

1 Отрезной резец для токарных станков – основные характеристики инструмента
Резец является ключевым рабочим инструментом для любого современного оборудования, на котором осуществляются всевозможные металлообрабатывающие процедуры. Самым функциональным и широко распространенным видом такого оборудования по праву считается токарный станок, который просто-напросто не сможет выполнять свои задачи, если его не оснастить необходимыми режущими приспособлениями, предназначенными для обработки фасонных, плоских и цилиндрических поверхностей.
Токарные резцы производятся из марок стали с существенно более высоким показателем твердости, чем твердость материалов, подготовленных для обработки.
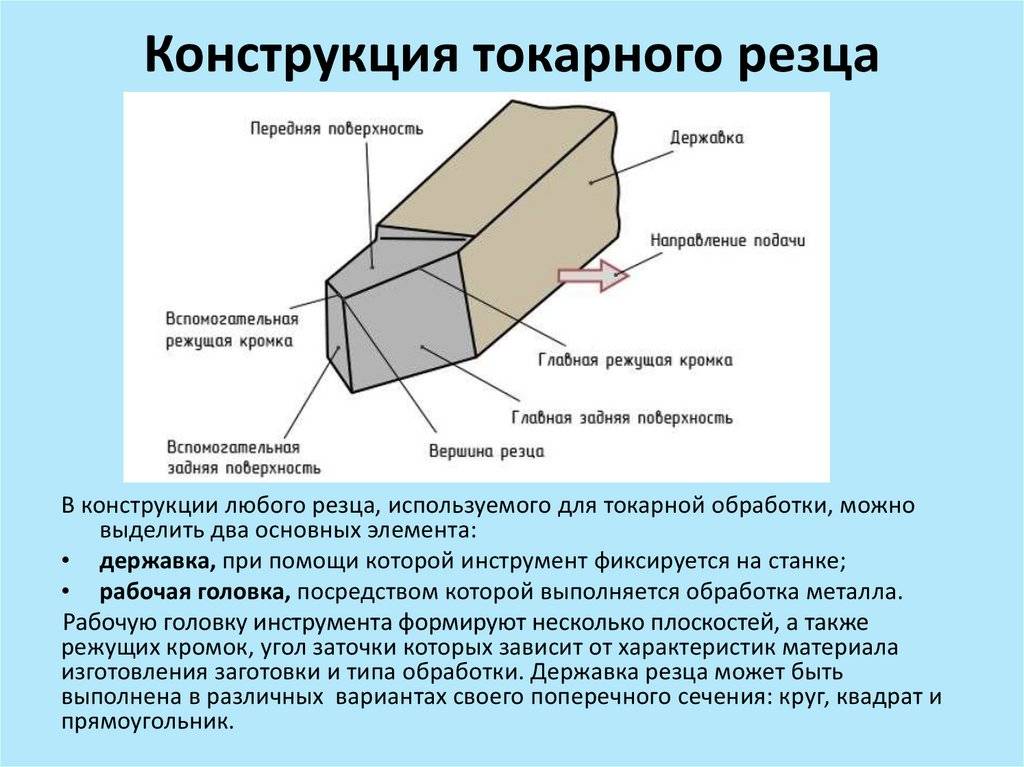
На головке находятся три поверхности – две задние и одна передняя, режущие кромки (вспомогательная и основная), а также вершина. Основная кромка необходима для резки материала. Тело резца требуется для того, чтобы инструмент можно было надежно закрепить в специальном держателе. Кроме того, оно принимает прямое участие в операции раскроя металла.
К другим важным параметрам, коими характеризуются все резцы токарные (виды этих инструментов будут описаны ниже), относят:
- Передний угол: от него зависит эффективность и качество обработки материалов, а также легкость, с которой с приспособления сходит металлическая стружка.
- Задний главный угол: под ним понимают угол между плоскостью резки и поверхностью инструмента. Чем больше его величина, тем меньше о поверхность обрабатываемого изделия трется задняя грань режущего приспособления.
- Угол заострения: угол между основной задней и передней поверхностями. При его уменьшении резцу требуется меньше усилий для отделения стружки от материала, но при этом инструмент быстро затупляется, теряет свою прочность и выходит из строя.
С целью определения углов инструмента вводятся два понятия:
- плоскость резки: она проходит через режущую кромку и является касательной по отношению к поверхности обработки металла;
- основная плоскость: она совмещена с опорной поверхностью инструмента и идет параллельно направлению поперечной и продольной подач.
Это интересно: Резец канавочный токарный — виды, размеры, материал, классификация
Резец для токарных работ по дереву из напильника
Привет всем любителям помастерить, сегодня мы будем изготавливать нож, а вернее резец по дереву для работы на токарном станке. У автора токарный станок импровизированный, он изготовлен из дрели, резец автор также решил сделать сам. Исходным материалом для ножа послужил старый напильник по металлу. Процесс изготовления довольно прост и не требует особых навыков и инструментов. Резец прекрасно справляется с поставленной задачей и долго не тупится. Единственный недостаток такого инструмента в том, что сталь быстро ржавеет, так что резец нужно хранить в сухом месте и регулярно смазывать. Если вас заинтересовала самоделка, предлагаю изучить проект более детально!
Список материалов:
— старый напильник; — дерево для накладок; — эпоксидный клей; — гвозди, болты или другие стержни (для штифтов); — масло для дерева.Список инструментов: — болгарка с точильными и отрезными дисками; — тиски; — сверлильный станок; — маркер; — стамеска; — зажимы; — точильные камни. Процесс изготовления самоделки:
Шаг первый. Шлифовка
Первым делом нам нужно хорошо отшлифовать старый напильник до блеска. Закалять самоделку мы не будем, так что при изготовлении нельзя допустить перегрева напильника. Зажимаем напильник в тисках, а на болгарку устанавливаем толстый шлифовальный диск. Приступаем к работе, в процессе шлифовки напильник постоянно поливаем водой, чтобы металл не перегревался. Таким способом автор отшлифовал все стороны напильника.
Шаг второй. Режущая часть
Шаг третий. Тонкая шлифовка
При помощи мелкого наждачного камня выравниваем и затачиваем носовую часть резца. В завершении заматываем кончик ножа малярной лентой, чтобы не пораниться в дальнейшем.
Шаг четвертый. Рукоять
Шаг пятый. Завершение и испытания
Вот и все, теперь нож готов, осталось пропитать накладки маслом, чтобы они не пачкались и не впитывали воду. Нож отлично смотрится, можно испытывать. Автор работает резцом довольно уверенно, режущая часть резца не гнется, сталь крепкая. На этом проект окончен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. не забывайте делиться с нами своими идеями и самоделками!
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
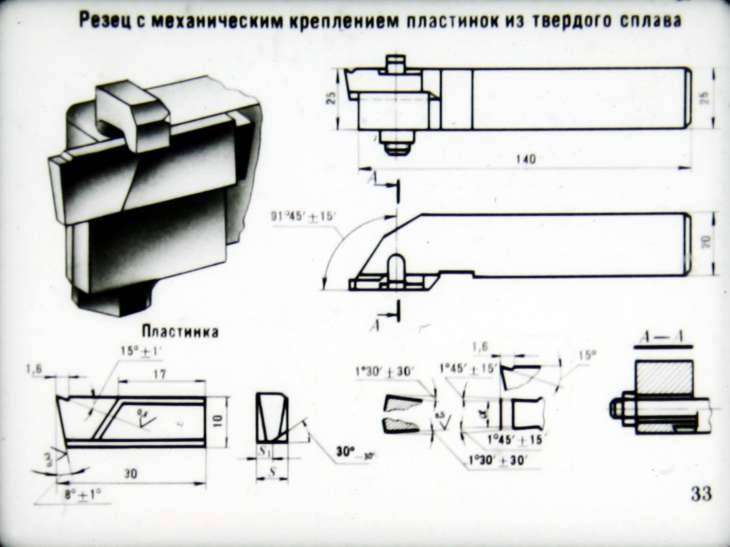
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
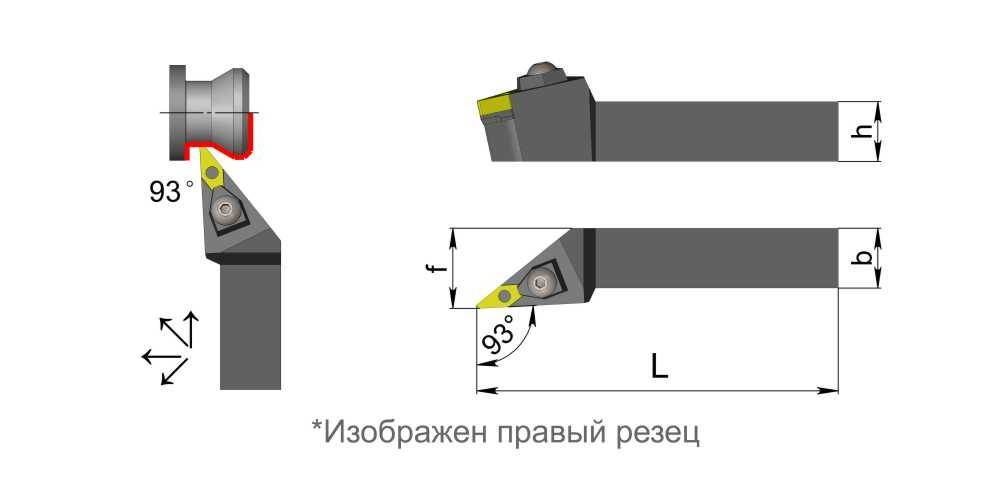
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании? Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий. Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:. Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.




Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.

3 Подрезной резец, проходной, фасонный и другие – для каких работ используются?
Проходные резцы оптимальны для обточки наружных протяженных конических и цилиндрических поверхностей. Такой инструмент может быть:
- Отогнутым: данный вид резца подходит для снятия фасок, подрезки торцов заготовок, его можно применять при поперечной и продольной подачах. Различают два типа данных резцов – чистовые и черновые. Первые обеспечивают чистую поверхность изделия, прошедшего обработку. Их используют тогда, когда стоит задача получить максимально гладкую заготовку.
- Прямым: изготавливается из твердосплавных напаянных пластин в соответствии с Государственным стандартом 1973 года 18878.
- Упорным: рекомендован для точения изделий с малой жесткостью. Резец проходной упорный обычно используется для подрезки буртиков и обточки ступенчатых поверхностей.
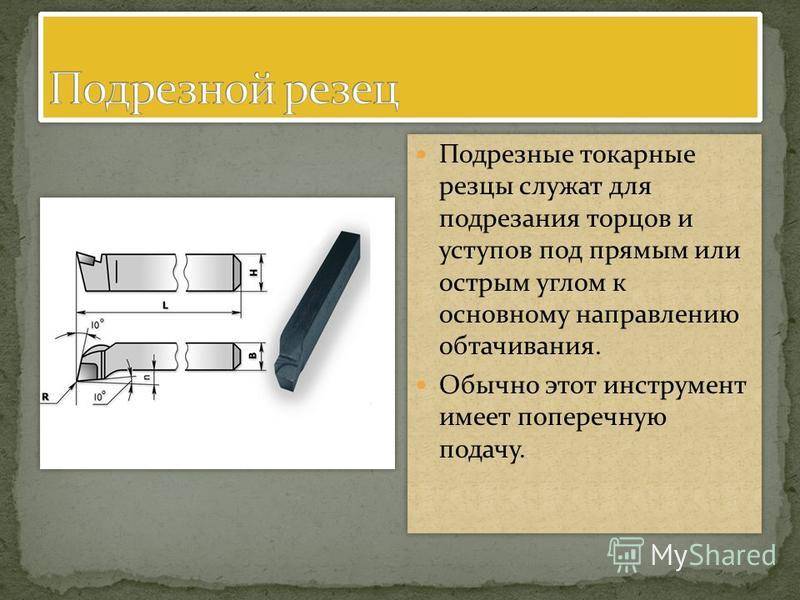
Для обработки торцов на проход и обточки плоскостей, которые расположены перпендикулярно вращательной оси, применяют подрезной резец, который функционирует с поперечной подачей. А вот для обработки отверстий предназначается расточной инструмент, который без труда растачивает до необходимого диаметра внутренние отверстия детали. Он позволяет на высоком качественном уровне получать не только сквозные, но и глухие отверстия (они по степени точности намного выше чем те, которые получаются когда используются различные виды сверл).

Обрабатываемые при помощи расточного инструмента отверстия должны быть по своим поперечным размерам больше, чем используемые резцы. А длина растачиваемого отверстия должна быть меньше по сравнению с вылетом резца. Стружку крупного сечения такие резцы снимать не могут, так как они склонны к ощутимым вибрациям из-за своей недостаточной жесткости. В целом данный инструмент используется не в таких благоприятных условиях, как применяемые для наружной обточки проходные резцы.
Отрезной инструмент дает возможность создавать в теле заготовки канавки, а также производить обрезание детали по требуемым размерам. Подобные резцы изготавливают с головкой, которая по своей ширине меньше тела инструмента, также она характеризуется небольшой толщиной. Задача же токарных резьбовых резцов, как понятно из их названия, нарезать на внутренних и наружных поверхностях заданной резьбы. Они могут отличаться один от одного своей конструкцией, благодаря чему получается дюймовая либо метрическая резьба.

Незаменимым является фасонный резец, который обеспечивает возможность работать с изделиями, имеющими сложную конфигурацию. Их создают для конкретной заготовки, по этой причине они применяются исключительно в массовом и крупносерийном производстве. Фасонный инструмент обладает повышенной производительностью и гарантирует уникальную точность геометрических величин изделия, а также идентичность его формы. Резцы фасонного типа могут быть по своей форме:
- призматическими;
- стержневыми;
- круглыми.
Токарные резцы
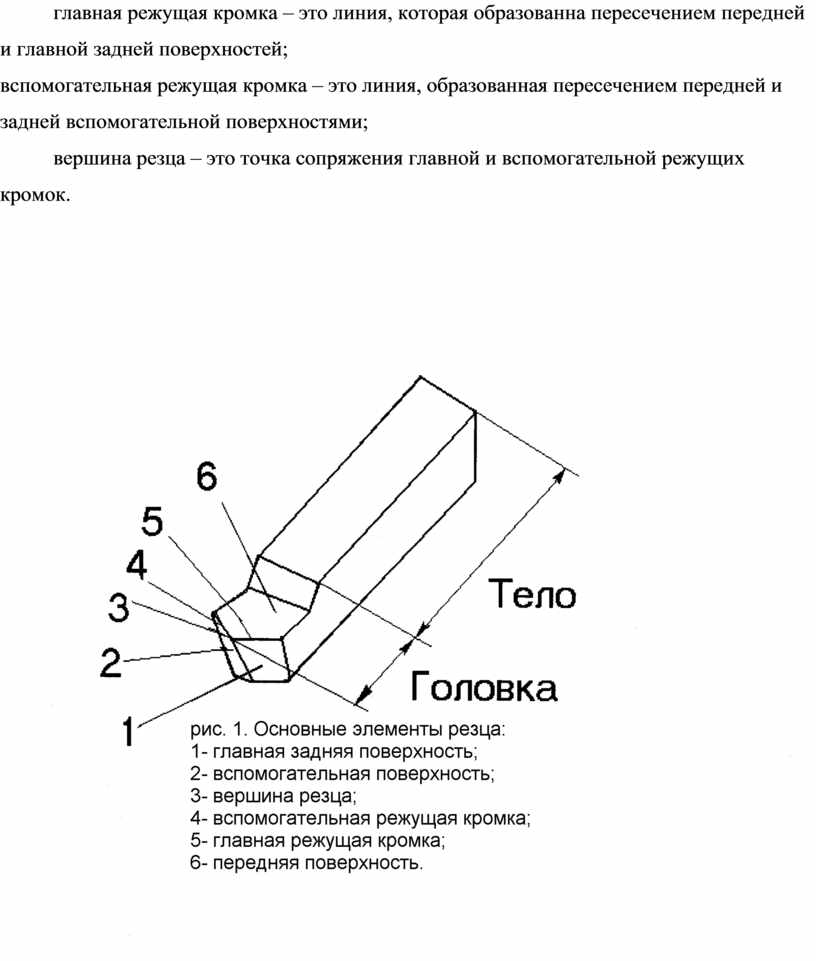
Резец состоит (рис. 1) из головки 2 (рабочей части) и стержня 1, служащего для закрепления резца в суппорте станка.
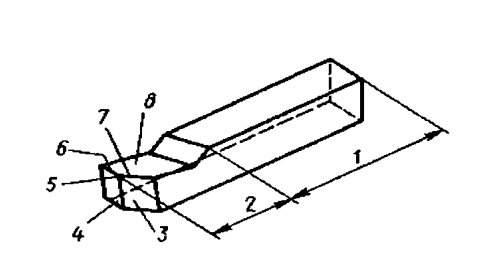
Рис. 1. Элементы резца
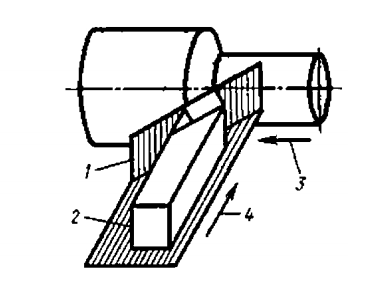
Рис. 2. Условные плоскости (резания и основная) для изучения геометрии резца
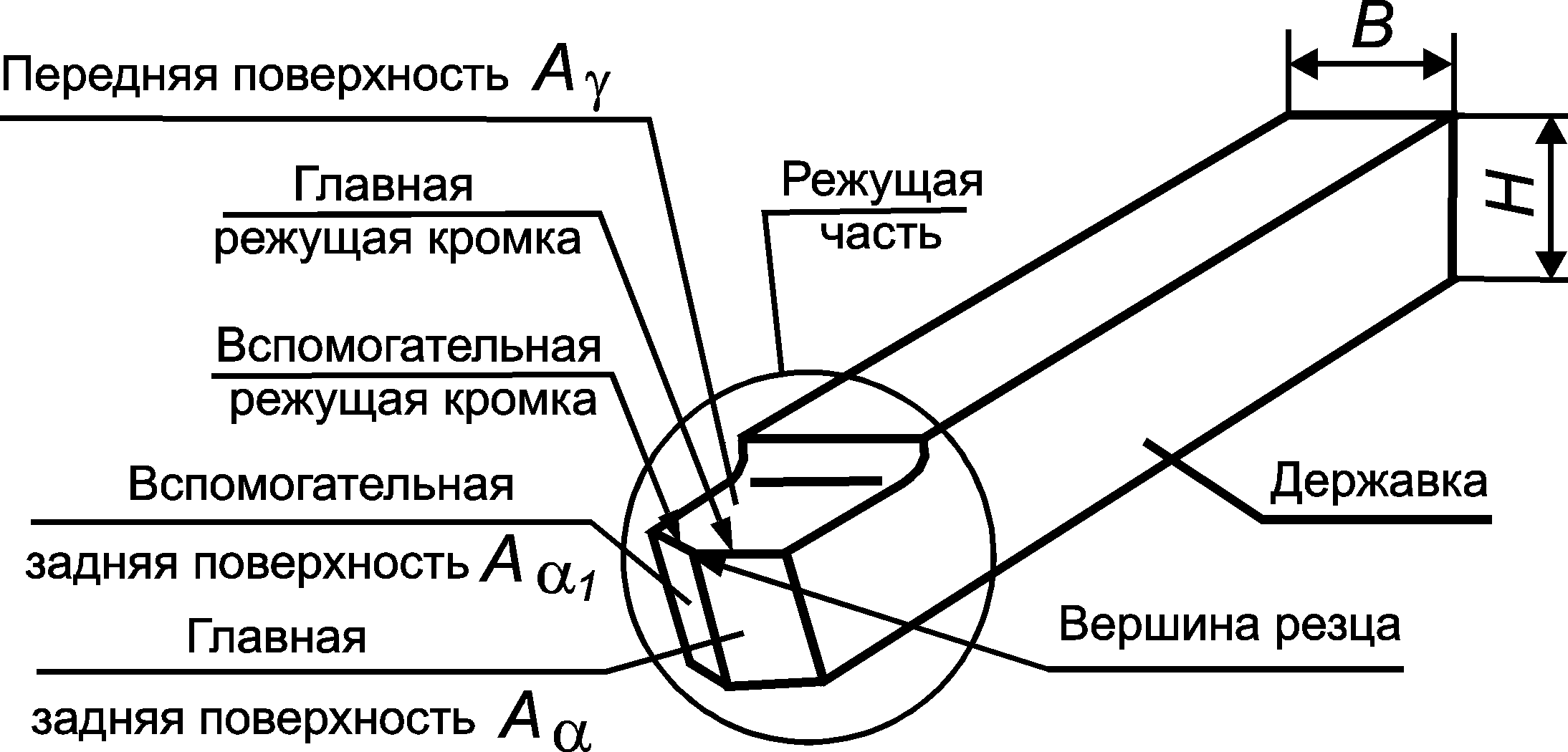
Передней поверхностью 8 резца называют поверхность, по которой сходит стружка. Задние (главная 3 и вспомогательная 4) поверхности обращены к обрабатываемой заготовке. Главная режущая кромка 7 выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка 6 образуется пересечением передней и вспомогательной задней поверхностей. Место пересечения главной и вспомогательной режущих кромок называют вершиной 5 резца.
Для определения углов резца установлено понятие координатных плоскостей. Применительно к токарной обработке это плоскость резания и основная плоскость. Плоскостью резания 1 называю плоскость, касательную к поверхности резания и проходящую через режущую кромку (рис. 9).
Основная плоскость 2 параллельна направлениям 3, 4 подач (продольной и поперечной); она совпадает с опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные (рис. 10).
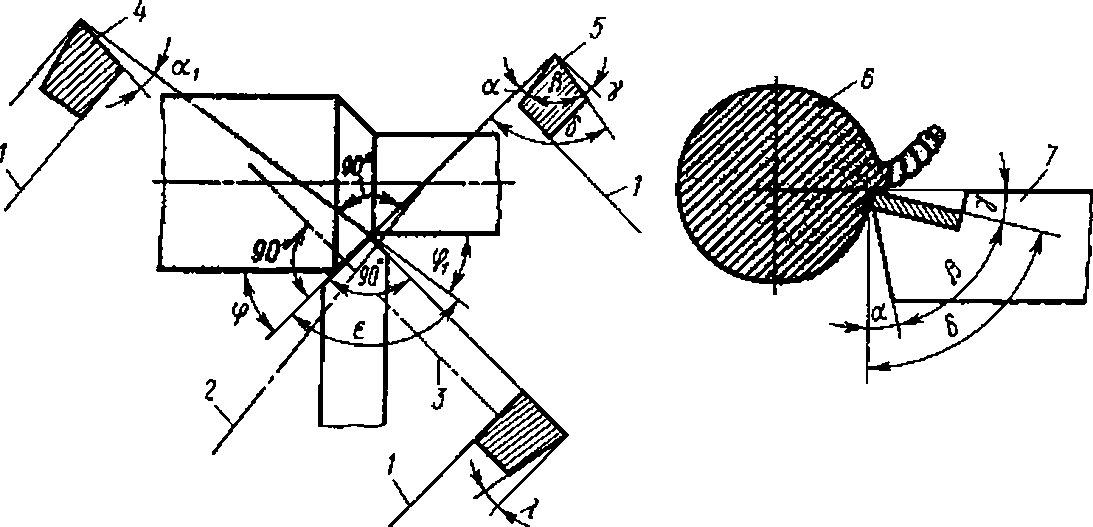
Рис. 3. Геометрия резца: 1 — основная плоскость, 2 — вспомогательная секущая плоскость, 3 — главная секущая плоскость, 4 — сечение по вспомогательной секущей плоскости, 5 — сечение по главной секущей плоскости, 6 — заготовка, 7 — резец.
Главные углы резца измеряют в главной секущей плоскости, т.е. в плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.
Главным задним углом α называют угол между главной задней поверхностью резца и плоскостью резания.
Угол заострения β измеряют между передней и главной задней поверхностью резца.
Главным передним углом γ называют угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведенной через главную режущую кромку.
Сумма углов α+β+γ=90о.
Угол резания δ образуется передней поверхностью резца и плоскостью резания.
Главным углом в плане φ называют угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи.
Вспомогательный угол в плане φ1 образуется проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи.
Углом при вершине в плане ε называют угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость.
Вспомогательный задний угол α1 это угол, образованный вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Углом наклона главной режущей кромки λ называют угол между режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости.
Резцы классифицируют:
- по направлению подачи — на правые 2 и левые 1. Правые резцы на токарном станке работают при подаче справа налево, т.е. перемещаются к передней бабке станка (рис. 4, а, б):
- по конструкции головки — на прямые, отогнутые и оттянутые (см. рис. 4, а – в);
- по роду материала — из быстрорежущей стали, твердого сплава и т. д.;
- по способу изготовления — на цельные и составные. При использовании дорогостоящих режущих материалов резцы изготовляют составными: головкуиз инструментального материала, а стержень — из конструкционной углеродистой стали. Наиболее распространены составные резцы с пластинками из твердого сплава или быстрорежущей стали. Пластинки из твердого сплава припаиваются или крепятся механически;
- по сечению стержня — на прямоугольные, круглые и квадратные;
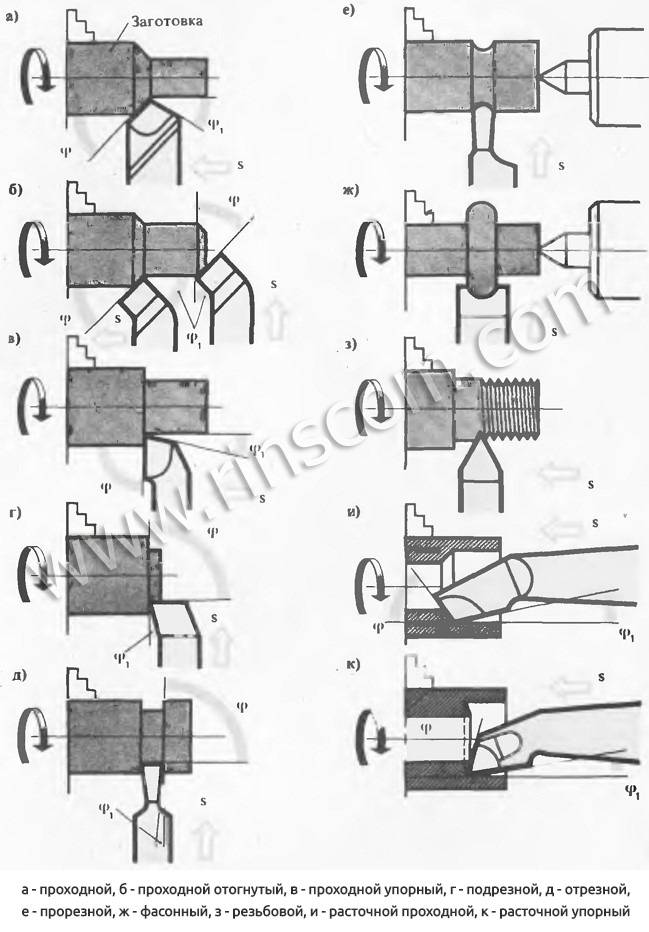
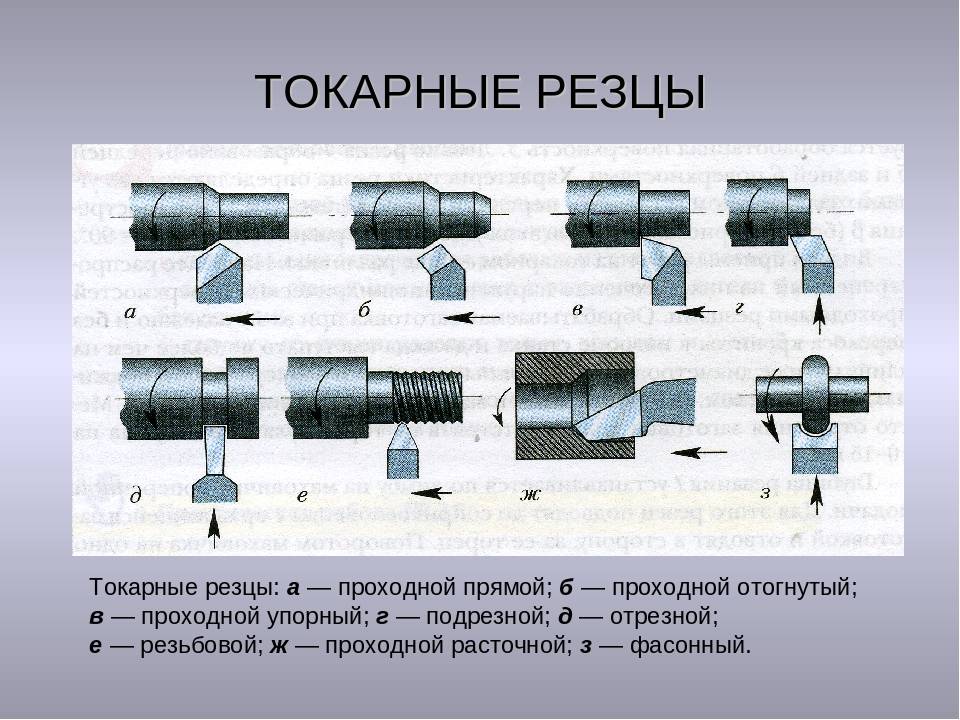
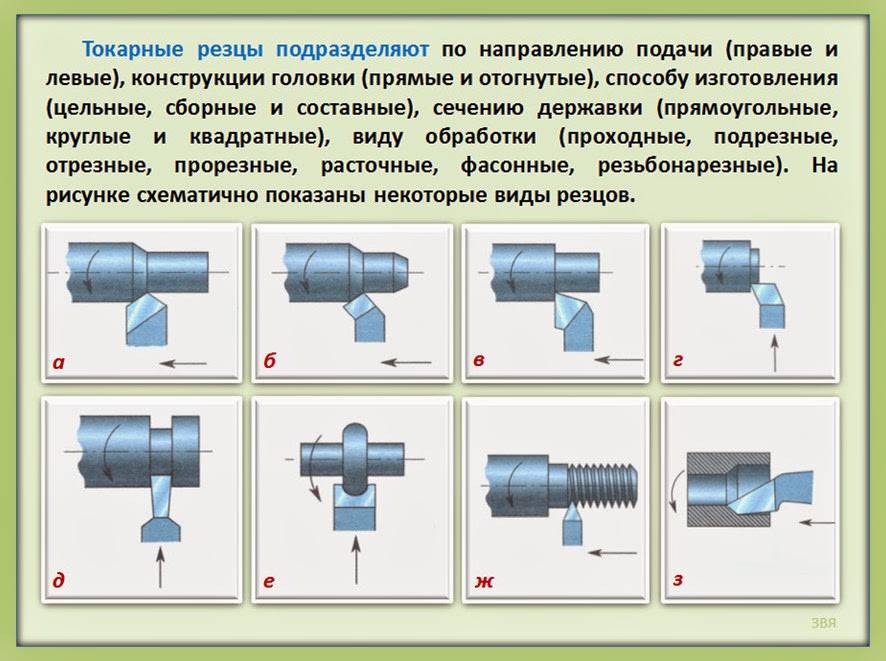
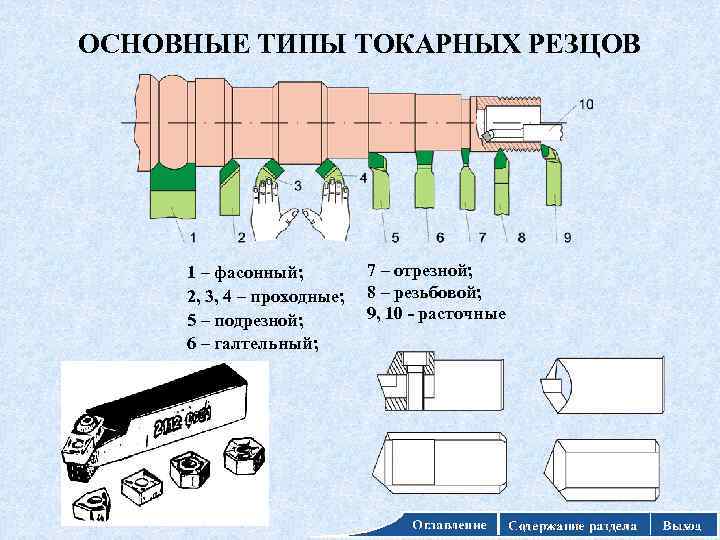
- по виду выполняемых работ — на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (рис. 5).
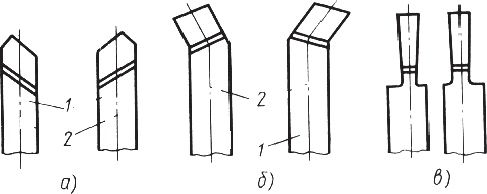
Рис. 4. Резцы: а — прямые, б — отогнутые, в — оттянутые, 1 левые, 2 правые
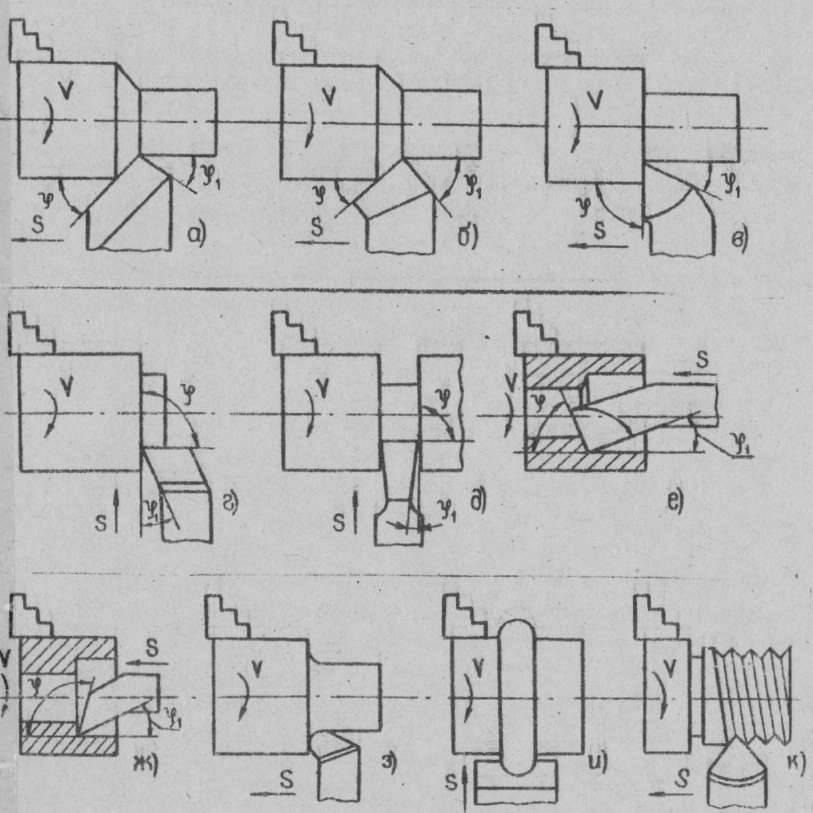

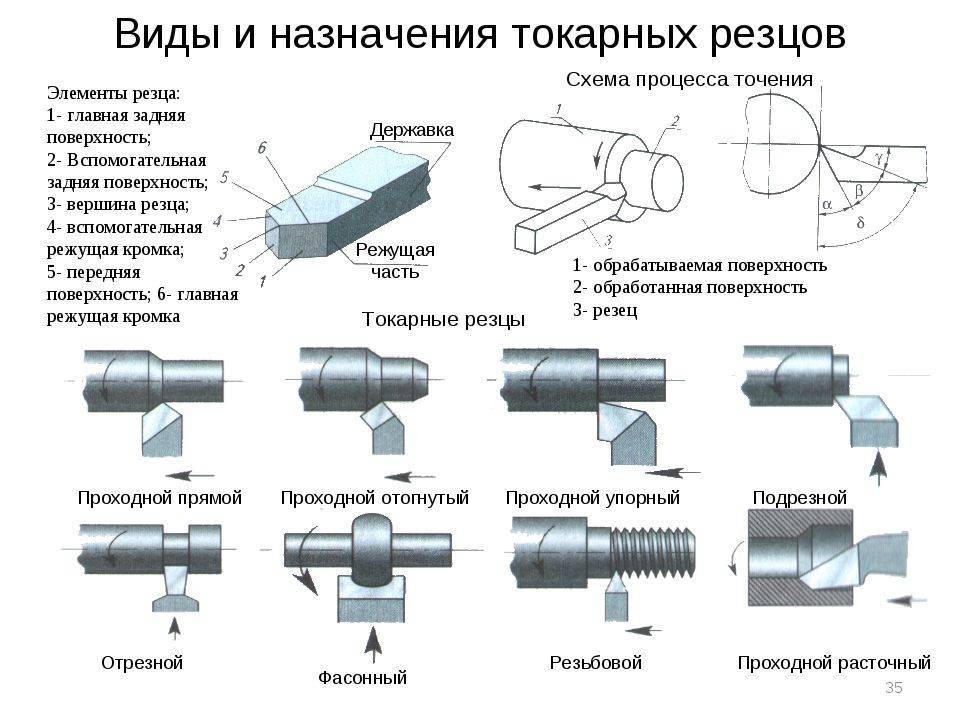
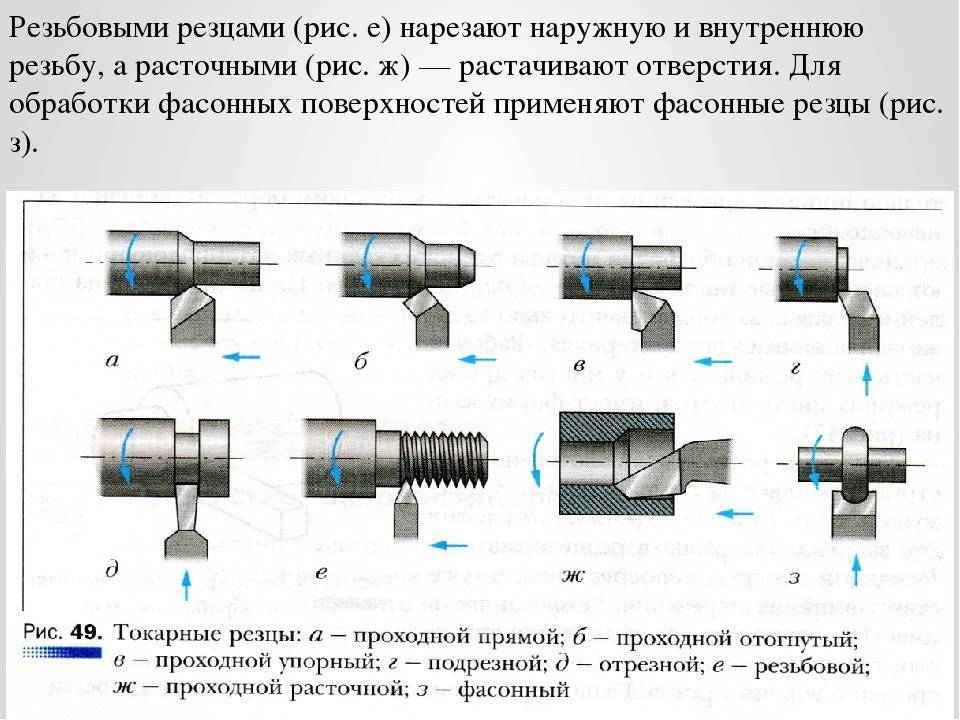
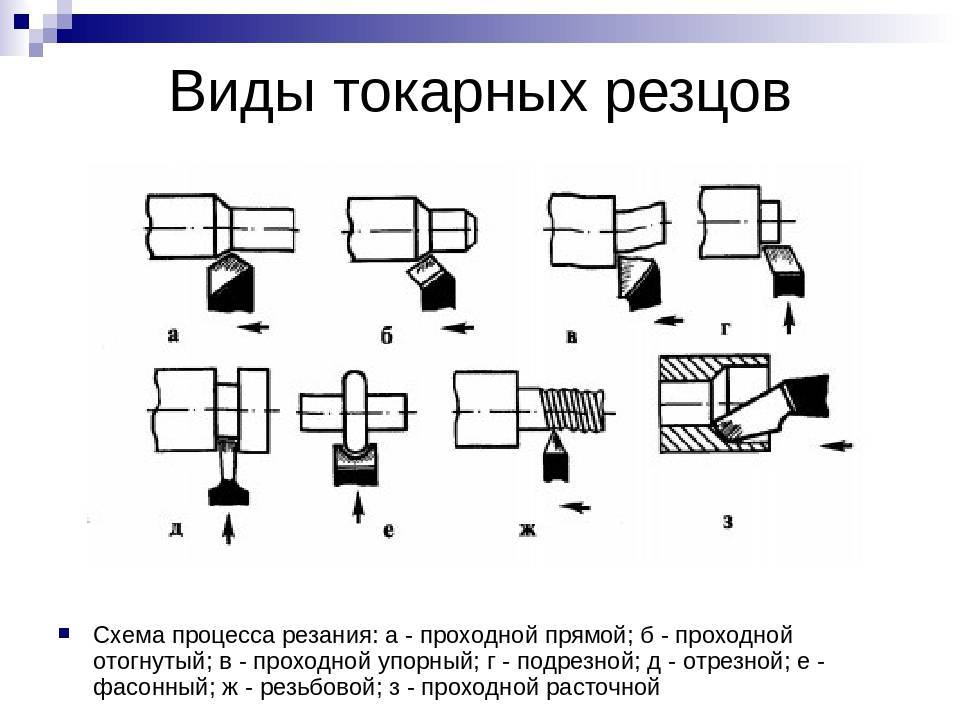
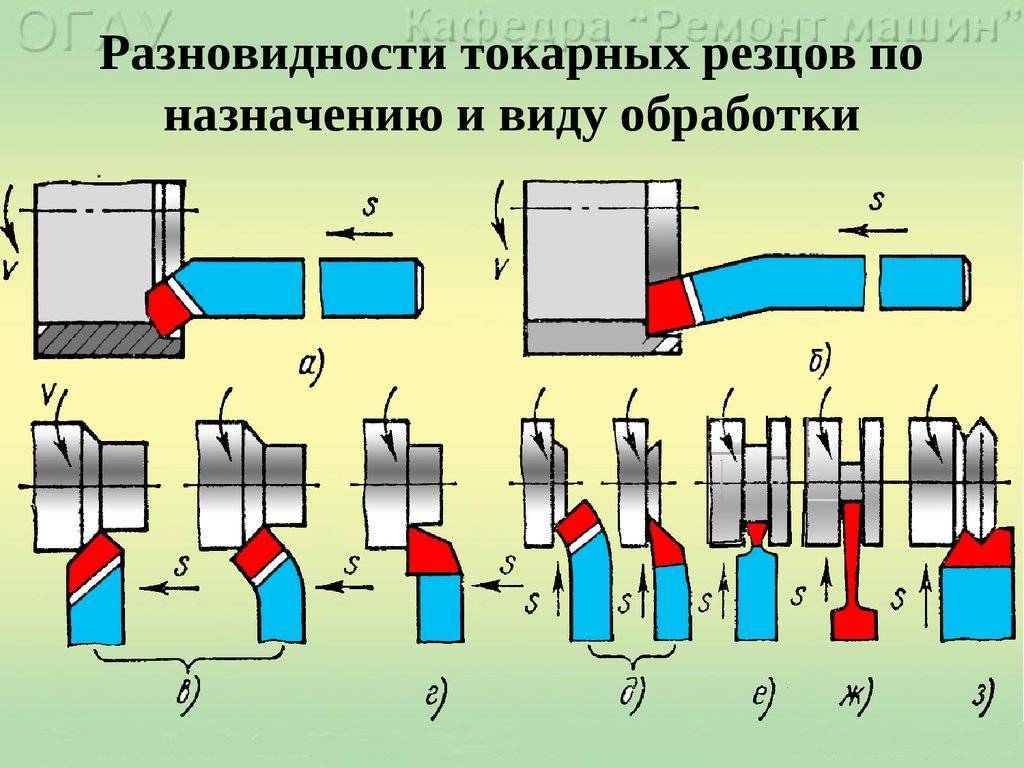
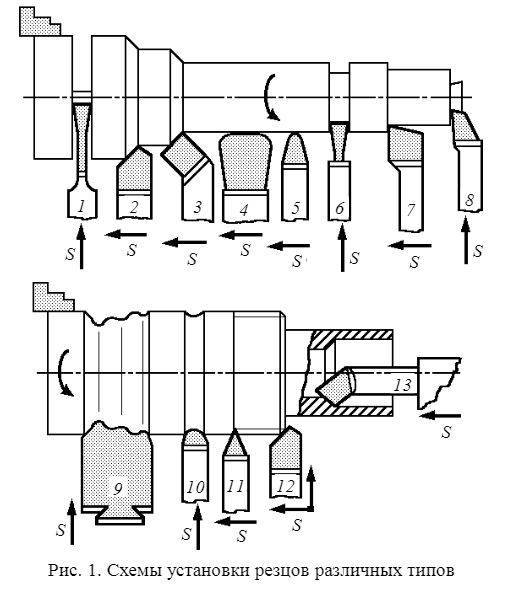
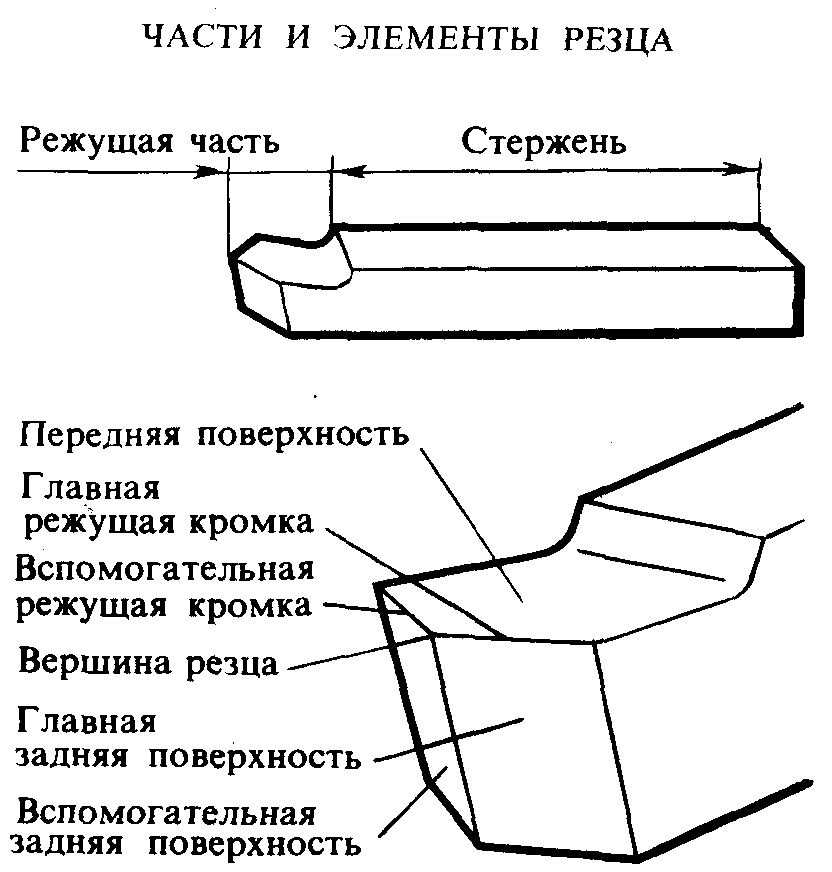
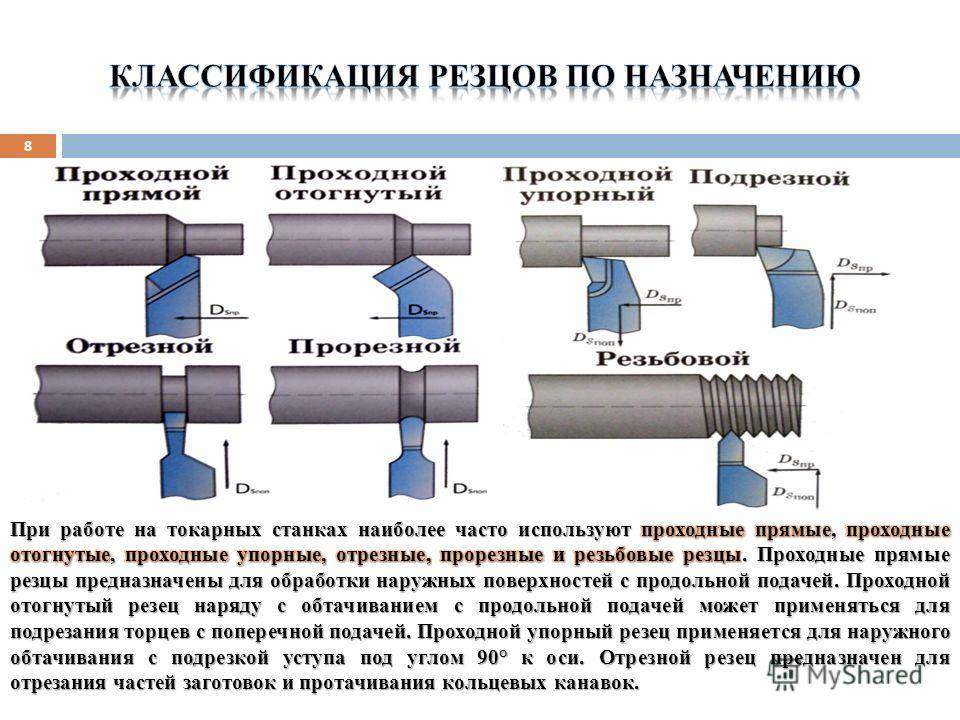
Рис. 5. Токарные резцы для различных видов обработки: а — наружное обтачивание проходным отогнутым резцом, б — наружное обтачивание прямым проходным резцом, в — обтачивание с подрезанием уступа под прямым углом, г — прорезание канавки, д — обтачивание радиусной галтели, е — растачивание отверстия, ж, з, и-нарезание резьбы наружной, внутренней и специальной
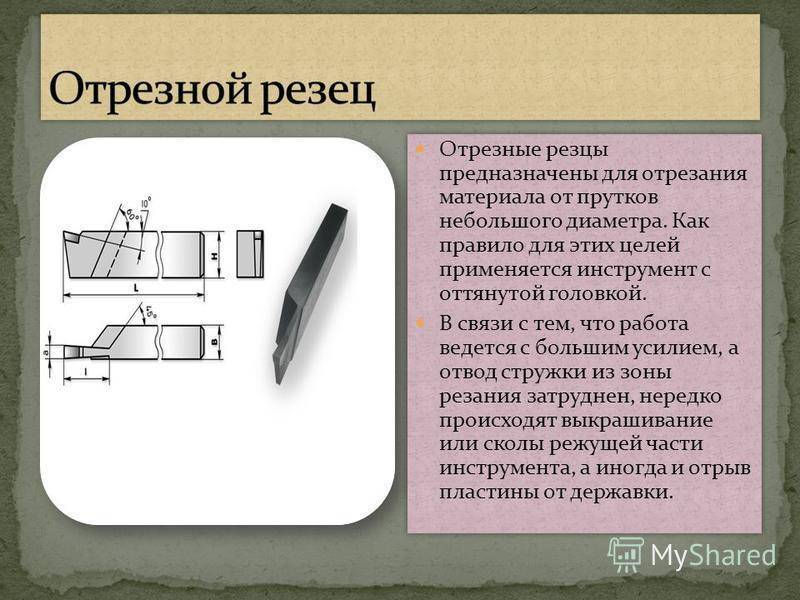
Типы и область использования резцов отрезных
Конструктивно рассматриваемые насадки подразделяются на сборные и монолитные (цельнометаллические). Последние производятся из сверхпрочной инструментальной стали, а их основные технические характеристики регламентирует Государственный стандарт №18874 от 1973 года. Максимальные габариты такого резца составляют:
- Полная длина – 80 миллиметров;
- Головочная длина – 15 миллиметров;
- Ширина режущей кромки – 12 миллиметров.
Сборные модели, в свою очередь, возможно подразделить на два типа. Первый тип выглядит как монолитный образец, у которого и головка и державка исполнены единым бруском, а вот пластина режущая – является отдельным сборным элементом, устанавливаемым на окончание головки. Ее крепление может производится двумя способами – либо способом припайки к основанию, либо способом механического крепления.
Второй тип сборной модели получил наибольшее распространение в современном мире собирающихся резцов. Он имеет длинную и плоскую головку с режущим краем, которая механическим методом закрепляется в особой оправе, которая и выполняет роль своеобразной державки. Подобные резцы продаются со сменными пластинами, различающимися по толщине и ширине. Помимо прочего, некоторые из описанных образцов способны регулировать длину выброса своей головки.
Кроме усиленных и стандартных вариантов отрезной насадки в классической конструкции, для работы в особых условиях могут применяться иные разновидности отрезных резцов, которые способны компенсировать малую жесткость или маломощность токарного станка. Сюда можно отнести инвертированные или пружинные модели, используемые зачастую на мелком производстве или в бытовых мастерских. Их головки могут компенсировать динамические ударные нагрузки и поглощать (насколько возможно) создаваемые вибрации, а это позволит добиваться нужного качества обрабатываемой поверхности и предохранять режущий край от повреждения.
Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Прямые проходные
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
Для наружной резьбы
Выполняются из прочных сплавов (, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки
Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
- Первый — способ крепления режущей пластины.
- Второй — ее форма.
- Третий — тип резца.
- Четвертый — задний угол режущей пластины.
- Пятый — направление резания.
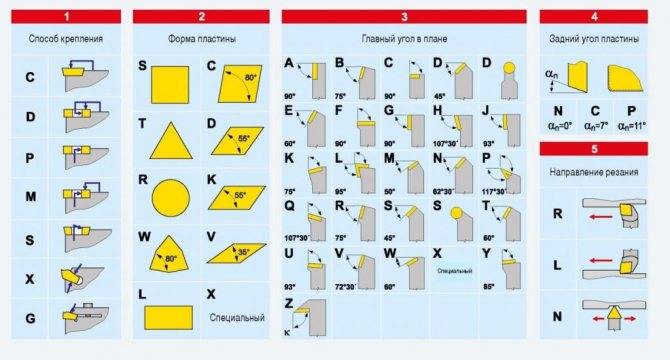
Изображение №6: возможные значения параметров 1–5
- Шестой — высота державки.
- Седьмой — ширина ее хвостовой части.
- Восьмой — общая длина резца.
- Девятый — размер режущей пластины.
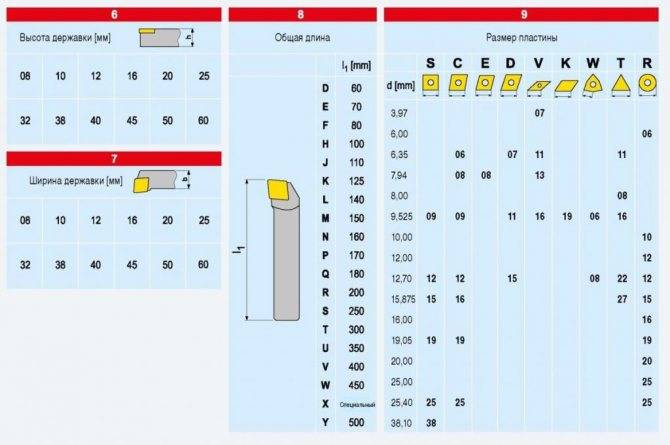
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
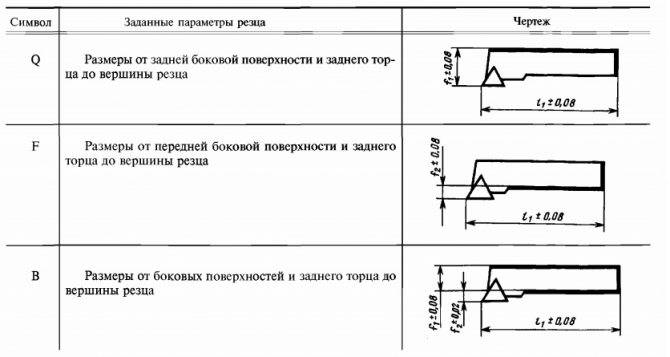
Изображение №8: возможные значения параметра 10
Основные характеристики отрезных резцов для токарных работ
Токарный станок, предназначенный для металлообрабатывающих процедур, в том числе по цилиндрическим, фасонным и плоским поверхностям, в обязательном порядке оснащается резцом. Его характеристики бывают разными, но есть один ключевой момент: изделие для обработки металла должно быть изготовлено из более твердой и прочной стали, чем материал обрабатываемых поверхностей.





Резцы отрезные имеют конструкцию и размеры согласно ГОСТ 18880—73. Они различаются между собой сильнее, чем инструменты для работ по дереву.
Рабочая часть режущего инструмента обычно бывает выполнена в виде клина. Этим резец для токарного станка по металлу похож на некоторые другие приспособления для металлообработки. Конструкция у разных видов резцов может иметь отличия, но она непременно предусматривает тело и головку.
Головка включает следующие элементы:
- вершина;
- основная и дополнительная режущие кромки;
- передняя и две задние поверхности.
Форма режущих кромок отличается, например, если посмотреть на резец по металлу подрезной, можно увидеть, что она треугольная, а у других видов — прямая или полукруглая. У резцов по дереву лезвие имеет прямую форму. Тело (стержень) инструмента используется для фиксации в державке или суппорте. Основная кромка выполняет операцию резки. Раскрой заготовки происходит при непосредственном участии тела инструмента.
Резцы токарные имеют и другие особенности:
- Передний угол. Его параметры определяют легкость снятия стружки, скорость и точность обработки заготовки.
- Задний угол. Он образован обрабатываемой поверхностью и плоскостью резца. Если он слишком маленький, одна из граней режущего приспособления будет постоянно тереться о заготовку. Слишком большая величина заднего угля затрудняет снятие стружки, так что необходимо выбирать оптимальные параметры.
- Угол заострения. Он образован плоскостями передней и основной задней поверхности. Тем меньше его величина, тем эффективнее снимается стружка с заготовки. Но при слишком маленьком угле рабочая поверхность инструмента быстро затупляется, резец приходит в негодность.
- Размер державки (выражается в мм). Например, резец отрезной Т5К10 и многие другие модели имеют размер державки 25х16 мм.
Термины, которые используются при обозначении углов инструмента:
- Основная плоскость. Она проходит через прямые, совпадающие с векторами продольной и поперечной подач, и параллельна опорной поверхности резца.
- Плоскость резки. Она совпадает с режущей кромкой инструмента и располагается по касательной к обрабатываемой поверхности заготовки.
Виды отрезных резцов
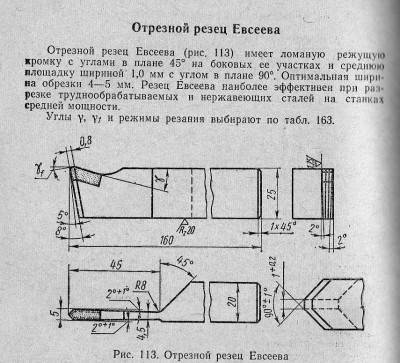
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.
Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
Категории резцов
Из всех имеющихся параметров, по которым классифицируют резаки, основным считается тип обработки заготовки. В зависимости от своего технологического назначения, сменные резцы для токарного станка по металлу бывают:
- Проходными. Используя данное изделие, токарь обрабатывает цилиндрические и конические наружные поверхности металлических заготовок. Обработка осуществляется вдоль оси вращения заготовки.
- Отрезными. Применяются для разрезания заготовок и их торцевания.
- Фасонными. Используя данный резец для токарного станка по металлу, можно обтачивать фасонные поверхности заготовок. Инструмент также используется для формировки фасонных выступов и канавок.
- Расточными. Изделие используется для растачивания как сквозного, так и глухого отверстия. Расточные резаки могут быть упорными и проходными.
- Прорезными или канавочными. Внутренние и наружные канавки в цилиндрических заготовках из металла протачиваются данными резаками. Также этот тип резцов используется в тех случаях, когда необходимо разрезать заготовку под прямым углом.
- Резьбовыми. Используются в тех случаях, когда нужно оснастить заготовку внутренней или наружной резьбой.
- Гальтельными. Применяя резаки данной категории, токарь может обрабатывать переходные поверхности заготовок.
- Фасочными. Используются данные резаки для снятия фасок.





