Техника безопасности при ручной дуговой сварке
Сварочные работы, несмотря на простоту, относятся к работам, которые требуют внимания и сосредоточенности от сварщика и его помощника:
- необходимо защитить лицо и глаза от поражения светом и металлической окалиной, которая образуется при сгорании и искрении электрода;
- во избежание поражения электрическим током необходимо производить работу в защитных перчатках из резины. Так же необходимо следить, чтобы перчатки не были сырыми и не имели дыр, так как в этом случае возникнет “пробой”. Такое случается в тот самый момент, когда сварщик “заряжает” электрод в держатель и возникает контр замыкания “сварщик-держак-баласник”, данном случае весь ток пойдет через руку сварщика;
- сварочный кабель не прокладывается по лужам и талому снегу, это может привести к поражению током и поломке сварочного аппарата;
- сварочная ванна представляет собой расплавленный металл, который может обжечь сварщика при несоблюдении элементарных норм техники безопасности.
Работы по перемещению сварных поверхностей необходимо производить в крагах.
Используемое оборудование
Генератор
Генератор для сварки способом ММА – синхронная электромашина, оснащенная ДВС, дизельным либо бензиновым. Конструкция таких агрегатов схожа с устройством приборов, использующихся в качестве резервного источников тока.
Различия имеются лишь в величине выходного напряжения и наличии выпрямителя для сварки с помощью постоянного тока.
Как правило, генераторы создаются универсального назначения для использования практически в любых отраслях промышленности. Если заменить выходное напряжение и убрать выпрямитель, получится обыкновенный генератор для аварийного электроснабжения.
Трансформатор
Такой источник питания представляет собой понижающий преобразователь с напряжением на вторичной обмотке 50-80 В. Изготавливаются одно- и двухфазными.
Однофазные применяются в основном для сваривания переменным током, выпрямителем не оснащаются. Трехфазные оборудуются диодными мостами и используются для соединения постоянным током.
Трехфазные трансформаторы, благодаря улучшенным характеристикам и высокому качеству шва, более распространены и востребованы как на строительных площадках, так и в небольших домашних мастерских.
Инвертор
Появление такого прибора послужило толчком к революции в сфере сварочных технологий.
Принцип действия инвертора заключается в выпрямлении входящего напряжения, подаче тока к высокочастотному инвертирующему генератору, созданному на транзисторах IGBT.
Затем переменный ток высокой частоты преобразуется до требуемых параметров и выпрямляется. На выходе из аппарата создается постоянный высокочастотный пульсирующий ток. Такое свойство позволяет применение электродов различных типов.
Расшифровка аббревиатур
ММА (РДС)
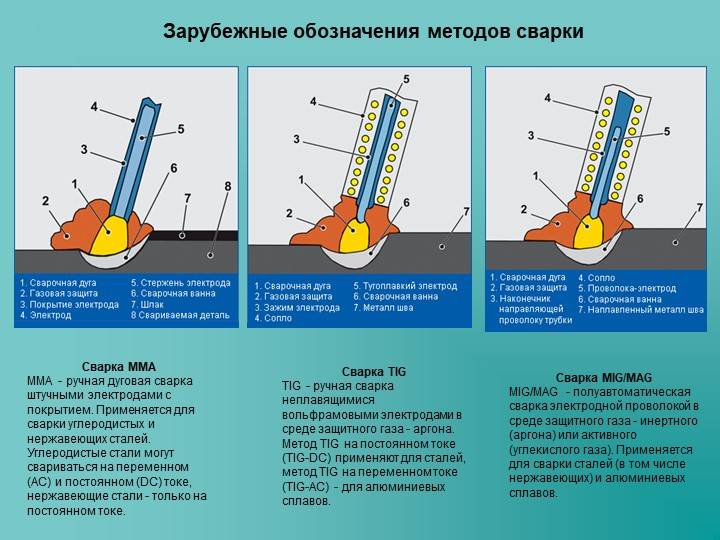
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
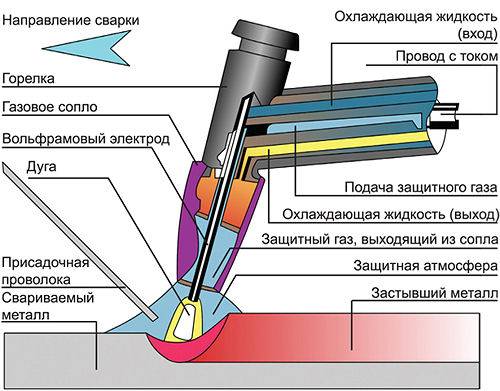
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.







В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов
Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика
Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах
Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Оборудование для ручной дуговой сварки
Самый элементарный сварочный баласник состоит из следующих элементов:
- баласный реостат с возможностью изменять величину тока, это необходимо для того, чтобы выставлять значений в зависимости от свариваемых поверхностей, глубины сварочной ванны или других технологических задач (резка, стягивание, наплавка);
- “держак”, который состоит из катода и анода, “нулевого” электрода, который соединяется с баласным реостатом с помощью сварочного кабеля в различном исполнении (1-,2-,3 жилы) и различного сечения;
- кабель для заземления на баласник, иначе при взаимодействии электрода и сварной поверхности не возникнет замкнутый контур, а значит не возникнет и дуги.
Варим трубы
Одно из технологических преимуществ РДС перед другими методами – это сварка труб ручной дуговой сваркой.
К данному виду работ всегда имеются особые требования. И прежде всего это идеальная герметичность швов и устойчивость к значительному и длительному давлению. Именно поэтому швы на трубе варят в нижнем положении, где это только возможно.
Трубы варят стыковыми швами, других вариантов практически нет. Предварительная подготовка – формирование прихваток, без них сделать что-либо будет трудно. Если труба большая, и ее диаметр превышает 30 см, участки сварки будут в длину будут составлять не больше 20-ти см.







Что означает маркировка
Рассматривая все о дуговой ручной сварке, стоит особое внимание уделить электродам, именно эти компоненты помогают сформировать прочный и качественный сварной шов
Важно учесть, что маркировка стержней определяет важные функции и качества:
- для каких металлов предназначены стержни;
- положения их удерживания при сварочном процессе – вертикальное, горизонтальное, под углом;
- толщину и состав покрытия.
Вид маркирования сочетает буквы и цифры. Сразу после названия и марки идет буква, которая определяет назначение стержней:
- У – для низколегированной и среднеуглеродистой стали;
- Т – для легированной с высокой теплоустойчивостью;
- Н – для наплавления;
- А – для металлических основ пластичного типа.
Затем идет буква, которая указывает на показатель толщины покрытия: М – тонкое покрытие, С – средняя толщина, Д – толстое, Г – сильно толстое. После идет буквенное обозначение типа стержня. Если это Е, то он является плавящимся.
После букв идут цифры. Они указывают на степень возможного предела прочности на растяжение, показатели относительного удлинения, температурный режим сохранения ударной вязкости. Они важны только для профессионалов, работающие на ответственных и важных предприятиях.
После цифр следуют буквы, которые указывают на тип материала обмазки стержня:
- А – кислотное соединение.
- Б – из щелочей.
- Ц – из целлюлозы.
- Р – рутиловое.
- П – другие разновидности.
Далее идут последние цифры в маркировке электродов, и они означают важные параметры стержней – положение в пространстве, в котором можно производить способ сварки РДС, и характеристики тока для сварочного процесса.
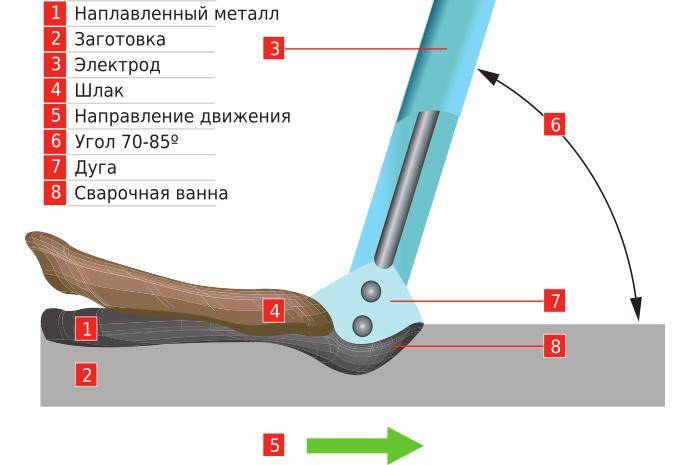
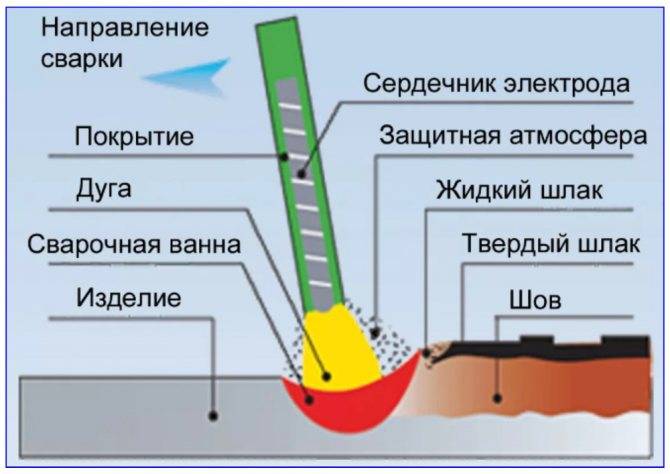
Как работает электрическая сварка
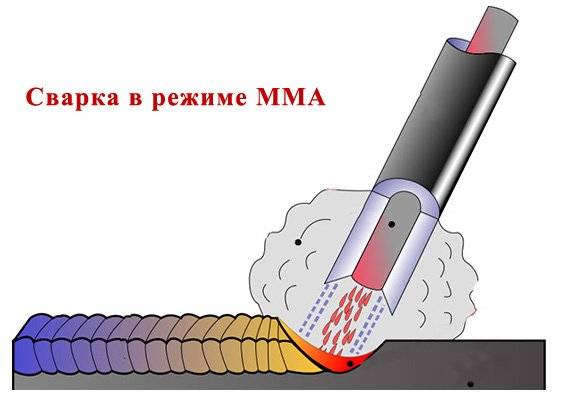
Для получения необходимого тепла, которое позволяет осуществить расплавление основного металла и электродного стержня, принято использовать метод образования электрической дуги. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Для поддержания эффекта электрической дуги электрод и свариваемый элемент постоянно поддаются воздействию электрической энергии от специального прибора. Под воздействием температуры электрической дуги края свариваемой заготовки (вместе с металлом электрода) начинают плавиться. Температурные показатели внутри дуги достигают 4000 градусов Цельсия. В подобной ёмкости происходит соединение металлической заготовки с электродом. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
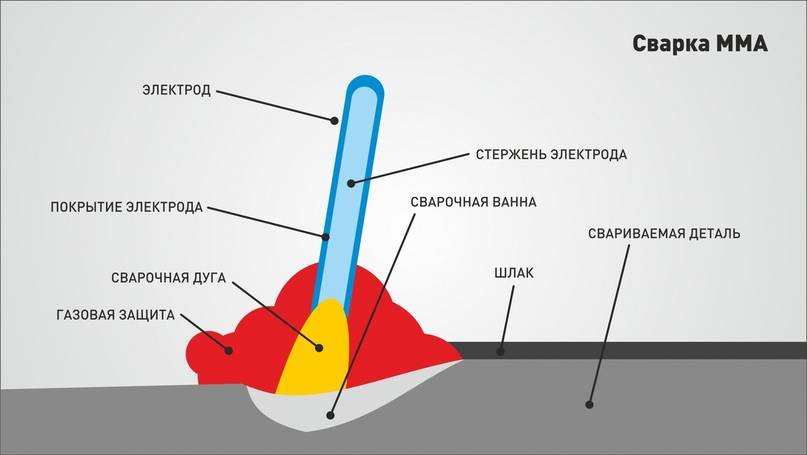
Суть сварки ММА
Для того, чтобы произошла сварка ММА, нужно совсем немного: чтобы плавился подходящий металлический электрод. Возможность применения электрода определяется видом его обмазки, диаметром, составом металлического сплава стержня – все эти параметры уложены в довольно обширную классификацию сварочных электродов.
Технология сварки MMA.
Варить способом ММА можно и на постоянном, и на переменном токе. Если ток постоянный, подключать зажим и держатель можно двумя способами, то есть работать можно как на прямой, так и на обратной полярности. Если ток переменный, вариант подключения электрода не играет никакой роли.
В настоящее время существует огромное количество сварочных аппаратов в виде инверторов, среди которых можно найти самую подходящую версия для себя с учетом опыта, вида планируемых работ и так далее.
Виды электродуговой сварки
По уровню автоматизации электродуговая сварка подразделяется на четыре вида:
- ручная;
- механизированная – применяются средства автоматизации, но участие сварщика обязательно;
- полуавтоматическая – процесс автоматизирован, но детали двигает рабочий;
- автоматическая – работа автоматизирована, оператор контролирует ход процесса.
Классификация и способы
Электродуговая сварка классифицируется по методу защиты сварочной ванны:
- не защищена – процесс происходит при свободном доступе воздуха;
- в вакууме – воздух откачивается;
- шов делается в защитном газе – инертном или активном;
- процесс под флюсом – жидкий металл защищается от воздуха расплавленным шлаком, образующимся при плавлении флюса;
- комбинированные способы защиты.
По виду тока подразделяется на сварку:
- переменным – от трансформатора;
- постоянным – от сети с помощью выпрямителя или генератора;
- импульсно-дуговым – электричество подаётся импульсами, это позволяет контролировать дугу при условии регулирования тока.
Разновидности
Типы процессов различают по типу дуги:
- прямого действия – возникает между электродом и свариваемой деталью;
- косвенного действия – дуга горит между анодом и катодом, а металл не входит в электрическую цепь;
- дуга горит между плавящимися электродами и соединяемыми кромками, электропитание переменным трёхфазным током;
- сжатая дуга – радиус горения ограничивают подающиеся к месту сваривания струи газа.
Электроды бывают плавящимися (стальными, чугунными, алюминиевыми, медными) и неплавящимися. Первые выполняют и функцию присадочного материала. Для ручной дуговой – электроды в виде стержней круглого сечения различного диаметра. Состав материала обмазки выбирается в зависимости от металла свариваемых частей и особенностей техпроцесса.








Особенности MIG-сварки
Тем, кто не знает, что такое MIG-сварка, можно изучить следующую информацию. Процесс построен на использовании свойств инертного газа, который за счет большей, чем у кислорода, тяжести обволакивает образовавшуюся сварочную ванну и не дает расплавившемуся металлу окислиться.
Оборудование и расходники
Комплект оснастки для электродуговой сварки включает полуавтомат, трансформатор, газовый баллон с редуктором. К ним понадобятся газовая горелка, оснащенная приспособлением для подачи проволоки, шланги для газа и кабели для подачи энергии.
Инвертор упрощает работы по соединению элементов, выполненных из нержавеющей стали, алюминия, тугоплавких материалов со сложным составом. Аппараты компактны, легковесны, могут быть подключены к любой из электросетей.
Для работы применяется инертный газ, который поставляется в баллонах, имеющих специальную маркировку. Подача регулируется с помощью редуктора.

Преимущества и недостатки
У этого прогрессивного способа соединения элементов достоинства таковы:
- Несложная технология, освоить которую не трудно даже начинающим.
- Возможность получить качественный шов.
- Не понадобится тратить время на замену электродов, обеспечивается высокая производительность.
- Не требуется проведения дополнительной обработки шва.
- Если необходимо длинное соединение, его легко сделать без остановок и повторного зажигания дуги.
Из недостатков можно упомянуть немалый вес аппарата, который осложняет его перемещение. Но опытные мастера справляются без особых сложностей.
Удобство выполнения процесса позволяет применять этот вариант сварки для работы на автоматических линиях сборки механизмов высокой точности, в производстве автомашин.

Технология сварки
Процесс сварки типа МИГ проходит с помощью электродуги в среде защитного газа, которая образуется между электродом и обрабатываемой поверхностью. При нажатии на курок горелки металл нагревается и плавится.
Заранее устанавливают напряжение, скорость подачи проволоки, количество газа. Проволока поступает к поверхности автоматически, сварщик только выполняет манипуляции с горелкой.
Перед началом сварочных работ необходимо выполнить зачистку металлических элементов, предназначенных для соединения. Конец проволоки не должен быть слишком длинным, иначе защитному газу не удастся действовать нормально.

Ручная дуговая сварка
Параметры ручной электродуговой сварки указаны в межгосударственном стандарте ГОСТ 5264-80, действующим взамен принятого в СССР в 1981 году ГОСТ 5264-69. В нём учтены:
- тип соединения;
- форма подготовленных кромок;
- характер сварного шва;
- поперечное сечение шва и кромок;
- толщина свариваемых деталей.
Принцип действия
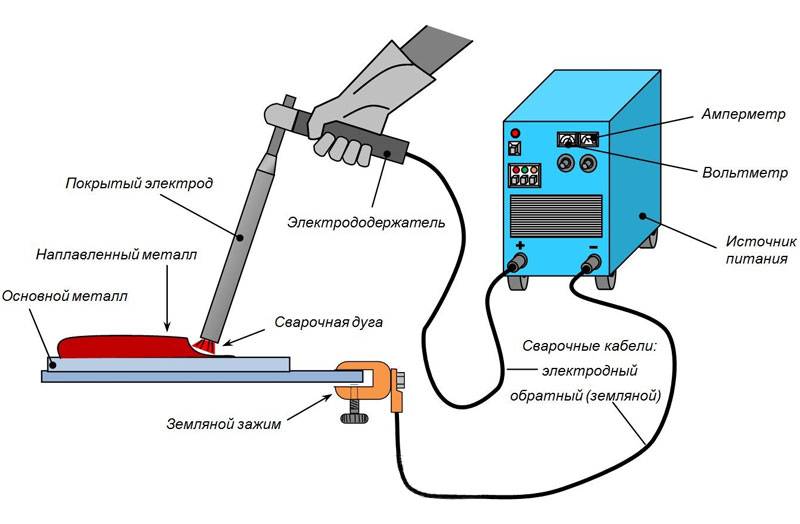
Источником нагрева соединения является сварочная дуга – концентрированная лучистая энергия в промежутке между электродом и изделием. Питание происходит от трансформатора при переменном токе или преобразователя – при постоянном. От источника питание подаётся проводами на электрод, зажатый в держателе, и на изделие. При контакте между ними возникает дуга. Шов образуется от расплавления электрода и соединяемой кромки.
Создание дуги
Дуга возникает от нагревания торца электрода, являющийся в электрической цепи катодом. Он соприкасается с изделием, цепь замыкается. При прохождении тока через контакт с большим сопротивлением выделяется большое количество тепловой энергии. При отрыве электрода на расстояние 1-2 миллиметра зажигается дуга, и начинается термоэлектронная эмиссия. Зажигание и горение возможны при наличии трёх компонентов:
- Электрический источник питания, у которого напряжение холостого хода выше напряжения дуги.
- Ионизация в столбе дуги.
- Реактивное сопротивление в сварочной цепи – это повышает стабильность горения.
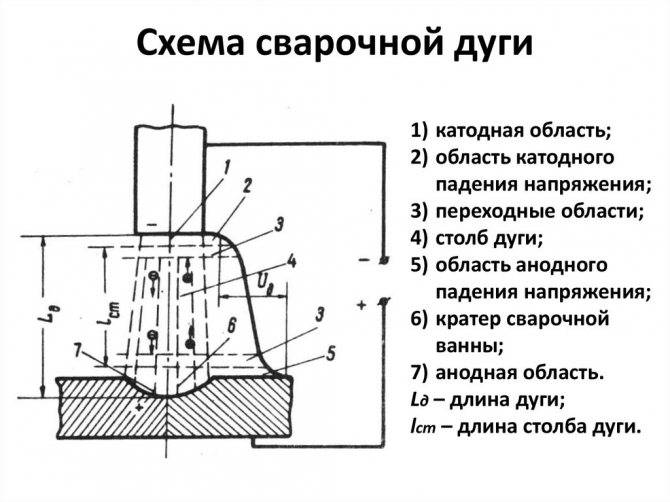
Схема сварочной дуги
Области сварочной дуги
Сварочная дуга включает в себя три основные зоны:
- Катодная – находится между столбом дуги и поверхностью катода.
- Столб дуги – между катодной и анодной зонами.
- Анодная – состоит из анодного пятна и приэлектродной части. Ток в ней образуется потоком электронов из столба.
Под влиянием высокой напряжённости возле катода с его пятна вырываются свободные электроны, которые летят к аноду. За счёт бомбардировки электронов происходит интенсивное нагревание катода.
Источники питания
Трансформатор – источник питания электрической дуги. Напряжение подаваемого из сети тока изменяется регулировкой расстояния между первичной и вторичной обмоткой: приближение уменьшает индуктивное сопротивление и увеличивает ток. Удаление уменьшает его. Обмотка, подключенная к сети – первичная, к держателю и свариваемому изделию – вторичная.
Примерная стоимость трансформаторов. Яндекс.Маркет










Используемые электроды
При сварке постоянным и переменным током электроды применяют разные, маркировка первых имеет в маркировке буквенную аббревиатуру УОНИ, вторых – МР. И те, и другие покрываются специальной обмазкой для сварки сталей:
- углеродистых и низкоуглеродистых конструкционных;
- легированных конструкционных;
- легированных теплоустойчивых;
- высоколегированных с особыми свойствами;
- для наплавки поверхностных слоёв с особыми свойствами.
По толщине обмазки в прямой зависимости от соотношения диаметра электрода к диаметру стального сердечника:
- с тонким покрытием, соотношение меньше 1,20;
- со средним, D/d между 1,20 и 1,45;
- с толстым, D/d между 1,45 и 1,80;
- с особо толстым, D/d больше 1,80.
По составу покрытия маркируются:
- кислое – А;
- целлюлозное – Ц;
- рутиловое – Р;
- основное – Б;
- прочие – П.
Ещё одна маркировка – по положению электрода по отношению к поверхности детали:
- для всех – 1;
- для всех, кроме вертикального – 2;
- для нижнего, горизонтального к вертикальной плоскости сварки и вертикального снизу вверх – 3;
- для нижнего и нижнего в лодочку (свариваемые поверхности под прямым углом) – 4.
Примерная стоимость электродов. Яндекс.Маркет
Какое оборудование используется
Для начала стоит отметить, ММА сварка имеет расшифровку на английском языке Manual Metal Arc, что на русском обозначает ручная дуговая сварка. Это значит, что во время этого процесса используется источник тока, который и осуществляет процесс сваривания металлических заготовок.
В качестве источника тока часто применяются автономные генераторы, понижающие трансформаторы, инверторные преобразователи типа ММА.
Но все же стоит рассмотреть основное оборудование, которое применяется при ММА технологии:
- Сварочный генератор. Это синхронная электрическая машина, в основе которой имеется двигатель внутреннего сгорания. Он работает на основе бензинового или дизельного топлива. У данного оборудования присутствует выпрямительный блок, который обеспечивает сварку постоянным током.
- Сварочный трансформатор. Это постоянный источник тока. Оборудование имеет вторичное напряжение холостого хода от 50 до 80 Вольт. В зависимости от конструкции может быть трехфазным с напряжением 220/380 Вольт, однофазным — на 220 или 380 Вольт.
- Сварочный инвертор. Это уникальный прибор, который делает процесс сваривания простым, а также повышает его производительность. Принцип его работы такой 0 входное напряжение (часто однофазное на 220 Вольт) выпрямляется, после оно переходит на инвертирующий генератор с высокой частой, которые построен на мощных IGBT — транзисторах.
Многие часто интересуются, что такое TIG и MMA сварка и в чем отличие данных методов. Первый метод производится с использованием защитной газовой среды из аргона и вольфрамового электрода. Но все же ММА считается наиболее простым и доступным методом сваривания, который может работать с конструкциями из любых металлов. Главное нужно предварительно изучить важные особенности и принципы проведения.
Особенности процесса
имеет несколько явных плюсов:

- её можно выполнять даже в закрытых помещениях;
- благодаря большому ассортименту выпускаемых электродов, дуговая сварка подойдёт для множества различных металлов и сплавов. И если сначала вам нужно варить один металл, а потом другой, никаких проблем не возникнет. Перенастроить оборудование и поменять электроды можно достаточно быстро;
- дуговое электрооборудование имеет простую конструкцию, мало весит и легко транспортируется;
К минусам дуговой электросварки металлов следует отнести наличие вредных условий и низкий коэффициент полезного действия.
Проще всего провести дуговую сварку вручную, если металлоизделия располагаются в горизонтальном положении. В таком случае контролировать электрод и расплавленный металл очень удобно – сила тяжести не позволяет расплаву растекаться по сторонам.
Гораздо более сложна вертикальная и потолочная дуговая сварка — подобные работы выполняют только профессионалы.
Самые важные характеристики при выборе аппарата
При подборе инвертора также следует уделить внимание другим важным параметрам и характеристикам:
- Наличие дополнительных опций, делающих работу с аппаратом комфортной и удобной. К ним относится функция «Горячий старт», обеспечивающая скорое образование сварочной дуги; «Антизалипание» — при прилипании электрода к обрабатываемой поверхности, на него автоматически прекращается подача сварочного тока; «Форсаж дуги» — функция, необходимая для формирования располагающихся в вертикальной плоскости сварочных швов.
- Пригодность устройства к ремонту. Сварочники – оборудование со сложным устройством, для техобслуживания и ремонта их требуются специальные знания и запчасти. Потому если в месте проживания отсутствуют сервисные центры конкретных производителей, то лучше остановиться на моделях других марок.
- Гарантия. Большинство производителей дают гарантию на продукцию до 2 лет, у китайских «ноунеймов» и малоизвестных заводов срок возврата и бесплатного ремонта либо отсутствует вообще, либо он ограничен 2-3 месяцами.
- Возможность модернизации для улучшения функциональности. Эта опция важна только в тех случаях, если аппарат предполагается применять не только для черных металлов, но и для цветных, качественное соединение которых возможно только в защитной газовой среде неплавящимся электродом (метод ТИГ). В этом случае следует выбирать приборы с возможностью дополнительного подключения баллонов и приборов для подачи инертного газа.
Сергей Дроздовский, сварщик, стаж работы 22 года: «Сварка ММА, как и любая другая, сперва может показаться слишком сложной и трудоемкой. Не так просто для новичков запомнить последовательность работ, сразу постичь нюансы технологии. Сварка требует терпеливого отношения и постепенного обретения навыков, потому перед выполнением ответственной работы лучше потренироваться на кусках или обрезках металла, посмотреть обучающие видеоуроки».
MMA-сварка
MMA представляет собой вид ручной дуговой сварки, выполнение которой происходит с использованием одного электрода. В процессе работы плавится металл соединяемых элементов, образуется шлаковый слой, который покроет шовное соединение.










Чтобы осмотреть соединение, сварщик удаляет излишек шлака. Электрод – это стержень с обмазкой, состав которой может быть различным. Ее свойства позволяют соединить с помощью ручной дуговой сварки сталь, чугун и т.д. Источником тока может быть инвертор или трансформатор.
Оборудование и комплектующие
Комплект, необходимый для работы, составляют из таких компонентов:
- Генератор электродуги – для него используется инвертор или трансформатор.
- Механизм, подающий проволоку.
- Кабель, оснащенный зажимом.
- Защитный газ в баллоне.
- Баллон оснащается устройством для регулирования потока газа.
Для работы необходимы электроды – проволока из металла, покрытая составами с разными характеристиками. Выбор их зависит от материала поверхности свариваемых элементов.

Достоинства и недостатки
Преимущества метода ММА в сварке – в том, что с его помощью можно соединить детали из любых видов металлических сплавов. Сварку можно выполнять в разных пространственных положениях, поэтому ее часто используют на сложных для доступа участках.
Недостатки метода – в невысокой скорости. Начинающим сварщикам выполнять его сложно. Навык исполнителя влияет на качество полученного шва. Если опыта мало, он будет плохим.
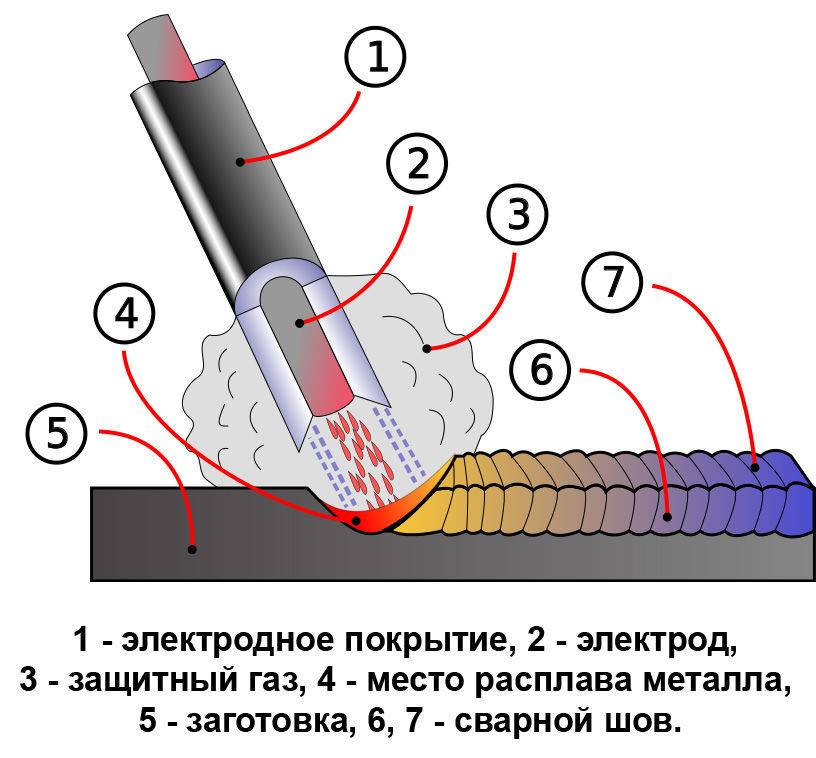
Как варить
Сварка MMA осуществляется так. Источник тока включают в розетку, подсоединяются кабели прямой и обратной полярности. Один из них фиксируют на детали с применением зажима, другой прикрепляют к электроду.
Образуется электроцепь, происходит формирование сварочной дуги, температура которой способна расплавлять металл. При отключении электротока металл остывает и кристаллизируется. В результате реакции происходит образование сварного шва.
Электрод плавится вместе с заготовкой. Капли попадают в сварочную ванну, в результате формируется шов, защищенный от влияния кислорода.