

Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
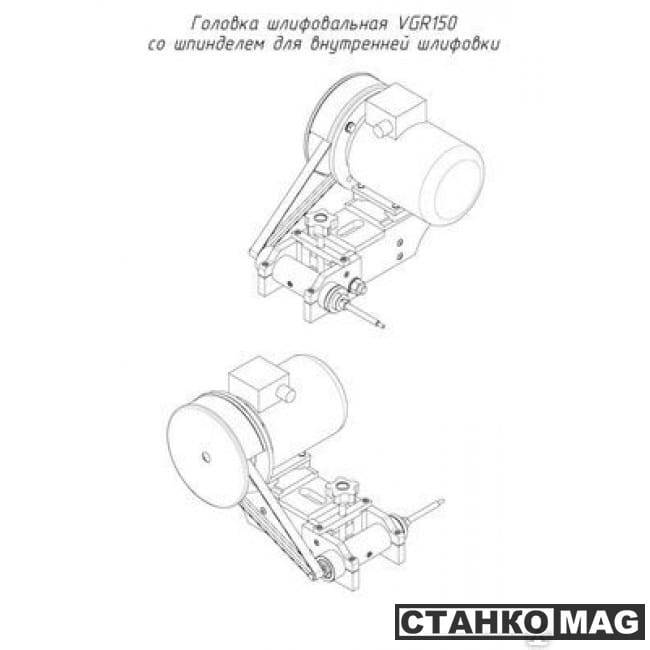
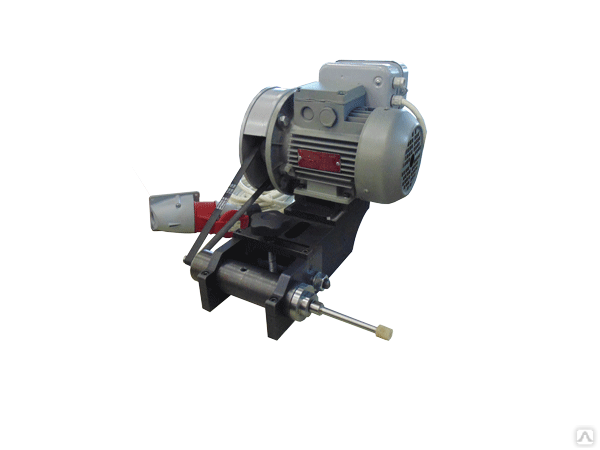
Шлифовальная головка ВГР-150-ВШ предназначена для расширения возможностей токарного станка. Она состоит из следующих частей:
- электродвигатель мощностью 1.1 кВт, подключаемый в электросеть токарного станка;
- станина, устанавливаемая на универсальном токарном станке вместо штатного резцедержателя;
- скоростной шпиндель.
- В этой комплектации головка ВГР-150 имеет один шпиндель для внутренней шлифовки.
- Внутренняя шлифовка производится абразивными шлифовальными насадками диаметром от 8 до 40 мм.
- Внутришлифовальные насадки – шарошки наклеиваются на входящую в комплект шпинделя оправку.
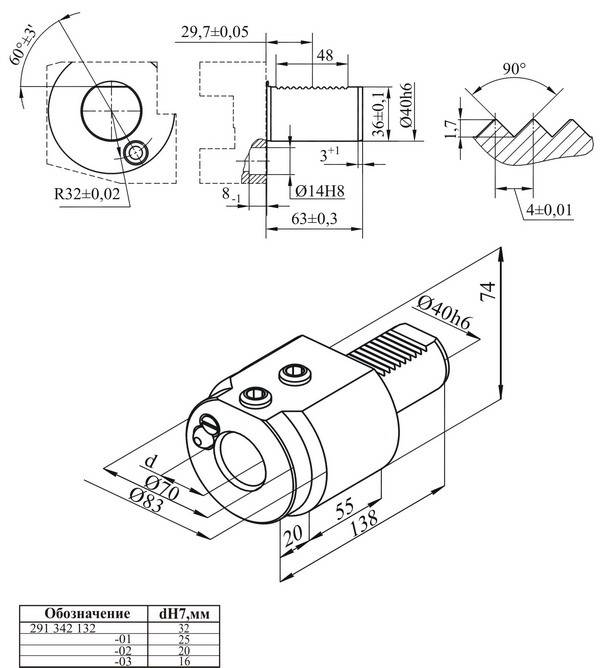
- Шлифовальная головка ВГР-150 устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5мм.
- Поверхность прилегания к основанию 202 х 102 мм.
- Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм.
- Длина паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления ВГР-150 в 40 мм.
- Частота вращения шпинделя для внутреннего шлифования на холостых оборотах при 50Гц – 16 800 об/мин.
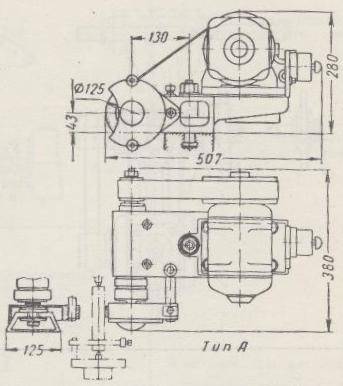
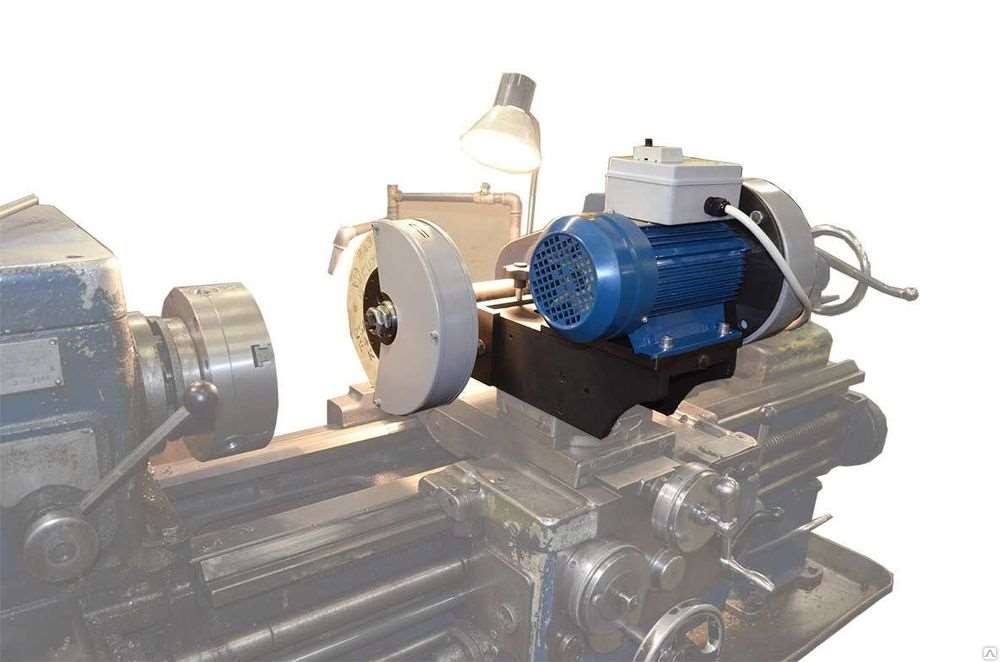
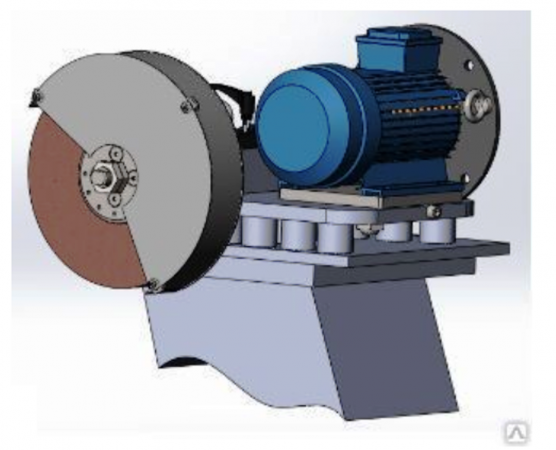
Для расширения возможностей токарного станка выпускается специальная механизированная оснастка – шлифовальная головка ВГР-150. Она состоит из электродвигателя мощностью 1.1 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя.
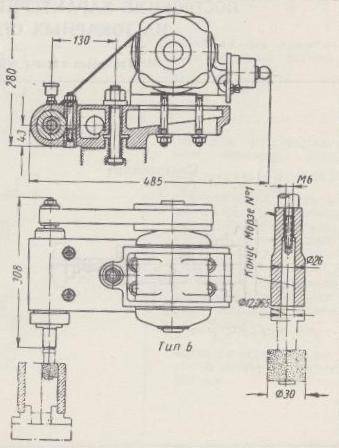
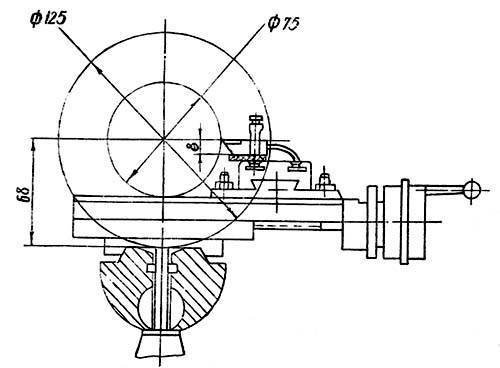
В полной комплектации головка ВГР-150 имеет два шпинделя: для наружной шлифовки абразивными кругами диаметром 125 мм и для внутренней шлифовки шарошками диаметром от 8 до 40 мм . Внутришлифовальные шарошки наклеиваются на входящую в комплект шпинделя оправку.
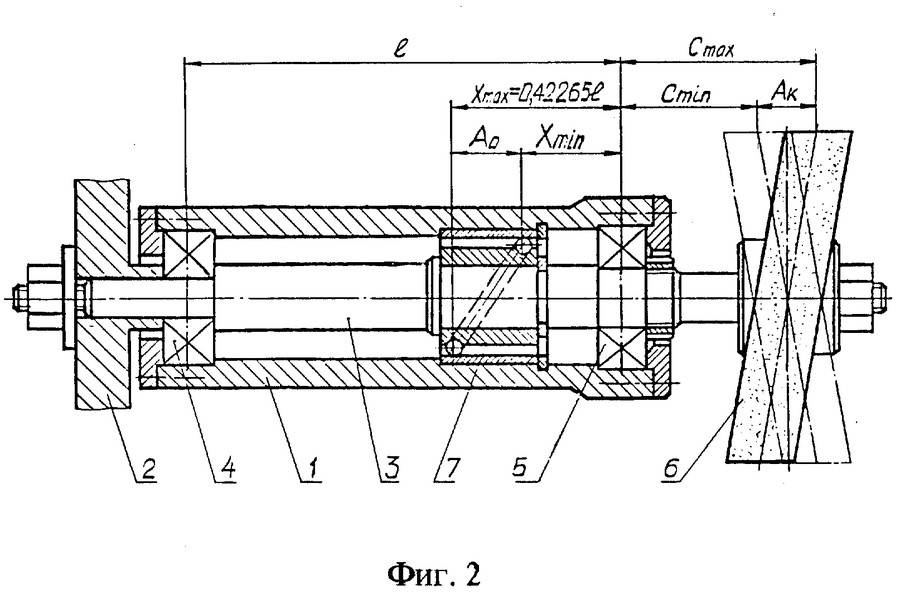
Размер максимального внешнего диаметра шлифовки ограничен продольным перемещением суппорта токарного станка. Если отвести суппорт на себя до упора, прибавить к оси шпильки резцедержателя 167,5 мм (в сторону обрабатываемой детали), то получим место где находится край абразивного круга диаметром 125мм.
Максимальный радиус обрабатываемой детали – это расстояние от этой точки до оси токарного патрона.
Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм. Длина паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления ВГР-150 в 40 мм
Частота вращения шпинделя для наружного шлифования на холостых оборотах при 50Гц – 5000 об/мин. Внутришлифовальный шпиндель вращается со скоростью 16 800 об/мин
Установка на станок: Устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5мм. Поверхность прилегания к основанию 202мм х 102 мм.
Технические характеристики
- Мощность двигателя: 1100 Вт
- Напряжение питания: 380 В
- Шпиндель для наружной шлифовки: 125 мм
- Шпиндель для внутренней шлифовки: от 8 до 40 мм
- Масса без оснастки: 30,5 кг
- Габариты: 350 х 500 х 330 мм (со шпинделем для наружной шлифовки)
Посадочное место производтся по размерам заказчика.
Советы и рекомендации
Чтобы дерево лучше приняло политуру, его необходимо смазать протравкой. Этот состав можно сделать самостоятельно или приобрести готовый. Темное дерево необходимо смазывать протравой несколько раз. Светлое – один раз.

Состав для полировки можно сделать самостоятельно в домашних условиях. Для этого понадобится:
- 60 г смолы шеллака;
- спирт этиловый или винный крепостью 90–95° емкостью 500 мл.
Хранить приготовленную политуру необходимо в закрытой стеклянной емкости. Смесь требуется регулярно перемешивать.
Полировка на токарном станке происходит гораздо быстрее, если использовать жимки. Это приспособление из двух деревянных брусков. туда закладывают наждачную шкурку или засыпают порошок.
Стоимость ремонта
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
Как правильно станок наладить
Но прежде, чем начать работу все станки необходимо наладить. О том, как это и происходит, и что значит, написано ниже в статье.
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Ремонт станины станка
От того, в каком состоянии находятся направляющие станины токарного оборудования, зависит точность его работы. Поэтом нужно своевременно проводить ремонт оборудования и ео отельных элементов.


Далее
Ремонт направляющих станков
Что собой представляет конструкция направляющих станков, их особенность и специфика ремонта. Сервисное обслуживание и самостоятельный ремонт.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Параметры резцов для применения их в оборудовании
Ключевые параметры технологического процесса этого вида деятельности зависят от выбранной насадки (резца). Угол ее поворота влияет не только на придаваемую форму при точении и вырезании заготовки, но и на температуру. Главная задача мастера — следить за эффективным отводом температуры металла, так как при сильном нагреве детали могут потерять первичную геометрическую форму. Нагрев заготовок зависит от их размера и плотности металла. Для чугуна, например, не рекомендовано во время первой операции устанавливать главный угол резца на 60 и более градусов, так как сильное воздействие на материал нагреет его до критической температуры. Оптимальным параметром в таких условиях будет угол в 45 градусов с последующим его увеличением к нужному показателю.
Выделяют два основных вида резцов для расточки металлических заготовок:
- Черновые резцы;
- Чистовые резцы.
Первый вариант необходим для первичных процессов растачивания, когда снимается значительная часть металла. Структура и поверхность резца не позволяет добиться идеальной гладкой поверхности. Подобные насадки обладают высокой механической прочностью, так как подвергаются высоким нагрузкам из-за большого объема снятого металла (это приводит к нагреву и другим факторам). Несмотря на первичную расточку, во время этой операции достигается максимальная размерная точность.
Чистовые резцы предназначены для точной филигранной расточки и приданию точных размеров, указанных в техническом задании. Если «грубые» насадки могут оставить шероховатую фактуру на заготовке, то чистовые резцы полностью сглаживают поверхность, удаляя любые неровности и элементы стружки даже на самых плотных металлах и сплавах. Форма резцов разработана таким образом, чтобы стружка в процессе отвода не западала в движущиеся механизмы, а выводилась наружу в специально отведенные емкости под патроном и шпинделем.
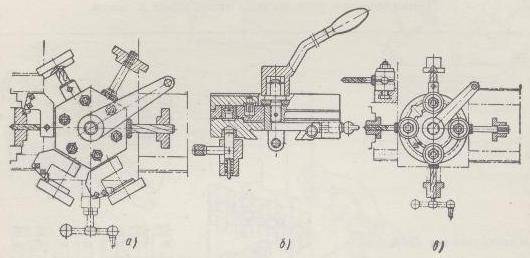
Приспособления для токарного станка по металлу
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
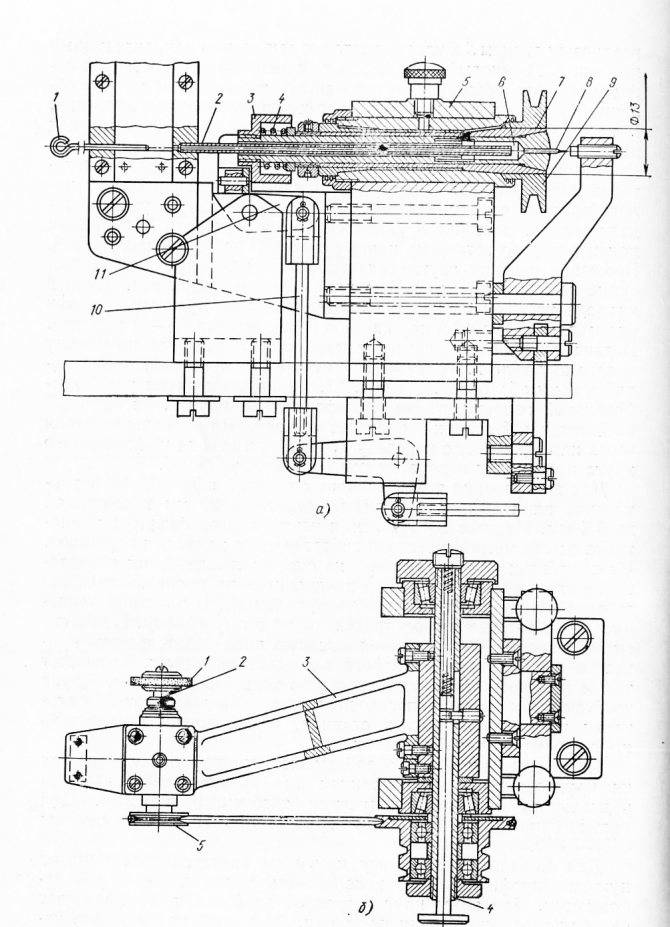
На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
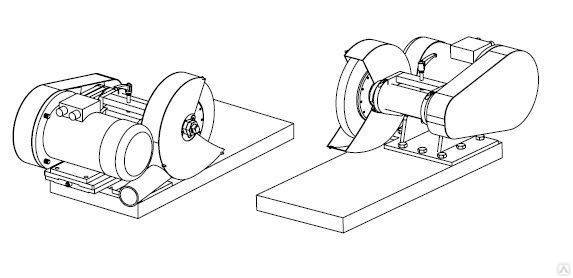
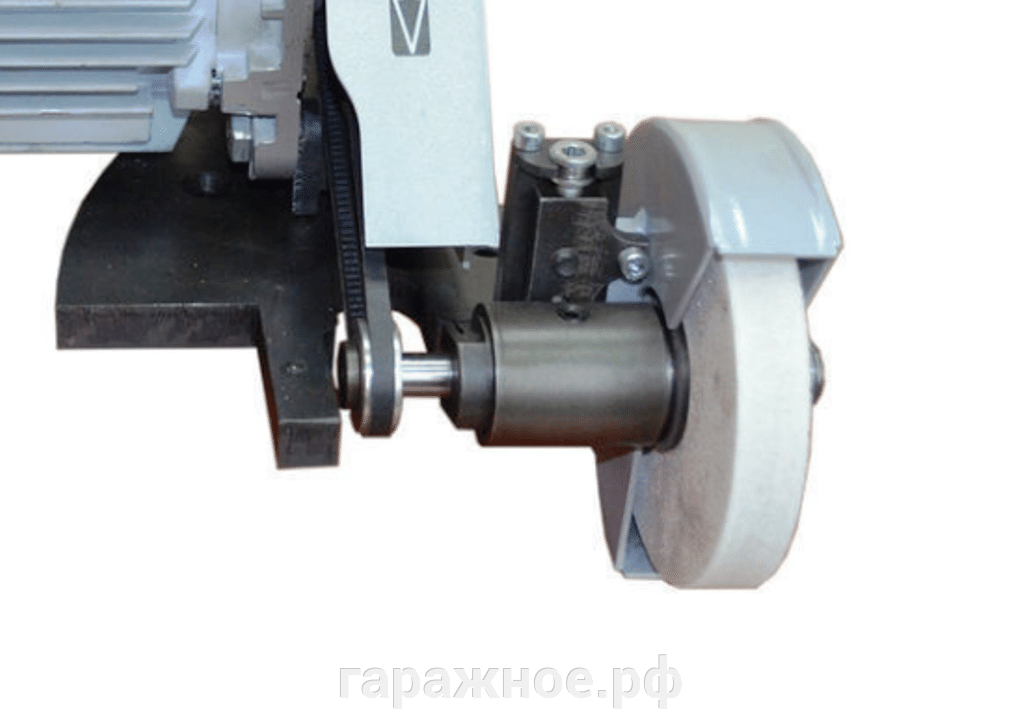
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Шлифование валов врезанием
Шлифование врезанием существенно отличается от других методов. В этом случае в работе применяется шлифкруг, высота которого равняется длине шлифования или больше ее, поэтому нет нужды осуществлять подачу на глубину.
Наиболее производительным и качественным способом обработки считают врезное шлифование при работе с жесткими заготовками. Это касается тех ситуаций, когда ширина шлифкруга может перекрывать ширину детали. Так, шлифовальный диск перемещается с постоянной поперечной подачей (м/об. заг), пока не будет достигнут нужный размер заготовки.
Данный способ действенен при обработке кольцевых канавок, фасонных поверхностей. Тогда шлифкруг заправляют в соответствии с формой поверхности или канавки.
Оглавление
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
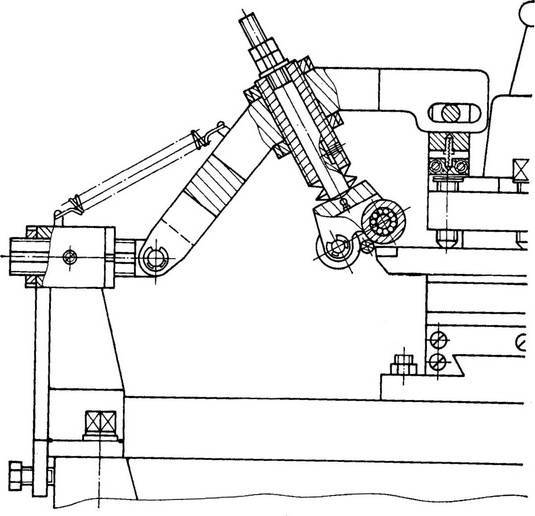
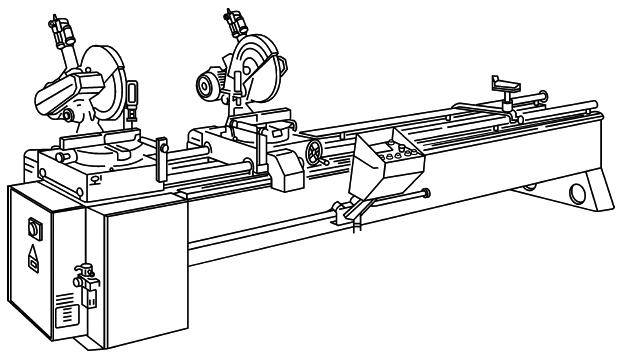
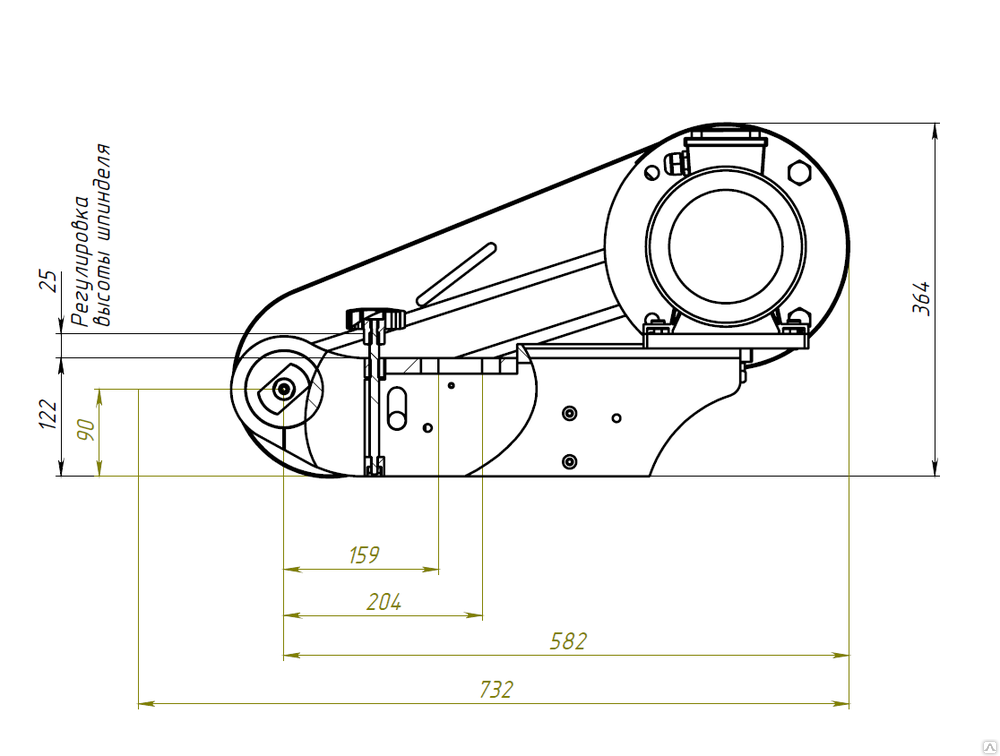
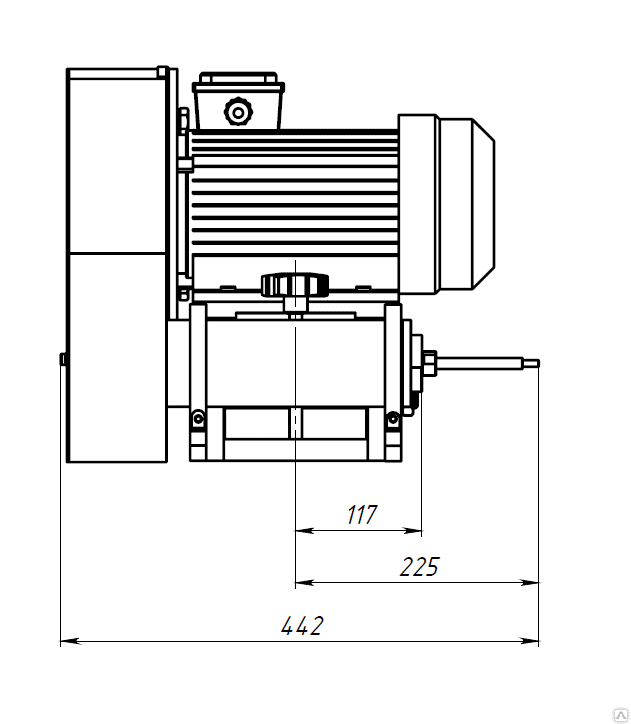
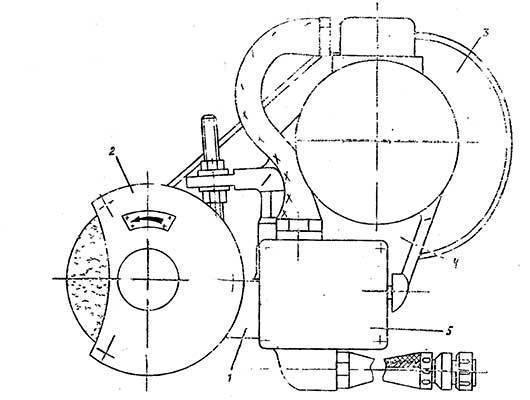
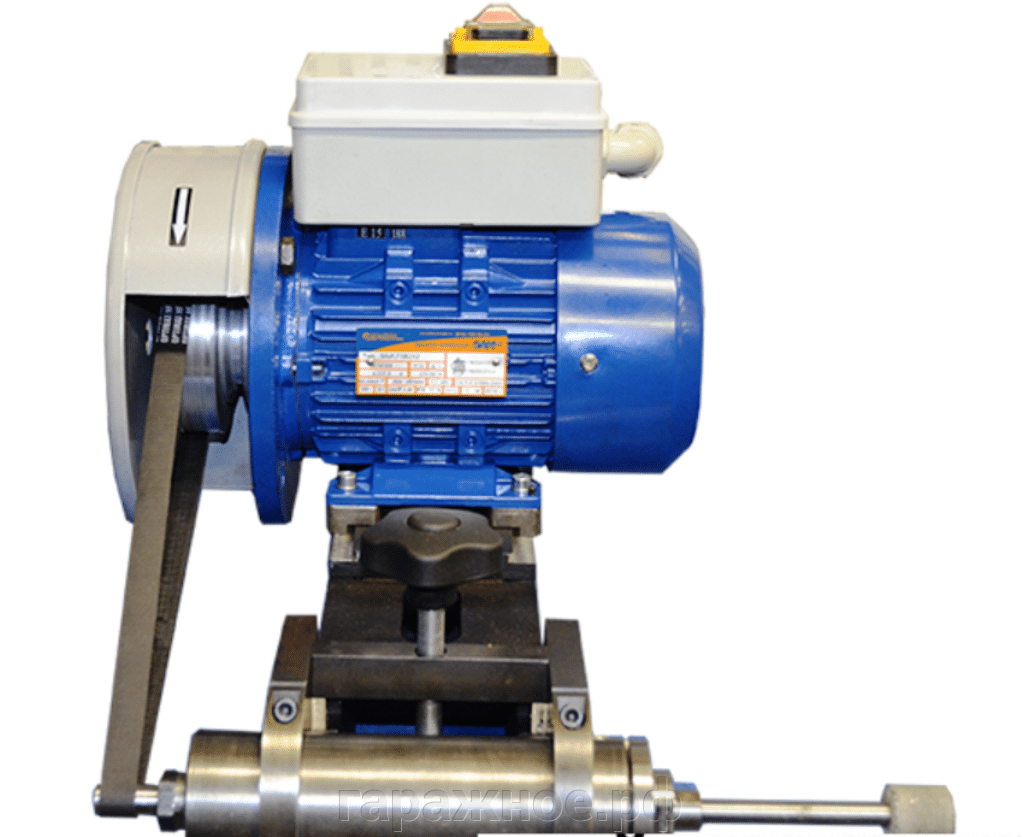
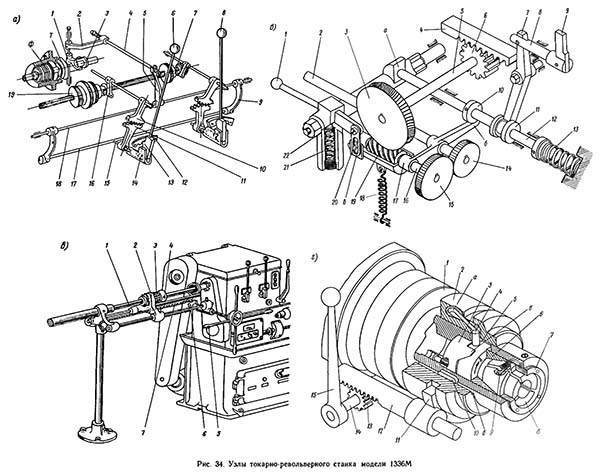

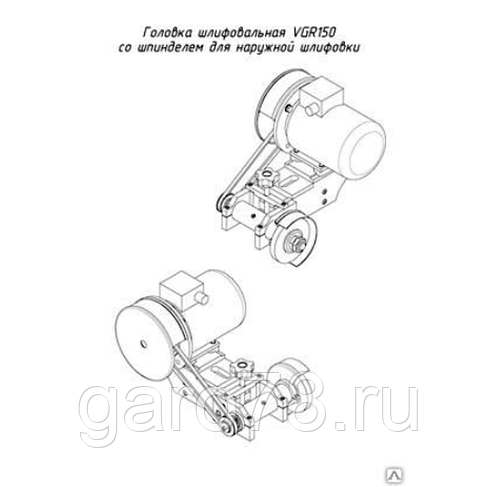

фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
Устройство чугунной станины
фото:устройство чугунной станины
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Шлифовальная головка ВГР 150
Существует несколько распространенных моделей головок для круглого шлифования, посреди которых отметим ВГР 150. Она содержит следующие характерности:
- поставляется со шпинделем для наружного шлифования с диаметром круга 125 миллиметров;
- версия ВГР 150 также может применяться для шлифования поверхностей находящихся внутри с кругом диаметром от 8 до 40 миллиметров;
- установки модели можно провести на станке токарной группы с диаметром шпильки под резцедержатель не больше 22,5 миллиметров. при этом станина ВГР 150 имеет поверхность примыкания 202 на 102 миллиметра;
- при наружном шлифовании критерий частоты оборотов шпинделя на холостом ходу составляет 5000 оборотов в минуту, для внутреннего – 16 800 оборотов в минуту на холостом ходу. во время работы критерий может значительно понижаться, что зависит от значения поперечной подачи. при сильной подаче есть вероятность проскальзывания ремня на установленных шкивах, что дает возможность исключить вероятность смещения выходного вала электрического двигателя относительно обмоток, а еще его деформации;
- приводные валы ВГР 150 установлены на прецизионных подшипниках;
- шпиндельная втулка и моторная база имеет возможность регулировки, что в большей степени увеличивает многосторонность устройства;
- с помощью ременой передачи можно проводить регулировку частоты вращения круга в зависимости от задач, в основном, есть 2 передачи;
- применять ВГР 150 можно для получения размеров с точностью в границах от 0,01 до 0,02 миллиметров. данный момент определяет то, что модель 150 и 200 могут применяться для получения поверхности высокой чистоты.
Самый большой диаметральный размер заготовки во время использования ВГР 150 исчерпывается продольным перемещением суппорта и зависит от свойств токарного станка.
Сталь и чугун с помощью рассматриваемой оснастки могут пройти процесс завершальной обработки на токарном станке. При этом можно достичь аналогичный критерий шероховатости, как и во время использования круглошлифовального оборудования. Модель 200 выделяется от рассматриваемой мощностью поставленного электрического двигателя и самыми большими диаметральными размерами устанавливаемых кругов. Таким образом можно уменьшить стоимость производства деталей за счёт увеличения многофункциональности оборудования которое применяется. При этом напомним, что оснастка подойдёт для старого и нового токарного оборудования, так как имеет универсальное использование.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Барабанный шлифовальный станок на базе токарного станка по дереву

Если у вас есть токарный станок по дереву, используя барабанно шлифовальное устройство, можно расширить его возможности. Узнаем, что можно с его помощью делать.
Барабанный шлифовальный станок предназначен для обработки поверхности заготовки древесины и выравнивая детали до гладкой текстуры и калибровки по толщине. Проще говоря шлифовка плоских деталей станет намного проще, а если учесть, что можно их еще по толщине сделать 1 к 1. Мастерам-самодельщикам, работающим с деревом, нужная и полезное приспособление.
Инструменты и материалы: -Фанера; -ПВХ-труба; -Спрей-адгезив; -Наждачная бумага в рулоне; -Доски; -Клей; -Крепеж; -Пружины; -МДФ; -Рояльная петля; -Клейкая лента; -Двусторонний скотч; -Шпаклевка; -Грунтовка; -Краска; -Токарный станок; -Патрон для станка -Сверлильный станок; -Циркулярная пила; -Ножовка по металлу; -Гвоздезабивной пистолет; -Ленточная пила; -Шуруповерт; -Коронка; -Зажимы; -3D-принтер;
Барабан готов. Изготовление барабана не сложно и не дорого, при необходимости можно изготовить несколько барабанов, с абразивом разной величины.
Шаг второй: стол Верхняя часть стола изготовлена из МДФ. Отрезает доску по ширине токарного станка. По бокам закрепляет рейки. Нижнюю часть стола устройства мастер изготовил из ламинированной доски от старой кровати. Ширина доски чуть меньше растояния между брусками верхней части. Сверлит отверстия для болтов крепления.
Потребность в шлифовальных головках
Получение тел вращения на токарных станках проводится на протяжении последних нескольких десятилетий. Как правило, шлифование проводилось на другом оборудовании. Этот момент определил следующий технологический процесс:
- выполнение чернового токарного точения для снятия большого слоя металла;
- выполнение чистового токарного точения для подготовки детали к финишному этапу технологического процесса;
- финишная обработка на круглошлифовальном станке.
Подобный технологический процесс определяет увеличение затрат за счет установки специального станка для выполнения финишной обработки. При создании большой партии изделий приобретение шлифовального станка окупается, но при мелкосерийном производстве его покупка приведет к повышению себестоимости одного изделия. Выходом из ситуации можно назвать использование специальных шлифовальных головок, которые также могут применяться для получения поверхности с высоким классом шероховатости.
Ремонтные работы со станиной
В процессе работы станина станка может быть изношена, что ведет к необходимости ее ремонта. Основные неисправности станины:
- Наличие трещин чугунного материала. Для восстановления небольших трещин применяют сварку электродами из биметалла. Когда трещина достигает размеров свыше 5 мм, то вместо сварки применяют соединение хомутами. Первоначально вдоль трещины по обе стороны просверливают отверстия и вставляют закладные из стали. Далее эти закладные соединяют хомутами на сварку.
- Износ направляющих станины. Чтобы восстановить эти детали станины, применяют метод шабрения. Его суть состоит в том, что проводится строгание поверхностей начисто при помощи широких резцов шаберов.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.

Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.

Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
Читать также: Губка для паяльника своими руками
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.





