

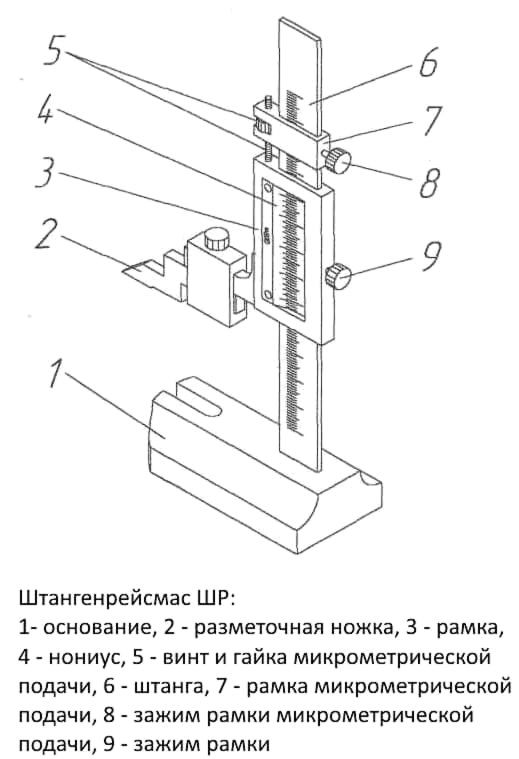
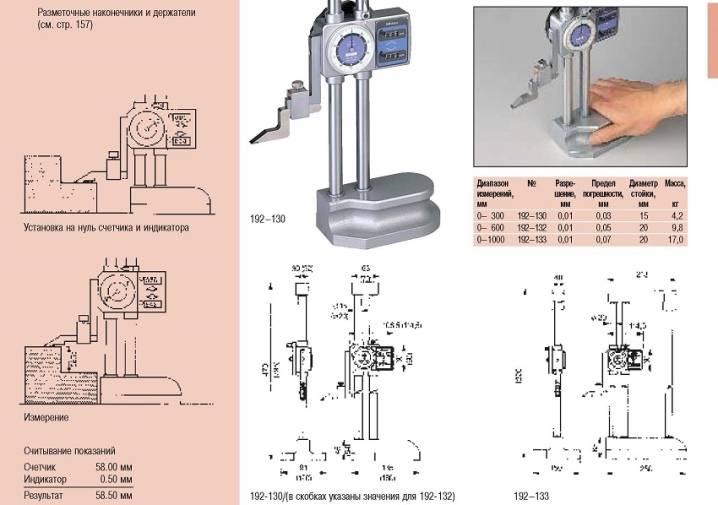
Штангенрейсмас
Штангенрейсмас применяется также для измерения высотных размеров деталей, устанавливаемых для этого на няяту.
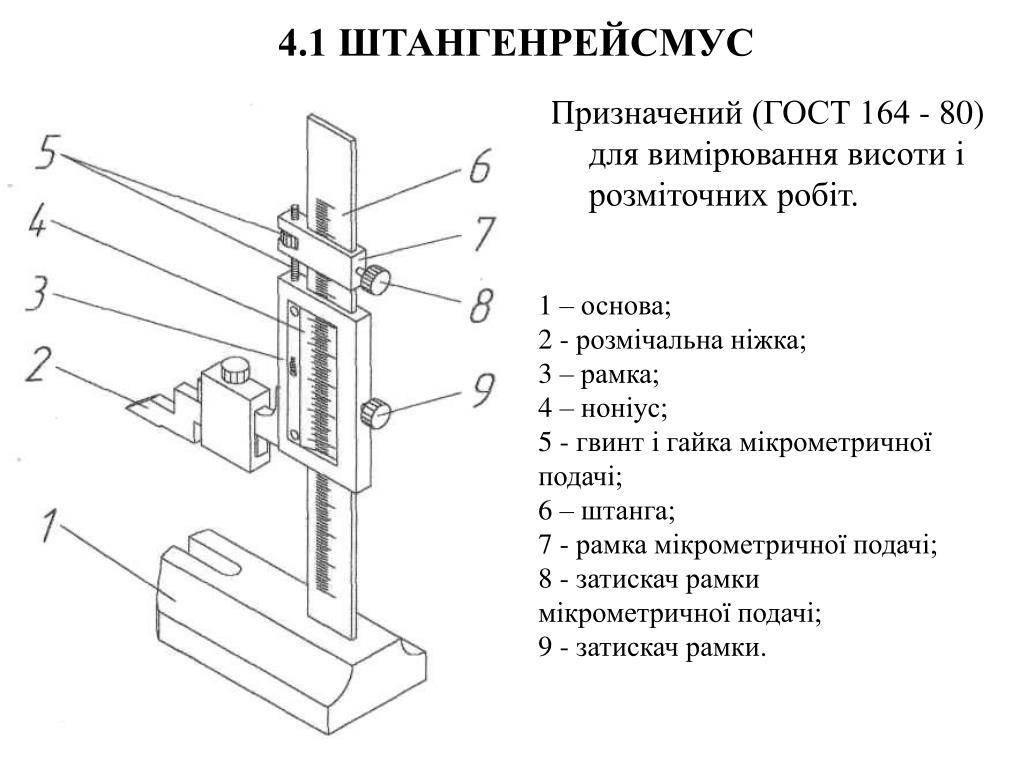
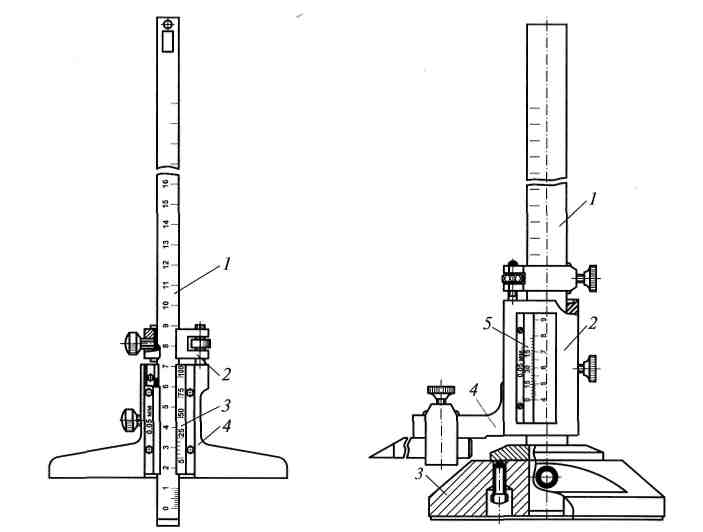
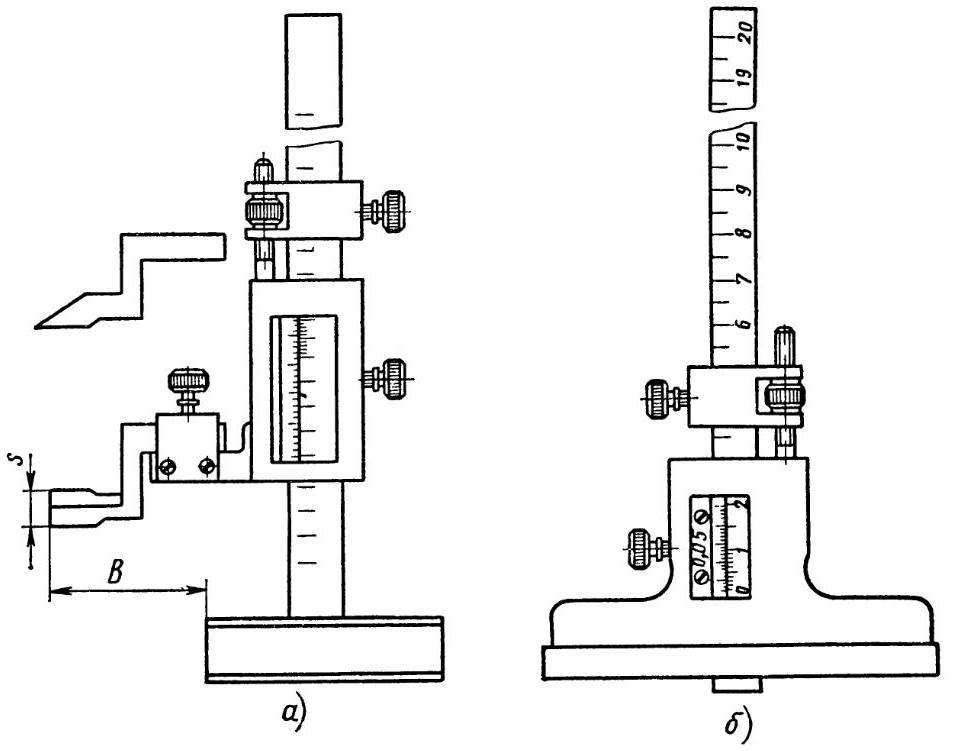
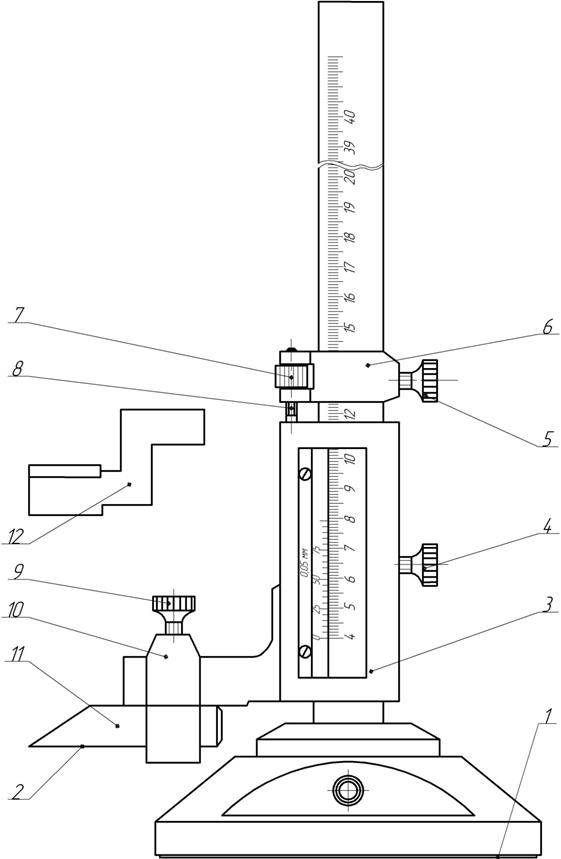
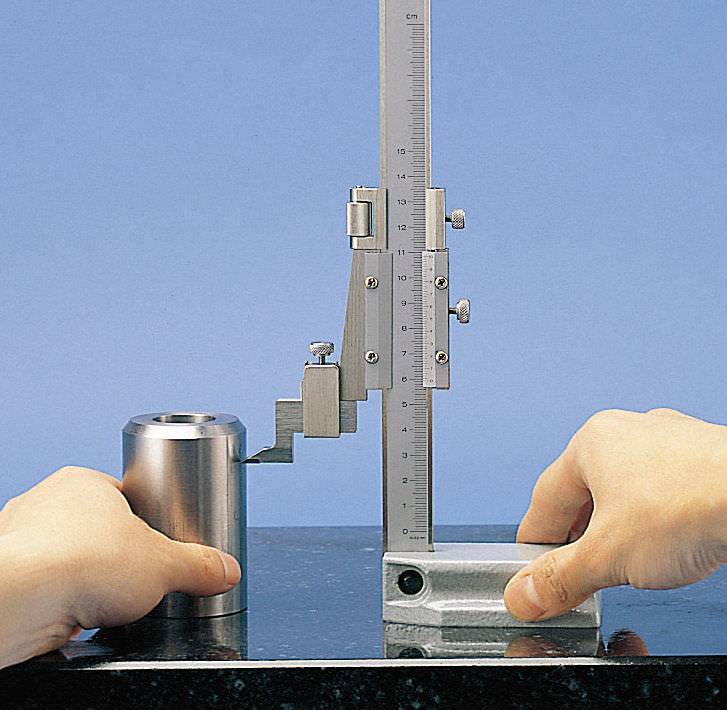
Штангенрейсмас ( рис. 28) применяется для проверки высоты заготовок ( деталей) и точного нанесения центровых и других разметочных линий на обрабатываемые поверхности. Он состоит из основания /, штанги 2, рамки 3, винта 8 для крепления рамки, нониуса 4, державки 6, винта 7 для крепления державки, микрометрической подачи 5, ножки 9 для измерения высоты, ножки / / для разметки заготовки ( детали) и державки 10 для закрепления ножек, с помощью которых измеряется высота в узких пазах и отверстиях.
| Интервалы измерений инструментов. |
Штангенрейсмас применяют для измерения высотных размеров деталей, устанавливаемых для этого на плиту; он является также основным измерительным инструментом для разметки деталей.
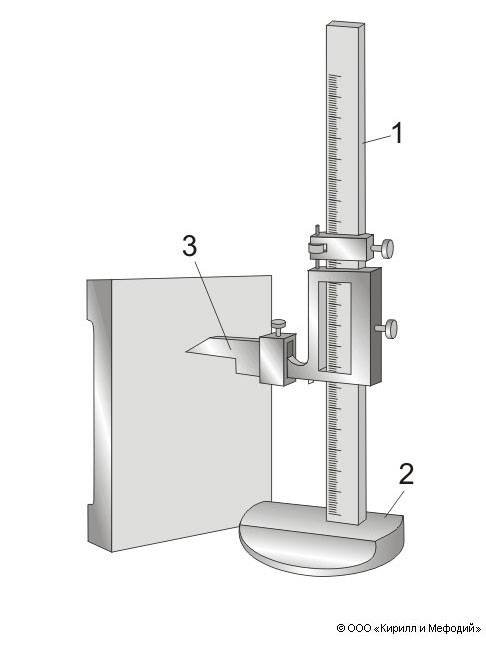
Штангенрейсмас ( рис. 3, д) предназначен для измерения высот изделий, выступов, а также разметки. Он состоит из основания 6 с закрепленной на нем штангой 5, по которой передвигается рамка 4 с движком микрометрической подачи. К рамке хомутиком с зажимным винтом 2 крепят сменную разметочную ножку 3 или измерительную ножку / для определения высот и глубин.
| Предельные калибры-пробки.| Предельный калибр-скоба. |
Штангенрейсмас предназначен для измерения высот и разметки. Для различных работ штангенрейсмас снабжают набором вставок: заточенной ножкой для разметочных работ, плоской ножкой или державкой с индикатором для измерений.
Штангенрейсмас описан в гл.
Штангенрейсмас ( рис. 32) применяется для точной разметки. На массивном основании 8 прочно укреплена штанга /, имеющая миллиметровую шкалу. По штанге перемещается рамка 2 с нониусом 6 и вторая рамка 4 микрометрической подачи. Обе рамки закрепляются на штанге винтами 3 в любом положении.
Штангенрейсмас предназначен для проведения рисок, параллельных рабочей поверхности плиты, на определенном расстоянии от нее.
Штангенрейсмас Захарова ( рис. 61, б) имеет стандартную измерительную линейку, которую можно перемещать в вертикальном направлении по продольному пазу стойки рейсмаса. Механизм перемещения состоит из двух щек, прикрепляющих винтами линейку к горизонтальной пластине. В пластину ввинчивают винт, который не имеет осевого перемещения. Винт фиксируется в кронштейне, неподвижно закрепленном на стойке штангенрейсмаса. На измерительной линейке устанавливают подвижную рамку с чертилкой. Такое устройство позволяет расположить нулевое деление линейки на высоте измерительной базы заготовки, от которой заданы размечаемые риски. Штангенрейсмасом Захарова проводят параллельные риски, исключая расчеты расстояний между ними.
Штангенрейсмас ( рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга 3 со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями ( нижней плоской и верхней в виде острых ребер шириной не более 0 2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.
Универсальный штангенрейсмас ( рис. 76) с поворотной штангой, разработанный автором, предназначен для одновременного измерения деталей по высоте и в радиальных направлениях.
Штангенрейсмасом и штангенциркулем проверяют параметры изготовления в соответствии с данными чертежа.
Поставить штангенрейсмас таким образом, чтобы наконечник индикатора касался верхней части плитки и проверить индикатором эту плоскость для определения параллельности паза опорной плите или оси верстачных центров ( как показано на фиг.
Как пользоваться?
Чтобы начать применение инструмента, сперва необходимо проверить, точно ли он измеряет и нет ли у него какой-либо неисправности. Методика должна соответствовать нормативному документу МИ 2190-92, предназначенному именно для штангенрейсмусов.
Проверку нулевого отсчёта на рабочем месте можно осуществить 3 способами:
- прибор нужно установить на ровную поверхность;
- опускается вниз основная рамка, пока измерительная ножка не коснётся площадки;
- сверяются шкалы на главной линейке и нониусе — они должны совпасть своими нулевыми отметками.
Алгоритм измерения состоит из нескольких шагов.
- Выставить измеряемую деталь на ровную гладкую поверхность.
- Совместить изделие и штангенрейсмас.
- Сдвигать вниз рамку основной шкалы, пока она не коснётся измеряемого изделия.
- После этого уже посредством механизма микрометрической пары добиться полного соприкосновения измерительной ножки с изделием.
- Винтами закрепит положение рамок прибора.
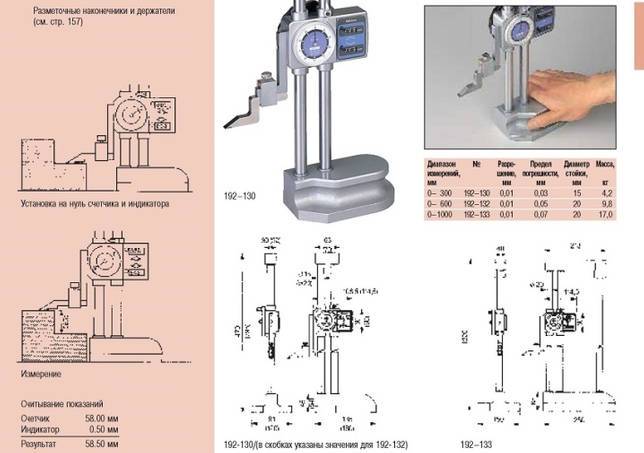
- Оценить полученный результат: число полных миллиметров — по показанию шкалы на штанге, доли неполного миллиметра — по вспомогательной шкале. На вспомогательной шкале нониуса нужно отыскать то деление, которое совпало с делением шкалы на рейке, а потом подсчитать, сколько до него штрихов от нуля нониусной шкалы, — это и будет микрометрическая доля измеренной высоты изделия.
Если операция состоит в разметке, то в инструмент вставляется разметочная ножка, а потом по шкалам устанавливается нужный размер, который и нужно отметить на детали. Отметка производится остриём ножки путём передвижения инструмента относительно детали.


Как пользоваться штенгенрейсмасом, смотрите далее.
Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.
По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.
По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
Как пользоваться?
Принцип замера включает несколько практических рекомендаций, которые следует применять для получения точных результатов. При измерении следует фиксировать рамку болтом, который предназначен для того, чтобы она не сместилась случайно. Не использовать инструменты с повреждениями штанги или нониуса (в случае с цифровыми устройствами могут быть более сложные неисправности) или со сбитой нулевой отметкой. Учитывать тепловое расширение деталей (лучше всего делать замеры при температуре, близкой к 20 C).
При измерении механическим штангенглубиномером нужно помнить о цене деления. Для большинства моделей она составляет 0.5 или 1 мм для основной шкалы и 0.1 или 0.5 мм для нониуса. Общий принцип таков, что номер деления нониуса, совпавшего с отметкой основной шкалы, необходимо умножить на его цену деления и затем прибавить к целой части искомой величины.
Есть несколько правил использования и хранения приборов, позволяющих избежать их преждевременного выхода из строя:
- попадание пыли и твёрдых частиц между рамкой и штангой могут вызвать её заклинивание, поэтому следует держать инструмент в футляре;
- срок эксплуатации механических приборов больше, чем цифровых, и последние требуют более бережного обращения;
- отсчётный компьютер и дисплей нельзя подвергать сотрясениям и ударам;
- для правильной работы питание к этим узлам должно поступать от аккумулятора с нормальным уровнем заряда и/или от исправного блока питания.
В следующем видео вас ждет обзор штангенглубиномера ШГЦ-150.
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Проверка штангенрейсмасов — по МИ 424 и МИ 2190.
4.2. При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с при частоте 80-120 ударов в минуту. Штангенрейсмасы в упаковке крепят к стенду и испытывают при общем числе ударов 15000. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2. Допускается проводить испытания штангенрейсмасов транспортированием на грузовой машине со скоростью 20-40 км/ч на расстояние не менее 100 км по грунтовой дороге.
4.3. Воздействие климатических факторов внешней среды при транспортировании определяют в климатических камерах в следующих режимах: при температуре минус (50±3) °С, плюс (50±3) °С и при относительной влажности (95±3)% при температуре (35±5) °С. Выдержка в климатической камере по каждому из трех видов испытаний — 2 ч. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2. Допускается после выдержки штангенрейсмаса в каждом режиме выдерживать его в нормальных условиях в течение 2 ч.




Это интересно: Штихель по металлу для гравировки своими руками — лучше один раз увидеть
Как устроен и функционирует
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).
Устройство и основные детали
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.
Скачать ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
Штангенрейсмас:что это такое, виды и устройство
- Главная::
- Визуальный контроль::
- Измерительный инструмент::
- Штангенрейсмас
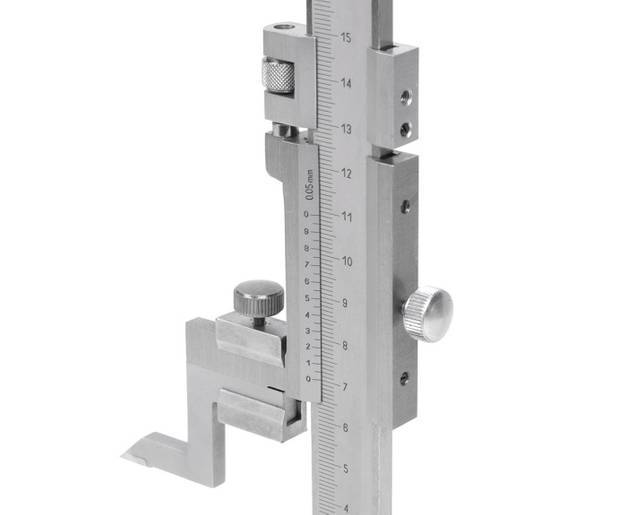
Штангенрейсмасс (штангенрейсмус) — слесарный и измерительный инструмент, применяемый для разметки, измерения высоты, глубины отверстий и расположения поверхностей корпусных деталей. Принцип работы инструмента аналогичен штангенциркулю. Конструктивной особенностью штангенрейсмасов является наличие специальных разметочных приспособлений (ножки, губки) и основания для перпендикулярной установки к плоскости измеряемой детали.
Штангенрейсмасы делятся на нониусные, принцип действия которых аналогичен штангенциркулю и цифровые с жидкокристаллическим индикатором.
Технические характеристики
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
| Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
| ШР 250 | от 0 до 250 | 0,05 | – |
| ШР 400 | от 40 до 400 | ||
| ШР 630 | от 60 до 630 | 0,05; 0,10 | |
| ШР 1000 | от 100 до 1000 | ||
| ШР 1600 | от 600 до 1600 | 0,10 | |
| ШР 2500 | от 1500 до 2500 | ||
| ШРК 250 | от 0 до 250 | – | 0,05 |
Таблица 2 – Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
| Наименование характеристики | Значение |
| Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной ножки – разметочной ножки и основания | 0,16 0,32 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной и разметочной ножки – основания | 2 3 m vo о” о” |
| Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
| Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: – штангенрейсмасы с диапазоном измерения от 0 до 250 мм – штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
| Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
| Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
| Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: – штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм – штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
| Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
| с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
| 0,05 | 0,05 | 0,10 | |
| от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
Св. 400 до 630 включ. | – | ±0,10 | |
| Св. 630 до 1000 включ. | ±0,10 | ||
| Св. 1000 до 1600 включ. | – | ±0,15 | |
| Св. 1600 до 2500 | ±0,20 |
Таблица 4 – Основные технические характеристики
| Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
| ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
| ШР 400 | 275x120x531 | 5,3 | |||
| ШР 630 | 275x120x761 | 5,7 | |||
| ШР 630 | 0,01 | ||||
| ШР 1000 | 320x155x1169 | 13,0 | |||
| ШР 1600 | 425x200x1770 | 32,0 | |||
| ШР 2500 | 460x200x2670 | 44,0 | |||
| ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 – Условия эксплуатации
| Наименование характеристики | Значение |
| Температура окружающего воздуха, °С | от +10 до +40 |
| Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
История штангенциркуля
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.






Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР .
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
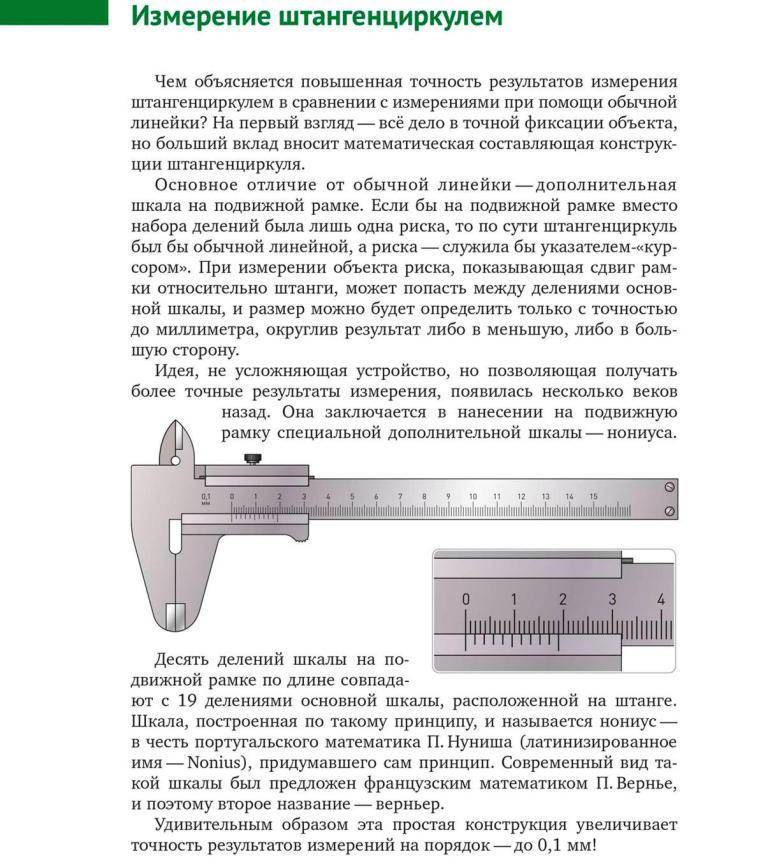
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
| Обычный штангенциркуль состоит из: 1. штанги. 2. подвижной рамки. 3. шкалы штанги. 4. губки для внутренних измерений. 5. губки для наружных измерений. 6. линейки глубиномера. 7. нониуса. 8. винта для зажима рамки. |
Измерение и оценка результатов
Сам алгоритм замеров состоит из нескольких этапов:
- Измеряемый объект фиксируется на гладком ровном основании;
- Далее прибор и объект совмещаются;
- Основная рамка прибора смещается вниз до соприкосновения с объектом;
- Затем перемещается микрометрический механизм до полного соприкосновения с измеряемой деталью;
- Винтами фиксируется положение приборных рамок;
- Происходит оценка полученного результата.
Оцениваются результаты в виде определения полного числа миллиметров по показателям основной шкалы и по долям неполного миллиметра на микрометрической шкале. На последней требуется найти такое деление, которое бы совпадало с соответствующим делением на рейке. При обнаружении совпадения, требуется подсчитать, сколько до него осталось от нуля штрихов нониусной линейки – это и станет микрометрическим значением замеренной высоты.
Оптимизация измерительных процессов
Рассматриваемый прибор крайне чувствителен к рабочей температуре. Поэтому, прикасаться к нему в процессе работы следует только в особо отведенных местах, как то: тумблер, активирующий пневмоподшипники, площадка для опоры штанги и управляющая ручка. В целях получения более точных результатов, иных элементов измерительной цепи касаться запрещается.
Первичный этап измерительного процесса включает в себя разметку обрабатываемого объекта по образцу. Обычно, для этого используют проверочную площадку, рейсмус с чертилкой либо индикатором-циферблатом и штангенрейсмус с широким диапазоном. В этом случае проверочная площадка, представляющая из себя главную плоскость, применяется одновременно и для начала отсчета как для объекта, так и для штангенрейсмаса. Последний применяется для фиксации и определения высоты на обрабатываемом объекте. В любом случае всегда необходимо следовать нескольким нехитрым советам:
В случаях, когда штангенрейсмас используется одновременно с тестовой плитой, эффективность его работы напрямую определяется ровностью плиты, с помощью которой обеспечивается привязка ориентира и к объекту и к прибору;
- На эффективность работы высотомера качественно влияет реальное состояние основы гранитной проверочной плитки и наличие на ней посторонних образований (слоя пыли и грязи);
- Любой, даже самый малый дефект основания между штангенрейсмусом и объектом измерения, способен в несколько крат увеличить неточность измерения.
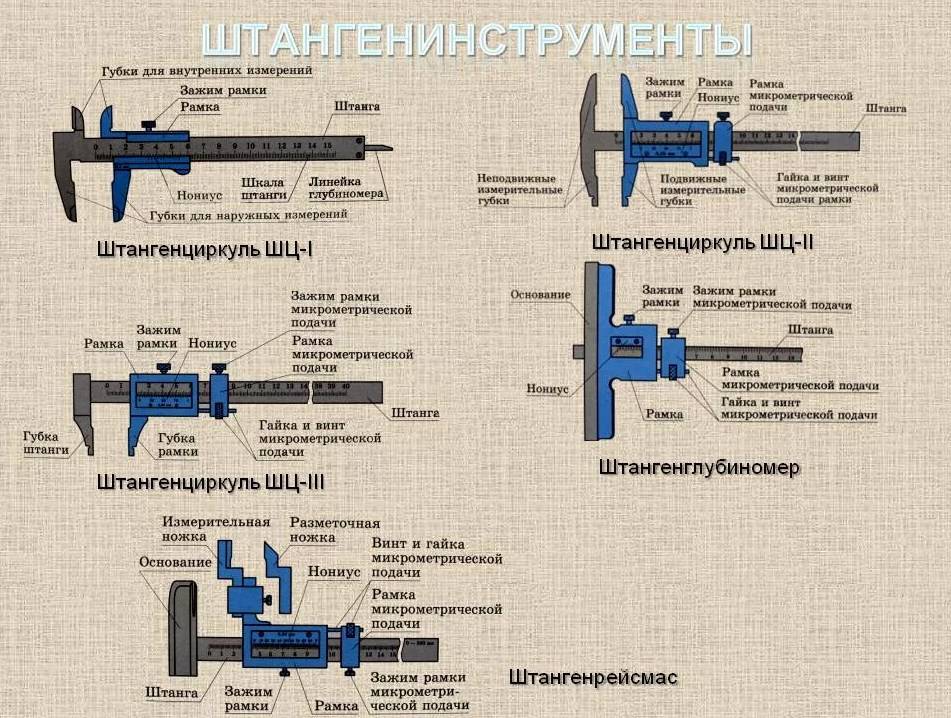
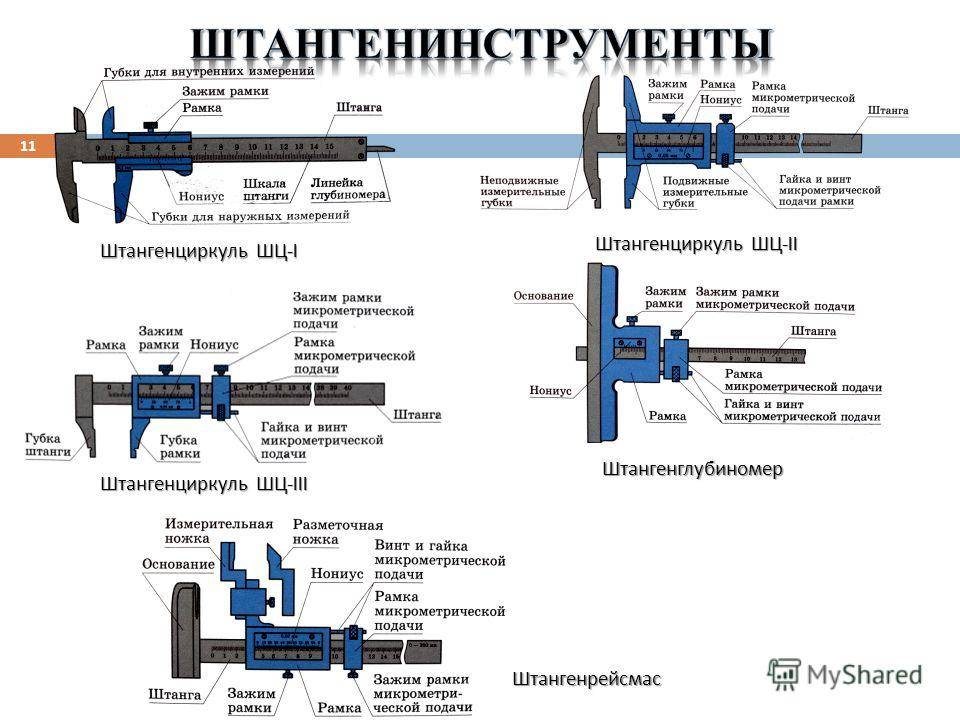
Типы и назначение
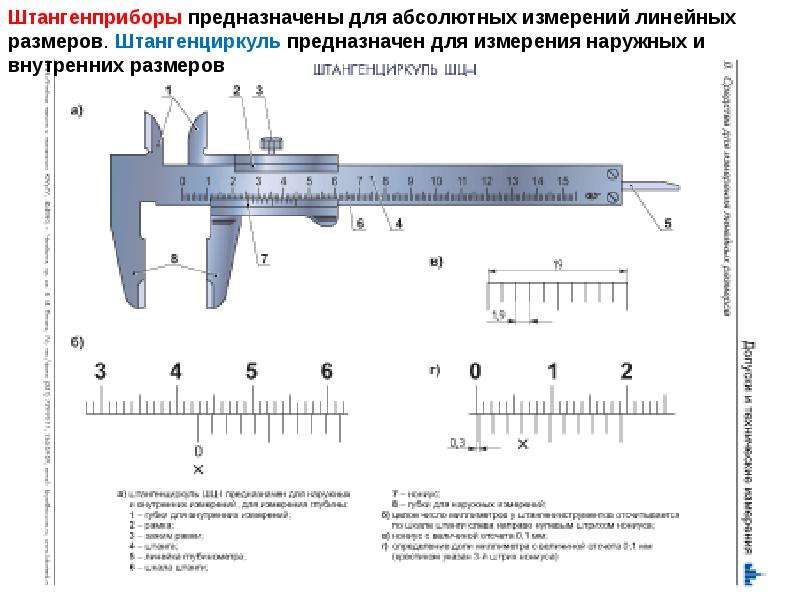
К группе штангенинструментов относят измерительные инструменты, основой которых является линейка-штанга, на которой нанесена основная штриховая шкала с интервалом деления 1 мм, и отсчетное приспособление (дополнительная штриховая шкала) нониус (рис. 1).
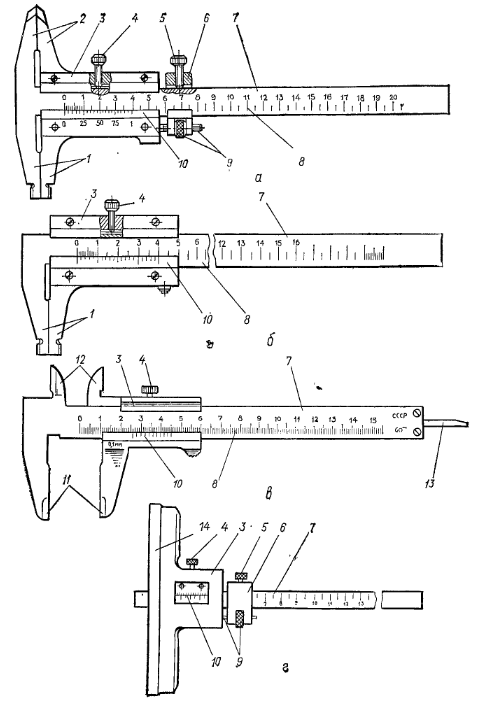
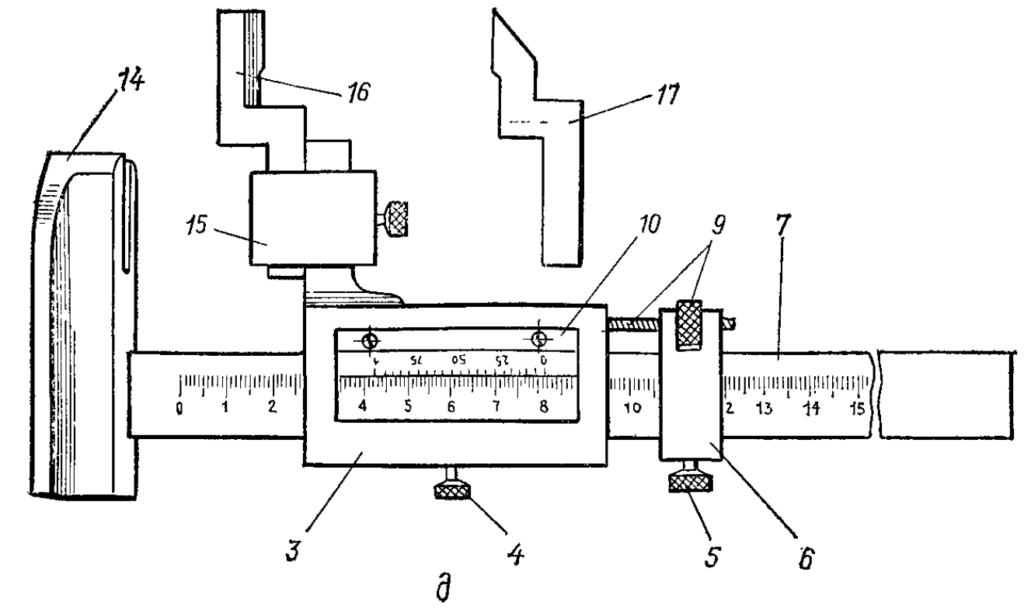 Рис. 1. Штангенциркули (а-в), штангенглубиномер (г), штангенрейсмас (д): 1 — губки для наружных и внутренних измерений; 2 — губки для наружных измерений и разметки; 3 — рамка; 4 — стопорный винт для зажима рамки; 5 — стопорный винт для зажима рамки микрометрической подачи; 6 — рамка микрометрической подачи; 7 — штанга; 8 — шкала штанги; 9 — гайка и винт микрометрической подачи; 10 — нониус; 11 — губки для наружных измерений; 12 — губки для внутренних измерений; 13 — линейка глубиномера; 14 —- основание; 15 — хомутик; 16 — измерительная ножка; 17 — разметочная ножка.
Рис. 1. Штангенциркули (а-в), штангенглубиномер (г), штангенрейсмас (д): 1 — губки для наружных и внутренних измерений; 2 — губки для наружных измерений и разметки; 3 — рамка; 4 — стопорный винт для зажима рамки; 5 — стопорный винт для зажима рамки микрометрической подачи; 6 — рамка микрометрической подачи; 7 — штанга; 8 — шкала штанги; 9 — гайка и винт микрометрической подачи; 10 — нониус; 11 — губки для наружных измерений; 12 — губки для внутренних измерений; 13 — линейка глубиномера; 14 —- основание; 15 — хомутик; 16 — измерительная ножка; 17 — разметочная ножка.
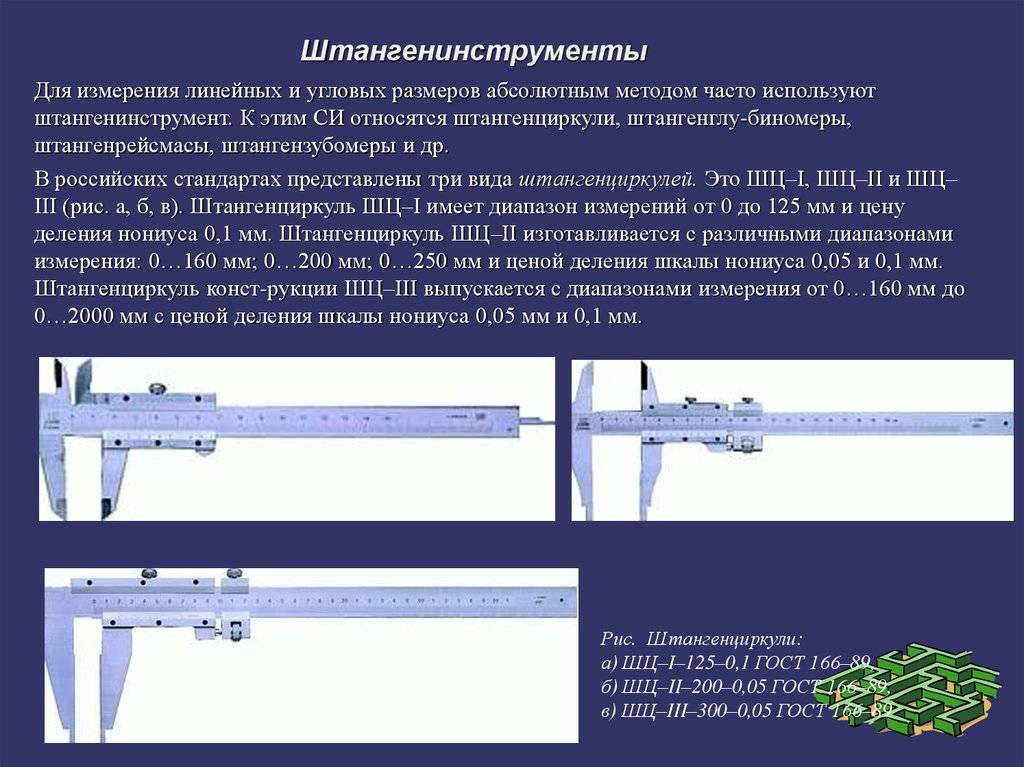
В группу штангенинструментов общего назначения входят штангенциркули (ГОСТ 166—80), штангенглубиномеры (ГОСТ 162—80), штангенрейсмасы (ГОСТ 164—80).
Конструктивно штангенциркули различаются по пределам измерения, форме измерительных губок и подвижной рамки, а также по точности измерения. Губки для измерений внутренних размеров могут быть двух вариантов. В штангенциркулях типов ШЦ-1 они имеют ножевидную форму (рис. 1, в), в результате чего сразу можно получить измеряемый размер. В типах ШЦ-II и ШЦ-III (рис. 1, а и б) губки выполнены ступенчатыми и имеют определенный суммарный размер, который следует прибавлять к отсчитываемому размеру. Для разметки концы измерительных губок штангенциркулей типов ШЦ- II остро заточены. Штангенциркули модели ШЦ- III для этой цели снабжаются съемным разметочным устройством.
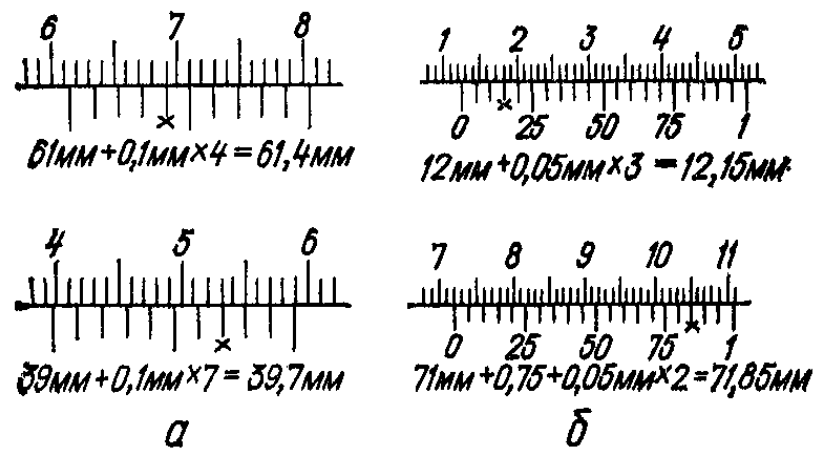 Рис. 2. Примеры отсчета показаний по нониусам штангенинструментов.
Рис. 2. Примеры отсчета показаний по нониусам штангенинструментов.
 Рис. 3. Положение штангенинструментов при отсчете показаний.
Рис. 3. Положение штангенинструментов при отсчете показаний.
Кроме моделей общего назначения инструментальная промышленность по заказам выпускает ряд моделей штангенциркулей, имеющих дополнительные возможности, например специальные штангенциркули для выполнения разметочных работ (для разметки плоскостей на разных высотах от базового отверстия, для построения углов). Штангенинструменты изготавливаются с величиной отсчета по нониусу (ценой деления нониуса), равной 0,1 и 0,05 мм. Пределы измерения шкалы нониуса равны цене деления основной шкалы.
При измерениях по положению нулевого штриха нониуса на шкале штанги отсчетом слева направо определяется целое число миллиметров в измеряемом размере (рис. 2). Дробная часть размера (число десятых и сотых долей миллиметра) определяется произведением величины отсчета по нониусу на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги (рис. 2, а).
На нониусах с величиной отсчета 0,05 мм имеются цифры 25, 50 и 75, обозначающие сотые доли миллиметра. Для ускорения отсчета к этой цифре прибавляется результат умножения величины отсчета на порядковый номер короткого штриха нониуса, совпадающего со штрихом штанги, считая его от предыдущего длинного оцифрованного штриха нониуса (рис. 2, б). Конечный результат измерения получается в виде суммы двух величин: целой (целых миллиметров) и дробной (долей миллиметра) частей.
Точность измерения штангенинструментами зависит от величины отсчета по нониусу и от того, насколько точно найден штрих шкалы нониуса, действительно совпадающий со штрихом основной шкалы. Для повышения точности отсчета необходимо, чтобы взгляд был направлен перпендикулярно к плоскости основной шкалы на штанге. Искомый совпадающий штрих должен находиться приблизительно посередине между правым и левым глазом, как показано на рис. 3. В противном случае неизбежно искажение показаний.
Материаловед
Штангенинструменты – это средства измерений линейных размеров, основными частями которых являются штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний.
- Штангенциркули.
Выпускаются следующих типов: ШЦ – I; ШЦ – IС; ШЦТ – I; ШЦ – II; ШЦ – III; ШЦО – Ш; ШЦР; цифровой штангенциркуль. Учебное пособие с. 51 – 52.
Штангенциркуль ШЦ-1 имеет штангу 1 на которой нанесена шкала с ценой деления 1 мм. По штанге 1 передвигается рамка 3 со вспомогательной шкалой – нониусом 5. Штангенциркуль снабжен губками 7 для наружных измерений; 2 – для внутренних измерений. Зажимом 4 и рамки 3 прикреплена линейка глубинометра 6. Нониус 5 является вспомогательной шкалой.
Порядок отсчета показаний штангенциркуля:
- Считают число целых делений, для этого находят по шкале штрих, ближайший слева к нулевому штриху нониуса.
- Считают доли миллиметров, для этого по шкале нониуса находят штрих, ближайший к нулевому и совпадающий со штрихом шкалы.
- Складывают число целых делений и доли миллиметров и получают значение измеренной величины.
Сначала определяют по основной шкале целое число перед нулевым делением нониуса . Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалу нониуса наиболее близко совпадает со штрихом основной шкалы.







ШЦ – I C
Это штангенциркуль со стрелочным отсчетом. Здесь вместо отсчета показаний по нониусу имеется стрелочная головка.
ШЦ – II
ШЦТ – I.
Не имеет губок для внутренних измерений, а измерительные поверхности губок оснащены пластинками из твердых сплавов для повышенной износостойкости.
ШЦ — II
Здесь нет линейки для глубиномера. Губки 1 имеют острые окончания для выполнения плоскостной разметки. А губки 2 имеют дополнительные поверхности для наружных и внутренних измерений.
ШЦ – III
Имеют губки с одной стороны для измерения наружных и внутренних размеров.
Основные параметры штангенциркулей:
Пределы измерений, мм:
ШЦ – I, ШЦ– IС, ШЦТ– I ……… 0…125;
ШЦ – I I………………………… 0…200, 0…250, 0…300;
ШЦ — I I I…………………………0…500, 250…630, 250…800, 800…2000, 2000…4000 и др.
| Обозначение | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Предел допускаемой погрешности, мм | Вылет измерительных губок, мм | |
| для наружных измерений | для внутренних измерений | ||||
| ШЦ-I-125 | 0-125 | 0,1 | ±0,1 | 40 | 17-18 |
| ШЦ-I-150 | 0-150 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | 17-18 |
| ШЦ-III-160 | 0-160 | 0,05 | ±0,05 | 45 | — |
| ШЦ-II-200Г | 0-200 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | — |
| ШЦ-II-250 | 0-250 | 0,05; 0,1 | ±0,1 | 45 | — |
| ШЦ-III-400 | 0-400 | 0,05; 0,1 | ±0,1 | 60 | — |
| ШЦ-III-500 | 0-500 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-630 | 250-630 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-800 | 250-800 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1000 | 320-1000 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1600 | 500-1600 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-2000 | 800-2000 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-3000 | 1600—3000 | 0,1 | ±0,3 | 150 | — |
| ШЦ-III-4000 | 2000—4000 | 0,1 | ±0,4 | 150 | — |
Пример обозначения штангенциркуля типа ШЦ-III предела измерения 1500—3000 мм: Штангенциркуль ШЦ-III-1500—3000.
Цена деления нониуса, мм……0,1; 0,05.
Кроме штангенциркулей для измерений линейных размеров используют:
— Штангенглубинометры — предназначен для измерения расстояния между двумя плоскостями глубины пазов, глухих отверстий, длин ступенчатых деталей.
— Штангенрейсмас – предназначен для разметочных работ и определения высоты деталей. Могут иметь дополнительный присоединительный узел для установки измерительных головок как параллельно, так и перпендикулярно плоскости основания.





