

Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности
Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм
Самодельное устройство
Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
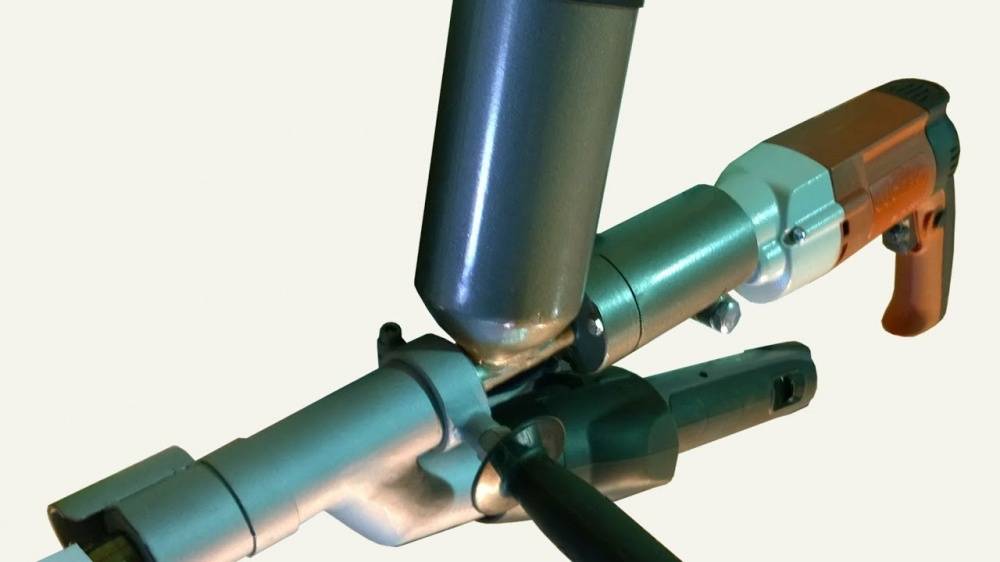
Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления.
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
https://youtube.com/watch?v=9QUtY8k1_Y8
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Двигатель для привода рекомендуется коллекторный, так как работа экструдера подразумевает постоянное изменение крутящего момента. Двигатели других типов хуже выдерживают такой режим работы.
Особенности аппарата
Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Параметры устройств обусловливают их сферу применения.
Мощность
Один из главных параметров в любом инструменте. Определяет как работу привода шнекового винта, осуществляющего измельчение и подачу пластика, так и работу нагревательного элемента. Непосредственно от мощности зависит производительность экструдера, то есть насколько быстро он может работать с максимальной длиной сварочного шва. Как и любой предмет с электрическим нагревом, ручной экструдер должен иметь довольно большую мощность для комфортной и быстрой работы. У большинства представленных на рынке устройств она находится в пределах от 1600 до 3600 Ватт. Чем больше этот параметр, тем больше пластика он может расплавить и подать через башмак на свариваемые заготовки.
Толщина соединяемых изделий
Определяет, с какими заготовками может допускается работа аппарата. Линейно зависит от мощности — чем она выше, тем толще можно брать детали на сварку. Параметр актуален для производства и ремонта, так как далеко не у всех есть необходимость производить сварку толстых листов. Нижний порог обычно начинается от 1,5 мм. Соединить можно и более тонкие листы, однако в этом случае заготовка может деформироваться под влиянием мощного разогрева. Верхний предел у мощных устройств может достигать 40 мм. При большей толщине прочность сварочного шва резко падает, так как прогреть и расплавить такую заготовку на всю глубину уже проблематично.
Диаметр прутка
Для моделей с подачей именно пластикового стержня вводится параметр допустимого диаметра. У профессиональных моделей он составляет 5 — 6 мм, в противном случае обеспечить необходимую производительность килограмм пластика в час не удастся. Компактные модели для меньшей толщины изделий и пруток используют 3 мм.










Тип подаваемого материала
Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Материал может быть в двух вариантах исполнения — пластиковый присадочный пруток либо гранулят.
Первый вариант оказался удобнее и получил значительно большее распространение, чем второй по нескольким причинам:
- Пруток, смотанный в бухты, удобнее транспортировать. В случае повреждения транспортировочной упаковки материал не получает критических повреждений. А вот гранулят при разрыве мешка высыпался, и никто его уже не собирал.
- Пруток, заведённый в приёмную камеру, может подаваться до тех пор, пока не размотается бухта. Нужно лишь слегка высвобождать несколько витков для последующей работы. Гранулят засыпается в специальный бункер. Для того, чтобы заполнить, его нужно снять. Бункер открытого типа неудобен в работе, материал из него может высыпаться. Но даже в этом случае для снаряжения экструдера нужно либо оторваться от работы, либо иметь в штате помощника-ассистента.
Органы управления
Простые модели экструдеров оснащены всего лишь парой механических переключателей — рукояток с делениями. С помощью них можно отрегулировать температуру подаваемой пластиковой массы и скорость её подачи. Продвинутый профессиональный инструмент комплектуется электронными системами. Здесь за регулировку отвечает электронный блок, а информация выводится на жидкокристаллический дисплей. Как вишенка на торте — оснащённость датчиками окружающей температуры для минимизации перепада на выходе пластиковой массы.
Производительность
Поскольку далеко не все операторы могут напрямую безошибочно связать мощность и объём работы, который позволяет выполнить инструмент, вводится понятие производительности в единицу времени. Эта характеристика показывает, сколько расплавленной пластиковой массы может произвести аппарат в час. Соответственно, чем больше показатель, тем более пригоден прибор для профессионального использования при больших объёмах работы. Измеряется в килограммах в час, может варьироваться в пределах от 0,5 до 3 кг/ч.
Вам приходилось работать ручным сварочным экструдером?
Было дело!Не довелось
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности
Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм
Самодельное устройство
Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления .
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Конструкция и принцип работы
Ручной сварочный экструдер представляет собой термомеханической устройство, последовательно осуществляющее два процесса – нагрев легкоплавящегося пластика до вязкого состояния, и последующего выдавливания массы на поверхность в зоне стыка. Там ПНД, ПВХ и прочие легкоплавкие пластические массы застывают, образуя прочный сварочный шов.






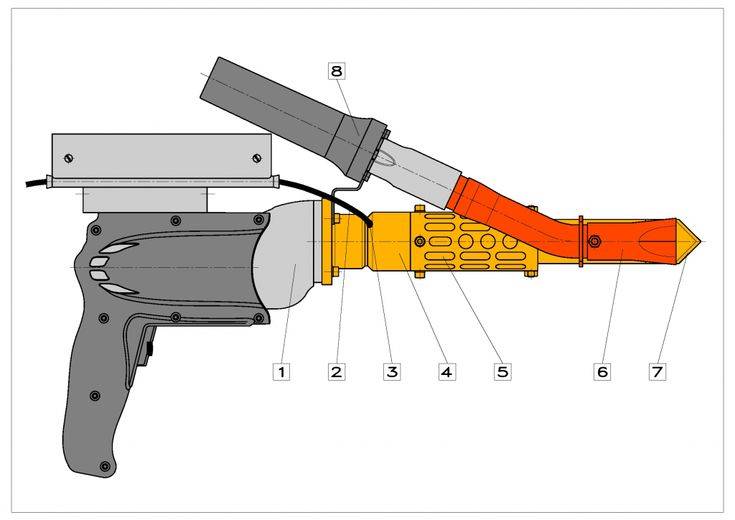


Для компактности и удобства использования рассматриваемая техника обычно оформляется в виде пистолета с ручкой (в которой монтируется приводной электродвигатель) и верхней насадкой для нагрева рабочей смеси. Состоит сварочный экструдер из следующих узлов:
- Электромотора.
- Питателя.
- Экструзионной камеры.
- Дробильного шнекового устройства.
- Камеры для расплавления пластика.
- Термонагревателя.
- Сварочного сопла.
- Системы управления.
Для функционирования устройство предварительно заправляется присадочным прутком из того материала, которым будет выполняться сварка. Процесс происходит следующим образом. На верхней панели экструдера размещается приёмная втулка с отверстием, куда пропускается присадочный пруток. Заправка должна быть такой, чтобы свободный конец прутка попал в зону его захвата шнеком. При включении электродвигателя происходят два процесса: нагрев присадочного прутка концентрированной струёй горячего воздуха, и – спустя некоторое время, которое определяет датчик прибора – подача прутка в зону его измельчения.
Там вращающийся шнек выполняет дробление пластика прутка, превращая его в гранулированную массу. Последняя при нагреве плавится, и, перемещаясь далее, попадает в зону плавления. В этой зоне гранулят уже механически и гомогенно однороден. Под воздействием давления от шнека, он проходит в сварочную зону, поступает в сварочное сопло и в процессе прижима к поверхности свариваемых изделий выдавливается наружу однородной полосой, ширина которой зависит от конфигурации сопла. Поскольку внешняя температура намного меньше той, что создаётся термонагревателем, то материал присадочного прутка мгновенно застывает, образуя сварочный шов.
В менее компактных, но более производительных моделях экструдеров, нагрев присадочного прутка выполняется при помощи внешнего термонагревателя, а воздух туда подаётся от небольшого компрессора. Конструктивные различия могут иметься и в способе нагрева присадочного материала: иногда нагрев производится кольцевыми нагревательными элементами, коаксиально размещёнными в корпусе термонагревателя.
Система управления ручным сварочным экструдером выполняет следующие функции:
- Предварительную установку температуры нагрева, которая определяется температурой плавления пластика (как известно, ПНД плавится при 120…130ºС, ПВХ – при 150…220ºС, а полипропилен – при 170…190ºС).
- Включение термонагревателя;
- Запуск привода шнекового измельчителя;
- Блокировку «холодного старта», когда шнек может перемещать ещё неоднородный присадочный материал;
- Отключение термонагревателя при ещё вращающемся шнеке, что исключает прилипание остатков гранулята в сварочной камере.
Экструдер для сварки своими руками
Подобная идея возникла более чем 60 лет назад, поэтому до сегодняшнего дня она подверглась множествам различных изменений и стала практически идеальной. Появилось огромное количество механизмов, которые отличаются техникой воздействия, но практически однообразных в плане получаемых конструкций.
Как нагревается основа предполагаемой детали? Все достаточно просто: в результате механических процедур вырабатывается тепловая энергия, способствующая дополнительному нагреванию пластика. Не исключены тепловые воздействия извне. В данном случае процесс зависит в большей степени от первоначальной структуры экструдера.
Ручной сварочный экструдер: принцип работы
Экструдер не является сложным инструментом в управлении, существует три варианта исполнения:
- холодная формовка;
- горячая экструзия;
- обработка тепловая.
Горячая формовка сегодня является самой востребованной технологией. Процедура осуществляется с высокой скоростью и под максимальным давлением. Для ее реализации используется шнековый экструдер, основным элементом конструкции которого является шнек особенной формы. Процедура формовки в данном случае выполняется на выходе. Сырьевой материал вместе с используемыми добавочными элементами помещается в специальную камеру.
Заводские аппараты имеют возможность обустройства специальными устройствами, от которых зависит смешивание, перемещение сырьевых компонентов.
Производство
Как сделать своими руками ручной сварочный экструдер для соединения изделий из полипропилена? Процедура сборки подобного инструмента не представляет особых трудностей, как может показаться на первый взгляд. Собрать его под силу любому желающему.
Изготовление экструдера — это достаточно увлекательный процесс, напрямую зависящий от предназначения, формы аппарата.
Чем может отличаться самодельный экструдер от заводского:
- сборкой элементов конструкции;
- числом рабочих камер;
- присутствием дополнительных систем.
Бизнес-план компании по услугам сварки полимерных ёмкостей – Сварка полипропилена
Приведённый ниже расчет показывает, что сварка полипропиленовых изделий — Высокодоходный и прибыльный бизнес с малыми вложениями.
- Расходная часть.
- Единовременные расходы 263 500р.
- Ежемесячные расходы 240 000р.
Зарплаты (постоянная часть) 40 000р. Бухгалтер на аутсорсинге — 10 т.р.; Менеджер — 10т.р.+%; Рабочая бригада (2 чел) — 2х10т.р.+%
Зарплаты (переменная часть) 144 000р. 13%(5% — менеджер; 8% — рабочие) Аренда помещений 33 000р. Офис — 15м2 (1000р/м2); Склад-цех -30м2(600р/м2); 15 000р. Транспортные расходы 8 000р. Налоги 14 400р. 6% УСН
- Доходная часть 420 000р.
Средний чек по услугам сварки 200 000р. Бассейн до 1 500 000; Купель — до 80 000; Септик — до 80 000; прочие ёмкости до 150 000;
Маржа по услугам сварки 40% Среднемесячное количество заказов 8 Один-два заказа в неделю. При увеличении рекламного бюджета — больше заказов. Оказание услуг по сварке ёмкостей 400 000р. Продажа оборудования 20 000р. Доп.доход по продаже оборудования (5% от основного дохода)
Цифры указанные в таблицах актуальны на июль 2015 для московской области.
При рассмотрении бизнес-плана необходимо понимать, что до выхода на объем 8 и более заказов в месяц необходимо работать 3-6 месяцев над продвижением услуги в вашем регионе.
Виды ручного сварочного экструдера
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Конструкция
Любой сварочный экструдер, независимо от модели и назначения, состоит из двух узлов:
- Температурный. Отвечает за нагрев пластика до рабочей температуры. Большинство моделей оснащены реле, ограничивающим степень воздействия.
- Рабочий. Подающий механизм отвечает за подачу присадочного материала на соединяемую заготовку через шнековый аппарат.
В качестве расходного материала используют специальные прутки или гранулы.
Отдельные аппараты оснащены измельчительным механизмом, для подготовки присадочного состава к эксплуатации. Речь идет о профессиональных экструдерах для сварки полипропилена. Они адаптированы под пластик любого типа, независимо от размеров и крепости. Бюджетные модели способны функционировать только на гранулах.










Типовая модель состоит из следующих элементов:
- электрический двигатель;
- загрузочный узел;
- шнековый механизм;
- зона расплава;
- нагревательный элемент;
- насадки для нанесения состава на поверхность;
- Блок управления с тепловым реле.

Конструкция
Любой сварочный экструдер — это сдвоенное устройство. Один из его узлов — мощный нагреватель с реле температуры, который предназначен для расплавления пластика. Другой является собственно выдавливающим устройством, снабженным шнековым механизмом, который подает расплав через сопло-насадку.
В зависимости от типа питания (пруток или гранулы) в составе экструдера может присутствовать измельчитель (дробилка). Твердый материал нагревается до нужного состояния дольше, и для его подачи нужна конструкция более сложного типа, чем традиционный недорогой и простой в эксплуатации шнек. Таким образом, менее сложные и менее дорогие экструдеры в большинстве своем сконструированы под питание гранулами.
В общем случае конструкция типового экструдера содержит, кроме вышеназванных, следующие узлы и элементы:
- асинхронный электродвигатель;
- «обойму» для питания;
- экструзионную камеру;
- камеру для расплавления;
- ТЭН;
- насадку-сопло (у хороших моделей — комплект из нескольких насадок);
- прямую и боковую рукоятки;
- блок управления с термостатом.
В зависимости от типа питания сварочного экструдера подаваемая присадка либо сразу попадает в камеру расплавления (сыпучие гранулы), либо поступает в экструзионную камеру, где подвергается предварительному нагреву, измельчению, и только после расплаву. Расплавленная масса через сопло подается на сварочный шов, где застывает за считаные секунды.
Производство
Ручной экструдер для полипропилена своими руками – это один из простых способов приобретения подобного агрегата. Следует отметить, что процесс сборки не так сложен, как может показаться, и вполне по силам любому.
Производство экструдеров довольно интересный процесс, напрямую зависящий от конфигурации и назначения агрегата. Производственные различия:
- количество рабочих камер;
- наличие дополнительных систем;
- конструктивное исполнение элементов.
Единственное что неизменно – цилиндрическая форма. На сегодняшний день она полагается наиболее технологичной, а потому остается собой.
Производители экструдеров для сварочных работ
Чаще всего потребители приобретают для проведения сварочных работ ручные экструдеры от следующих производителей:
- Munsch (Германия). Из особенностей агрегатов этого производителя следует отметить удобное крепление рабочих узлов, что делает их ремонтопригодными, возможность использования присадочного материала любых размеров, наличие функции раздельного нагрева, возможность проведения сварочных работ экструдером на улице в холодное время года, полный комплект сменных насадок, продуманная система управления и контроля. Главным достоинством является высокий уровень исполнения и сборки.
- Leister (Швейцария). Ассортимент этого производителя включает множеством разновидностей экструдеров для сварочных работ различных типоразмеров, начиная небольшими с производительностью до 0,8- 1,2 кг/ч и заканчивая профессиональными, которые способны перерабатывать до 6 кг за час работы. В конструкции экструдеров Leister предусмотрена современная система управления и мониторинга рабочего процесса, сам аппарат отличается эргономичностью в эксплуатации. Качество не вызывает нареканий.
- Dohle (Германия). Основным направлением деятельности компании является производство строительных фенов. Но в последнее время она решила сменить акцент в сторону ручных сварочных экструдеров. Главной отличительной особенностью выпускаемых под маркой Dohle аппаратов для сварки является использование электродвигателей от сторонних производителей. Компания может предложить самый компактный сварочный экструдер производительностью 0,5 кг/ч, поставляемый со шлангом и мини-компрессором.
- Stargun (Италия). Несмотря на то, что линейный ряд экструдеров представлен довольно небольшим количеством моделей, все они оснащаются довольно мощными электромоторами и ориентированы преимущественно на профессионалов. Из особенностей экструдеров следует отметить возможность локальной подсветки области сварки.
- Экструдеры от российской компании РСЭ. Поставляются с устройством подачи присадочного материала, по функционалу не отличаются от агрегатов, предлагаемых вышеперечисленными производителями.
Стоимость сварочного экструдера может быть различной и определяться функциональностью и производительностью конкретной модели. Если рассматривать агрегаты от российских производителей, то в среднем их можно приобрести за 30—55 т. р. Зарубежные производители готовы продать сварочный экструдер собственного производства не менее, чем за 50 тыс. руб.
Пластиковые трубы, которые за последнее время приобрели большую популярность, сегодня широко используются на самых разных объектах. Нередко сами владельцы решаются поменять систему водопровода на новую, выполненную из этого технологичного материала. Но для соединения элементов труб необходимо специализированное оборудование.
Довольно часто специалисты для выполнения подобного рода работ используют сварочный экструдер, который поддерживает работу с изделиями не только из ПВХ, но и других видов пластика. Однако работа с этим устройством требует знания особенностей не только сварочного аппарата, но также и материалов, которые планируется соединять. Не всем известно о том, что разница температур плавления у разных материалов может негативно повлиять на надежность создаваемого соединения. Поэтому экструдер не всегда может рассматриваться как самый подходящий тип инструмента для выполнения сварочных работ.
Также существует и ряд других важных параметров, которые должны учитываться при выборе экструдера для сварки пластиковых изделий. Подобной информацией большинство рядовых пользователей, как правило, не владеет, поэтому вполне понятно, почему сварочный экструдер считается рабочим инструментом профессионалов.
Если и возникнет желание самостоятельно выполнить сварку труб из ПВХ, то желательно это делать под руководством опытного специалиста и с точным соблюдением его указаний по проведению рабочего процесса. Иначе все может закончиться весьма плачевно для владельца вплоть до возникновения аварийных ситуаций в самый неожиданный момент.










Ручной сварочный экструдер: схема работы
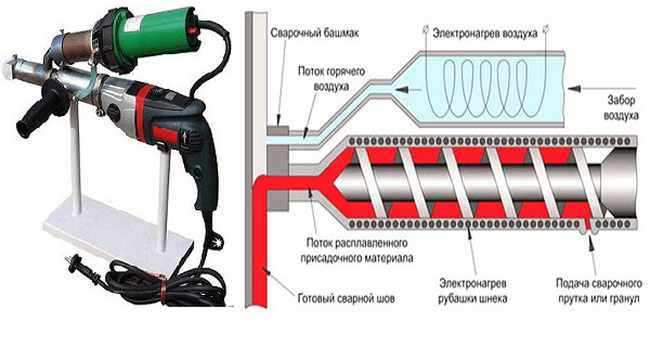
При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.

Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.
Альтернативный агрегат
Ручной экструдер для полиэтилена так же относится к общей когорте экструдеров, хоть и имеет несколько иное назначение. Для чего применяется такой агрегат? Для соединения различных полимерных изделий. Особенно хорош в этой области сварочный экструдер, применимый к различным материалам. Этот агрегат существенно облегчает работу с мелкими и очень мелкими пластиковыми изделиями.

В практике производственной деятельности небольших предприятий, занимающихся упаковкой различной продукции, а также при прокладке пластиковых труб необходим инструмент, при помощи которого можно было бы надёжно соединять между собой материалы, имеющие низкую температуру плавления. Класс таких материалов велик – это полиэтилен низкого давления (ПНД), полихлорвинил (ПВХ), полипропилен и т. д. Со всеми этими работами справляется ручной сварочный экструдер.
Технологические отличия
Необходимо еще осветить несколько достаточно важных моментов, в частности это касается процедуры прохождения сухой экструзии, которая напрямую зависит от тепловой энергии, выделяемой самим аппаратом, образующейся в процессе работы. Также остается возможность привлечения к процессу пара, для которого есть в наличии индивидуальная камера. Пар необходим для увеличения износоустойчивости оборудования.
Технология отличается высокой скоростью выполнения работ, процедура осуществляется всего лишь на протяжении 30 секунд. Аппарат для сварки пластика за такой короткий промежуток времени успевает выполнить с сырьем следующие операции:
- измельчение;
- обезвоживание;
- смешение;
- обеззараживание;
- стабилизация;
- увеличение объема.
Для самостоятельного изготовления ручного экструдера в домашних условиях нужно приобрести определенный перечень деталей:
- шнек необходимой формы;
- электродвигатель;
- корпус для устройства;
- емкость подачи;
- емкость выходная;
- камера вакуумная.
Чтобы сделать в бытовых условиях инструмент для сварки пластиковых изделий своими руками, достаточно понять процедуру создания экструдера, его рабочий принцип.
Конструкция и действие
Самой идее уже больше шестидесяти лет, не удивительно, что за прошедшее время она претерпела некоторые изменения и стала почти идеальной. С течением времени появилось большое количество машин обладающих разным способом воздействия и почти одинаковыми в области получаемых изделий.

Что нагревает основу будущего изделия? Здесь все довольно просто, энергия от механических процессов становится теплом, что равно помогает нагреву пластика. Так же возможно внешнее тепловое воздействие. Здесь по большей части идет зависимость от изначальной конструкции экструдера.
Изменчивые элементы обработки пластика при помощи экструзии:
- состав;
- природа;
- влажность;
- интенсивность;
- продолжительность;
- давление и температура.
Правила эксплуатации и выбор модели ручного сварочного экструдера
Перед использованием требуется выполнить ряд условий, обычных для пластика: очистить поверхность соединяемых изделий от внешних загрязнений и не допускать работу с влажным материалом.
Успех работы зависит также от разницы в значениях температур плавления соединяемых материалов, если они обладают различным химическим составом. Например, ПНД с полипропиленом можно сваривать рассматриваемым способом, поскольку диапазоны температур их плавления полностью, либо частично перекрываются. Наоборот, сварка ПНД с ПВХ, и, тем более – с полипропиленом, проблематична или вовсе невозможна. В таких случаях сварочный экструдер можно применять лишь для соединения изделий, изготовленных из одинаковых материалов.










Компактность ручного сварочного экструдера позволяет его эффективное использование даже без прекращения работы соединяемых устройств. В частности, при сварке полипропиленовых труб необязательно отключать подачу воды по ним.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать
Если присадка холоднее листа, образуются морщины в месте шва.
Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.





