

Глубина резания
Это то, на какой слой резец входит в материал. Особенности:
- Зависимость от плотности и других характеристик заготовки.
- При черновой металлообработке врезка большая, а при чистовой и финишной снимается минимальный слой.
- Естественное ограничение – размер режущей кромки.
Правильно выбранный параметр определяет:
- производительность процедуры, скорость обработки;
- внешний вид и качество полученной поверхности.
Не всегда быстро – это максимально глубоко за один раз. Во многих случаях продуктивнее будет сделать 2-3 прохода на меньшее заглубление. Это позволит улучшить срез, а также сохранить целостность резца на более долгий период.
Скорость резания
Наиболее важным режимом при фрезеровании можно назвать скорость резания. Он определяет то, за какой период времени будет снят определенный слой материала с поверхности. На большинстве станков устанавливается постоянная скорость резания. При выборе подходящего показателя учитывается тип материала заготовки:
- При работе с нержавейкой скорость резания 45-95 м/мин. За счет добавления в состав различных химических элементов твердость и другие показатели меняются, снижается степень обрабатываемости.
- Бронза считается более мягким составом, поэтому подобный режим при фрезеровании может выбираться в диапазоне от 90-150 м/мин. Она применяется при изготовлении самых различных изделий.
- Довольно большое распространение получила латунь. Она применяется при изготовлении запорных элементов и различных клапанов. Мягкость сплава позволяет повысить скорость резания до 130-320 м/мин. Латуни склонны к повышению пластичности при сильном нагреве.
- Алюминиевые сплавы сегодня весьма распространены. При этом встречается несколько вариантов исполнения, которые обладают различными эксплуатационными характеристиками. Именно поэтому режим фрезерования варьирует в пределе от 200 до 420 м/мин. Стоит учитывать, что алюминий относится к сплавам с низкой температурой плавления. Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.
Встречается довольно большое количество таблиц, которые применяются для определения основных режимов работы. Формула для определения оборотов скорости резания выглядит следующим образом: n=1000 V/D, где учитывается рекомендуемая скорость резания и диаметр применяемой фрезы. Подобная формула позволяет определить количество оборотов для всех видов обрабатываемых материалов.
Рассматриваемый режим фрезерования измеряется в метрах в минуту режущие части. Стоит учитывать, что специалисты не рекомендуют гонять шпиндель на максимальных оборотах, так как существенно повышается износ и есть вероятность повреждения инструмента. Поэтому полученный результат уменьшается примерно на 10-15%. С учетом этого параметра проводится выбор наиболее подходящего инструмента.
Скорость вращения инструмента определяет следующее:
Качество получаемой поверхности. Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа. Производительность труда
При наладке производства уделяется внимание и тому, какова производительность применяемого оборудования. Примером можно назвать цех машиностроительного завода, где налаживается массовое производство. Существенное снижение показателя режимов обработки становится причиной уменьшения производительности
Наиболее оптимальный показатель существенно повышает эффективность труда. Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ. При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала
Существенное снижение показателя режимов обработки становится причиной уменьшения производительности. Наиболее оптимальный показатель существенно повышает эффективность труда. Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ. При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.
При этом данный параметр выбирается с учетом других показателей, к примеру, глубины подачи. Поэтому технологическая карта составляется с одновременным выбором всех параметров.
Свойства нержавеющих сталей, осложняющие фрезерование
К характеристикам, затрудняющим обработку заготовок резанием, относятся:

Самоупрочнение при деформации, называемое «наклепом». При надавливании режущей кромки фрезы металл деформируется, в результате чего его твердость возрастает. Если требуется следующий проход, то инструменту понадобится срезать сильно упрочненный слой. Одна из причин, вызывающих эту проблему, – неправильно подобранный и изношенный инструмент. Пониженная теплопроводность, затрудняющая отведение тепла из зоны резания. Заготовка и стружка поглощают малую часть тепла, а остальное передается инструменту, что уменьшает его эксплуатационный период из-за интенсивного износа. Высокая твердость и прочность, обеспечиваемые легирующими элементами, – никелем, титаном и другими. Фреза при обработке такого материала испытывает гораздо большие нагрузки, по сравнению с процессом резания обычных углеродистых сталей. Поэтому инструмент быстро выходит из строя. Налипание металла на кромку резца. Это приводит к нарушению ее геометрии и увеличению усилия резания. Затрудненное дробление стружки и образование заусенцев на заготовке. Особенно эти проблемы актуальны в случаях неправильного подбора инструмента.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.
Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.
Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Related Posts via Categories
Концевые фрезы с коническим хвостовиком – быстрое и удобное фрезерование
Червячная фреза как надежный инструмент для шлицевых валов
Отрезная дисковая фреза – очень прочный и устойчивый к износу инструмент
Пальчиковая фреза – причудливое название для важного предмета
Фреза коническая круглая – непростая жизнь одного инструмента
Фреза с цилиндрическим хвостовиком – требования ГОСТа к инструменту
Фрезы для торцевого фрезерования – особенности многолезвийного инструмента
Фрезерование пазов – как качественно выполнить операцию?
Токарно-фрезерные обрабатывающие центры – высокоэффективные универсальные станки
ФСШ-1А – станок для качественного фрезерования деревянных заготовок
Способы повышения эффективности работы станка
Если планируется обработка пластика на фрезерном станке, рекомендуется использовать заготовки, полученные методом литья. Температура плавления таких деталей более высокая, благодаря чему риск получения повреждений при обработке сводится к минимуму. Наиболее оптимальный среди режимов для литых пластиковых заготовок – встречное фрезерование.
При работе с акрилом или алюминием следует применять смазочно-охлаждающие жидкости. Наиболее приемлемый вариант – универсальная техническая смазка. Если она отсутствует, охладить инструмент можно при помощи обычной воды. Аналогичные требования к полистиролу.
Если в процессе обработки акриловой детали затупилась фреза, необходимо снизить обороты. Снижение необходимо выполнять до возникновения колкой стружки. Чем ниже обороты, тем больше нагрузки получает режущий механизм
Выполняя сверление или резку заготовок из пластика и мягкого металла, рекомендуется использовать фрезу однозаходного типа. Благодаря этому условию зона резанья не нагревается, и на нее не попадает стружка. В особенности это условие актуально при резке фанеры. Фанера может легко загореться от высокой температуры.
Многие люди режут материал поэтапно. Но наиболее подходящими режимами изготовления детали являются непрерывные виды обработки. Она обеспечивает стабильную нагрузку на рабочий станок, и сводит к минимуму риск возникновения дефектов на дереве или другом материале.
Чтобы показатель шероховатости поверхности не превышал норму, размер шага фрезы не должен быть больше ее диаметра. Для качественной фрезерной обработки необходимо минимум два прохода, одним из которых будет чистовой.
Если обрабатываются мелкие элементы, необходимо пользоваться уменьшенной скоростью. Если ее не снизить, в процессе обработки некоторые элементы детали могут отколоться, образовав дефект.
Это интересно: Ручной фрезер по дереву — виды, особенности работы, выбор модели
Схема расчетов
Перед выполнением расчетов операции резания необходимо определить, какой тип режущего инструмента будет использоваться в данном случае. При токарной или абразивной обработке хрупких материалов выбирают оснащение с минимальными показателями. Следует не забывать, что во время работы деталь обычно довольно сильно нагревается. Если скорость обработки будет очень высокая, она может деформироваться, что приведет к ее непригодности.
 Процесс резания металла
Процесс резания металла
Обязательно учитывается, какая обработка будет осуществляться – чистовая или черновая. В первом случае подбирают рабочие параметры, которые обеспечат максимальную точность
Глубина
Глубина является одним из важнейших параметров для обеспечения качества изготовленных заготовок. Она определяет толщину срезаемого слоя за одну проходку. При выполнении подрезки торца за глубину принимают диаметр детали.
Учитывается количество проходов, что определяется припусками на обработку:
 Изменение обрабатываемого диаметра
Изменение обрабатываемого диаметра
- 60% на черновую;
- 20–30% на получистовую;
- 10–20% на чистовую.
Для определения глубины обрезки цилиндрических заготовок используется следующая формула:
k=(D-d)/2, где к – глубина обрезки, D – первоначальный диаметр, d – получаемый диаметр.
При определении режимов резания при работе с плоскими деталями вместо диаметров используют длину. Принято считать, что при черновой обработке глубина должна составлять больше 2 мм, получистовой – 1–2 мм, чистовой – меньше 1 мм. Данный параметр зависит от требований к качеству деталей. Чем меньше класс точности, тем больше проходов необходимо выполнить для достижения необходимых свойств изделий.
 Схема черновой обработки металла
Схема черновой обработки металла
Подача
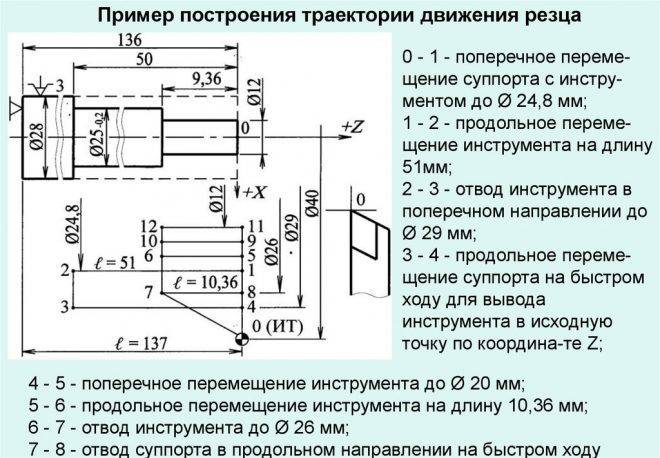 Пример построения траектории движения резца
Пример построения траектории движения резца
Под подачей подразумевают величину перемещения резца за один оборот заготовки. При выполнении черновой обработки данный параметр может иметь максимально возможные значения. На завершительном этапе работ значение подачи определяется с учетом квалитета шероховатости. Данная характеристика зависит от глубины обрезки и габаритов заготовки. Чем меньше размеры, тем она ниже. При большой толщине срезаемого слоя выбираются минимальные параметры подачи.
Чтобы облегчить работу специалистам, разработаны специальные таблицы. Там указаны значения подачи при разных условиях режима резанья. Для выполнения точных расчетов иногда необходимо знать размер державки резца.
Если резанье выполняется с существенными ударными нагрузками, значения с таблицы необходимо умножать на коэффициент 0,85. При работе с жаропрочной конструкционной сталью подача не должна быть больше 1 мм/об.
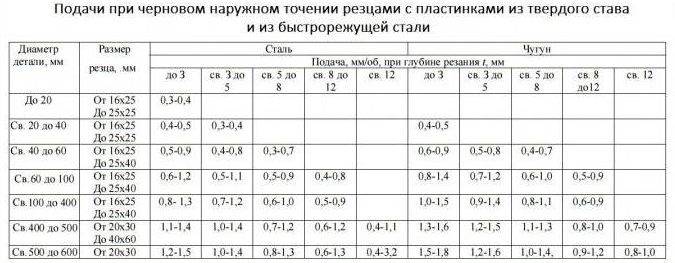 Подачи при черновом наружном точении
Подачи при черновом наружном точении
Скорость
Скорость резания – это один из важнейших показателей, который определяется на этапе расчетов перед выполнением основных работ. Ее значения зависят от проводимых операций. Обычно отрезание торцов происходит при максимально возможной скорости. Сверление или точение имеют совсем иные требования к данному рабочему параметру. Поэтому для качественного выполнения поставленных задач необходимо знать следующее:
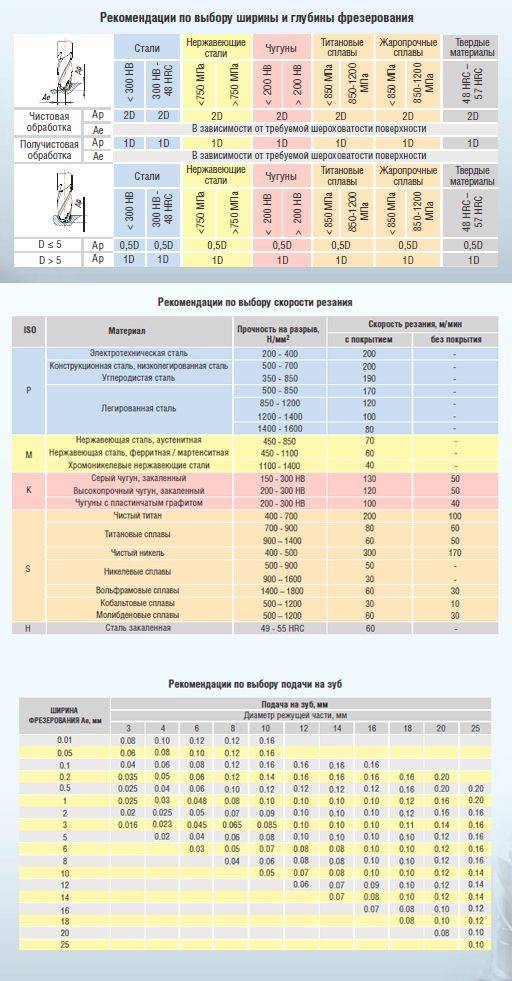
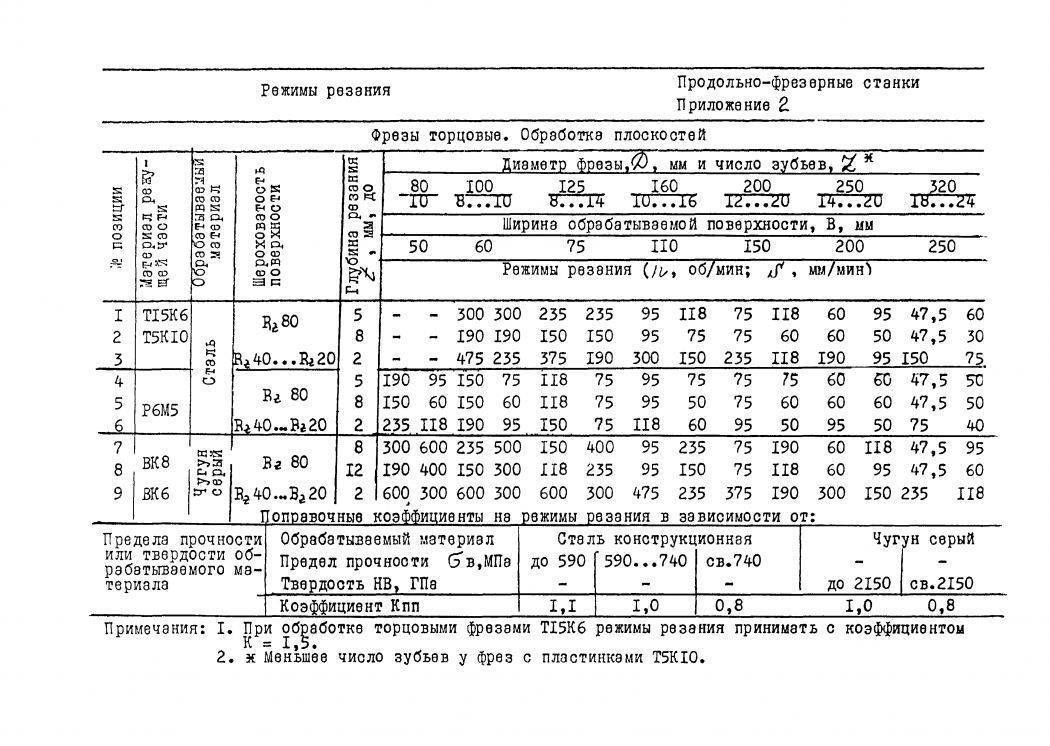
 Таблица для расчета режимов резания
Таблица для расчета режимов резания
- тип выполняемой слесарной операции;
- вид применяемого токарного инструмента;
- материал, из которого изготовлена заготовка.
При традиционной токарной обработке скорость определяется путем умножения диаметра заготовки на количество ее оборотов за минуту и на π. Полученное значение необходимо разделить на 1000. Также скорость резанья можно определить, используя стандартные таблицы для режимов резанья.
Проверка выбранных рабочих характеристик
Когда глубина, подача и скорость определены, их необходимо проверить. Полученные рабочие параметры не должны быть больше нормативных значений, которые указаны в паспорте эксплуатируемого токарного станка.
Обязательно необходимо определить мощность оборудования. Для этого силу обрезки умножают на ее скорость и делят на 1000. Полученное значение сравнивают с тем, что указано в паспорте станка. Если рассчитанные по формулам параметры больше, необходимо корректировать глубину, подачу и скорость, чтобы избежать повреждения оборудования и инструментов.
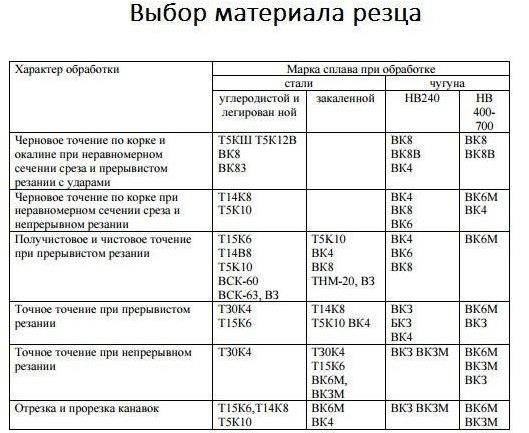 Выбор материала резца при токарной обработке
Выбор материала резца при токарной обработке
Схемы обработки поверхностей на станках фрезерной группы
Рассмотрим схемы обработки поверхностей на универсальных горизонтально-фрезерном (ГФС; имеет горизонтальную ось вращения фрезы) и вертикально-фрезерном (ВФС; имеет вертикальную ось вращения фрезы) станках.
Горизонтальные плоскости фрезеруют цилиндрическими фрезами на ГФС (рис. 24, а) или торцевыми фрезами на ВФС (рис. 25, а). Горизонтальные плоскости чаще обрабатывают торцевыми насадными фрезами, так как они имеют более жесткое закрепление и обеспечивают плавное, безвибрационное резание. При большой ширине обрабатываемой плоскости используют торцевые фрезы и обработку ведут в несколько последовательных рабочих ходов. Узкие горизонтальные плоскости удобно обрабатывать концевыми фрезами.
Вертикальные плоскости на ГФС обрабатывают торцевыми насадными фрезами (рис. 24, б) или фрезерными головками, а на ВФС – концевыми фрезами (рис. 25, б). Большие по высоте вертикальные плоскости удобнее обрабатывать на ГФС с использованием вертикальной подачи. Обработку небольших по высоте вертикальных плоскостей можно производить на ГФС с помощью концевых или дисковых фрез. Наклонные плоскости небольшой ширины обрабатывают на ГФС одноугловой фрезой.
Широкие наклонные плоскости обрабатывают на ВФС с поворотом шпиндельной головки (рис. 25, в) торцевой насадной или концевыми фрезами. Одновременную обработку нескольких поверхностей (вертикальных, горизонтальных и наклонных) ведут на ГФС (рис. 24, г), установив на оправку набор фрез.
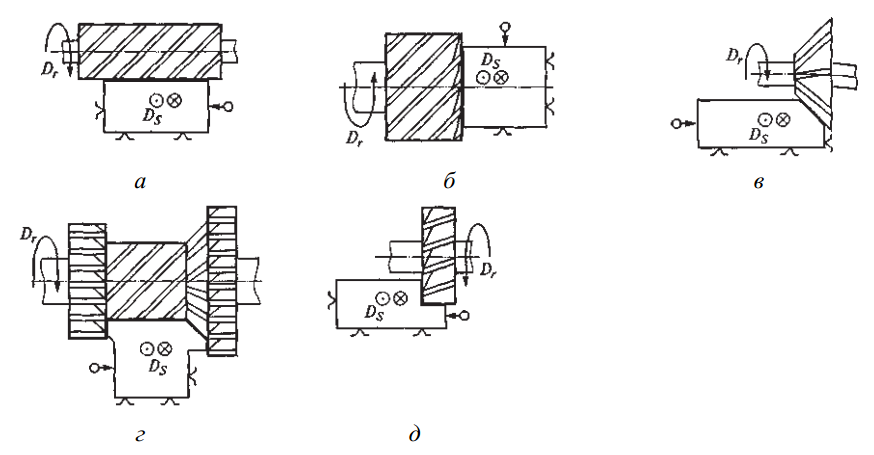
Рис. 24. Обработка плоскостей на ГФС: а – горизонтальных; б – вертикальных; в – наклонных; г – нескольких плоскостей одновременно; д – уступов; Dr – движение резания; Ds – движение подачи
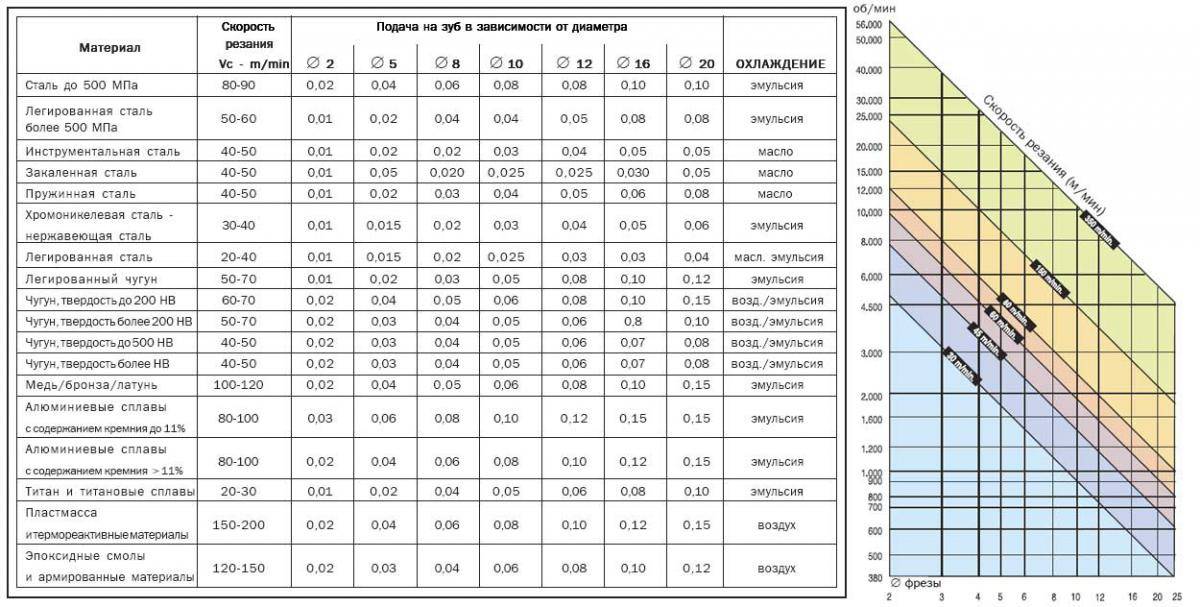
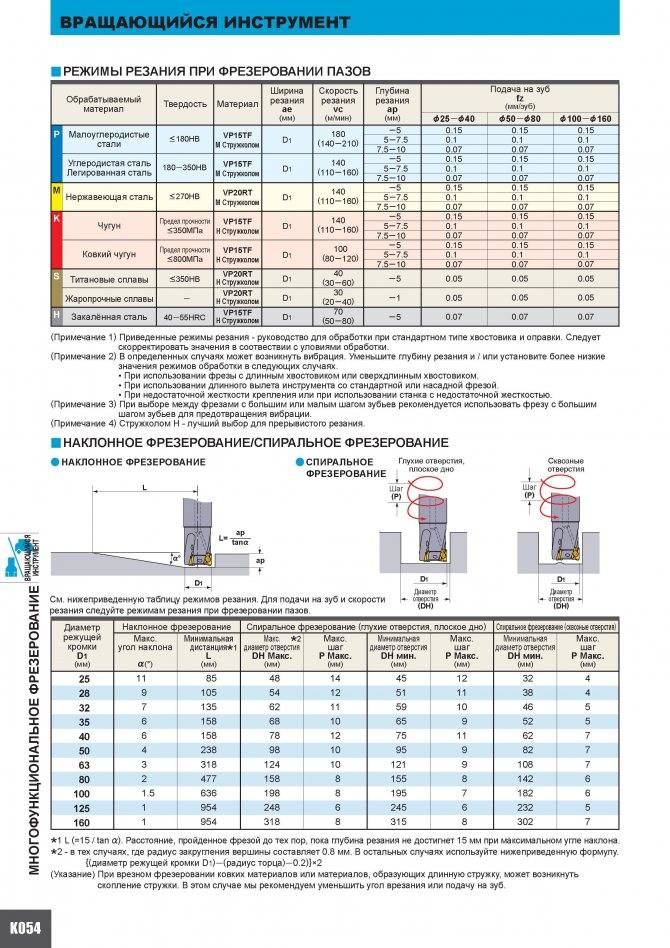
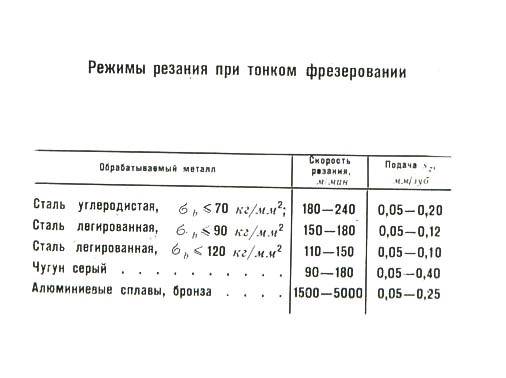
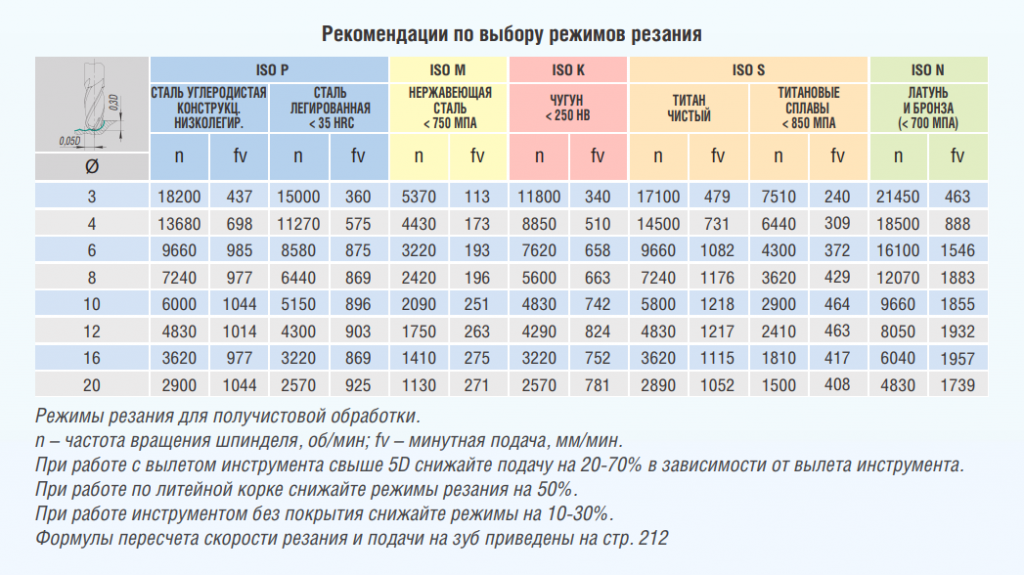
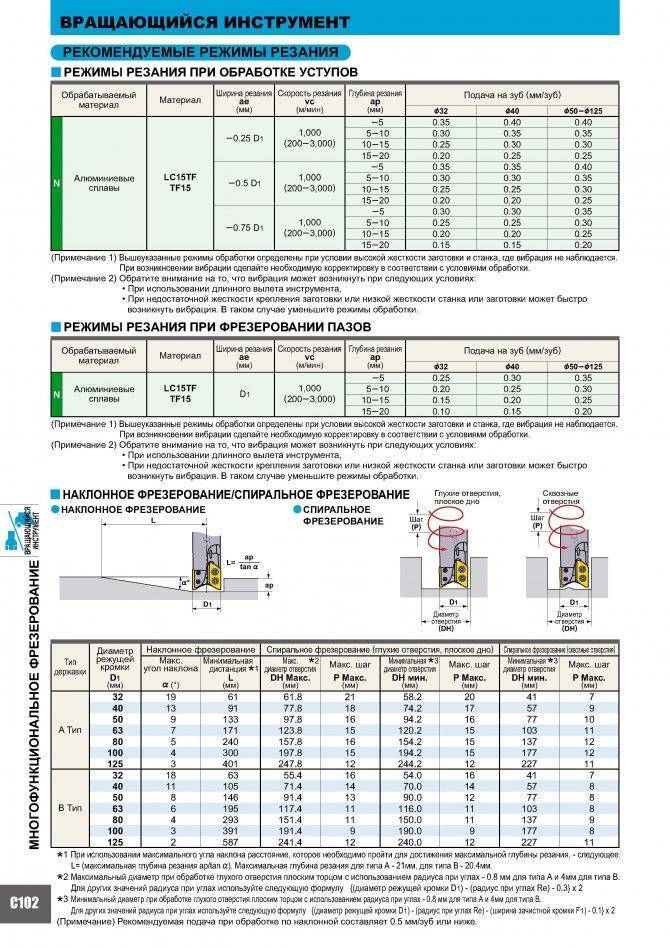
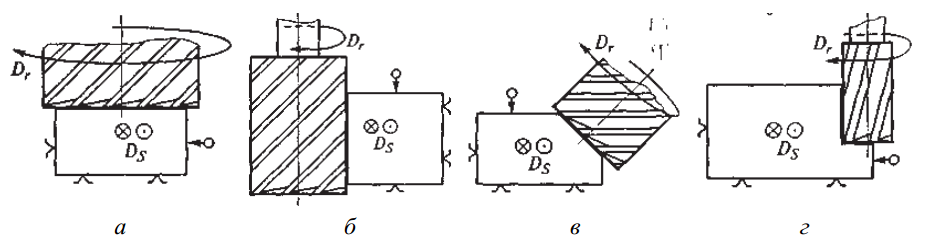
Рис. 25. Обработка на ВФС плоскостей: а – горизонтальных; б – вертикальных; в – наклонных; г – уступов
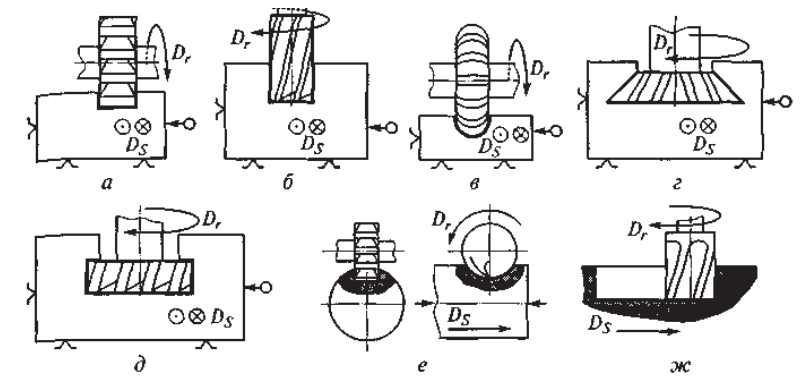
Рис. 26. Фрезерование пазов: а, б – прямоугольных; в – полукруглых; г – типа «ласточкин хвост»; д – Т-образных; е, ж – шпоночных
Горизонтальные уступы и пазы обрабатывают дисковыми односторонними (рис. 24, д) и трехсторонними (рис. 26, а) фрезами на ГФС или концевыми фрезами (рис. 25, г; 26, б) на ВФС.
Фасонные пазы с криволинейной образующей обрабатывают на ГФС фасонными дисковыми фрезами (рис. 26, в). Пазы типа «ласточкин хвост» или Т-образные обрабатывают на ВФС (рис. 26, г, д). Вначале концевой фрезой получают прямоугольный паз, затем используют концевую одноугловую фрезу или специальную концевую фрезу для Т-образных пазов.
Шпоночные пазы для сегментных шпонок фрезеруют на ГФС дисковой трехсторонней фрезой (рис. 26, е), для прямоугольных шпонок – на ВФС концевой фрезой (рис. 26, ж).
Скорость

Переходя непосредственно к параметрам, стоит отметить, что данный является наиболее важным. Он характеризует то, за какой период времени будет снят определенный слой с поверхности. Некоторые фрезеровщики, которые не отличаются наличием большого спектра задач, привыкли к односкоростному режиму. Другие, что правильно, меняют его в зависимости от материала:
- Нержавейка имеет очень низкий показатель по обрабатываемости. Это из-за легирующих добавок в составе стали. Поэтому не стоит превышать интервала от 45 до 95 метров в минуту.
- Бронза значительно мягче, поэтому можно резать вплоть до 150 м/мин.
- Латунь разрешает работать в больших диапазонах – от 130 до 320 метров в минуту. Однако осторожнее – при значительном повышении нагрева материал становится сильно пластичным, что может привести к деформациям.
- Алюминиевых сплавов несколько, при расчете режимов резания на фрезерную операцию необходимо определить конкретный состав алюминия. Поэтому границы настолько обширны – от 200 до 420 м/мин.
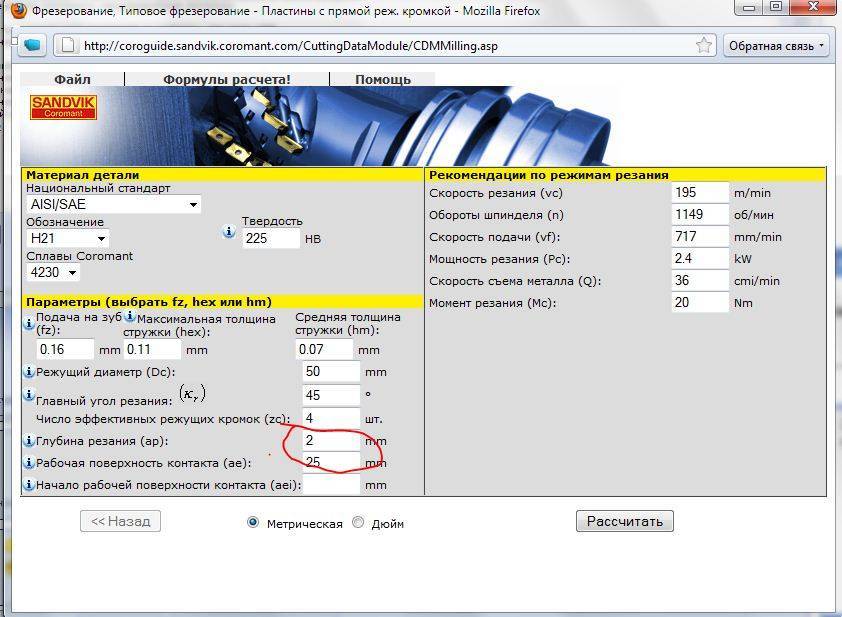
При постановке режима выставляется число оборотов вращения в единицу времени, их можно рассчитать, применив формулу:
n=1000 V/D, где:
- V – это рекомендуемая скорость обработки (ее смотрим в таблице, которую мы приводим ниже);
- D – диаметр резца, его можно узнать по соответствующей маркировке на инструменте.
Опытные фрезеровщики дают рекомендацию: не гоняйте шпиндель на повышенных оборотах, потому что при такой интенсивной работе станок очень быстро изнашивается. Лучше рассчитать режим резания при фрезеровании по указанной формуле и убрать еще 10-15 процентов от полученного результата. От того, как быстро вращается инструмент, зависит:
- Качество обработки. Например, для обдирной будут характерны значительно меньшие скорости, чем для финишной.
- Производительность, количество деталей/задач, выполненных в отрезок времени.
- Износ инструмента увеличивается пропорционально силе трения, которая возникает при соприкосновении режущей кромки с поверхностью.
Основные понятия о режимах резания, фрезеровке на станках с ЧПУ
Это более усовершенствованное оборудование, которое имеет блок числового управления. То есть встроенное вычислительное устройство (компьютер) с программным обеспечением. Оно, то есть ПО, направлено на то, чтобы определить подходящую скорость обработки, выбрать нужное направление вращений, а также траекторию передвижения резца. Основная задача установки ЧПУ – автоматизация процесса. Поэтому оператор во время фрезеровки только наблюдает. Это значительно уменьшает количество брака, ведь нет человеческого фактора, который часто приводит к ошибкам.
Кроме точности рабочего процесса и автоматического выбора режима, стоит отметить также повышенную продуктивность. Проще говоря, на будет заменять работу трех, а то и более механических, ручных приборов. И это при том, что труд фрезеровщика значительно тяжелее, а возможность брака или травмы – выше.
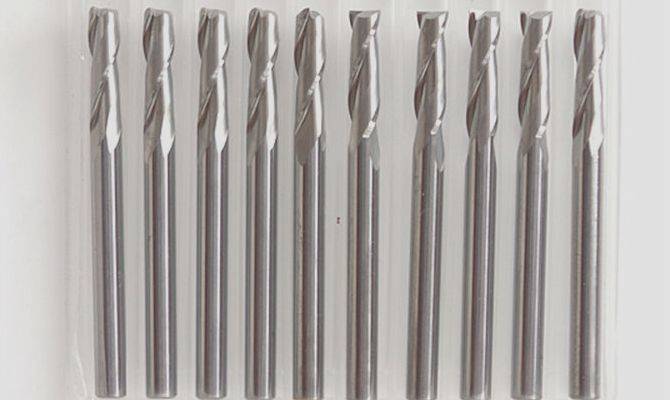
Чаще всего на ЧПУ применяются торцевые или концевые фрезы. Они достаточно универсальны, имеют большой спектр назначений. Но типоразмеров множество, выбираться необходимый подвид может по ряду параметров, это:
- тип стружки, которая образуется;
- параметры ПО;
- прочность обрабатываемого материала и пр.
Фрезы данной категории отличаются по количеству заходов (самые популярные – двухзаходные), что и приводит к обеспечению стружкоотвода и наличию острых кромок. Если материал мягкий (например, древесина), а стружка получается длинной и широкой, то характерно использование быстрого режима резания при фрезеровании дерева с применением однозаходного резца. Многозаходный, напротив, понадобится тогда, когда обрабатываются твердые металлы (стружки тогда выходят не монолитные, а как бы изломанные).
Полезные советы по выбору режимов резания
На выбор скорости резания фрезы по металлу, подачи и ширины обработки также оказывают влияние следующие моменты.
- Габариты заготовок. Для обработки больших деталей используют инструменты с максимальным показателем износостойкости. Они не перегреваются при высоких нагрузках.
- Тип применяемого оборудования. При обработке деталей на станках с ЧПУ устанавливаются более высокие параметры. Это связано с технологическим возможностями оборудования. При обработке деталей на обычных станках мастера устанавливают более низкую скорость резания фрез.
- Материал фрезы. Также оказывает сильное влияние на выбор режимов резания. Для обработки большинства заготовок на высокой скорости используют инструменты, изготовленные из качественной быстрорежущей стали (Р6М5К5 и пр.). Твердосплавные фрезы применяют при резании труднообрабатываемых материалов.
- Характеристики фрезы. К самым важным относятся диаметр инструмента и угол заточки режущей кромки. С увеличением диаметра скорость резания фрезы по металлу снижается.
- Качество фрезерования. При черновой обработке заготовок устанавливают малую скорость резания, но применяется большая подача. При чистовом фрезеровании — все наоборот.
- Поставленная задача. К примеру, при фрезеровании канавок и различных технологических отверстий режимы резания выбираются индивидуально.
- Процесс охлаждения. При использовании СОЖ можно увеличить скорость резания и подачу.
Выбор режима резания в зависимости от материала заготовки
Выбор режима резания предполагает учет следующих особенностей материалов заготовок.
- Степень обрабатываемости. Она, главным образом, зависит от пластичности материалов.
- Твердость. С ее увеличением сложность обработки возрастает.
- Дополнительные технологии обработки заготовок. Это закалка, отпуск, ковка и пр. Они изменяют твердость и иные характеристики материалов.
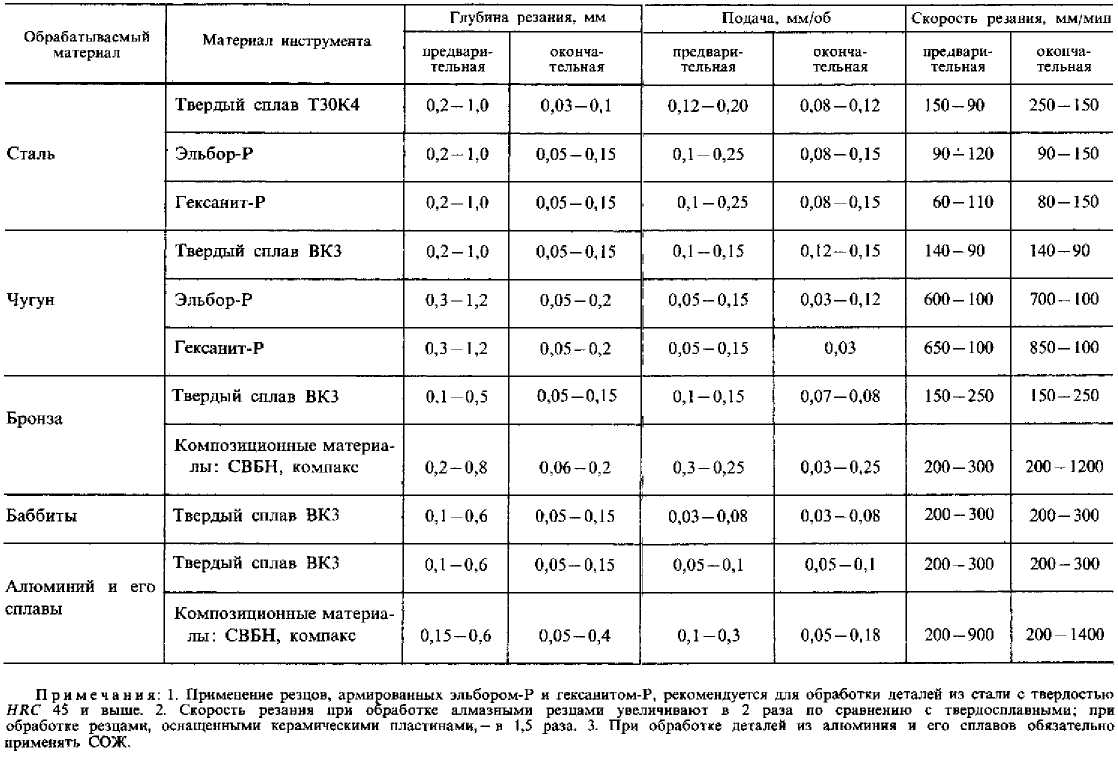
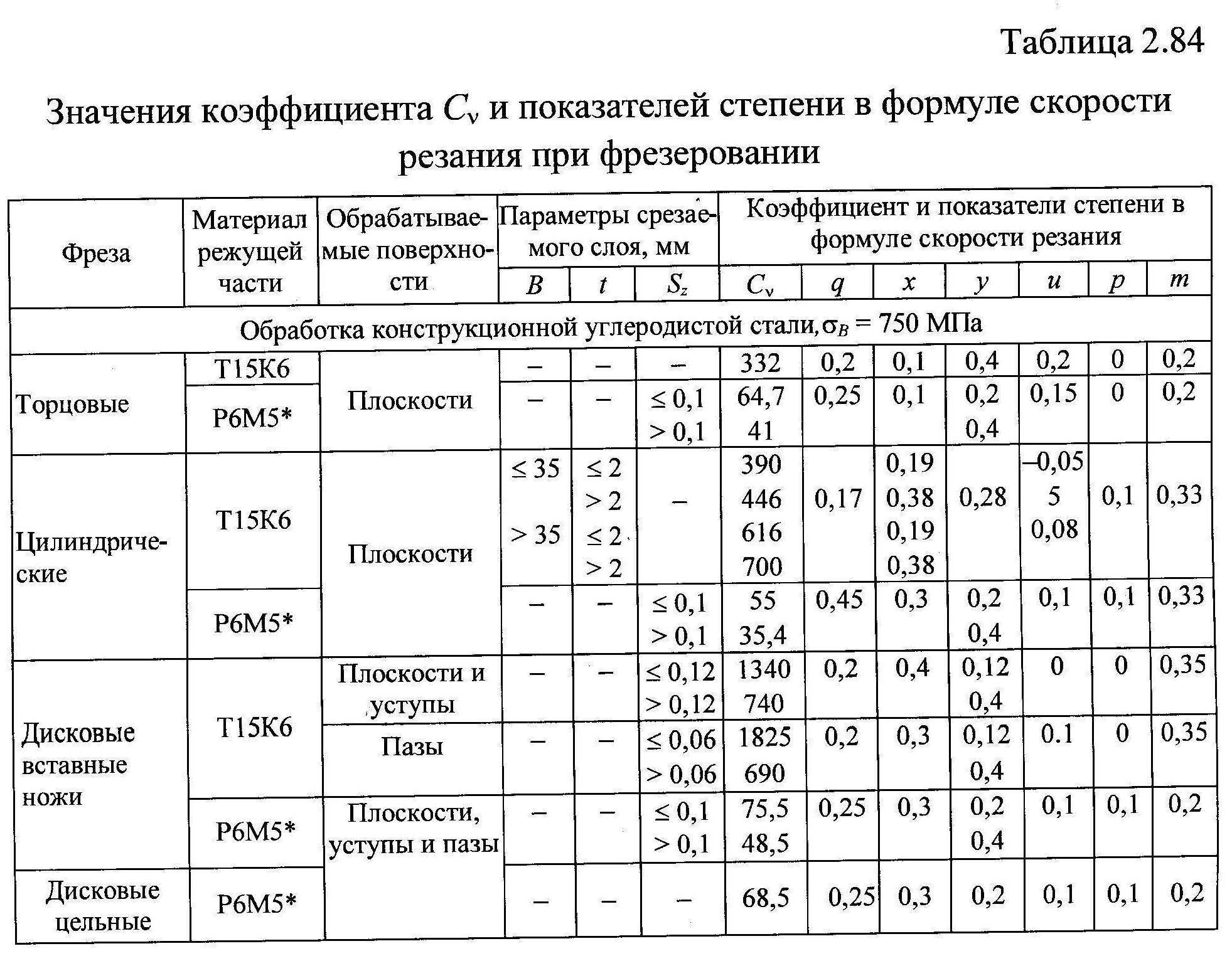
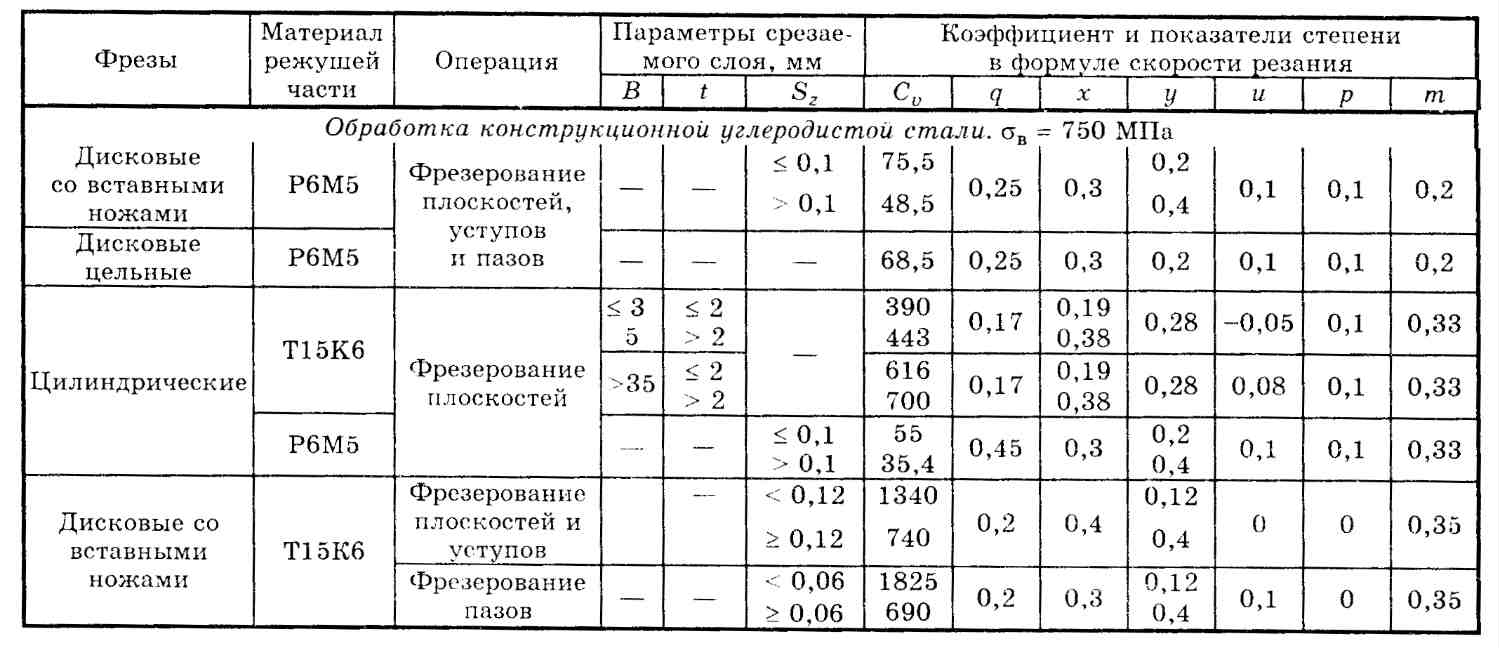
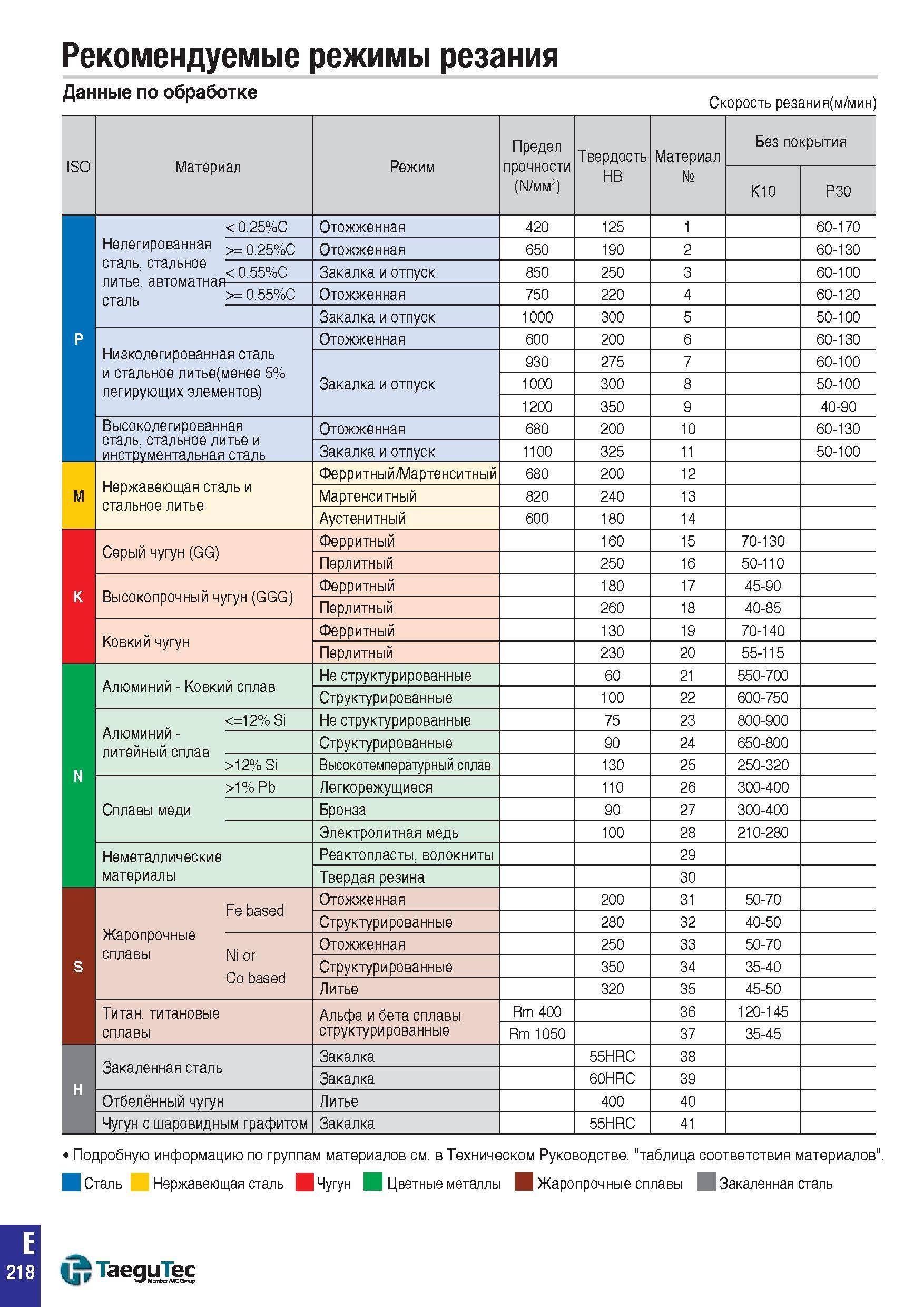
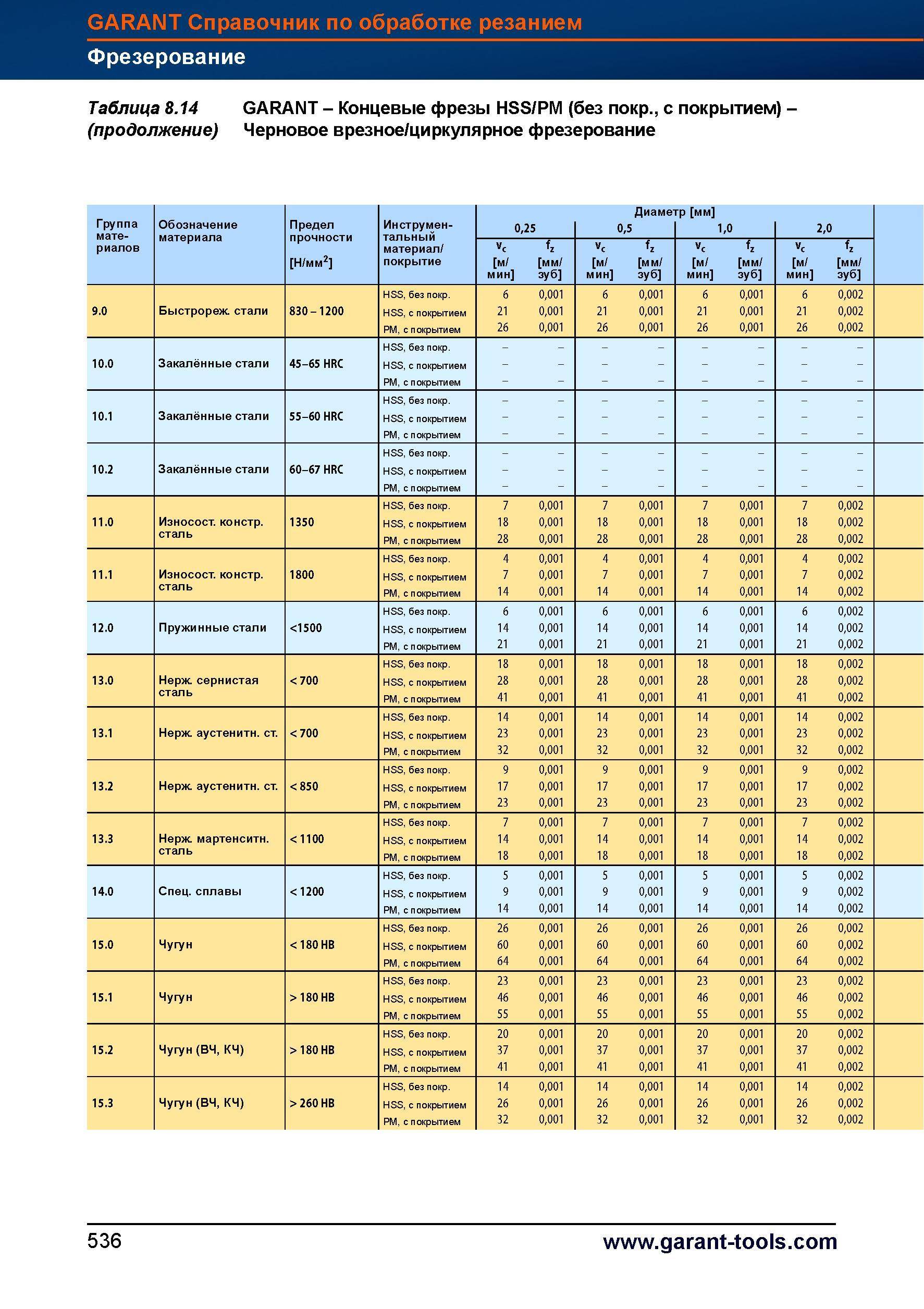
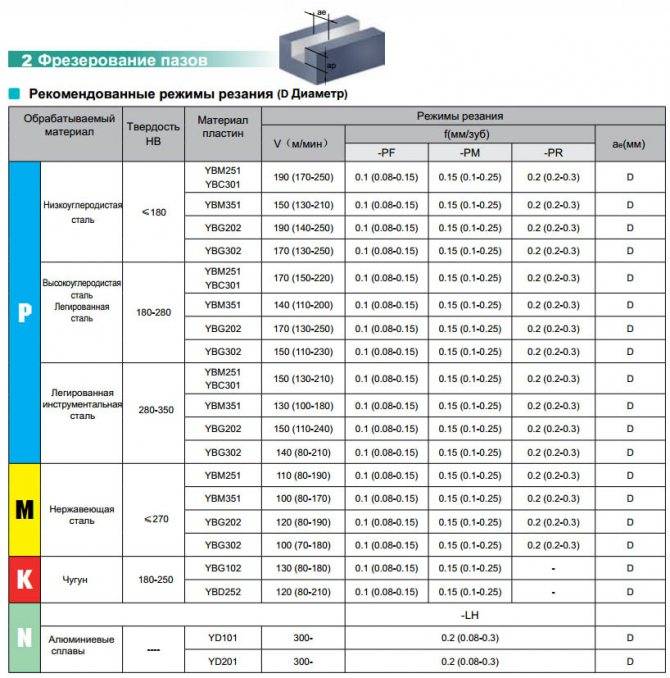
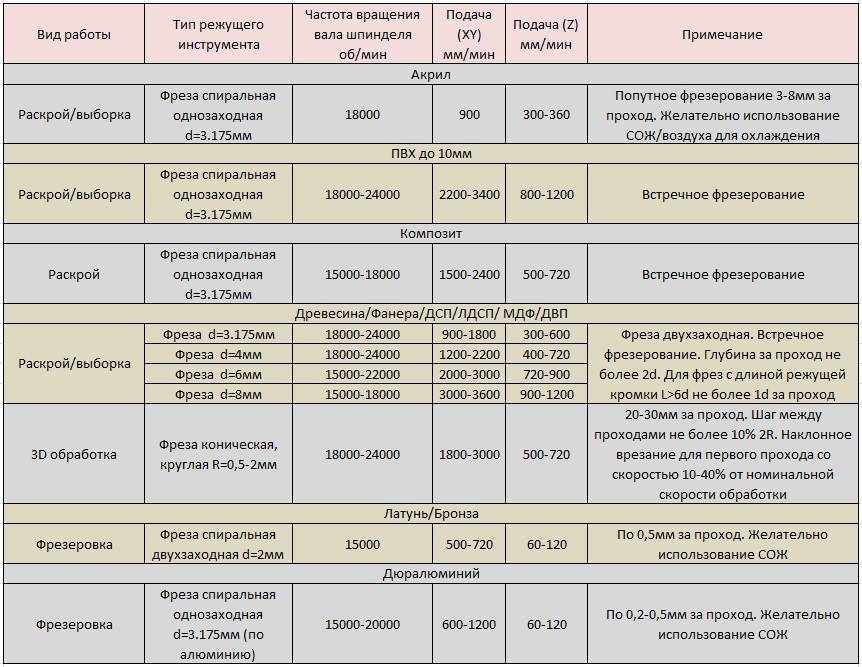
В размещенной ниже таблице приведены стандартные режимы резания при обработке различных материалов.
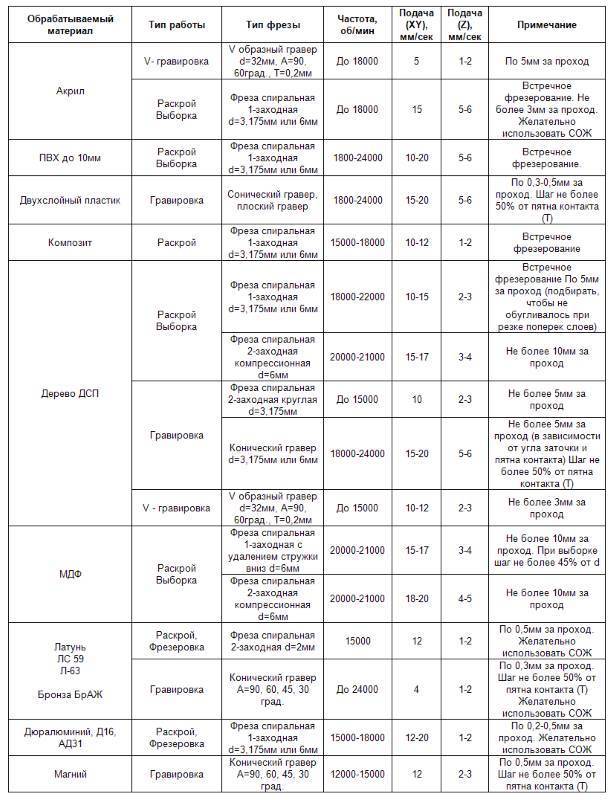
Изображение №3: стандартные режимы фрезерования
Этапы обработки
Детали изготавливаются из прутков, имеющих разное сечение и форму: квадратные, шестигранные, круглые и другие. Если необходимо снять слой материала, который превышает по объему саму деталь, то стараются использовать заготовки в виде отливок или поковок.
Обработка деталей на станках производится в несколько этапов:
- Первой стадией является черновая обдирка будущей детали;
- Снимается значительный по объему слой материала;
- Далее, следует сделать чистовую обработку материала.
Важный момент при обработке деталей: в зависимости от того, насколько высокая точность требуется для изготовления детали, черновую обработку можно произвести на очень мощном и не самом точном станке, а вот уже чистовую обдирку можно делать на прецизионном станке, хоть и менее мощном.
4 Выбор диаметра инструмента
Показатель срезаемого слоя, а также ширина обработки обуславливают выбор диаметра рабочего приспособления. Подбор сечения фрезы для резания производится по трем таблицам для разных видов инструмента:
- дискового;
- торцового;
- цилиндрического.
Производительность фрезерной обработки зависит от грамотного подбора сечения фрезы, так как диаметр инструмента влияет на величину среза. Она будет при идентичной глубине фрезерования и подаче приспособления тем меньше, чем большее сечение имеет фреза
Производя расчет режимов обработки, это всегда нужно принимать во внимание

Отметим, что оператору станка проще работать со срезами большой толщины (чем меньше глубина резания, тем выше удельное давление, а значит, необходимо затрачивать больше силы для обработки). По этой причине при любой возможности он должен подбирать фрезу с минимальным диаметром. Сечение рабочего инструмента также влияет на расстояние, которое преодолевает фреза при одном проходе. Данный показатель называют величиной пути. Формула для его расчета учитывает величины перебега и врезания инструмента, а также непосредственно длину обрабатываемой детали.
Показатель перебега чаще всего равняется 2–5 миллиметрам. С целью снижения холостого хода фрезерного агрегата (по сути – для уменьшения величины перебега) нужно брать фрезы малого сечения. Расчет показателя врезания осуществляется по формуле, учитывающей глубину обработки детали на конкретном станке определенной мощности. Для большинства фрез любых типов готовые значения пути врезания даются в таблицах. Найти в них эти элементы несложно.
Еще одной величиной, на которую влияет сечение инструмента, является крутящий момент определенной силы. Шпинделю агрегата следует сообщать меньший момент при малом диаметре фрезы, увеличивая его при повышении сечения приспособления для резания.
Учитывая все сказанное, может показаться, что целесообразнее всего производить выбор фрезы с малым сечением. Но это не так. Проблема заключается в следующем: со снижением диаметра инструмента для него необходимо подбирать оправку с малой жесткостью (так как фреза будет тонкой). А это ведет к потребности снижать величину срезаемой стружки с детали, то есть к необходимости уменьшать силы давления на оправку. Эффективность режима фрезерования при этом, как вы сами понимаете, снижается.
Фрезерное дело
§ 4. Элементы режимов резания при фрезеровании
Скорость резания v — длина пути (в метрах), которую проходит за одну минуту наиболее удаленная от оси вращения точка главной режущей кромки.
За один оборот фрезы точка режущей кромки, расположенная на окружности фрезы диаметром D пройдет путь, равный длине окружности, т. е. πD.
Чтобы определить длину пути, пройденного этой точкой в минуту, надо умножить длину пути за один оборот на число оборотов фрезы в минуту, т. е. nDn мм/мин. Если скорость резания выражается в метрах в минуту, то формула для скорости резания при фрезеровании будет


Если необходимо определить число оборотов фрезы в минуту, то формула примет вид
При фрезеровании различают следующие виды подач (рис. 12): подачу на один зуб, подачу на один оборот и минутную подачу. По направлению различают продольйую, поперечную и вертикальную подачи.
Рис. 12. Виды подач
Подачей на зуб (Sz, мм/зуб) называется величина перемещения стола с обрабатываемой заготовкой или фрезы за время ее поворота на один зуб.
Подачей на один оборот фрезы (So, мм/об) называется величина перемещения стола с обрабатываемой заготовкой или фрезы за один оборот фрезы.
Подача на один оборот равняется подаче на зуб, умноженной на число зубьев фрезы:
So = Sz • Z.
Минутной подачей (Sм, мм/мин) называется величина относительного перемещения стола с обрабатываемой заготовкой или фрезы за одну минуту.
Минутная подача равна произведению подачи на один оборот фрезы на число оборотов фрезы в минуту:
Sм = So • n = Sz • z • n мм/мин.
Как видно на рис. 12, каждый зуб фрезы снимает одинаковую стружку в виде запятой. Стружка, снимаемая одним зубом, определяется двумя дугами контакта соседних зубьев. Расстояние между этими дугами, измеренное по радиусу фрезы, переменное. Оно определяет толщину среза. Из рис. 12 видно, что толщина среза изменяется от нуля до максимального значения.
На обрабатываемой заготовке при фрезеровании различают обрабатываемую поверхность, обработанную поверхность и поверхность резания (рис. 13).
Рис. 13. Поверхности при фрезеровании
Для всех видов фрезерования различают глубину резания и ширину фрезерования. Глубина фрезерования — расстояние между обрабатываемой и обработанной поверхностями (см. рис. 13). Ширина фрезерования — ширина обработанной за один проход поверхности. Обычно глубину фрезерования принято обозначать буквой t, а ширину фрезерования — В. Это справедливо в том случае, когда указанные параметры рассматриваются как технологические. Параметр (глубина или ширина фрезерования), который оказывает влияние на длину контакта главных режущих кромок фрезы с обрабатываемой заготовкой, будем обозначать буквой В, второй, не влияющий на указанную длину, — буквой t. На рис. 14 видно, что параметром, влияющим на длину контакта главных режущих кромок с обрабатываемой заготовкой и обозначенным буквой В, будет ширина фрезерования при фрезеровании плоскости цилиндрической фрезой (рис. 14, а), паза или уступа дисковой фрезой (рис. 14, б и в), или глубина фрезерования при фрезеровании паза или уступа концевой фрезой (рис. 14, г и д) уступа торцовой фрезой (рис. 14, е), торцовой фрезой с угловым лезвием (рис. 14, ж), симметричное фрезерование торцовой фрезой (рис. 14, з) и несимметричное фрезерование торцовой фрезой (рис. 14, и).
Рис. 14. Глубина резания и ширина фрезерования
Поэтому в дальнейшем буквой В будем обозначать ширину фрезерования при обработке цилиндрическими, дисковыми, отрезными и фасонными фрезами или глубину фрезерования при обработке торцовыми и концевыми фрезами. Буквой t — глубину фрезерования при обработке цилиндрическими, дисковыми, отрезными и фасонными фрезами или ширину фрезерования при обработке торцовыми и концевыми фрезами.
Слой материала, который необходимо удалить при фрезеровании, называется припуском на обработку. Припуск можно удалить в зависимости от его величины за один или несколько проходов. Различают черновое и чистовое фрезерование. При черновом фрезеровании обработку производят с максимально допустимыми по условиям обработки глубинами резания и подачами на зуб. Чистовым фрезерованием получают детали с окончательными размерами и поверхностью высокого класса шероховатости.





