

Схема технологического производства проката

Холоднотянутая и горячекатаная сталь
Прокатка, как технологическая операция, возникла в конце XVIII века в Англии и с тех пор совершенствуется мировыми производителями и представляет собой протягивание металлической заготовки через взаимно сочетающиеся валики. Различают горячую и холодную прокатку, которая зависит от температуры кристаллизационных процессов в металле.
Горячий процесс предполагает использование больших металлических заготовок, нагреваемых до температуры, позволяющей разрушить кристаллическую решетку металла. Это деформирует метал при прохождении его между прокатными валиками с целью получения тонкого профиля уголка. Разогрев металла позволяет получить более тонкий профиль, чем при использовании холодного проката уголка при том же количестве операций.
Процесс производства горячекатаного уголка происходит при температуре около 1700 градусов по шкале Фаренгейта и позволяет получить любые размеры и форму уголка. Горячая прокатка в больших масштабах получается дешевле, чем холодная. Так как процесс проходит без остановки, то не требуется много времени и энергии на разогрев металла.
Но недостатком такого метода можно считать, что при остывании происходит изменение линейных размеров профиля, что негативно сказывается на предсказании формы готового продукта. Горячекатаный уголок получается покрытый окалиной, а углы получаются более округлые и неточные по сравнению с холоднотянутой продукцией.
Холодное протягивание заготовок предполагает прохождение металла через определенное количество валиков при температуре заготовки ниже положенной для разрушения кристаллической решетки. Такой профиль получается с повышенными показателями прочности и текучести. Появление дефектов в структуре материала создает закаленную решетку, которая больше не подвержена изменениям.
Так как холодное протягивание проката через валки происходит почти при температуре окружающего пространства, то нет необходимости переживать об изменении линейных размеров конечной продукции, внешнего вида и заданной формы. Поверхность изделий получается гладкой и имеет четкие и прямые углы.
Нагревание заготовок

способствует повышению эффективности
Для нагрева существуют определенные требования, заключающиеся в том, чтобы процесс производился до определенной температуры, не происходило перегрева или пережога. Повышение температуры происходит равномерно в области сечения заготовки и по всей длине слитка. Технология прогревания характеризуется:
- температурой нагрева;
- временем достижения заданных параметров;
- количеством периодов и зон нагревания;
- скоростью процесса.
Граничная температура нагревания зависит от некоторых показателей стали, ее химического состава, температуры начала рекристаллизации, критическими показателями пережога и многими другими факторами, которые регламентируются специальными ГОСТами на производство прокатной продукции.
Характеристики стана

Обрезка на мерные куски происходит последовательно после выпуска готовой продукции из прокатного стана. Такая технология удаляет отходы металла на обрезь, повышает пропускную способность валков и повышает качественные показания готового уголка. Операция по отделке готового профиля включена в технологические карты процесса, и готовый мерный уголок идет прямо на склад.
На современном производстве равнополочного горячекатаного уголка основными цехами последовательно работают доменный, сталеплавильный и прокатный. Одним из передовых направления проката уголка является внедрение новейших прогрессивных технологий.
https://youtube.com/watch?v=IefPrJrX4OM
Классификация металлических уголков
В обозначении размеров уголков первые две пары цифр указывают на ширину полок, а третья – на их толщину. Отличие горячекатаных изделий от гнутых можно заметить по форме внешнего угла. У гнутых он скругленный. У катаных, наоборот, обозначены резко очерченные грани, образующие 90 градусов. По характеру изготовления стальные уголки делятся на стандартные и высокоточные. Существует и другая градация по следующим техническим характеристикам.
По длине
Различают угловой профиль мерной, немерной или кратной мерной длины, а также ограниченной длины в пределах немерной. Уголки металлические длинные мерные достигают 6, 7, 9, 10, 11, 12 м, но и это не предел. Длина немерного стального проката может быть любая, в основном это 4-12 м. Длина мерного и кратного мерному уголка может отклоняться от фиксированных значений на величину погрешности, установленную нормативами.
Параметры отклонения по длине равнополочных уголков в соответствии с ДСТУ 2251/ГОСТ 8509
Длина уголка, м | Граничные отклонения по длине, мм |
До 4 включительно | +30 |
4-6 включительно | +50 |
Свыше 6 | +70 |
Табличные значения – не догма и могут корректироваться с большей точностью по желанию заказчика. Кривизна уголка не должна быть более 0,4% от его длины.
По типу
Уголковые профили изготавливаются толщиной от 3 до 20 мм и шириной до 200 мм. Особенность, характеризующая уголок металлический – виды его изготовления всегда должны обеспечивать получение Г-подобного поперечного сечения. Различают угловой прокат по таким признакам:
- метод изготовления – гнутые, горяче- и холоднокатаные;
- точность прокатки – А (высокая), В (обычная);
- форма – неравнополочные и равнополочные;
- радиус – наружного и внутреннего закругления, а также кривизны (для гнутого углового профиля).
Еще уголки стальные различаются по марке стали, из которой изготовлены.
Уголок стальной равнополочный
Если обе стороны изделия имеют идентичные параметры (ширину полки), то это уголок равнополочный. Он универсален, широко используется в строительной отрасли и машиностроении. Характеризуется повышенной прочностью в продольном сечении и небольшим весом. Размер полки может варьироваться в пределах 20-250 мм, в то время как толщина не превышает 35 мм. Сортамент равнополочных уголков оговаривается соответствующими национальными и международными стандартами (EN 10056, ДСТУ EN 10056, ДСТУ 2251, ГОСТ 8509).
Уголок стальной равнополочный хорошо поддается обработке – легко сваривается, гнется, сверлится, устанавливается различными способами. Может крепиться болтовым соединением.
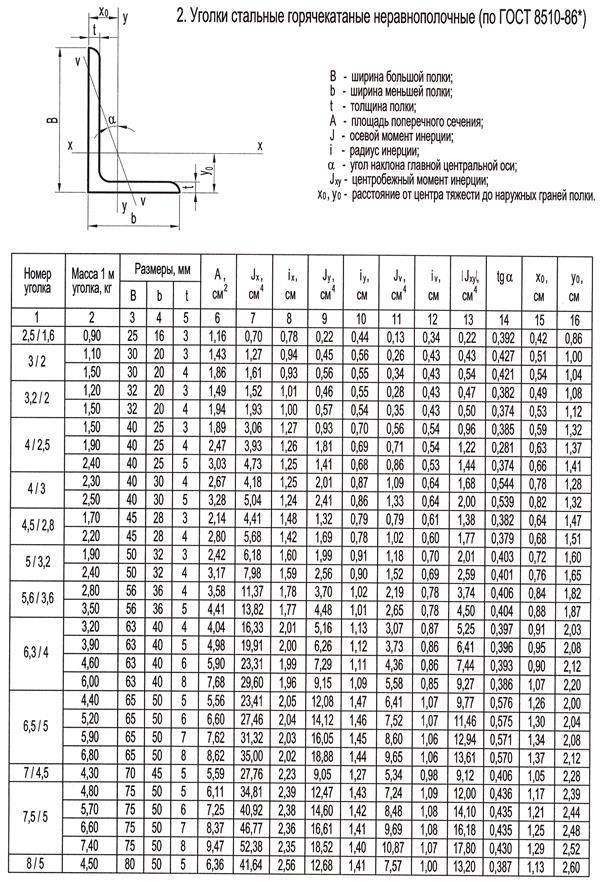
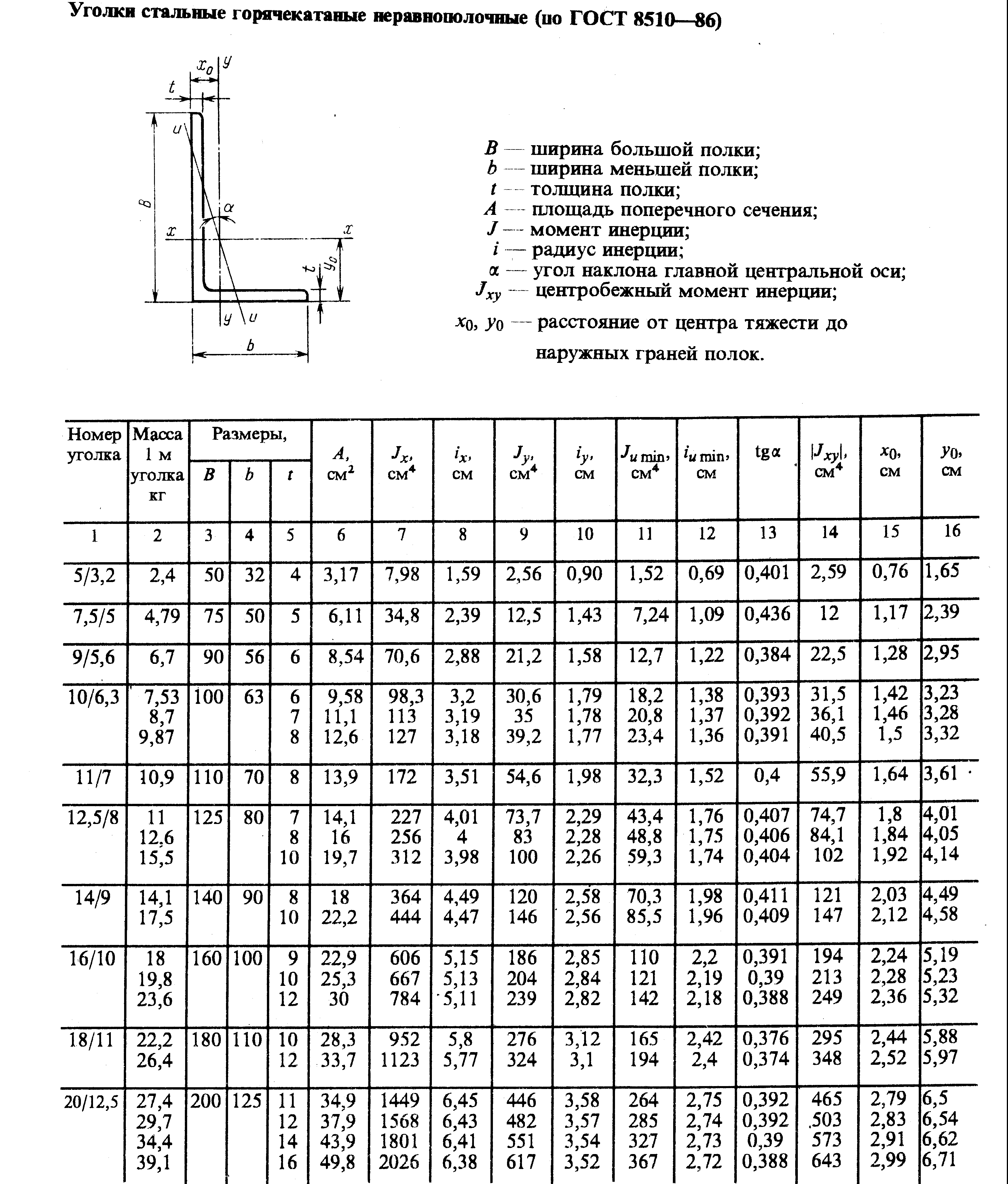
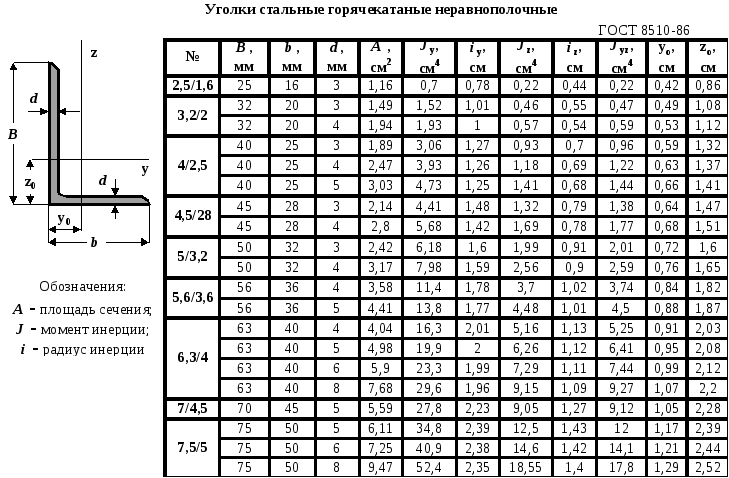
Неравнополочные уголки
У боковых полок такого изделия геометрические параметры разные. При толщине от 2 до 15 мм ширина у большей полки может составлять от 25 до 200 мм, у меньшей — 16-150 мм. Поэтому такой угловой профиль актуален при выполнении специфических работ, где приветствуется асимметрия. Основной учитываемый в процессе изготовления параметр – толщина стенок. С его увеличением возрастает расход металла на прокат и вес изделия. В свою очередь, чем больше становится толщина и ширина полок, тем соразмерно возрастает и граничная допустимая нагрузка на стальной уголок.
Параметры по ГОСТ 19771-93
В соответствии с ГОСТом 19771-93, стальные угловые профили изготавливают трех категорий точности:
- «В» – обычной;
- «Б» – повышенной;
- «А» – высокой.

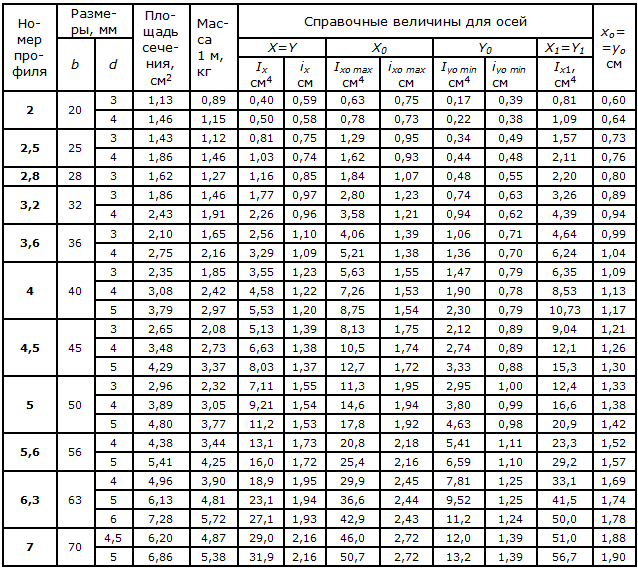
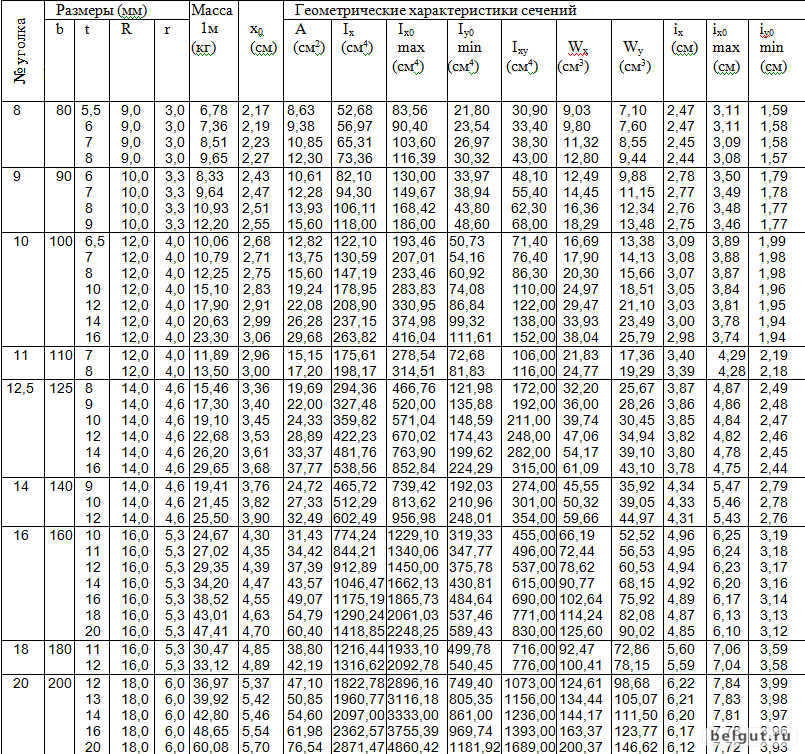
В таблице, в которой представлен весь сортамент гнутых равнополочных уголков, указываются основные параметры таких изделий: масса 1 погонного метра, площадь сечения и др. В таблицах по сортаменту приводятся данные для стальных уголков двух категорий:
- изготовленных из обычной углеродистой стали, полуспокойной и кипящей, а также сплавов, у которых сопротивление на разрыв соответствует показателям до 460 Н/мм 2 ;
- произведенных из обычной спокойной и полуспокойной углеродистой стали и сплавов, сопротивление на разрыв у которых превышает 460 Н/мм 2 .
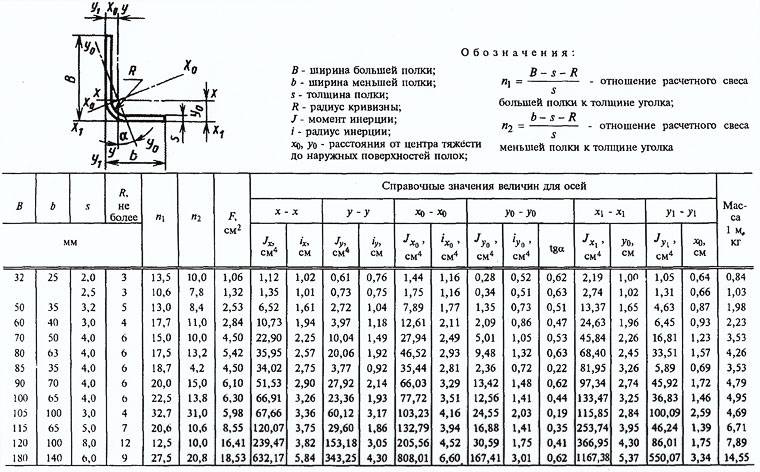
В таблицах, в которых приведены параметры равнополочных стальных уголков данных категорий, приняты следующие обозначения:
- S – толщина полки;
- Y0, X0 – расстояния между наружными гранями уголка и его центром тяжести;
- R – радиус закругления профиля;
- b – ширина полки;
- I – момент инерции;
- i – радиус инерции профиля;
- F – площадь сечения профиля;
- n=b-S-R/S – отношение расчетной величины свеса полки к ее толщине.

Обозначения основных геометрических параметров гнутого уголка. Ниже таблица сортамента данного вида проката

Таблица 2: Параметры уголков из кипящей и полуспокойной стали

Таблица 3: Параметры и справочные величины для уголков из спокойной стали
Приведенные в таблицах значения площади сечения профиля стального равнополочного уголка, а также вес одного метра изделия рассчитаны с учетом номинальных табличных размеров (при расчетах не учтены допустимые отклонения, которые при производстве металлопродукции неизбежны). Масса одного погонного метра рассчитана с учетом того, что плотность металла, из которого выполнен уголок, равна 7850 кг/м 3 .
Ширина полок стальных уголков в зависимости от того, какой точности соответствует их профилирование, может иметь следующие отклонения:
- высокой точности (до номера 2,5): ±0,75 – ±1,5 мм;
- высокой точности (соответствующие нумерации свыше 2,5): ±1 – ±1,75 мм;
- повышенной точности: ±1,25 – ±2,5 мм;
- обычного класса точности: ±1,5 – ±3 мм.
Равнополочные стальные уголки, выпускаемые в соответствии с указанным ГОСТом, могут отпускаться заказчику следующей длины (в интервале 3–12 м):
- мерной;
- немерной;
- длины, которая кратна мерной;
- мерной, при этом в партии присутствуют изделия немерной длины, количество которых не превышает 7% от общего объема;
- кратной мерной, при этом в партии есть уголки немерной длины, но их количество составляет не больше 7% от общего объема.
Обладая демократичной ценой, горячекатаный и гнутый уголок из обычной углеродистой стали отличается хорошей сопротивляемостью нагрузкам различного типа. Такие характеристики позволяют успешно использовать эти изделия во многих сферах. Стальные уголки данного типа применяют для создания каркасных металлоконструкций различного назначения, а также с их помощью выполняют армирование бетонных конструкций.
1
, средняя оценка: 5,00
из 5)
Hot-rolled steel equal-leg angles. Dimensions
ГОСТ 8509-93
МКС 77.140.70




ОКП 09 3100, 09 3200, 09 3300
Дата введения 1997-01-01
Государственные стандарты на уголки
Как ранее было отмечено, при производстве применяется система стандартизации основных показателей. К примеру, ГОСТ 8509-93 (уголки стальные горячекатаные равнополочные) определяет геометрические размеры профиля: радиус закругления, толщины полок и другие показатели. Обозначение различных параметров позволяет проводить точные расчеты при проектировании.
Госстандарт позволяет:
- Контролировать качество выпускаемой продукции. Отклонение от определенных параметров может привести к существенным изменениям эксплуатационных качеств. Именно поэтому все параметры должны контролироваться на момент производства материала.
- Упростить обозначение. Как ранее было отмечено, металлический угол обладает довольно большим количеством геометрических показателей. Для того чтобы не указывать все на проектном чертеже или в маркировке все они должны соответствовать установленным стандартам.
- Быстро найти наиболее подходящий вариант исполнения. Сортамент уголков равнoполочных (ГОСТ 8509-86) включает просто огромное количество различных изделий. Для того чтобы упростить поиск по основным параметрам применяются стандартные методы классификации.
ГОСТ используется для указания более одного десятка параметров. Для определения применяемых обозначений указывается чертеж поперечного сечения.Гнутые равнополочные уголки, как и другие варианты исполнения рассматриваемого материала, имеют собственную таблицу классификации, по которой можно определить основные геометрические размеры и вес.
В заключение отметим, что сегодня приобрести рассматриваемый материал можно практически в любом городе. При этом огромный сортамент позволяет подобрать наиболее подходящее изделие по основным параметрам
На момент приобретения равнополочных уголков следует уделить внимание тому, что на поверхности не должно быть ярко выраженной ржавчины и механических повреждений. Кроме этого, изделие должно выпускать согласно установленным стандартам ГОСТ. Во время погрузки равнополочных уголков должны соблюдаться все установленные нормы, нагрузка равномерно распределяться для исключения вероятности провисания материала и его деформации
Во время погрузки равнополочных уголков должны соблюдаться все установленные нормы, нагрузка равномерно распределяться для исключения вероятности провисания материала и его деформации.
ПРИЛОЖЕНИЕ Б (рекомендуемое).ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
Часть 5. Уголки равнополочные и неравнополочные в метрической и дюймовой сериях. Допуски (ИСО 657-5-76)
1 Предмет стандарта и область применения Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой – ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
Таблица Б.1
Предельные отклонения по ширине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Предельные отклонения | Ширина полки¹ | Предельные отклонения | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | ±1,0 | – | 2 | ±0,04 |
| 50 | 100 | ±1,5 | 2 | 4 | ±0,06 |
| 100 | 150 | ±2,0 | 4 | 6 | ±0,08 |
| 150 | 200 | ±3,0 | 6 | 8 | ±0,12 |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки. |
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2.
Таблица Б.2
Предельные отклонения по толщине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Предельные отклонения | Ширина полки¹ | Предельные отклонения | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | ±0,5 | – | 2 | ±0,02 |
| 50 | 100 | ±0,8 | 2 | 4 | ±0,03 |
| 100 | 150 | ±1,0 | 4 | 6 | ±0,04 |
| 150 | 200 | ±1,2 | 6 | 8 | ±0,05 |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки.Примечание – Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ±2,5% на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголков приведена в приложении А. |
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
Таблица Б.3
Предельные отклонения для нормальных длин
| Метрическая серия | Дюймовая серия | ||
|---|---|---|---|
| Длина | Предельные отклонения | Длина | Предельные отклонения |
| Все длины | ±100 мм | Все длины | ±4 дюйма |
Таблица Б.4
Предельные отклонения для точных длин
| Метрическая серия | Дюймовая серия | ||||
|---|---|---|---|---|---|
| Длина, м | Предельные отклонения, мм | Длина, фут | Предельные отклонения, дюйм | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 12 | +750 | – | 40 | +30 |
| 12 | – | +100 | 40 | – | +40 |
5 Кривизна
5.1 Максимально допустимая кривизна для равнополочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5.
Таблица Б.5
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Кривизна | Ширина полки¹ | Кривизна | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| 50 | 150 | 0,4% длины | 2 | 6 | 0,4% длины |
| 150 | 200 | 0,25% длины | 6 | 8 | 0,25% длины |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки. |
5.2 Кривизна должна быть измерена как показано на рисунке Б.1.
Кривизна
Рисунок Б.1
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6.
Таблица Б.6
Отклонение от прямого угла
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки* | Отклонение | Ширина полки* | Отклонение | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | 1,0 | – | 2 | 0,04 |
| 50 | 100 | 2,0 | 2 | 4 | 0,08 |
| 100 | 200 | 3,0 | 4 | 8 | 0,12 |
| * Для неравнополочных уголков как базовая берется ширина большей полки. |
6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2).
Рисунок Б.2
7 Предельные отклонения по массе
Имеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты.
Виды равнополочных уголков
Равнополочные варианты исполнения на сегодняшний день получили весьма широкое распространение. Выпускаются они в различных вариантах исполнения. Рассматривая виды металлических уголков отметим, что геометрические размеры и классификация изделий регулируется двумя основными нормативными документами:
- Уголок горячекатаный равнополочный получается при применении технологии, которая предусматривает оказание воздействия высокой температуры. В качестве нормативной документации применяется ГОСТ 8509-93. За счет применения особой технологии производства получаемое изделие обладает весьма высокими эксплуатационными качествами. Однако, производственный процесс связан с достаточно большим количеством технологических сложностей.
- Уголок стальной гнутый также получил широкое применение. Для стандартизации основных параметров в этом случае применяется ГОСТ 19771-93. За счет применения технологии холодной гибки существенно ускоряется производственный процесс.
Отличительной особенностью равнополочных уголков назовем то, что полки у них имеют одинаковые геометрические размеры. Горячекатаные изделия производятся путем пропуска раскаленной заготовки через валики. При воздействии давления на размягченный сплав формируется геометрическая форма и определенные размеры. При холодной гибке применяется специальное оборудование, которое способно оказывать существенно механическое воздействие. Стоит учитывать, что в данном случае в качестве заготовки может использоваться исключительно листовой прокат с относительно небольшой толщиной поперечного сечения.
 Уголок горячекатаный
Уголок горячекатаный
 Уголок стальной гнутый
Уголок стальной гнутый
Горячекатаные изделия характеризуются следующими достоинствами:
- высокая прочность;
- более сложный профиль.
Гнутые обладают более точными геометрическими размерами, что также определило их распространение. Кроме этого, применение листового металла в качестве сырья позволило существенно снизить вес изделия и расширить сортамент. Классификация проводится также по типу применяемого материала при изготовлении. От этого показателя зависят следующие моменты:






- Устойчивость материала к воздействию окружающей среды, к примеру, повышенной влажности.
- Прочность структуры и твердость поверхности.
- Плотность, которая определяет соотношение веса и геометрических размеров.
- Степень обрабатываемости.
При изготовлении равнополочного уголка могут применять следующие металлы:
- Стали повышенной прочности. Они обладают весьма большой прочностью, могут выдерживать существенное механическое воздействие. Стоит учитывать, что для достижения некоторых показателей проводится термическая обработка уже после получения требуемой формы и размеров.
- Легированные металлы с различной концентрацией примесей. За счет включения в состав различных веществ можно существенно изменить эксплуатационные качества изделия. К примеру, повышение концентрации хрома повышает коррозионную стойкость поверхности. При легировании металла учитывается, что получаемые равнополочные материалы должны обладать высокой прочностью.
- Сплавы, которые характеризуются высокой жаропрочностью, жаростойкостью или коррозионной устойчивостью. Некоторые равнополочные варианты исполнения строительных материалов могут применяться в особых эксплуатационных условиях. Для достижения требуемых качеств при их изготовлении могут применять высоколегированные сплавы.

Стальные уголки
Наиболее распространенным металлом, который применяется при производстве равнополочных уголков, является углеродистая сталь. Это связано с ее высокой прочностью и относительно низкой стоимостью, простотой получения.
9 Сортаменты типоразмеров всех прессованных уголковых профилей
Как отмечалось ранее, номера профилей, их размеры и площадь сечения, а также массу 1 погонного метра и диаметр описанной вокруг поперечного сечения окружности следует смотреть в зависимости от вида изделия в соответствующем ГОСТе сортамента (13737, 13738, 13617, 13618 или Р 50077). В приложениях этих стандартов указано соответствие номеров уголковых профилей ранее использовавшимся обозначениям. Всю остальную информацию обо всей этой продукции следует смотреть в стандартах 8617, 19657 и Р 56855.
Прямоугольные равнополочные профили уголкового сечения ГОСТ 13737 производятся в соответствии с Рис. 5, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина полок, мм;
- S – обозначение толщины одной из полок, мм;
- S1 – обозначение толщины второй полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромках полок с внутренней стороны профиля, мм.
Рисунок 5
Согласно стандарта 13737 эти профили производят с номерами от 410001 до 410231 (то есть всего более 200 типоразмеров) и с размерами в мм от H = 10, S = 1, S1 = 1, R = 1 и R1 = 0,5 до H = 200, S = 43, S1 = 43, R = 20 и R1 = 8. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Прямоугольные неравнополочные профили уголкового сечения ГОСТ 13738 производятся в соответствии с Рис. 6, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины более широкой полки, мм;
- S1 – обозначение толщины менее широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полки с внутренней стороны профиля, мм.
Рисунок 6
Согласно стандарта 13738 эти профили производят с номерами от 410502 до 412017 (то есть всего более 900 типоразмеров) и с размерами в мм от H = 9,5, B = 9, S = 3, S1 = 3, R = 0,5, R1 = 0,5 и R2 = 0,5 до H = 265, B = 130, S = 66, S1 = 113, R = 15, R1 = 10 и R2 = 10. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Бульбообразные профили уголкового сечения ГОСТ 13617 производятся в соответствии с Рис. 7, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S и S1 – одинаковая толщина обоих полок, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления между более широкой полкой и бульбообразным утолщением на ее конце с внутренней стороны профиля, мм;
- d – диаметр бульбообразного утолщения, мм.
Рисунок 7
Согласно стандарта 13617 эти профили производят с номерами от 710002 до 710049 (всего 32 типоразмера) и с размерами в мм от H = 13, B = 12, S и S1 = 1, R = 1,5, R1 = 0,5, R2 = 1 и d = 3 до H = 90, B = 40, S и S1 = 6, R = 6, R1 = 3, R2 = 15 и d = 16. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового фитингового сечения ГОСТ 13618 производятся в соответствии с Рис. 8, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины менее широкой полки, мм;
- S1 – толщина профиля между внутренним закруглением и внешней поверхностью более широкой полки, мм;
- S2 – толщина более широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полкой с внутренней стороны профиля, мм;
- R3 – радиус закругления между полками с внешней стороны профиля, мм;
- R4 – радиус закругления на кромке менее широкой полки с внешней стороны профиля, мм;
- R5 – радиус закругления на кромке более широкой полкой с внешней стороны профиля, мм.
Рисунок 8
Согласно стандарта 13618 эти профили производят с номерами от 511256 до 511343 (всего 83 типоразмера) и с размерами в мм от H = 25,4, B = 19,1, S и S1 = 2,4, S2 = 1, R = 1,6, R1 = 1, R2 = 1, R3 = 0,5, R4 = 1 и R5 = 1,5 до H = 166, B = 125, S = 35, S1 = 23,9, S2 = 15, R = 15, R1 = 5, R2 = 3, R3 = 10, R4 = 6 и R5 = 3. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового сечения ГОСТ Р 50077 производятся 4-х видов и в соответствии с Рис. 9–12.
Рисунок 9
Рисунок 10
Рисунок 11
Рисунок 12
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металловВНЕСЕН Еосстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации(протокол № 3 от 17 февраля 1993 г.)
За принятие проголосовали:
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ТОСТ 8509—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ТОСТ 8509—86
5 ПЕРЕИЗДАНИЕ
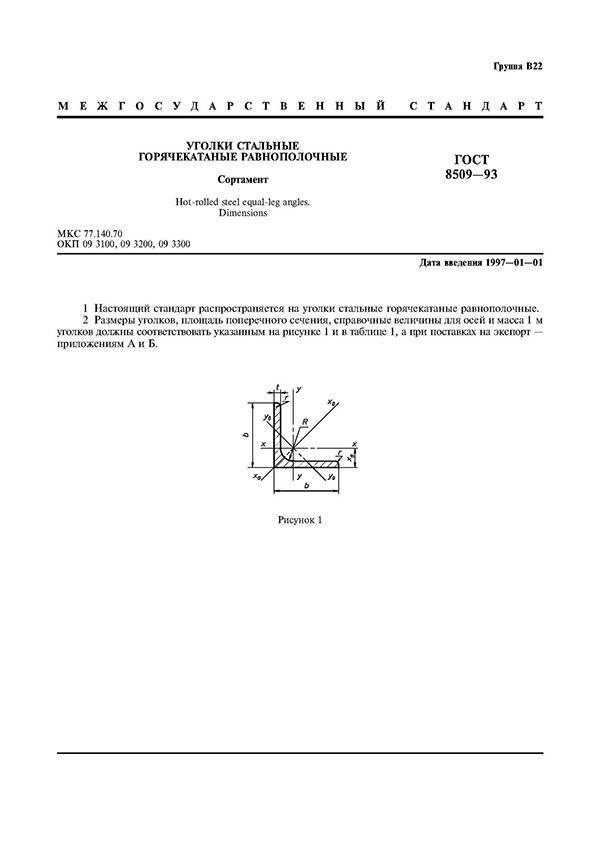
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
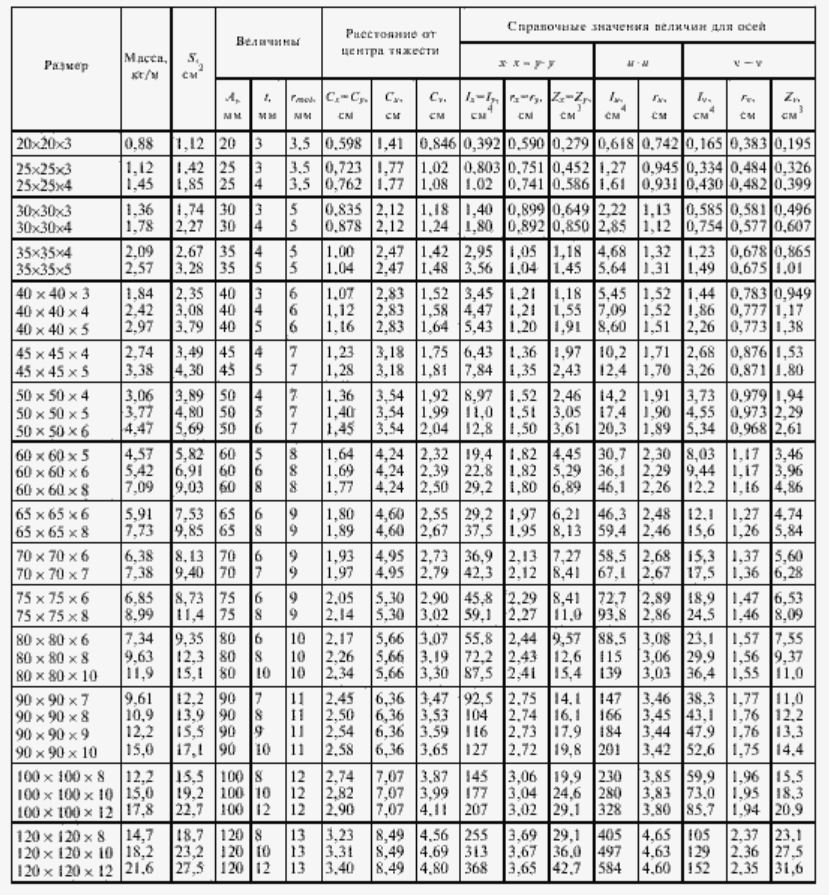
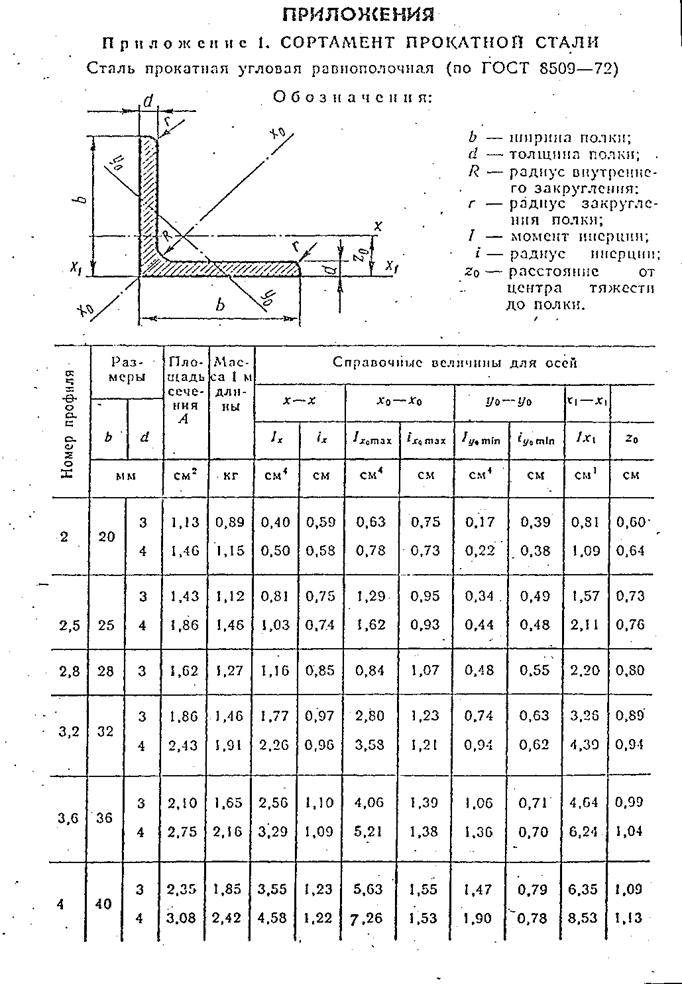
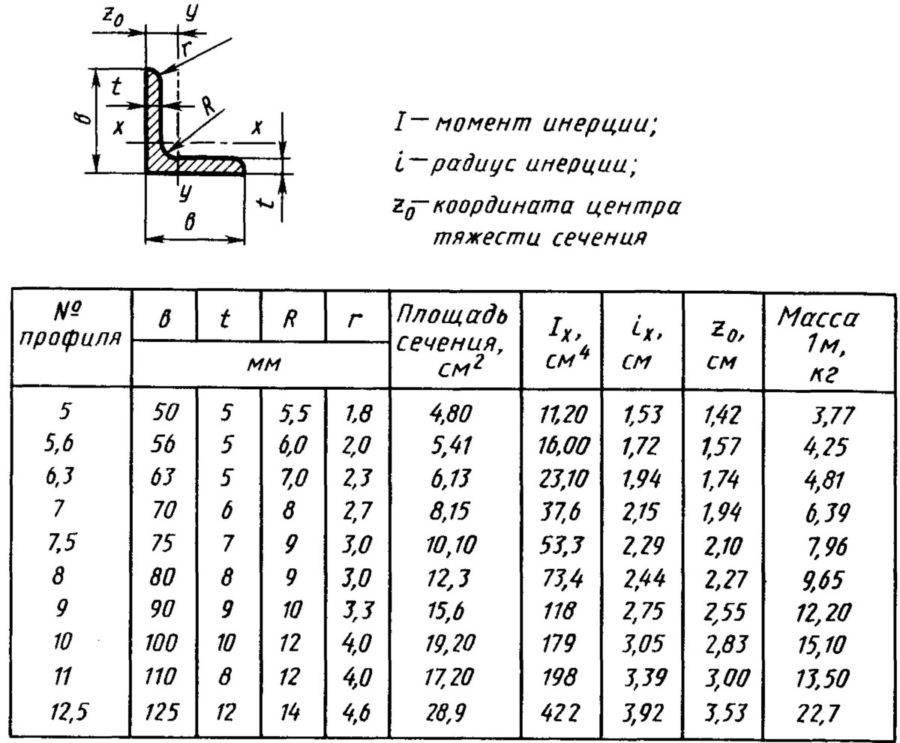
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 муголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт —приложениям А и Б.
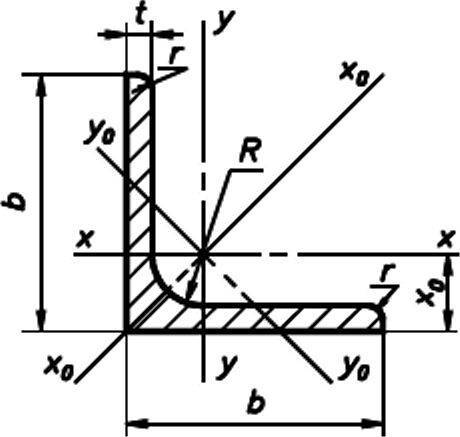
Рисунок 1
Таблица 1
Окончание таблицы 1
Примечания
- Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см3.
- Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
I — момент инерции;
x — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
- А — высокой точности;
- В — обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Таблица 2
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменятьпредельными отклонениями по массе в соответствии с таблицей 3.
Таблица 3
7 Отклонение от прямого угла при вершине не должно превышать 357
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
- 1.0 мм — для уголков с шириной полки до 50 мм включительно;
- 2.0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
- 3.0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
- 0,3 толщины полки — для уголков толщиной до 10 мм включительно;
- 3.0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
- 5.0 мм — для уголков толщиной свыше 16 мм.
9 Уголки изготовляют длиной от 4 до 12 м:
- мерной длины;
- мерной длины с немерной в количестве не более 5 % массы партии;
- кратной мерной длины,
- кратной мерной длины с немерной в количестве не более 5 % массы партии; немерной длины;
- ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготовляют мерной и кратноймерной длины с немерными длинами более 5 % массы партии.






9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должныпревышать:
- + 30 мм — при длине до 4 м включительно;
- + 50 мм — при длине свыше 4 до 6м включительно;
- + 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии неменее 500 мм от торца штанги.





