

Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
1 Общие сведения о шпинделях
Шпиндель, по сути, это обыкновенный вращающийся вал, который прикреплен к элементу фрезерного станка по металлу и дереву с ЧПУ. Этот механизм для фрезерного станка является двигателем передачи так называемого вращательного движения от прибора скоростей на станочную фрезу, являющуюся главным режущим инструментом.
Именно от точности вращения вала, а также от виброустойчивости его бесколлекторного двигателя, зависит то, насколько точной и аккуратной будет происходить обработка деталей и запчастей станком с ЧПУ по металлу и дереву.
На самодельный или заводской фрезерный станок по металлу и дереву с системой ЧПУ шпиндель устанавливают на специальном подвижном портале, который в процессе работы перемещает шпиндель вместе с закрепленной в нем цангой по трем осям: в плоскости станочного стола и по оси «Z» (то есть, в глубину).
Станок с тремя шпинделями по 2,2кВт
Проще говоря, движение передает станочной фрезе через узел, без возможных дополнительных искажений от передаточных станочных механизмов.
1.1 Технические параметры
Шпинделя различаются как по техническим параметрам, так и по предназначению, существует:
- двухшпиндельный фрезерный станок с ЧПУ (для фрезерного станка с ЧПУ по дереву и металлу);
- с вертикально-поворотным действием (для произведения сложных работ своими руками по дереву и металлу на фрезерных установках с системой ЧПУ);
- электрошпиндель (в том числе и самодельный, изготовленный своими руками);
- самодельный, сделанный своими руками электрошпиндель или шпиндель с вертикально-поворотным механизмом работы. Как правило, данные детали, сделанные своими руками, имеют достаточно малый эксплуатационный срок и им нужен постоянный ремонт;
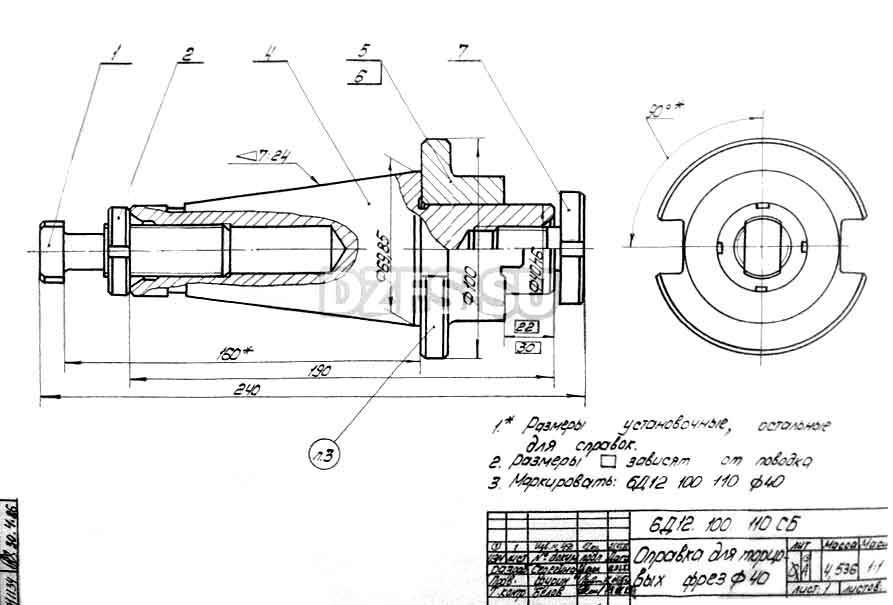
- шпиндель для обработки торца. В такой модели головка шпинделя соединена двумя твердосплавными кассетами, а также головка оснащена двумя кассетами для обработки фаски с заданным углом.
Кроме того, валы для фрезерного станка различаются еще по затрачиваемой мощности и предельно возможному количеству совершаемых оборотов.
Образец работы фрезерного станка
Предельно возможное количество совершаемых оборотов определяется имеющимся де-факто режимом эксплуатации и работы станка и его сферы применения:
- гравирование;
- раскрой;
- фрезеровка.
Более того, имеются дополнительные режимы, где попросту неизбежно привлечение дополнительного инструментария. В целом же, для гравировальных работ чаще всего пользуются вертикально-поворотным шпинделем.
Для скоростной фрезеровки вертикально, наиболее предпочтителен электрошпиндель (в том числе самодельный электрошпиндель, произведенный своими руками).
Затрачиваемая мощность шпинделя полностью зависит от типа расходного материала. Например, мощности в 800 Вт будет более чем достаточно для точной и скоростной обработки картона и фанеры, тогда как шпиндель имеющий мощность в 1,5 кВт (двухшпиндельный вариант) идеально подойдет для фрезерной обработки пластика, древесины и различных тонких металлов.
Модель с мощностью 3-4 кВт и вертикально-поворотным механизмом работы будет наиболее предпочтительна для скоростной и точной обработки каменных элементов.
Шпиндель фрезерного станка с ЧПУ с воздушным охлажденим
- Узел частотного преобразователя станка (инвертор) без вала работать не может, и именно поэтому, дабы не допустить перебоев и различных поломок, требующих затем дорогостоящий и долгий ремонт, мощности двух этих механизмов всегда должны быть абсолютно идентичными.
Важно понимать, что в случае необходимости замены шпинделя (например, если производится ремонт) с небольшими рабочими оборотами на куда более мощный, обязательно следует убедиться в том, что был заменен и узел частотного преобразователя (инвертор)
1.2 Преимущества применения
Основные и наиболее значимые преимущества шпинделей следующие:
- предельно высокий коэффициент полезного действия (так называемый КПД), который достигает отметки в 80-95%;
- прочные элементы конструкции. Шпиндель весьма износоустойчив и прочен. Головка шпинделей новейших моделей и их внешняя оболочка сделана из бронзы и ей редко нужен ремонт;
- высокий эксплуатационный срок работы механических элементов шпинделя (головка, механизм крепежа и так далее), не требующих частый ремонт.
И все это благодаря тому, что как обычные шпиндели, так и шпиндели вертикально с двумя головками не имеют трущихся или же истирающихся элементов и у них почти полностью отсутствует эффект размагничивания магнитных элементов (головка, ротор и так далее).
Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте .
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.

Шпиндели для настольных фрезерных станков
Шпиндель для фрезерования — главный узел конструкции станка с ЧПУ, позволяющий закреплять режущий инструмент и передавать ему вращательное движение.
- Оборудуя бытовой станок с ЧПУ, часто, в роли шпинделя, используют обычный гравер. Мощность типичного изделия — 125 Вт. Недостатки гравера — слабое вращательное движение, не позволяющее обрабатывать твердые материалы.
- Альтернативный вариант — бормашина. В отличие от гравера, бормашина работает тише, а по мощности и вращательному движению не уступает граверу в силе и скорости. Кроме того, бормашина оборудована сильным зажимом.
- Для установки шпинделя на бытовом станке с ЧПУ, используют шлифовальные машины и фрезеры. Эксплуатация подобной конструкции позволит обрабатывать изделия из дерева, фанеры, мягких металлов. Обычно, в комплекте к изделию прилагается цанговый зажим (6 мм), для которого выпускают стандартные 6 мм. переходники, позволяющие фиксировать фрезы диаметром 0,1–6 мм. Недостатки механизма — сильный шум при работе и отсутствие регулятора оборотов, что создает проблемы при обработке полимеров, где требуются меньшие обороты.
- Для работы с пластмассами подходит шпиндель от фрезера Sparky. Мощность фрезера колеблется в диапазоне 500–1050 Вт. Отдельные модели бренда оборудованы регулятором количества оборотов, и пригодны для обработки пластмасс. Работа с пластиком требует малых оборотов, при достаточной мощности, что позволяет избегать нагрева и плавления материала, без потери производительности.
При выборе приспособления, по схеме цена–качество, приемлемое решение вопроса — фрезер Kress, шпиндель которого с успехом используют для фрезерных бытовых станков с ЧПУ. Изделия данного бренда оборудованы минимизирующей биение системой, и предназначены для продолжительной эксплуатации.
Подходя основательно к оснащению фрезерного станка можно оборудовать агрегат профессиональным шпинделем с системой смазочно-эмульсионного охлаждения. Помимо этого, конструкция оснащена: четырьмя подшипниками, позволяющими повысить точность обработки деталей, и прочными щетками, предназначенными для длительной эксплуатации. Недостаток профессиональных шпинделей — высокая цена, компенсирующаяся надежностью и производительностью изделий.
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца
Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ

HSK 63
Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами

Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.

R8
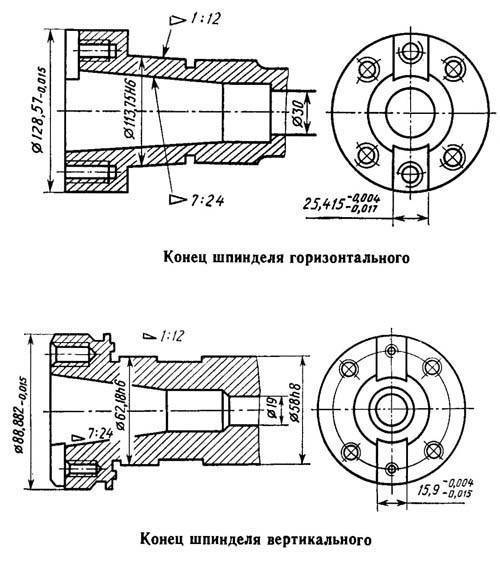
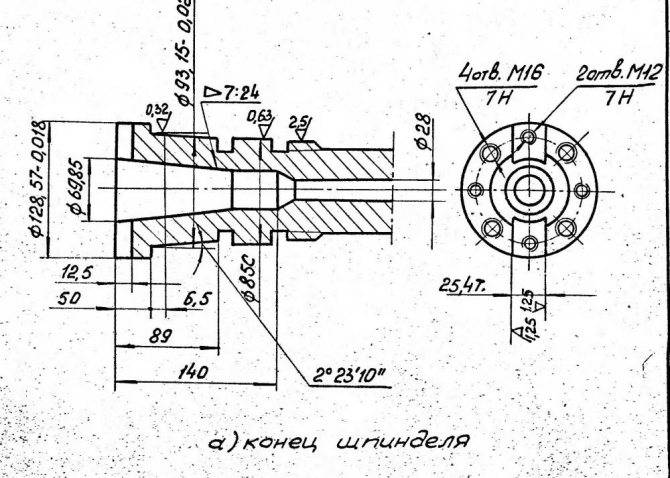
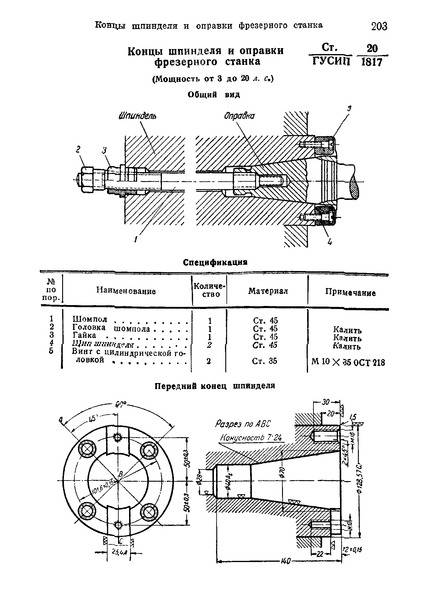
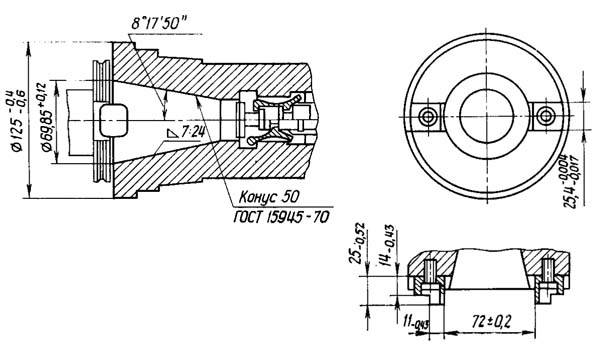
Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Изготовление
В качестве основы предлагается взять дешевый фрезерный станок с числовым программным управлением.
Для конструирования устройства шпинделя потребуется:
- электродвигатель (можно применить марку NTM серия 50-50, 5800 об/мин и мощностью 2 кВт);
- конусообразный вал;
- контроллер для электродвигателя;
- 2 подшипника;
- зажим в виде цанги;
- прибор для определения работоспособности, в том числе вычисления скоростных характеристик при вращении, углов наклона, шагов. Это устройство называется сервотестер.
Технология изготовления:
- В конструктивном исполнении двигателя имеются два подшипника качения. На вал тоже следует установить два подшипника при помощи держателей. На удлиненном вале устанавливается цанговый зажим для закрепления фрезы. Такое приспособление отлично решает вопрос возникающих боковых нагрузок, которые могут возникнуть не только во время фрезерования металла, но и обработке дерева.
- Установка контроллера на самодельном устройстве способствует стабилизации крутящих моментов в случаях изменения нагрузки. Это необходимо при производстве чистовых операций.
Стабильность работы самодельного шпинделя можно регулировать за счет сервотестера.

Система охлаждения
Не важно, самодельный шпиндель или приобретенный, в конструкции обязательно должна быть предусмотрена система охлаждения. Разновидности:. Разновидности:
Разновидности:
- Водяная. В корпусе имеются отверстия, специально предусмотренные для прохода воды. От нагрева металла выделяется тепло, которое принимает вода. Теплая жидкость выливается в емкость. Последняя зачатую мешает при обслуживании и ремонтах станка, поэтому наиболее распространен иной вид охлаждения.
- Воздушная. Воздухозаборники способствуют обдуванию подвергаемых нагреву элементов. Но недостаток существует и у этого устройства – фильтры быстро загрязняются, и их следует постоянно чистить. Но шпиндели, установленные на фрезерном станке при данной системе охлаждения, прослужат намного дольше.
Способы охлаждения
При работе на фрезерном станке, закрепленная деталь перегревается и может разрушиться. Для снижения температуры, возникающей при обработке изделия фрезой, применяют такие способы охлаждения:
- воздушный;
- смазочно-эмульсионный.
 Воздушное охлождение
Воздушное охлождение
Метод воздушного охлаждения, часто применяется на современных станках с ЧПУ. Сущность способа заключается в направлении воздуха через сопла, на поверхность детали снабженной воздухозаборниками. Недостаток — засорение фильтров, при обработке материалов, дающих обильную пыль.
Также широко распространено охлаждение деталей при помощи смазочно-эмульсионных жидкостей, положительно влияющих на процесс резки металла:
- В месте контакта фрезы с деталью происходит образование защитной, смазочной пленки, уменьшающей трение и выделение тепла.
- Избыток тепла отводится от обрабатываемой заготовки.
- Приостанавливается образование нароста на режущей кромке фрезы, что улучшает отвод стружки.
Кроме того, эмульсионные смазки защищают готовые изделия от коррозии.
Шпиндель с воздушным охлаждением
Преимущества и недостатки моделей
Шпиндели европейских производителей отличаются стабильностью выработки гарантийного периода при нормальном режиме эксплуатации. Устройства просто собираются и разбираются при наличии необходимых инструментов. Конструкция шпинделей передовых европейских производителей всегда очень продумана и почти не имеет изъянов. Во многих корпусах задний подшипниковый узел надежно сконструирован. Для обмотки статоров в таких устройствах используются только качественные материалы
Почти все производители уделяют внимание шумности своих изделий
К недостаткам таких изделий можно отнести то, что пластиковые части корпуса являются их слабыми местами. В некоторых устройствах подшипники могут перегружаться и работать на пределе. Это обстоятельство повышает вероятность повреждения корпуса шпинделя. Роторный вал многих приборов выполняется из мягкой стали, а резьба на них зачастую очень редкая. Это обуславливает снижение продолжительности срока эксплуатации. В шпинделях воздушного охлаждения может не хватать мощности встроенных вентиляторов недостаточно, поэтому приходится покупать дополнительные устройства. Некоторые производителя забывают набивать подшипники шпинделей смазкой.
Что использовать для настольных станков
Если вам необходимо оснастить настольный станок с ЧПУ подходящим шпинделем, сейчас доступно несколько довольно привлекательных вариантов. Выбирать устройство вам.
Ручные граверы. Стоит такое устройство от 500 рублей. Особых сильных качеств не имеет, но если вам предстоит выполнить ремонт или фрезеровку мягких материалов с небольшими фрезами, то этот агрегат вполне подойдет для оснащения станка с вертикальным шпинделем. Недостатки — это небольшая скорость вращения и незначительная мощность.
Бормашины. Работают очень тихо, оснащаются надежным фиксатором для патрона. При малых оборотах двигателя крутящий момент почти не меняется. Это обеспечивает серьезное превосходство устройства перед гравером.
Шпиндель от двигателей DC. При мощности 0,4 кВт обеспечивают крутящий момент в 12000 оборотов за минуту. Выполнять различный ремонт, фрезерные работы с таким шпинделем удобно, поскольку обеспечивается слабое биение, работает агрегат тихо. Плюс цанга выполнена по широко используемому стандарту. Но есть недостатки — незначительные показатели мощности, сильный нагрев, который вынуждает искать эффективное охлаждение



Для работы устройство потребует отдельный источник питания, к чему также важно быть готовым.
Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент.
Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
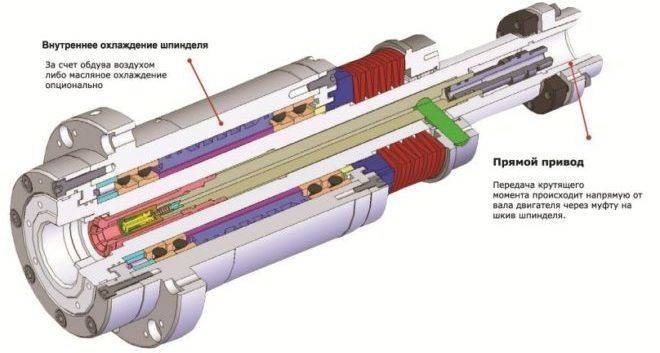
Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия
Электрические более точные и характеризуются большой скоростью срабатывания.
Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.
Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Цанговые зажимы их виды, особенности применения советы по изготовлению зажимной цанги своими руками

Цанговый зажим — это разновидность зажимных патронов, активно использующихся в токарных станках. он является самозажимным типом таких приспособлений, поскольку ему не требуется дополнительных деталей. Это простое и надежное устройство, которое отлично подойдет для токарного дела. О том, какие имеются особенности цангового зажима и как его грамотно выбрать, и пойдет речь в статье.
В зависимости от предстоящих работ и предназначения станков все зажимные изделия можно классифицировать по следующим видам:
- Рычажные;
- Цанговые;
- Сверлильные, они же быстрозажимные;
- Клиновые и гидропатроны;
- Трех- и четырехкулачковые;
- Термопатроны и мембранные.
Сверлильные самозажимные патроны используются на универсальных или специальных токарных станках. Их применение позволяет перенести усилие зажима при меньшем крутящем моменте по сравнению со сверлильным патронами.
Самостоятельное изготовление
Для работы по дереву, металлу и пластмассам и для изготовления разнообразных печатных плат лучше всего подходит небольшая дрель. Оснастить ее следует готовым мини-креплением зажимного типа.
Но если такого под рукой не оказалось, то можно без проблем изготовить его самостоятельно. Здесь понадобятся паяльник, проволока из стали миллиметровой толщины и припой.
Далее процесс изготовления идет по следующей схеме:
- Сворачиваем из проволоки спираль. Ее диаметр должен быть равен диаметру вала электродвигателя и сверла, с которым необходимо будет работать;
- Пропаиваем спираль. Высокое качество обеспечивается паяльным флюсом или схожими вариантами;
- Затем надеваем спираль на вал — и мини-патрон для нашего сверла полностью готов.
Самодельные цанговые патроны прекрасно подходят при отсутствии готовых вариантов зажимов для дрелей и при наличии соответствующих навыков самостоятельного изготовления подобных механизмов. Незаменимыми они станут и в домашнем хозяйстве, когда требуется работа со специфическими деталями, а готовые зажимы могут не подойти по каким-либо характеристикам.
Зажимная цанга — важный элемент в токарных станках различных модификаций. С ее помощью можно производить работы по обработке и фрезеровке металлических и пластмассовых деталей. Кроме того, ее без проблем можно изготовить самостоятельно с применением подручных материалов.
Имеющееся на сегодняшний день разнообразие таких механизмов позволяет подобрать оптимальную модель зажима под персональные нужды
Также очень важно учесть способ его крепления к шпинделю и размеры фланца, так как без них подобрать цангу будет невозможно
Удачной работы с различными видами зажимов!
Классификация
Технические характеристики, схемы и эксплуатация фрезерного станка 6р12
При разнообразии фрезерных станков и шпинделей к ним проще их классифицировать по техническим характеристикам:
- Фрезерный шпиндель поворотного типа. Часто изготавливается самостоятельно.
- Вертикально-поворотные механизмы.
- Оборудование с двумя шпинделями.
- Механизмы, применяемые при работе с торцевыми частями.
- Вертикально-поворотные конструкции для ручной обработки.
Если говорить о применении шпинделей в домашних условиях, можно выделить граверы. Их часто устанавливают на самодельных фрезеровочных станках. Однако, эти машинки имеют серьёзный недостаток. Из-за слабого крутящего момента, металл обрабатывается с большим трудом. Чаще всего таким оборудованием обрабатывают древесину или пластик.
Бормашинка
Часто эти приспособления сравниваются с граверами. Главное отличие — сохранение крутящего момента независимо от изменения оборотов. Также бормашинки комплектуются патронным зажимом и работают они тише, чем граверы.
Dc мотор
Специальный механизм, который комплектуется ЧПУ. Работает тихо и не создаёт вибраций. Благодаря наличию ЧПУ, появляется возможность изменять мощность при работе. Ключевой недостаток dc мотора — это плохая система охлаждения, и как следствие быстрый перегрев при работе с твёрдыми материалами. Чтобы не повредить металлические заготовки и не вывести двигатель из строя, требуется дополнительное охлаждение.
DC мотор
Прямошлифовальная машина
Часто это оборудование используют в качестве фрезеровочного шпинделя. С его помощью можно обрабатывать как дерево, так и металл. В комплекте отсутствует устройство для регулировки мощности, что снижает функционал прямошлифовальной машины. Также при работе с металлом она издаёт громкие звуки.
Фрезер sparky
Используется в качестве поворотного фрезерного шпинделя. Достоинствами этого оборудования является большая мощность, высокая производительность и возможность регулировать обороты. Также на фрезерах Sparky хорошее охлаждение, которое не позволяет обрабатываемым материалам перегреваться. Используются для работы с деревом и металлом.
Фрезер kress
Отличное соотношение цена/качество. Могут комплектоваться системами ЧПУ. Высокая производительность, возможность регулировать обороты. Возможно работать с различными материалами.
Профессиональный шпиндель
Это механизм, который был разработан специально для фрезерных станков. На нём устанавливается водное охлаждение, что позволяет работать длительное время без риска испортить заготовку. Характерные особенности этого оборудования — высокая точность и надёжность. Тихий при эксплуатации. Главный недостаток — высокая стоимость.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
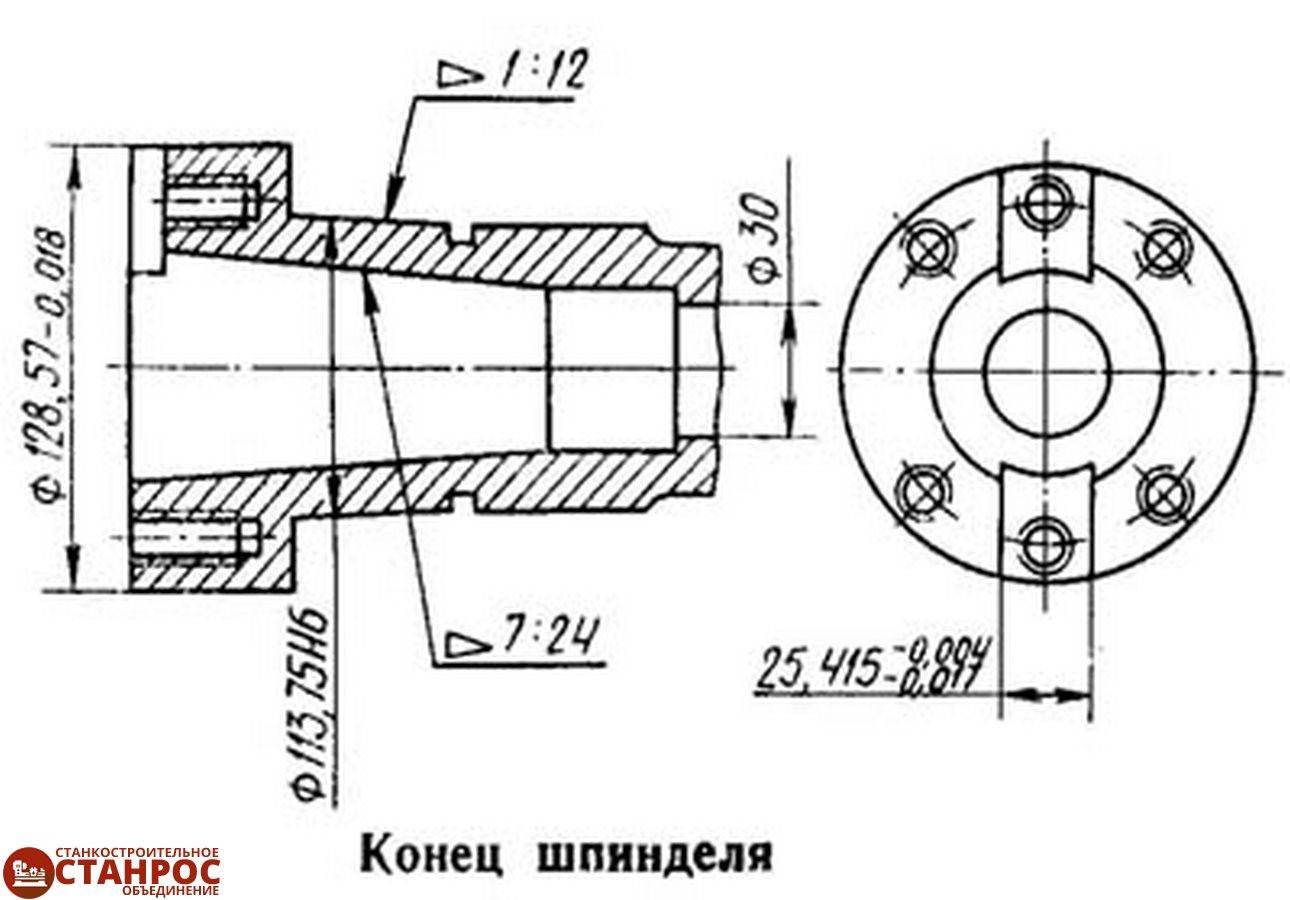
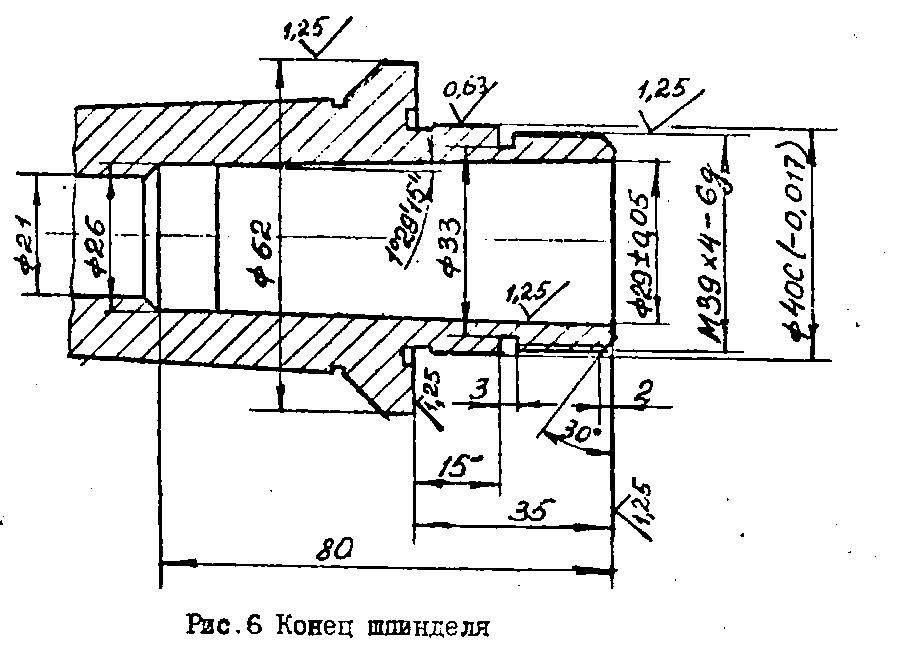
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
Способы охлаждения
Механическая обработка металла и других материалов становится причиной повышения температуры шпинделя. Это связано с тем, что из-за трения нагревается насадка, по которой высокая температура передается самому шпинделю. Именно поэтому фрезерный шпиндель высокопроизводительного оборудования снабжается специальными элементами охлаждения. Выделяют два типа охлаждения:
- Водяное применяется на протяжении длительного периода. В этом случае шпиндель для фрезера снабжается специальными отверстиями, через которые происходит подача охлаждающей жидкости. Она вбирает часть тепла, после чего удаляется в специальную емкость. Подобный способ снижения температуры металла характеризуется меньшей популярностью, так как с удалением жидкости может возникнуть довольно много трудностей.
- В последнее время все чаще встречается системы воздушного охлаждения. Она характеризуется тем, что в устройстве есть специальные отверстия, через которые воздух подается под большим давлением. Единственным недостатком подобного метода можно назвать скопление загрязняющих веществ на фильтре, так как при механической обработке образуется довольно много стружки и пыли.
За счет установки охлаждения есть возможность существенно повысить показатель производительности
Именно поэтому подобный узел является важной неотъемлемой частью оборудования с ЧПУ
Классификация двигателей для ЧПУ станка

В зависимости от назначения ФС, двигатели для них можно разделить на 2 группы:
- Для бытовых станков, в т. ч. изготовленных своими руками. В шпинделях устанавливаются электродвигатели небольшой мощности. Широко используются электродрели, бытовые фрезеры, бормашины, двигатели стиральных машин и т. п. В таких конструкциях подшипники не рассчитаны на значительные боковые нагрузки.
- Для производственных целей. Применяются небольшие асинхронные двигатели повышенной мощности. Повышенные требования предъявляются к подшипникам, в частности часто используются керамические подшипники. Мощность поддерживается наличием системы охлаждения и подачи смазки в рабочую зону.

Другое важное разделение проводится по направлению оси вращения – вертикальное, горизонтальное, универсальное. В зависимости от расположения вала изменяется боковая нагрузка
Наименьшая нагрузка характерна для вертикального использования, но при этом повышается вибрация. При горизонтальном варианте увеличивается нагрузка на вал в вертикальном направлении, но вибрация гасится. Универсальные конструкции предусматривают возможность использования шпинделя в обоих направлениях. Для разных исполнений выбирается своя система передачи и применяются специальные вспомогательные приспособления.

Подразделяются двигатели и по скорости вращения:
- Низкоскоростные с максимальной частотой вращения 2400 об/мин. Вращение, как правило, передается через редуктор (коробку скоростей).
- Среднескоростные со скоростью вращения 2500–11900 об/мин. Вращение обычно передается с помощью ременной передачи и редуктора 1:1. Ось двигателя смещена относительно оси шпинделя.
- Высокоскоростные со скоростью в диапазоне 12000–17900 об/мин. Вал двигателя соосен валу шпинделя (прямая передача вращения). При таких скоростях повышаются требования к патрону и инструменту.
- Сверхскоростные (ультраскоростные). Они могут развивать скорость до 70000 об/мин. Обычно вал двигателя является валом шпинделя (мотошпиндели со встроенными обмотками).
Наконец, шпиндели классифицируются по способу смены инструмента: механизированные и ручные. В первом случае используются специальные штревели (например, типа ВТ или СК) и механизированные устройства зажима-разжима (например, пневматические тиски). В ручном варианте устанавливаются стандартные штревели, болты и цанга.
Классификация по типу привода
В ФЗ шпиндели подразделяются по типу привода следующим образом:
- Ременная передача. Основные плюсы: повышенная скорость, простота монтажа, малая вибрация. Минусы: ограничения крутящего момента в зависимости от наличия места для двигателя, повышенная стоимость системы управления.
- Зубчатая передача. Она обеспечивается коробкой скоростей через систему валов и шестерен. Плюсы: возможность автоматического регулирования скорости, компактность. Минус – относительно низкая скорость вращения. Чаще всего используется в ФС универсального типа.
- С ZF-редуктором. Может обеспечивать передачу с моментом до 400 Нм и переключение скоростей 1:1 и 1:4.
- Прямая передача. Она используется в высокоскоростных шпинделях. Скорость вращения инструмента ограничивается только скоростью вращения двигателя. Валы шпинделя и двигателя расположены по одной оси и соединяются муфтой.
Особо выделяется мото- или электрошпиндель. Это вариант совмещения шпинделя и двигателя в одном корпусе.





