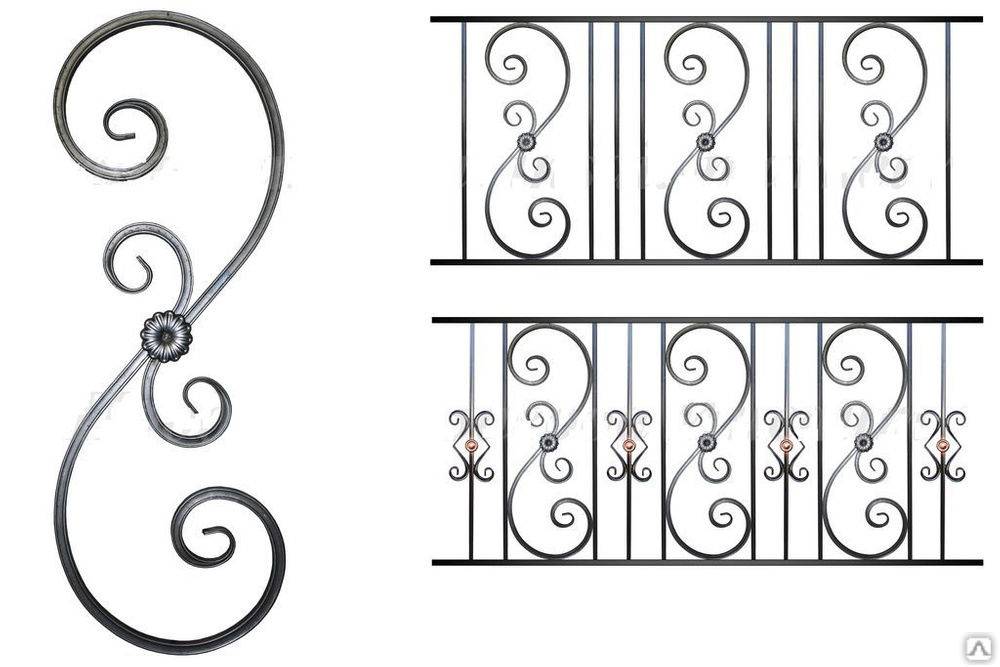
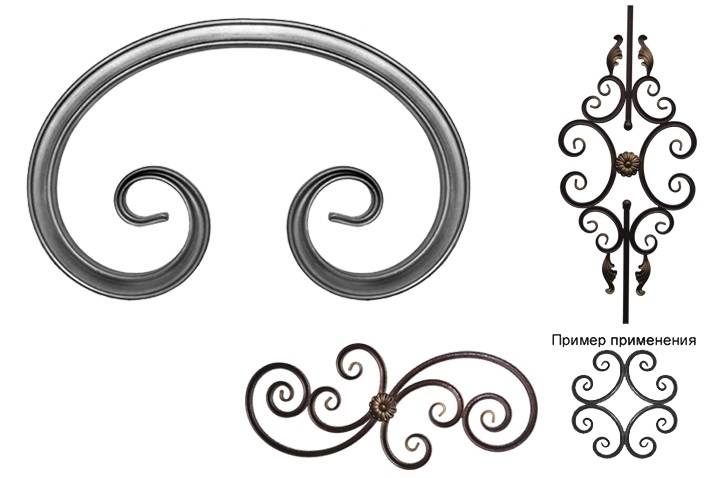
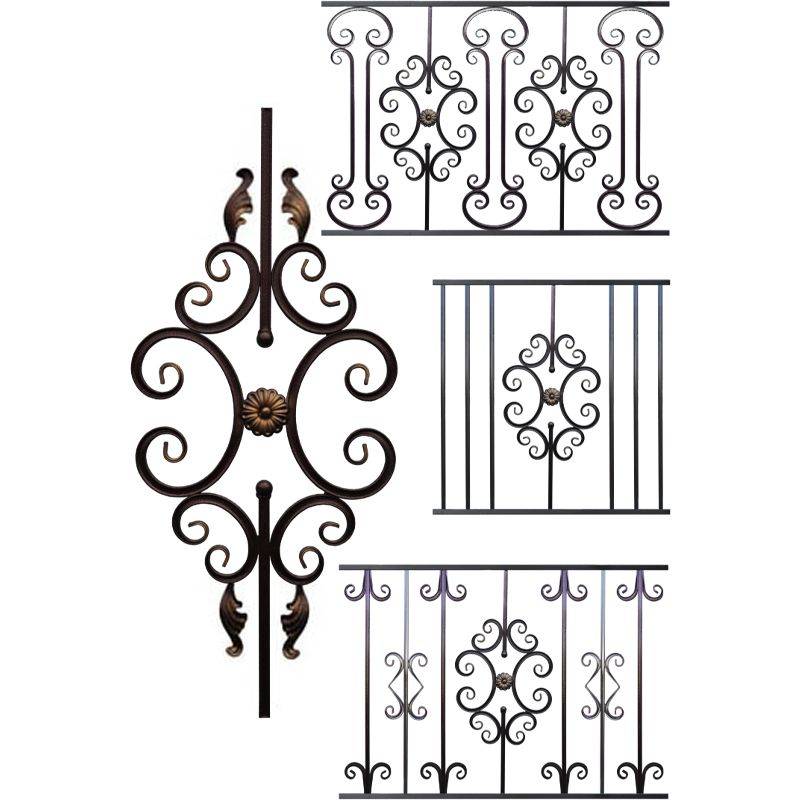
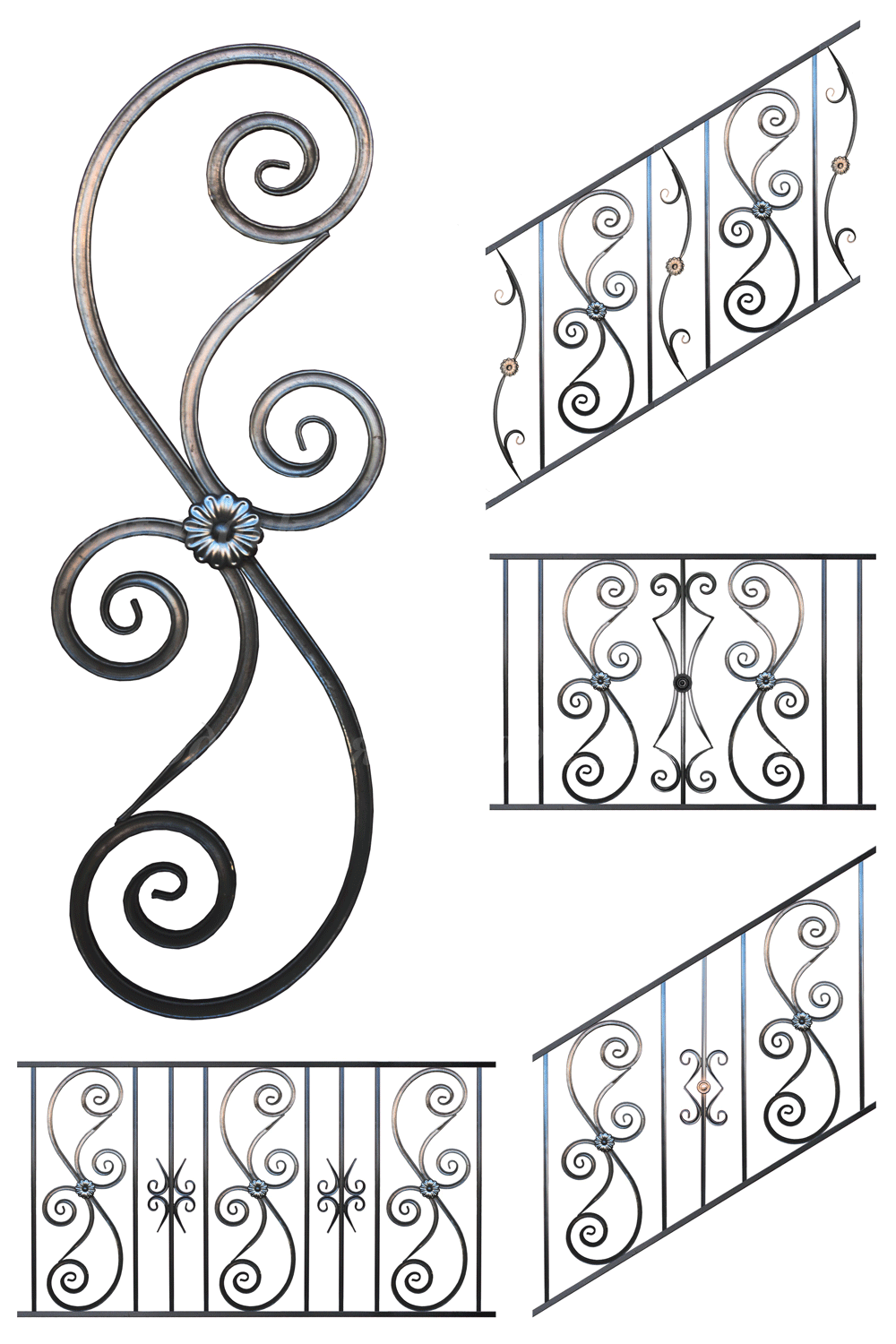
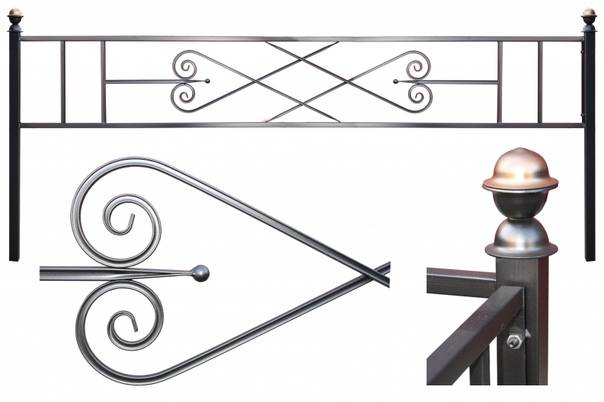
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
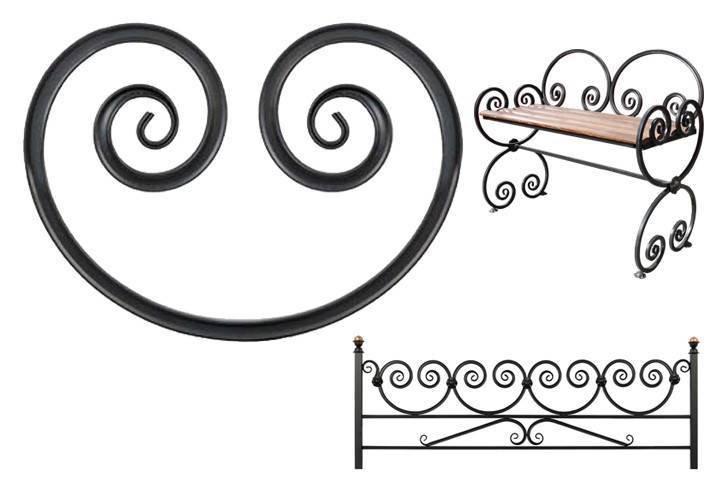
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Источники
- https://svoimirykami.info/stanok-dlya-kovki-svoimi-rukami/
- http://remoo.ru/instrumentyi/stanki-dlya-holodnoj-kovki
- https://1builder.ru/xolodnaya-kovka-stanki-i-chertezhi-svoimi-rukami.html
- https://tutsvarka.ru/oborudovanie/stanok-dlya-holodnoj-kovki
- https://metmastanki.ru/stanok-ulitka-dlya-holodnoy-kovki
- https://sdelairukami.ru/konduktor-ulitka-dlya-holodnoj-kovki-svoimi-rukami/
- https://vopros-remont.ru/obshhie-voprosy/xolodnaya-kovka/
- https://svoimirykamiinfo.ru/xolodnaya-kovka-svoimi-rukami/
- https://www.umeltsi.ru/stanki/3989-stanok-dlya-holodnoy-kovki-svoimi-rukami.html
- https://www.rmnt.ru/story/instrument/kuznechnoe-oborudovanie-stanok-dlja-xolodnoy-kovki-svoimi-rukami.1172021/
- https://dom-i-remont.info/posts/pridomovaya-territoriya/13256/
- https://SevenTools.ru/izdeliya/kovka-iz-proftruby.html
- https://forte-drilling.ru/stanki/konduktor-ulitka-svoimi-rukami.html
Станок-трубогиб «Ажур-6»

станок «Ажур-6»
Трехвалковый станок создан для изгиба профиля и проката по радиусу, работает с трубами диаметром до 80 мм, полосой до 100 мм, швеллерами не больше №12, уголком до №63. Возможна гибка в горизонтальной и вертикальной плоскостях. Мощность электромотора 1100 Вт, он работает от трехфазной электросети 380 В. Валки вращаются со скоростью до 11 метров в минуту.
Альтернативой классической ковки металлических изделий в печи сегодня является холодная штамповка. Производство кованых изделий данным методом предусматривает применения специальных станков, среди которых наиболее популярными являются «Ажур», художественный «Ажур 1М», а также «Ажур-Трубогиб» и другие.








Станок для закручивания «улиток» из металла
Поскольку использование данного оборудования позволяет в короткие сроки выпускать большие объемы продукции с минимальными затратами, необходимо детально рассмотреть процесс применения таких машин и их разновидности.
Станок-трубогиб «Ажур-6»

станок «Ажур-6»
Трехвалковый станок создан для изгиба профиля и проката по радиусу, работает с трубами диаметром до 80 мм, полосой до 100 мм, швеллерами не больше №12, уголком до №63. Возможна гибка в горизонтальной и вертикальной плоскостях. Мощность электромотора 1100 Вт, он работает от трехфазной электросети 380 В. Валки вращаются со скоростью до 11 метров в минуту.
На трех опорах расположены ролики, на них от вала электромотора идет цепная передача. Прижимной ролик передвигается вдоль паза на плите. Место размещения ползуна определяется винтом хода. Натяжение цепи регулируется винтом с гайкой. Чтобы механизм не засорялся мусором и пылью, он прикрыт защитным щитком. Во время гибки деталь может сдвинуться и повредить плиту или щиток, поэтому предусмотрены отбойники.
Видеоролик с презентацией станков для художественной ковки «Ажур-1М» и «Ажур-2»:
Что такое художественная ковка
Художественная ковка – это особая технология изготовления бытовых и декоративных изделий из металла. С ее помощью украшают входные двери, ворота, мебель, светильники и другие предметы домашнего интерьера. Отличительная черта художественной ковки: наличие декоративных элементов. К ним относят силуэты животных, птиц, растений и сложные узоры. Несмотря на высокую стоимость, уникальные изделия из металла остаются популярными на протяжении нескольких веков. Мастера ковки могут сделать настоящее произведение искусства.

Вот такие шедевры получаются, если ковкой занимается настоящий мастер
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. |

Для гибки металла
Как правило, марки Ажур М-1. На нем осуществляют производства таких элементов, как:
- корзиночные сети;
- кольцевые смесители;
- загибы в обратном направлении;
- улиточные и торсионные уплотнители.
Минимальная мощность агрегата – не менее 3000 Вт. Способен функционировать от сети 220-380 В, при этом размер обрабатываемых заготовок – 8-16 мм. Ширина торсионных прутьев – не менее 15-20 мм. Скорость рабочего вала – не более восьми оборотов в минуту.
Дополнительные элементы для комплектовки агрегата «Ажур»:
- Модуль силового оснащения для кузнечного и приводного механизма.
- Нагревающий горн для поддержания температуры прутьев.
- Модуль для кузнечной обработки.
- Барабанный обтекатель, который способен вырезать кольцевой проем при диаметре не более 110 мм.
- Средний размер сечения круга либо квадрата – 6-12 мм.
- При обработке профильной трубы изготавливают улитку. Сечение прутьев выполняется в форме квадрата и круга.
- Торсионный элемент совместим со специализированными шайбовыми и переходными моментами.
Механизм прекрасно работает от электрочасти, механики, а также горнового остова. Основные функциональные механизмы:
- двигатель на электрическом приводном валу;
- основание корпусного механизма;
- модуль кузнечной раскрутки;
- синхронно-редукторный обтекатель;
- оснастка механическим элементом.
Редукторный вал приводит в движение основание кузнечного обтекателя. Так осуществляется воздействие на ролики верхнего и нижнего порядка. Заготовка изгибается в любую форму во время движения специальных эксцентриков. Но прежде заготовку необходимо прогреть до температуры плавкости.
Возможности холодной ковки
Метод холодной ковки основывается на физическом явлении пластической деформации металлической заготовки под прикладываемым усилием. Заготовка сгибается, растягивается, закручивается, плющится или рассекается, приобретая необходимую форму.
С помощью этого метода ковки делают:
- прутья и украшения решеток;
- элементы декора;
- украшения для ландшафтного дизайна;
- детали мебели.
Базируясь на простых элементах, увлеченные делом мастера постоянно разрабатывают новые конструкции своих изделий, используя разные методы работы.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу
Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание
Чертеж станка для холодной ковки «Улитка»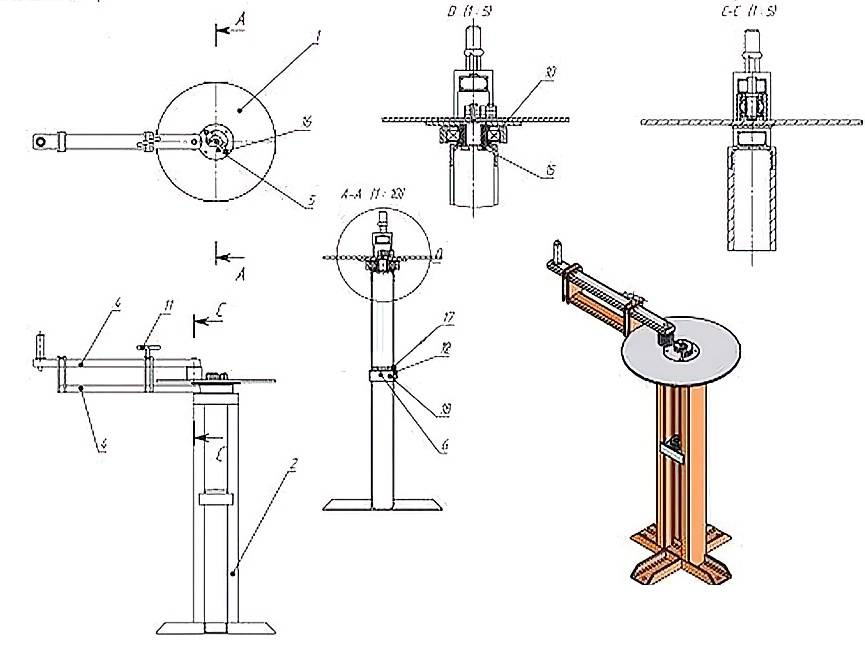
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.






Оборудование
Для изготовления фигурных изделий используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент (валки, упоры) и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
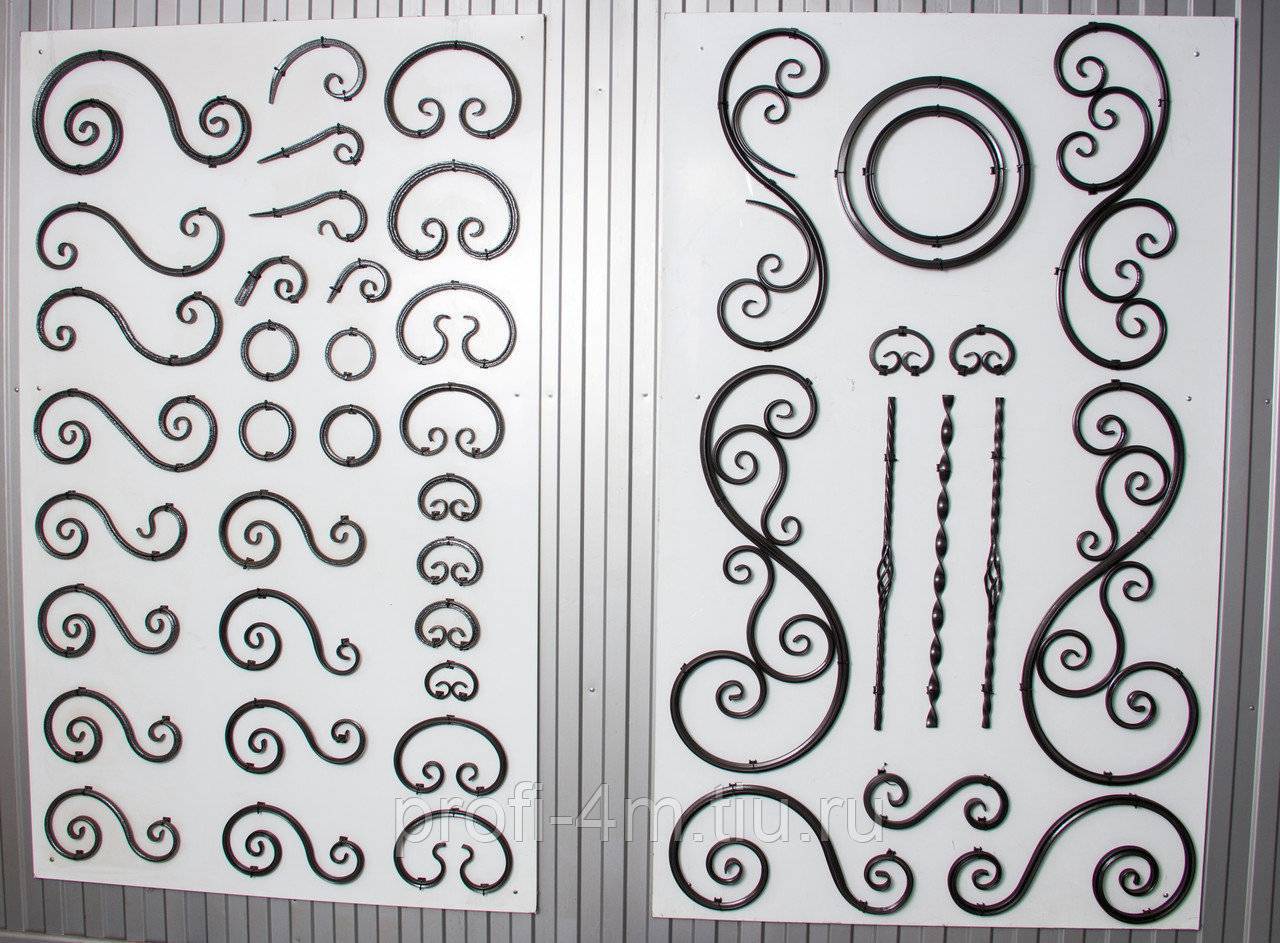
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Качество получаемых изделий
Кроме разнообразия выпускаемых изделий, стоит обратить внимание и на их качество. Поэтому мы обратились к мастерам, которые эксплуатировали интересующее нас оборудование, а также посетили различные форумы, посвященные ковке. В целом, отзывы о работе большинства станков были положительными, но почти у каждого производителя обнаружились недочеты
По субъективному мнению наших консультантов, были отмечены следующие недостатки:
В целом, отзывы о работе большинства станков были положительными, но почти у каждого производителя обнаружились недочеты. По субъективному мнению наших консультантов, были отмечены следующие недостатки:
- На станке «Декор-1» приспособление «Улитка» необходимо отрегулировать болтом и контргайкой, иначе изделие может получиться с заломами. Однако настройка приспособления требует определенного количества времени. На станке «Декор – 4» ведет трубу, так как передняя плита, на которой установлены мотор — редукторы имеет тонкую сталь. Нечеткий рисунок на полосе 40х4 мм. Много претензий и к трубогибу. Если полосу на ребро станок гнет хорошо, то профильную трубу мнет на бок и ломает. Не очень удобно работать с блоком. На прокаточном станке слабоваты шпонки — на лозе 16мм, иногда их свертывает. Слабоваты муфты совмещения привода и кузнечного блока — может порвать промежуточную шайбу. Таким образом, станки «Декор» не удовлетворяют большинство кузнецов в том виде, в котором они их покупают, вследствие чего кузнецы вносят в станки свои изменения.
- Станки «Мастер» так же, как и станки серии «Декор» требуют определенных доработок в зависимости от требований кузнецов. Некоторые изделия получаются низкокачественными. Например, неудачные «Шишки — корзинки», эксцентрики чаще всего находятся на консольных роликах. Получается так, что подшипник с одной стороны идет вал, на котором насажены эксцентрики, а с другой стороны опоры нет. Мастера убеждены, что можно на нем катать 20 квадрат, но валы так долго не проработают вместе с шестеренками и подшипниками, будет постоянная нагрузка – и это факт. Другим недостатком является расход времени на разогрев сквозной печи. Горелка работает плохо даже при закрытой задней стенке. Оснастка в данной серии максимально упрощена.
- «Blacksmith» отлично справляется с изготовлением кованых элементов «Лапка» и «Волюта». Но для того, чтобы выполнить перечень операций, который выполняется на станках «Ажур» и «Декор» потребуется не один станок«Blacksmith», а несколько (один для изготовления лапки, другой для закрутки, третий для торсиона).
- Станки «Ажур» за счет надежности и удобства оборудования наиболее востребованы в кузнечном производстве. Подтверждением тому является наличие станков данной серии в большинстве кузнечных мастерских. , выпускающая станки этой серии является крупнейшим поставщиком кованых элементов в такие сетевые строительные магазины, как «LEROY MERLIN», «Castorama» и «OBI». Нам предложили много интересных фотографий изделий, выполненных на оборудовании от «Ажурсталь».
При объемных заказах кованых изделий важным показателем является скорость создания элементов. Данный показатель все производители указывают примерно одинаково: за смену можно изготовить до 3000 простых и 500 технологически сложных деталей. Однако у станков «Мастер» данные показатели отсутствуют, но практика показывает, что скорость вращения валов в два раза меньше, чем у станков «Ажур» и «Декор»
Также, мы обратили внимание на работу станка «Мастер-2У». У станка очень быстрое вращение вала и неконтролируемый момент установки. При отпускании кнопки движение вала происходит по инерции
В большинстве случаев это вызывает нестабильность получаемых элементов (разные размеры) и повышенный расход дорогого металла. Ещё одним недостатком станка является непродуманность конструкции и упрощенная оснастка, из-за которых часть изделий получается бракованной
При отпускании кнопки движение вала происходит по инерции. В большинстве случаев это вызывает нестабильность получаемых элементов (разные размеры) и повышенный расход дорогого металла. Ещё одним недостатком станка является непродуманность конструкции и упрощенная оснастка, из-за которых часть изделий получается бракованной.
ОПИСАНИЕ
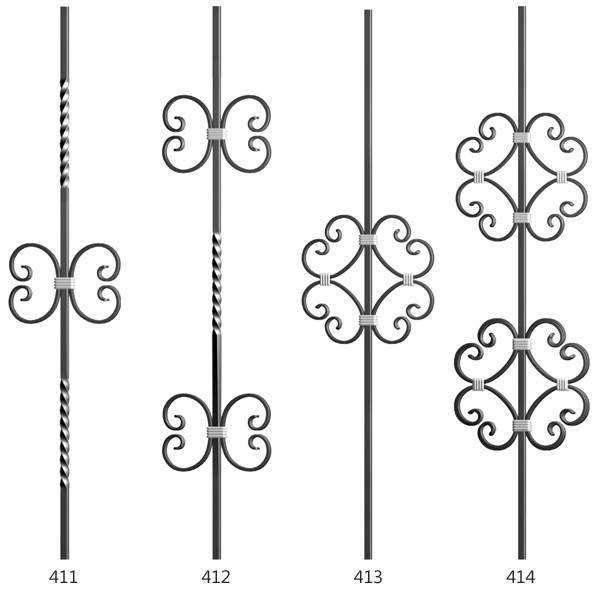
Гибочный станок «АУЖР-1М» — флагман продаж. Позволяет изготавливать все наиболее часто применяемые в художественной ковке элементы. Предназначен для гибки и скручивания металла без нагрева заготовки. Обрабатывает прокат круглого и квадратного сечения, полосы и профильные трубы. На «АЖУР-1М» вы легко изготовите «волюты», «червонки», «корзинки», «торсион», кольца и дуги различного диаметра.
| Технические характеристики | Значения показателей |
| Размеры сечения заготовки: | |
| для спиральной завивки «волюта» | — 8, 10, 12, 14, 16 мм, — 15х15, 20х20 мм |
| для продольного скручивания «торсион» | — 10, 12, 14, 16, 20 мм |
| для раскатки конца прутка («лапка») | — 8, 10, 12, 14, 16 мм, — 15х15, 20х20 мм |
| для изготовления «корзинки» | — 12 из заготовки 6 мм*4 |
| — 16 из заготовки 8 мм*4 | |
| — 20 из заготовки 10 мм*4 | |
| для навивки колец | — 10,12 мм |
| Частота вращения рабочих валов | 7.5 об/мин |
| Направление вращения рабочих валов | реверсивное |
| Мощность электродвигателя | 3.0 кВт |
| Напряжение сети | 380 В, 50 Гц (переменный, трехфазный). Возможно изготовление на 220 В |
| Габаритные размеры станка | 950х700х1200 мм |
| Масса станка | 514 кг |
| Топливо горна | пропан |
| Расход сжатого воздуха | 210 л/мин |
| Напряжение сети | 220В / 380В |
| Производительность за смену | от 480 сложных до 5000 простых элементов |
| Мощность электродвигателя | 3,0 кВт |
| Заводская гарантия | 3 года |
| Напряжение сети | 220В / 380В |
| Производительность за смену | от 480 сложных до 5000 простых элементов |
| Мощность электродвигателя | 3,0 кВт |
| Заводская гарантия | 3 года |
| Напряжение сети | 220В / 380В |
| Производительность за смену | от 480 сложных до 5000 простых элементов |
| Мощность электродвигателя | 3,0 кВт |
| Заводская гарантия | 3 года |
Как сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
Процесс изготовления
Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.







Красивые ажурные узоры для ваших нарядов: вяжем по схеме
Летние ажурные вещи смотрятся очень эффектно, сексуально и стильно. Наш виртуальный каталог пополняется новой шикарной моделью туники с ажурным волнистым узором.
Схема представлена лицевыми рядами. Изнаночные вяжем по рисунку.
- Раппорт узора – это 15 петель, 14 рядов.
- Для вас подробное описание этого изумительного наряда – с рисунками и выкройками.
Ажурные ромбы с необычным рисунком – нечто невероятное
Вяжем по схеме лицевые ряды, а изнаночные – по рисунку.
Раппорт – для 18 петель и 32 рядов.
Если вы желаете связать оригинальный шарф или палантин
- Раппорт выделен на схеме голубым цветом (на 16 петелек). Пустыми клеточками обозначены лицевые петли.
- Для симметричности учитываем петли до и после раппорта, а также добавляем две кромочные.
- Сначала вяжем петли перед раппортом, затем повторяем раппорт узора и заканчиваем рисунок петлями после раппорта.
Рассмотрим несколько «растительных» рисунков – цветы и листочки всегда смотрятся трогательно и аккуратно.
Ажурные узоры – это неисчерпаемая копилка вдохновения и красоты.
Японские узоры поражают своей красотой и разнообразием переплетений.
Качество получаемых изделий
Кроме разнообразия выпускаемых изделий, стоит обратить внимание и на их качество. Поэтому мы обратились к мастерам, которые эксплуатировали интересующее нас оборудование, а также посетили различные форумы, посвященные ковке
В целом, отзывы о работе большинства станков были положительными, но почти у каждого производителя обнаружились недочеты. По субъективному мнению наших консультантов, были отмечены следующие недостатки:
- На станке «Декор-1» приспособление «Улитка» необходимо отрегулировать болтом и контргайкой, иначе изделие может получиться с заломами. Однако настройка приспособления требует определенного количества времени. На станке «Декор – 4» ведет трубу, так как передняя плита, на которой установлены мотор — редукторы имеет тонкую сталь. Нечеткий рисунок на полосе 40х4 мм. Много претензий и к трубогибу. Если полосу на ребро станок гнет хорошо, то профильную трубу мнет на бок и ломает. Не очень удобно работать с блоком. На прокаточном станке слабоваты шпонки — на лозе 16мм, иногда их свертывает. Слабоваты муфты совмещения привода и кузнечного блока — может порвать промежуточную шайбу. Таким образом, станки «Декор» не удовлетворяют большинство кузнецов в том виде, в котором они их покупают, вследствие чего кузнецы вносят в станки свои изменения.
- Станки «Мастер» так же, как и станки серии «Декор» требуют определенных доработок в зависимости от требований кузнецов. Некоторые изделия получаются низкокачественными. Например, неудачные «Шишки — корзинки», эксцентрики чаще всего находятся на консольных роликах. Получается так, что подшипник с одной стороны идет вал, на котором насажены эксцентрики, а с другой стороны опоры нет. Мастера убеждены, что можно на нем катать 20 квадрат, но валы так долго не проработают вместе с шестеренками и подшипниками, будет постоянная нагрузка – и это факт. Другим недостатком является расход времени на разогрев сквозной печи. Горелка работает плохо даже при закрытой задней стенке. Оснастка в данной серии максимально упрощена.
- «Blacksmith» отлично справляется с изготовлением кованых элементов «Лапка» и «Волюта». Но для того, чтобы выполнить перечень операций, который выполняется на станках «Ажур» и «Декор» потребуется не один станок«Blacksmith», а несколько (один для изготовления лапки, другой для закрутки, третий для торсиона).
- Станки «Ажур» за счет надежности и удобства оборудования наиболее востребованы в кузнечном производстве. Подтверждением тому является наличие станков данной серии в большинстве кузнечных мастерских. , выпускающая станки этой серии является крупнейшим поставщиком кованых элементов в такие сетевые строительные магазины, как «LEROY MERLIN», «Castorama» и «OBI». Нам предложили много интересных фотографий изделий, выполненных на оборудовании от «Ажурсталь».
При объемных заказах кованых изделий важным показателем является скорость создания элементов. Данный показатель все производители указывают примерно одинаково: за смену можно изготовить до 3000 простых и 500 технологически сложных деталей. Однако у станков «Мастер» данные показатели отсутствуют, но практика показывает, что скорость вращения валов в два раза меньше, чем у станков «Ажур» и «Декор»
Также, мы обратили внимание на работу станка «Мастер-2У». У станка очень быстрое вращение вала и неконтролируемый момент установки
При отпускании кнопки движение вала происходит по инерции. В большинстве случаев это вызывает нестабильность получаемых элементов (разные размеры) и повышенный расход дорогого металла. Ещё одним недостатком станка является непродуманность конструкции и упрощенная оснастка, из-за которых часть изделий получается бракованной.





