

Режимы работы
Сварочный аппарат с четырьмя режимами (MIG, MAG, TIG, MMA) открывает широкие возможности. Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.

Spot/Stitch
«Точка/стежок» – так можно перевести название режима. В нем аппарат MIG MT 250 варит стежками. Сварочная капля переносится в момент отсутствия короткого замыкания, что уменьшает поступления тепла в свариваемое изделие. Это исключает перегрев и коробление металла.
Режим используется при сварке оцинкованных изделий и нержавейки. Пониженный нагрев электрода и детали позволяет увеличить работоспособность аппарата и срок эксплуатации.
MIG/MAG
В режиме MIG и MAG сварочный аппарат работает полуавтоматически. Присадочная проволока подается равномерно с одновременной подачей защитного газа.
Сварщику остается вести горелку вдоль будущего шва на определенной высоте от свариваемой детали. Это обеспечивает высокую скорость сваривания и получение качественного сварного шва, благодаря защите инертным газом от кислорода воздуха. Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.
TIG
В отличие от большинства полуавтоматических устройств MIG MAG, модель MIG MT 250 может варить металлы в режиме ТИГ на постоянном токе. В приборе предусмотрено быстрое зажигание электросварочной дуги при касании концом электрода свариваемой детали.
ММА
Традиционная ручная электродуговая сварка обеспечивает сваривание черных металлов и их сплавов. Постоянный ток позволяет получать стабильную дугу.
Специальная функция сварочного аппарата ARC-FORCE обеспечивает регулировку мощности дуги, что позволяет получать требуемые ее параметры и качественный сварной шов.
Преимущества и недостатки
МАГ-сварка пользуется высокой популярностью среди многих профессиональных и начинающих сварщиков.
Повышенный спрос связан с наличием у данной технологии целого ряда положительных качеств:
- Процесс проводится в среде защитных газов, которые защищают сварную область от окисления. Газы предотвращают проникновение воздуха в рабочую область, они отлично изолируют сварную ванну от внешнего воздействия;
- Удобная эксплуатация. Сварка в защитных газах с использованием технологии MIG-MAG предоставляет возможность работать в любом положении;
- При проведении данной сварочной технологии можно визуально прослеживать процесс сварки, формировать сварное соединение и при необходимости можно править его;
- Сварка обеспечивает отличный результат. Сварной шов имеет ровную поверхность, в его структуре не наблюдается шлак. Это позволяет сэкономить время на проведении зачистки обработанной поверхности металла;
- Этот метод обладает высокой производительностью.
Важно! Дуговая сварка в защитном газе обладает уникальной особенностью – она позволяет создавать длинный шов без остановок и повторных разжиганий дуги. Именно использование технологии маг позволяет производить сцепление материалов данным способом
Однако у данного вида сварки имеются некоторые отрицательные качества. Для осуществления процесс требуется сварочный аппарат, который обладает громоздкими размерами. Его не получиться, просто так повесить на плечо, дополнительно с собой требуется брать газовый баллон и другие комплектующие компоненты.
Огромный аппарат и другие составляющие элементы не позволят просто переместиться с одного места на другое. Весь рабочий комплект необходимо будет устанавливать на рабочую передвижную тележку.
Преимущества метода по сравнению с другими видами
Популярность данной технологии обусловлена следующими преимуществами:
- Надежная защита. Эксперты отмечают, что использование газа, в качестве средства защиты сварочной ванны, позволяет обеспечить наивысшую степень защиты.
- Универсальность. В первую очередь, полуавтомат миг зарекомендовал себя, как отличный инструмент для соединения элементов кузова автомобиля. Однако, сварка тонкостенного металла не единственная область применения – на предприятиях черной металлургии сварочные полуавтоматы миг с успехом применяют для работы с конструкциями, обладающими значительной толщиной. Рассматриваемое оборудование подходит для соединения практически всех видов металлов и сплавов.
- Комфортные условия работы. Сочетание газа и проволоки дает возможность полностью контролировать процесс образования шва, а простота конструкции предусматривает быструю настройку нужного режима. Отсутствие брызг металла делают условия эксплуатации не только комфортными, а еще и безопасными.
Важно! Брызги отсутствуют только при сварке классической проволокой в среде защитного газа. Эксплуатация порошковой проволоки сопровождается довольно сильными брызгами.
- Качество соединения. Следствие предыдущего пункта. Кроме того, швы отличаются полным отсутствием шлака, что позволяет экономить время на финишной обработке поверхности.
- Высокая скорость работы. Сварочный аппарат mig/mag считается высокопроизводительным устройством. Метод не требует предварительной подготовки сварочных кромок, что также влияет на скорость выполнения соединения.
- Обучение специалиста. Простота технологии позволяет быстро освоить профессию оператора сварочного аппарата миг/маг.
Как производится пайка по данной методике?
Во время пайки газ подаётся из специального сопла, которое прикреплено к сварочному аппарату. Помимо этого, работа по mag методике может быть осуществлена в специальном помещении, обработанном необходимым составом. Последний способ в основном применяется на предприятиях. В первом случае газ подается равномерно во время пайки на поверхность расплавленного металла.
Подача проволоки при mig
пайке производится вручную или в автоматическом режиме. Главное при использовании mag технологии, чтобы проволока двигалась равномерно и без остановок, тогда шов будет прочный и аккуратный. Такая работа должна осуществляться только опытным специалистом, особенно если требуется сварка высокоточных конструкций.










Сваривание металлов плавлением производится различными способами, которые объединяет одно – использование электрической дуги (исключая газовую сварку). Одной из самых популярных является MIG сварка в полуавтоматическом режиме. Она доступна даже начинающему сварщику, а профессионалы могут сваривать практически любой металл, в различной толщине и сложности конфигурации стыкующихся деталей.
По своей технической сути – это сварка плавлением в атмосфере защитного газа, исключающей химические реакции в расплаве(GMAW – Gas metal Arc welding). Сварочный аппарат MIG работает в среде – аргона, гелия или других инертных газов. Свариваются этим методом стали различных марок, алюминий, магний, титан,сплавы никеля. Общее название – сварка в инертном защитном газе MIG (metal inert gas welding).
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Область применения метода
Сегодня не найдется такого производства, где не использовалась бы МИГ или МАГ сварка. Например изготовление автомобилей, локомотивов, кораблей, а также разнообразных металлических конструкций.
Кроме применения в различных отраслях промышленности, данная технология широко распространена и в обычных мастерских, станциях сервисного обслуживания и т.д.
Способы сварки МИГ и МАГ.
Итак, что такое MIG-MAG сварка? Основной принцип Metal Inert/Active Gas метода заключается в проведении работы в инертной/активной среде. Припой в таком случае подается с помощью специального пистолета сварочного аппарата в область соединения.
Сварщиком выбирается необходимое напряжение дуги, которая расплавляет проволоку. Она одновременно является и токопроводящим электродом и присадочным материалом. Благодаря работе в инертной среде аргона или гелия зона сварки защищена от взаимодействия с кислородом. Это позволяет избежать окисления.
Данный метод обладает рядом достоинств по сравнению с другими технологиями, а именно:
- высокая степень защиты изделий от взаимодействия с атмосферой;
- удобство работы;
- качество сварки, позволяющей получать ровный шов без шлаков и необходимости дальнейшей его зачистки;
- производительность метода.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Области применения
MIG или MAG сварка используется в разных областях производства и промышленности. Этот метод сваривания отлично подходит для изготовления автомобилей, локомотивов, кораблей, а также высокопрочных металлических конструкций. Этот метод уникален тем, что он производится среде защитных газов, которые предотвращают окисление свариваемой области. В результате этого получается прочный и качественный сварной шов.
Также сварочный процесс миг часто используется в разных отраслях промышленности. Этот технологический процесс широко распространен в обычных мастерских, на станциях сервисного обслуживания. Применяют этот метод, где только можно, потому что он действительно подходит для любых металлических изделий из разного вида металла.
Так что такое MIG или MAG сварка? Отличие между этими двумя технологиями состоит в виде используемого защитного газа. Итак, полуавтоматическая сварка MAG/MIG имеет дословную расшифровку — Metal Inert/Active Gas. Данная технология проводится в инертной или активной среде газа. Подача припоя производится при помощи пистолета сварочного аппарата в область соединения.
Стоит отметить! Во время проведения сварочных работ сварщик подбирает необходимое напряжение дуги, которая расплавляет проволоку. Этот элемент является токопроводящим электродом и присадочным материалом.
Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.

Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.










Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.

Несмотря на то, что используемый сварочный аппарат – полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток. Все зависит от особенностей свариваемого металла
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки – MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями – при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах – с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.
Технология сварочного процесса
Суть ММА сварки состоит в расплавлении кромок металла электродугой, заполнении стыка наплавочным материалом. Электроды представляют собой металлический стержень со специальным покрытием, образующим защитный шлаковый слой, препятствующий окислению ванны расплава. В процессе кристаллизации на месте соединения образуется диффузный слой – смесь наплавочного металла и сплава, из которого сделаны сварные заготовки.
Режим сварки – это параметры напряжения и силы тока, необходимые для образования дуги нужной плотности, температуры. После настройки оборудования один из контактов подключается к электроду, другой – к металлу. Цепь замыкается при контакте электрода и деталей, возникает разряд, генерирующий плазму.
При ММА дуга разжигается двумя способами:
- чирканием (подобно разжиганию спички);
- постукиванием.
После розжига важно поддерживать стабильное горение дуги. Для этого электрод отводят от поверхности детали на 2–4 мм
Электрод расплавляется постепенно, так как температура создается только на кончике стержня. Капли равномерно пополняют ванну расплава, образованную расплавленными кромками.
Возможное движение электрода:
- круговое вдоль оси, контролируется процесс расплавления стержня, формирования защитного шлакового слоя;
- по направлению стыка, регулирует скорость образования соединения;
- возвратно-поступательное вдоль шва;
- колебательное с одной детали к другой перпендикулярно стыку, формируется широкий.
Основное
MIG и MAG сварка — это варианты варки, источником энергии которой выступает дуга. Она происходит с использованием сварочного провода в газовых условиях. Она плавится при сварке и взаимодействует соединяющим материалом, который заполняет шов.
Газовые условия могут быть активными, либо пассивными. Этот метод сварки имеет различия с процессом, источником энергии которой является дуга (ММА). Как следствие, для этих работ используют другие инверторы.
Рассмотрим подробно этот способ варки, чтобы лучше разобраться в ней. При использовании MIG и MAG сварки, электрический дуговой разряд горит между концом сварочного провода и металлом, который варят.
Проволока постоянно подается в зону сварки. За счет тепла, которое исходит от электрической дуги, металл и сварочный провод плавятся. Получается сварочный резервуар, где происходит смешивание металла и проволоки.
Помним и о газе. Он тоже все время поступает в область варки во время всего периода сваривания. Газ помогает обеспечить отсутствие поступления кислорода в область сваривания. Из-за этого процесса металл окислиться просто не может.









В завершение, металл, который расплавился и находится в резервуаре, начинает кристаллизоваться, что образует сварочный шов.
Это интересно: Проволочный сварочный аппарат — что это такое? Для новичков
Меры безопасности
Независимо от того какой метод сварки используется – ММА, МИГ, МАГ, ТИГ, обязательно требуется соблюдать важные меры предосторожности и безопасности:
- В процессе электродуговой сварки образуется яркий свет, который оказывает негативное влияние на глаза, зрение, кожу. Обязательно требуется использовать специальную защитную маску;
- Необходимо применять перчатки из прочного материала, которые смогут защитить руки от брызг расплавленного и горячего металла. Кроме этого они будут предохранять от нагрева и ультрафиолетового излучения, которое образуется во время сварочного процесса;
- Сварщик должен одеть защитный костюм. Он должен быть изготовлен из прочного материала, через который не должны проникать брызги раскаленного металла. Если костюма нет, то одежда не должна быть выполнена из синтетической ткани, которая обладает легким воспламенением;
- Для работы рекомендуется одевать закрытую обувь, в которую не смогут проникнуть брызги расплавленного и горячего металла;
- Помещение, в котором выполняется сварка, должно хорошо проветриваться и вентилироваться. Во время работ выделяются вредные вещества, которые могут оказать негативное влияние на состояние здоровья.
Но все же перед тем как приступать к работам стоит для начала изучить классификацию способов сварки в защитных газах и рассмотреть важные особенности.
Технология сварки MAG/MIG пользуется высокой популярностью среди многих сварщиков, это связано с ее простотой и высоким качеством. Она отлично подходит для разных видов металлов, после ее проведения можно получить прочный и гладкий сварной шов, который обеспечит длительный износ всей металлической конструкции.
Разновидности
Применение переменного тока
Такой способ подразумевает изменение полярности дуги в течение каждого полупериода при прохождении тока через нулевую ординату. На каждой из этих половин периода напряжение стремится к нулю, дуга гасится и зажигается вновь.
Процесс этот происходит незаметно для глаз, дуга кажется постоянно включенной. Вторичное воспламенение ее осуществляется из-за наличия остаточной ионизации искрового интервала и слишком короткому перерыву.
В качестве прибора, поставляющего переменный ток, используются трансформаторы.
Постоянного

Данный способ требует подачи тока с постоянной полярностью. Имеются такие варианты выполнения ММА-сварки на постоянном токе:
- обратной полярности – электрод запитывается от минуса, соединяемые элементы – от плюса;
- прямой полярности – деталь обладает отрицательным потенциалом, электрод – положительным.
Первый вариант используется для соединения более толстых изделий, нагрев и расплавление металла происходит интенсивно. Электрод при этом расплавляется медленно.
Способ с обратной полярностью подразумевает быстрый расход электрода, превышающий скорость расплавления заготовки. Потому он эффективно применяется для изделий с небольшой толщиной.
Соединение с использованием постоянного тока может выполняться с задействованием нескольких аппаратов: выпрямителей, инверторов, генераторов.
Суть сварочной процедуры
Сварочное оборудование для данной технологии включает:
- подающий механизм;
- выпрямитель, характеризующийся плавно падающим, жестким вольтамперным свойством, который служит источником питания. Поэтому в случае колебательных движений руки сварщика длина дуги будет регулироваться автоматически;
- для проведения работ могут использоваться газовые баллоны или централизованная подача газовой смеси.
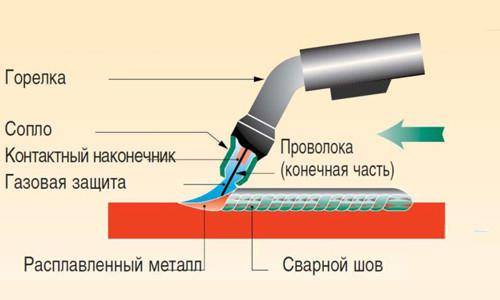
В качестве электродной плавящейся проволоки при сварке способом МИГ, МАГ может использоваться проволока порошковая, сплошного сечения. Данный инструмент подается автоматом с постоянной скоростью. Горелка передвигается вручную сварщиком. Сварочная ванна, электрическая дуга ограждаются от внешней среды с помощью газового потока: активного газа — МАГ, инертного газа — МИГ, который подается посредством горелки через сопло.
Режимы работы
Сварочный аппарат с четырьмя режимами (MIG, MAG, TIG, MMA) открывает широкие возможности. Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.

Spot/Stitch
«Точка/стежок» – так можно перевести название режима. В нем аппарат MIG MT 250 варит стежками. Сварочная капля переносится в момент отсутствия короткого замыкания, что уменьшает поступления тепла в свариваемое изделие. Это исключает перегрев и коробление металла.
Режим используется при сварке оцинкованных изделий и нержавейки. Пониженный нагрев электрода и детали позволяет увеличить работоспособность аппарата и срок эксплуатации.
MIG/MAG
В режиме MIG и MAG сварочный аппарат работает полуавтоматически. Присадочная проволока подается равномерно с одновременной подачей защитного газа.
Сварщику остается вести горелку вдоль будущего шва на определенной высоте от свариваемой детали. Это обеспечивает высокую скорость сваривания и получение качественного сварного шва, благодаря защите инертным газом от кислорода воздуха. Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.










TIG
В отличие от большинства полуавтоматических устройств MIG MAG, модель MIG MT 250 может варить металлы в режиме ТИГ на постоянном токе. В приборе предусмотрено быстрое зажигание электросварочной дуги при касании концом электрода свариваемой детали.
ММА
Традиционная ручная электродуговая сварка обеспечивает сваривание черных металлов и их сплавов. Постоянный ток позволяет получать стабильную дугу.
Специальная функция сварочного аппарата ARC-FORCE обеспечивает регулировку мощности дуги, что позволяет получать требуемые ее параметры и качественный сварной шов.
Особенности
Полуавтоматическая сварка MIG MAG эффективна только при соблюдении всех правил и учете всех особенностей. О некоторых из них мы и расскажем далее.
Выбор аппарата
Для начала немного про оборудование
Сварочные аппараты MIG MAG выполняют специфические задачи, поэтому нужно выбирать сварочник с особым вниманием. Прежде чего, обратите внимание на каком токе работает аппарат: на постоянном или на переменном
Мы рекомендуем приобретать аппарат на постоянном токе и устанавливать обратную полярность при выполнении работ.
Сварочный полуавтомат на переменном токе или на постоянном токе и прямой полярностью не способен генерировать стабильную сварочную дугу. В таких условиях трудно формировать шов, поскольку присадочная проволока плавится слишком быстро и при этом металл разбрызгивается.
Также обратите внимание на дополнительный функционал. Многие аппараты для MIG/MAG сварки могут также выполнять MMA или MMA и TIG сварку
Подобные сварочники универсальны и в разы увеличивают ваши возможности при проведении работ. Вам не нужно иметь несколько разных аппаратов, когда все функции есть в одном.
Выбор расходных материалов
Теперь о расходных материалах. Сначала о проволоке. Ее диаметр подбирается исходя из толщины металла, который вы собирайтесь варить. Состав проволоки должен быть идентичен составу основного металла. Нельзя применять условно медную проволоку для сварки нержавеющей стали. Это грубейшая ошибка.
Что касается защитного газа, то здесь все не так сложно, как может показаться на первый взгляд. Можно использовать инертный, активный газ или газовые смеси. Мы дадим несколько рекомендаций касаемо выбора защитного газа при сварке различных металлов.
Для сварки цветного металла и его сплавов, а также материалов на основе цветмета лучше всего применять инертный газ. Это может быть гелий, аргон или газовые смеси из аргона и гелия в различных пропорциях. Если варите медь и кобальт, используйте азотный газ. При работе с различными типами стали лучше применять углекислоту (углекислый газ). Но учитывайте, что в этом случае проволока должна содержать повышенное количество кремния и марганца.
Также опытные сварщики используют смеси из инертных и активных газов, чтобы улучшить стабильность горения дуги и уменьшить разбрызгивание металла. Это очень специфичная тема, которая приходит с опытом. Так что в этой статье мы не будем затрагивать тему смеси из инертного и активного газа.
Формирование шва
При MIG/MAG сварке важен не только сварочный аппарат и расходные материалы, но и то, как вы формируете шов. Как мы уже писали выше, при данном методе сварки шов формируется благодаря расплавленному металлу и расплавленной проволоке. Поэтому форма готового сварного валика зависит от того, как вы переносите расплавленную проволоку в сварочную ванну.
Дуговая сварка в защитных газах

Использование технологии дуговой сварки в защитных газах повышает производительность труда сварщика в 2,5 раза в сравнении с простой ручной электросваркой.
При этом не нужно засыпать или удалять флюс, убирать шлак. И всё это благодаря непрерывной подаче в зону дуги защитного газа, который закрывает рабочую зону от негативного влияния атмосферного воздуха.
Дуговую сварку в защитных газах можно производить с помощью полуавтоматических и автоматических аппаратов.
Работают со всеми видами металлов и их сплавами, толщина которых составляет от десятых долей до десятков миллиметров.










Сварочная проволока
Полуавтоматическая сварка MIG MAG TIG подразумевает применение сварочной проволоки, которую заправляют в аппарат. От ее характеристик также зависит качество шва. В некоторых случаях можно даже обойтись без защитного газа, при использовании порошковой проволоки.
Существует четыре вида присадки: алюминиевая, стальная, омедненная и порошковая. Самые востребованные две последние. Их использование гарантирует отсутствие брызг и высокую производительность работ.
Кроме порошковой, присадочная проволока должна применяться в защитной газовой среде. При приобретении обязательно нужно уточнять совместимость со свариваемыми материалами и наконечниками.
Технология
Принцип МИГ-сварки заключается в том, что происходит нагревание кромок соединяющихся металлов и припоя, они частично плавятся, образуя сварной шов. Но в обычных условиях выделившиеся газы привели бы к образованию в месте стыка трещин и пор. Кроме этого, наблюдалось бы разбрызгивание металла. Инертный газ не вступает в реакцию с жидким металлом и при этом он вытесняет водород, а окружающий воздух, в частности, кислород, не могут попасть в зону формирования шва.
Роль припоя играет проволока, он же является плавящимся электродом. Материал проволоки может быть различным. Он должен быть максимально схожим с материалом заготовок по своим химическим и физическим свойствам. Область, где локализуются расплавленные металлы, называется сварной ванной. Именно эта область защищается аргоном. После кристаллизации металла в ванне получается шов. Назначение активного газа при работе в режиме MAG такое же, как и инертного.
После того, как образуется дуга, плавильная проволока начинает поступать по направляющим к торцу горелки. Скорость подачи проволоки регулируется автоматически. В некоторых аппаратах предусмотрены функции, существенно облегчающие сварочный процесс и стабилизирующие дугу. Газ подается в горелку под давлением. Он обдувает зону шва, препятствуя появлению окисла на расплавленном металле.

Роль инертного газа можно понять, если сопоставить данный вид сварки со сваркой дуговой MMA. Только там покрытие электрода при сгорании дает защитную среду. При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
Напряжение холостого хода составляет 30-40 В. Сила тока регулируется в зависимости от диаметра проволоки, но решающее значение имеет толщина листа металла. На некоторых инверторах подача проволоки не регулируется, но это не считается отрицательным качеством, так как на подобных моделях предусмотрена функция автокоррекции дуги. Соответствие силы тока диаметру электрода для разного металла свое, поэтому точные значения рекомендуется брать из специализированных источников.
Обычно механизм подачи проволоки по своей конструкции достаточно сложен. Система подачи может иметь сразу несколько назначений.
- Она подает проволоку сначала с меньшей скоростью, а затем с большей. При небольшой скорости подачи удается зажечь и получить стабильную дугу.
- Чтобы не происходило залипание проволоки при остановке сварки, ток прекращается несколько раньше, чем останавливается проволока.
- В начале поджига дуги подается дополнительный импульс тока, исключающий возможность залипания.
- Система позволяет вести работы в импульсном режиме.

Помимо этого, само устройство может менять режимы работы. Режим Short Arc актуален при силе сварного тока, не превышающего 200 А. Здесь речь идет о сварке тонкого листового металла. В режиме Spray Arc ток превышает указанное значение, а проволока в диаметре составляет 1 мм и более. Для цветных металлов применим режим Pulse Arc.
MIG/MAG
 Схема mig/mag технологии
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
Заключение
Обладая базовыми знаниями об устройстве и принципе работы MIG/MAG сварки, можно выполнять различные домашние работы с высоким уровнем качества. Профессиональное обучение доступно каждому, кто захочет овладеть этой востребованной специальностью.
Соединение практически любого материала, независимо от толщины, обеспечивают полуавтоматической сварке интерес со стороны потребителей. Несмотря на постоянное совершенствование нельзя с полной уверенностью утверждать, что потенциал данной технологии полностью раскрыт.
Сварщик Фомин Роман Сергеевич, опыт работы – 12 лет: Я работаю на СТО по ремонту автоцистерн. Для восстановления пользуемся только полуавтоматами – никаких ручных дуговых трансформаторов. На ремонт привозят емкости разного состояния – от просто старых, которые протираются от постоянной вибрации и механических воздействий, до резервуаров после аварии. Только полуавтомат позволяет получить герметичное соединение, срок службы которого составляет больше 5 лет. За 8 лет работы у нас не было ни одного гарантийного случая, вызванного плохим качеством шва».





