

Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
- Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
- Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.
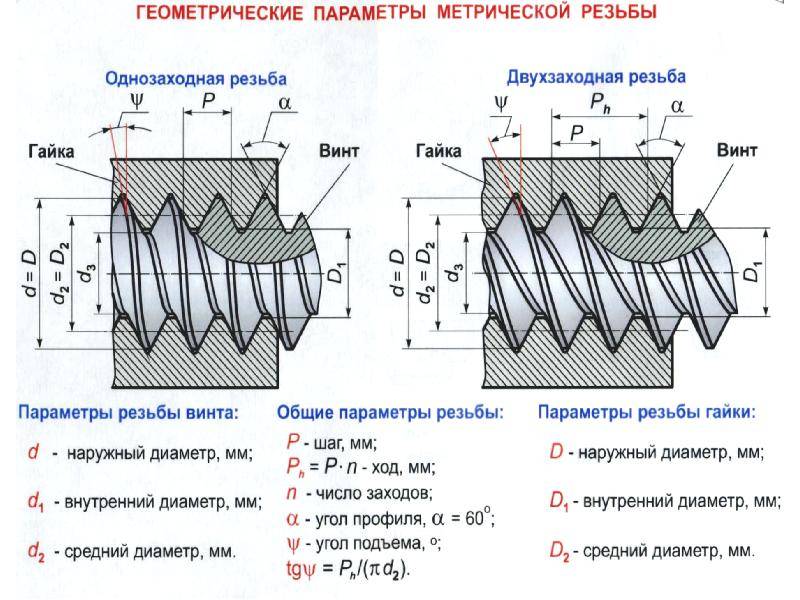
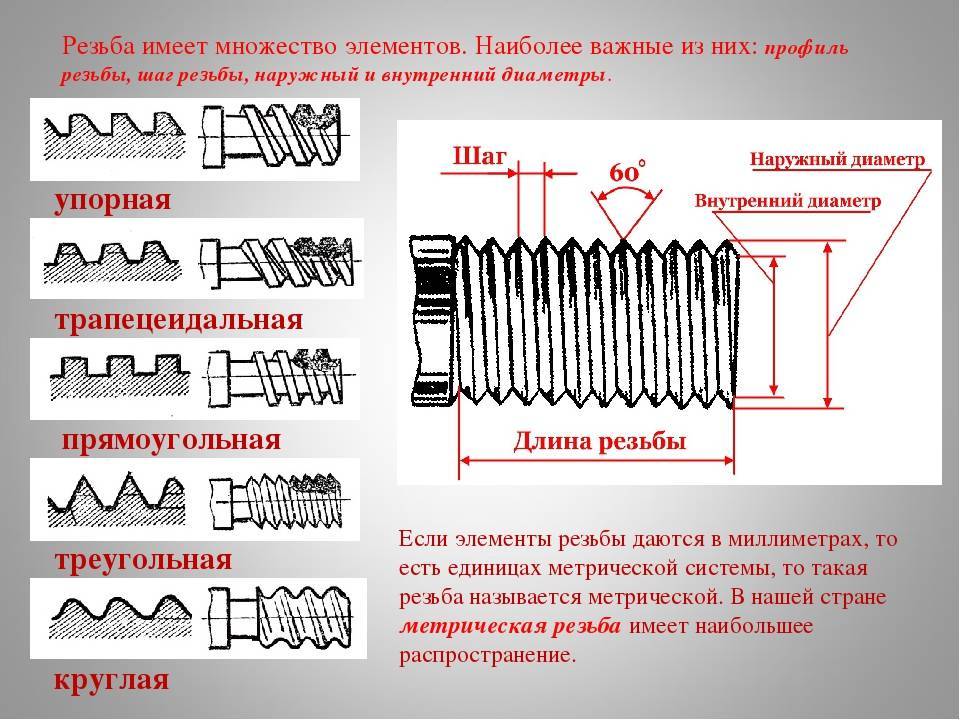
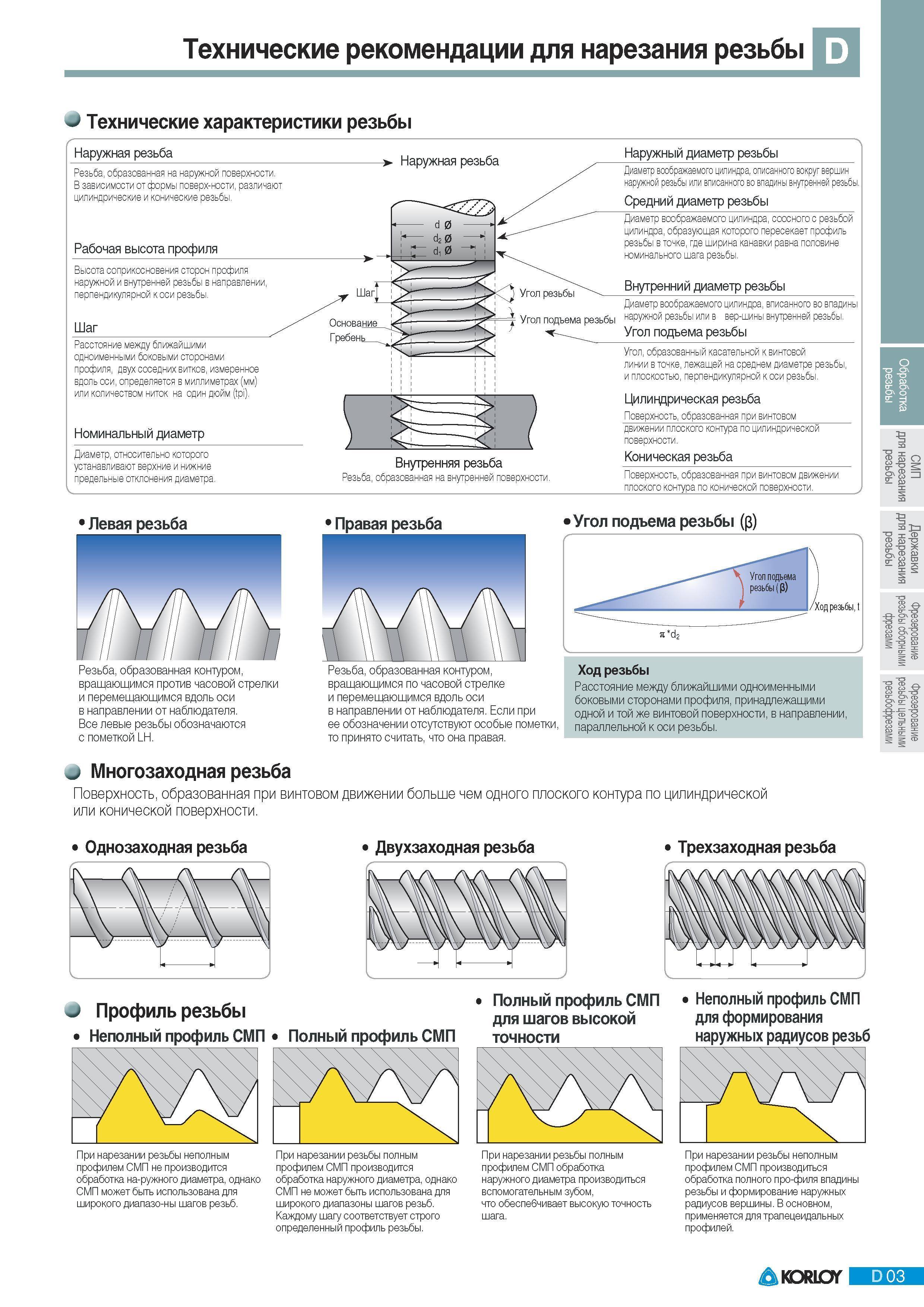
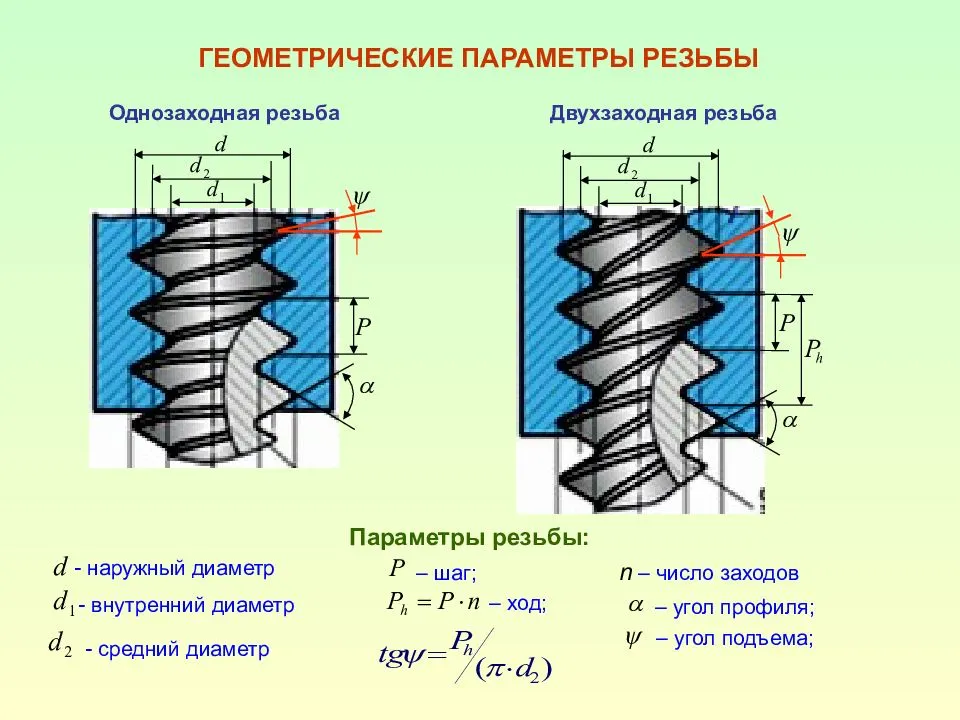
Геометрические параметры
У резьбовых деталей есть большое количество различных геометрических параметров, которые полностью характеризуют изделие. В упрощённом виде они выглядят следующим образом:
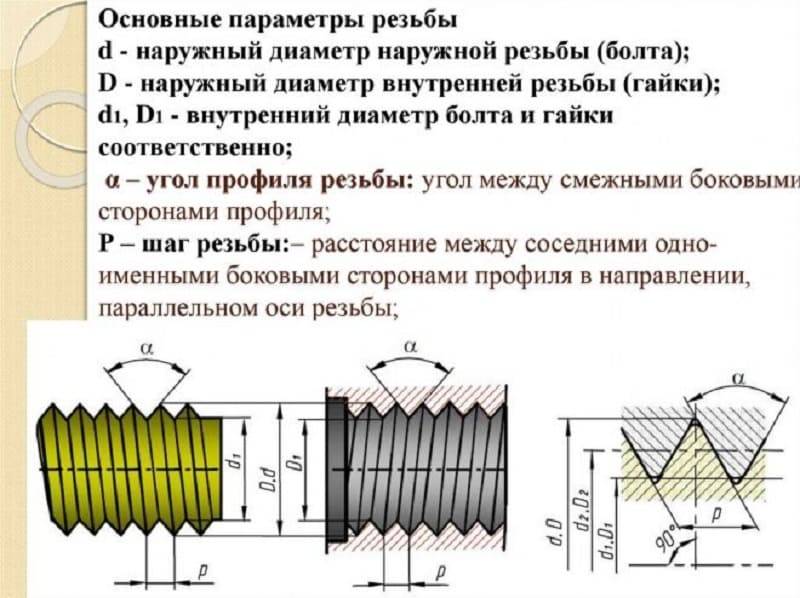
- Номинальный диаметр. Маркировка в этом случае происходит с помощью букв D и d. Расшифровка первого варианта подразумевает наружную резьбу, а второго — внутреннюю.
- Среднее сечение. Для него применяются обозначения D2 и d2.
- Внутренний диаметр в зависимости от расположения (внутреннего или наружного) имеет маркировку D1 и d1.
- Внутреннее сечение болта. Используется при расчётах напряжений, которые возникают в структуре металла.
- Шаг резьбы. Это расстояние между одинаковыми точками на соседних витках. Существуют стандартные для сечения изделия и уменьшенные параметры. Во втором случае для обозначения используется буква P.
- Высота треугольника. Этот параметр формирует профиль и имеет маркировку H.
Также есть классификация резьбовых стыков. Она основана на геометрических параметрах, расположении значимых элементов на изделии и сфере применения.
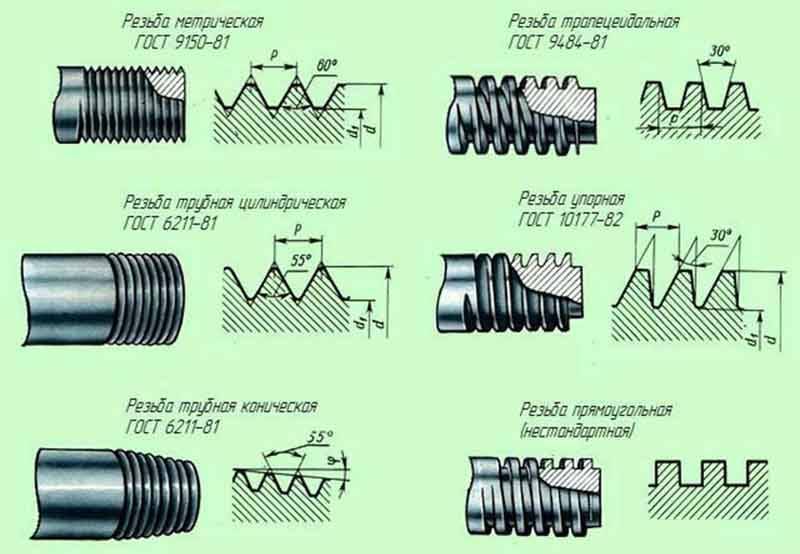
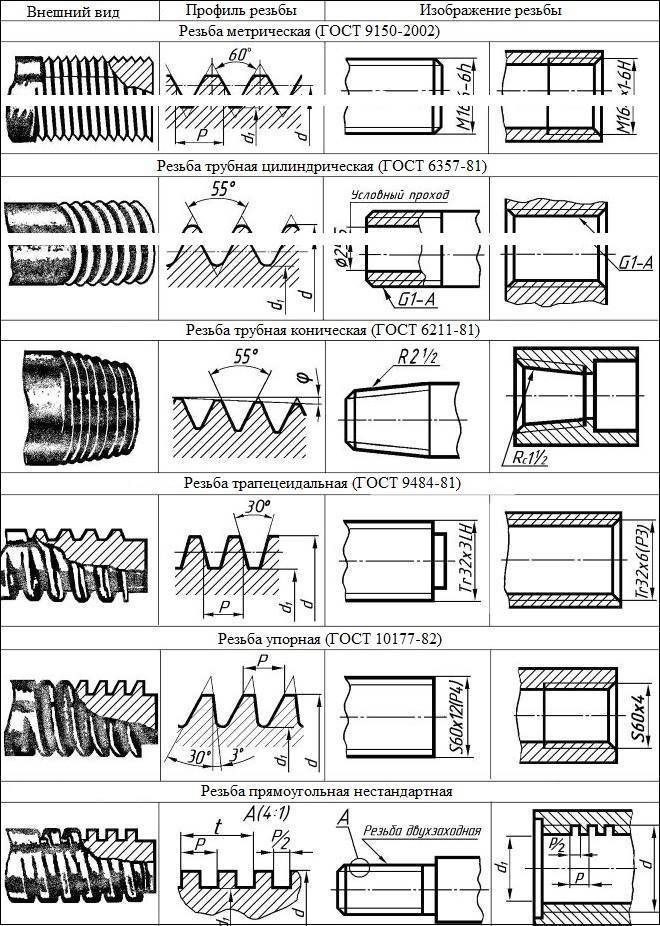
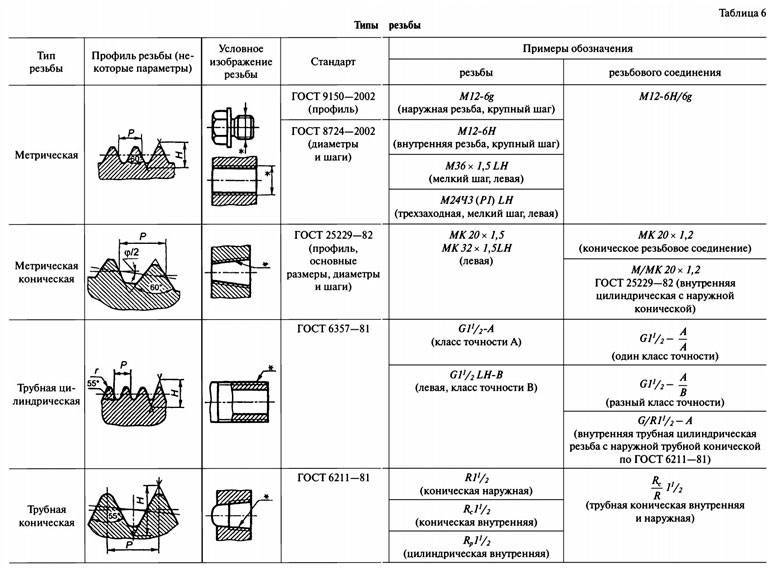
Типы конструкций и их обозначения:
- Метрическая — M.
- Цилиндрическая — MJ.
- Метрическая коническая — MK.
- Трапецеидальная — Tr.
- Круглая — Kp.
- Трубная цилиндрическая — G.
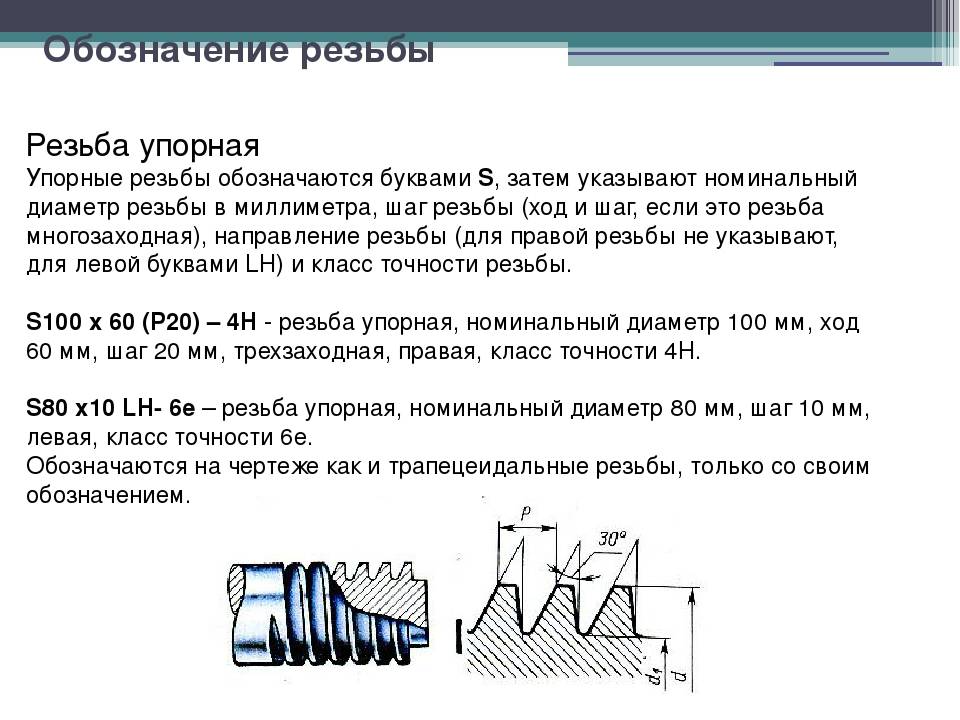
- Упорная — S.
- Дюймовая цилиндрическая — UTS.
- Трубная коническая — R.
- Упорная усиленная — S45.
- Дюймовая — BSW.
- Эдисона круглая — E.
- Дюймовая коническая — NPT.
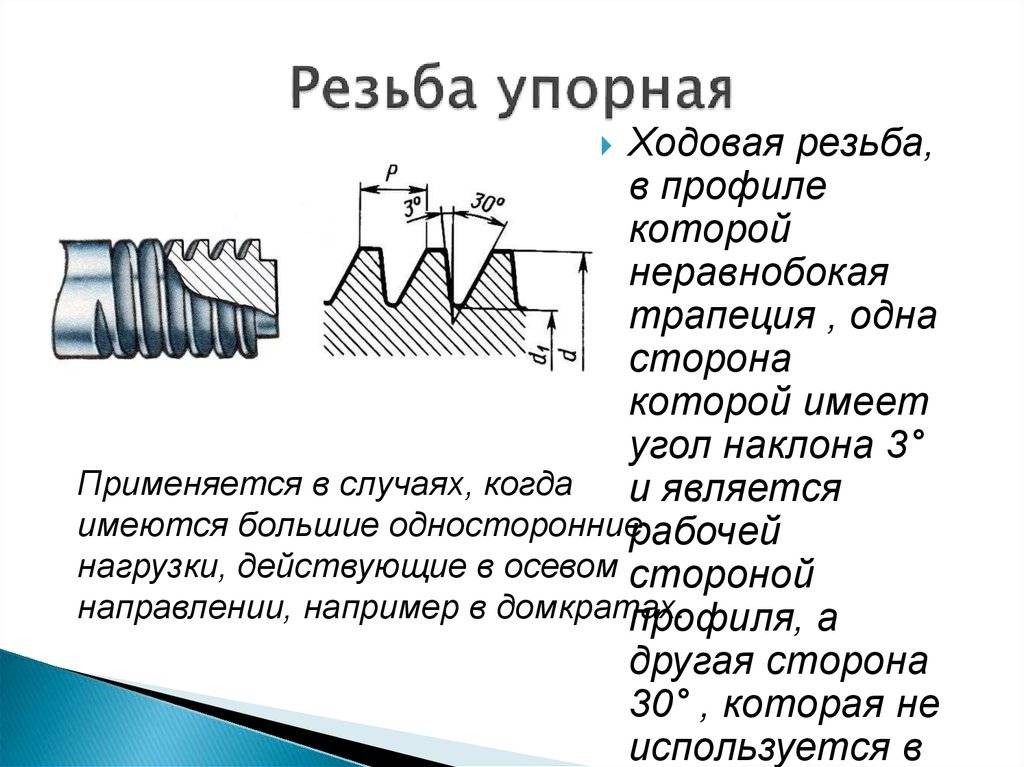
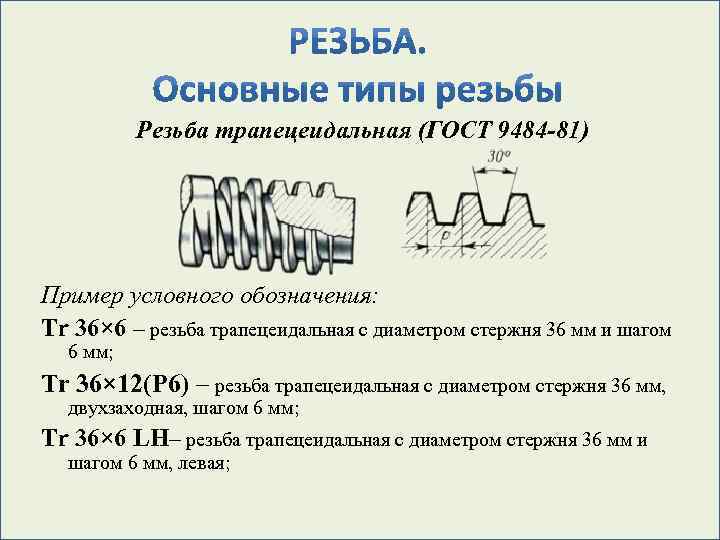
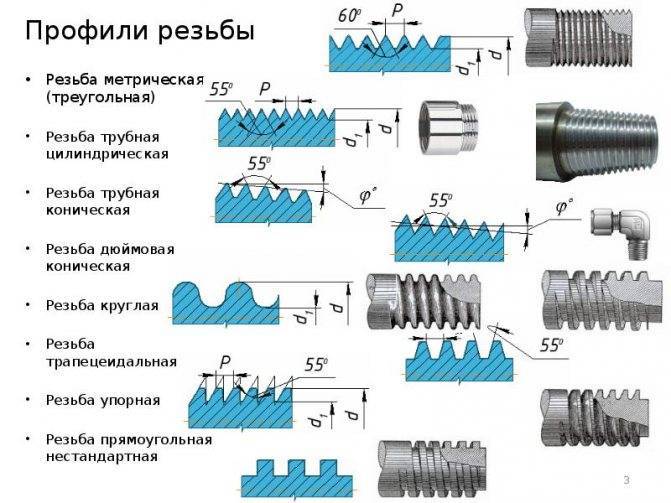
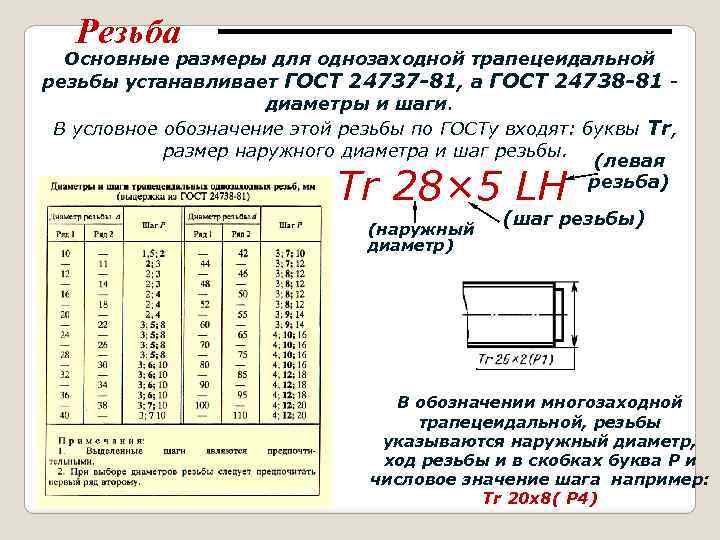
Трапецеидальная резьба – свойства и способы нарезания
Наиболее широкое применение нашли трапецеидальная резьба и прямоугольная резьба, они применяются при изготовлении разнообразных винтов, например ходовых винтов металлорежущих станков, винтов прессов и различных подъемных устройств, а также червячных передачах.
Если прямоугольная резьба имеет профиль в виде прямоугольника, то трапецеидальная резьба имеет вид равнобокой трапеции. Данная резьба может иметь угол профиля, который равен 15,24,30 и 40 градусам. Во время работы винта возникают естественные силы трения, которые вызваны наличием смазки, шероховатостью поверхности, материалов, из которых изготовлены детали, а также величины угла профиля. Если у прямоугольной резьбы, у которой угол профиля равен нулю, будет меньший коэффициент трения, то трапецеидальная резьба выигрывает в том, что у нее радиальные зазоры могут определяться посадкой по среднему диаметру, в то время как у прямоугольной они определяются по наружному или внутреннему диаметру.
Если проводить сравнение указанных резьб с точки зрения сложности выполнения, то трапециевидная резьба проще в изготовлении, поэтому и применяется намного чаще. Наиболее часто она изготавливается с углом профиля в 30 °.
Трапецеидальная резьба имеет технологический процесс нарезания практически сходный с изготовлением прямоугольной. Возникают некоторые особенности нарезания, которые зависят от размера чистоты поверхности и ее точности.
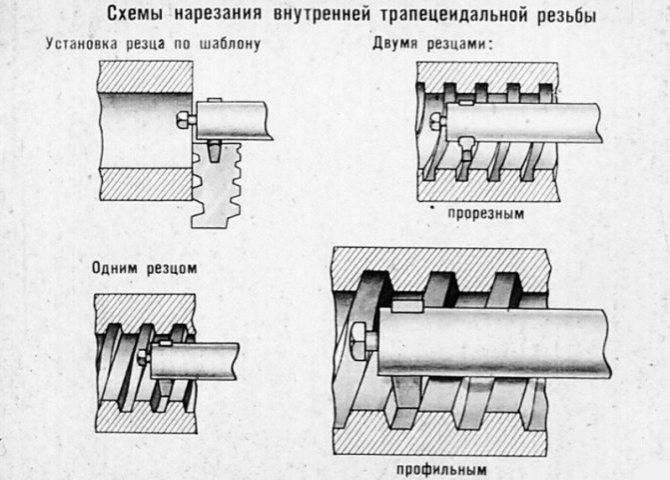
Существует несколько методов нарезания указанного вида резьбы.
Нарезание резьбы одним резцом:
- проводится замер заготовки и проточка канавки для выхода резца;
- в соответствии с существующим шаблоном, проводится заточка чистового резца;
- проводится точная установка резца и его закрепление, при этом он должен находиться на линии центров и быть параллельным оси нарезаемой резьбы;
- наладка станка и подача резца для нарезания профиля резьбы;
- проводится проверка полученного профиля с помощью шаблона, а также среднего диаметра резьбы.
Нарезание резьбы тремя резцами:
- проводится подготовка заготовки;
- затачиваются три резца – прорезной прямой, прорезной узкий и профильный;
- проводится установка прорезных резцов и надежное их закрепление. В зависимости от угла подъема, они располагаются либо перпендикулярно к сторонам винтовой канавки, либо параллельно оси резьбы и должны находиться на высоте линии центров.
На некоторых производствах получил распространение следующий способ, при помощи которого изготавливаются винты с трапецеидальной резьбой:
- производится наладка оборудования для выполнения данной операции;
- проводится прорезка канавки до половины необходимой глубины при помощи прорезного резца;
- применяя узкий прорезной резец, проводится дальнейшее прорезание канавки до размера внутреннего диаметра;
- используя профильный резец, проводится окончательное нарезание трапецеидальной резьбы;
- выполняется проверка выполненной работы, для чего применяют резьбовой калибр и шаблон.
Таким образом, мы рассмотрели основные способы выполнения данного вида резьбы. Теперь рассмотрим подробно, как практически выполняются работы по нарезанию трапецеидальной резьбы:
- Необходимо подготовить заготовку для проведения указанного вида работ.
- Следуя схеме обработки, необходимо провести заточку профильного чернового, канавочного и чистового резцов.
- Провести все необходимые наладки оборудования для выполнения данного вида работ.
- При помощи первого профильного резца на 85% глубины нарезать трапецеидальную канавку.
- Провести обработку дна канавки канавочным резцом.
- Провести окончательное нарезание и зачистку боковых сторон полученного профиля.
- Проверить при помощи шаблона и калибра качество выполненной работы.
Как видите, все достаточно понятно и легко реализуемо.
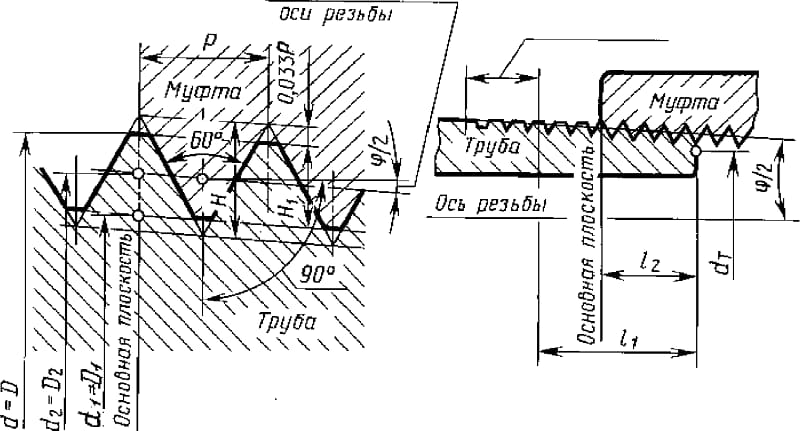
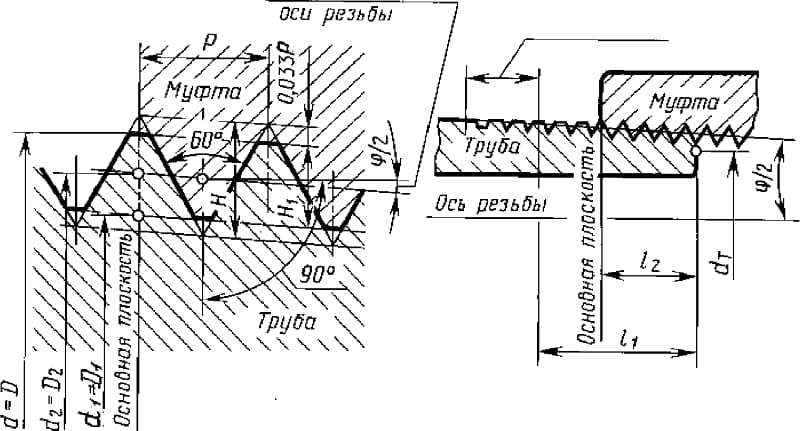
Резьба трубная коническаяс углом профиля 55o
ОСНОВНЫЕ РАЗМЕРЫ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16
. применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
Конусность 2tg(φ /2) = 1 : 16; φ = 3°34’48»; φ/2 = 1°47’24»; d и D — наружные диаметры соответственно наружной и внутренней резьбы; d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы; d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы; Р — шаг резьбы; φ — угол конуса; φ/2 — угол уклона; Н — высота исходного треугольника; Н1 — рабочая высота профиля; R — радиус закругления вершины и впадины резьбы; С — срез вершин и впадин резьбы; l1
— рабочая длина резьбы;l2 — длина наружной резьбы от торца до основной плоскости. размеры, мм
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
ОБОЗНАЧЕНИЕ В условное обозначение резьбы должны входить : буквы (R — для конической наружной резьбы, Rс — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы: наружная трубная коническая резьба — R 1 1/2 внутренняя трубная коническая резьба — Rс 1 1/2 внутренняя трубная цилиндрическая резьба — Rp 1 1/2 левая резьба — R 1 1/2LH, Rс 1 1/2LH, Rp 1 1/2LH.
Резьбовое соединение обозначают дробью, например Rc/R или Rp/R в числителе которой указывают буквенное обозначение внутренней резьбы, а в знаменателе — наружной резьбы, и размер резьбы. Например: Rс/R 1 1/4LH
.ДОПУСКИ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ( ГОСТ 6211-81 ) размеры, мм
| Профиль резьбы | Обозначение размера резьбы | Смещение основной плоскости резьбы | Предельные отклонения диаметра внутренней цилиндрической резьбы | |
| ±Δ1l1 | ±Δ2l2 | |||
| 1/16″ | 0,9 | 1,1 | ± 0,071 | |
| 1/8″ | ||||
| 1/4″ | 1,3 | 1,7 | ± 0,104 | |
| 3/8″ | ||||
| 1/2″ | 1,8 | 2,3 | ± 0,142 | |
| 3/4″ | ||||
| 1″ | 2,3 | 2,9 | ± 0,180 | |
| 1 1/4″ | ||||
| 1 1/2″ | ||||
| 2″ | ||||
| 2 1/2″ | 3,5 | 3,5 | ± 0,217 | |
| 3″ | ||||
| 3 1/2″ | ||||
| 4″ | ||||
| 5″ | ||||
| 6″ | ||||
| В основной плоскости средний диаметр имеет номинальное значение. | ||||
| Примечание. Предельное отклонение ±Δ1l1 и ±Δ2l2 не распространяется на резьбы с длинами, меньшими указанных в первой таблице. |
Допускается применять более короткие длины резьб.
Разность действительных размеров l1
—l2 должна быть не менее разности номинальных размеровl1 иl2 указанных в первой таблице.
Похожие документы:
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 6211-81 — Резьба трубная коническая ГОСТ 6357-81 — Резьба трубная цилиндрическая ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски ГОСТ 9484-81 — Резьба трапецеидальная. Профили ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 — Резьба. Термины и определения ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры ГОСТ 24739-81 — Резьба трапецеидальная многозаходная ГОСТ 25096-82 — Резьба упорная. Допуски ГОСТ 25229-82 — Резьба метрическая коническая ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
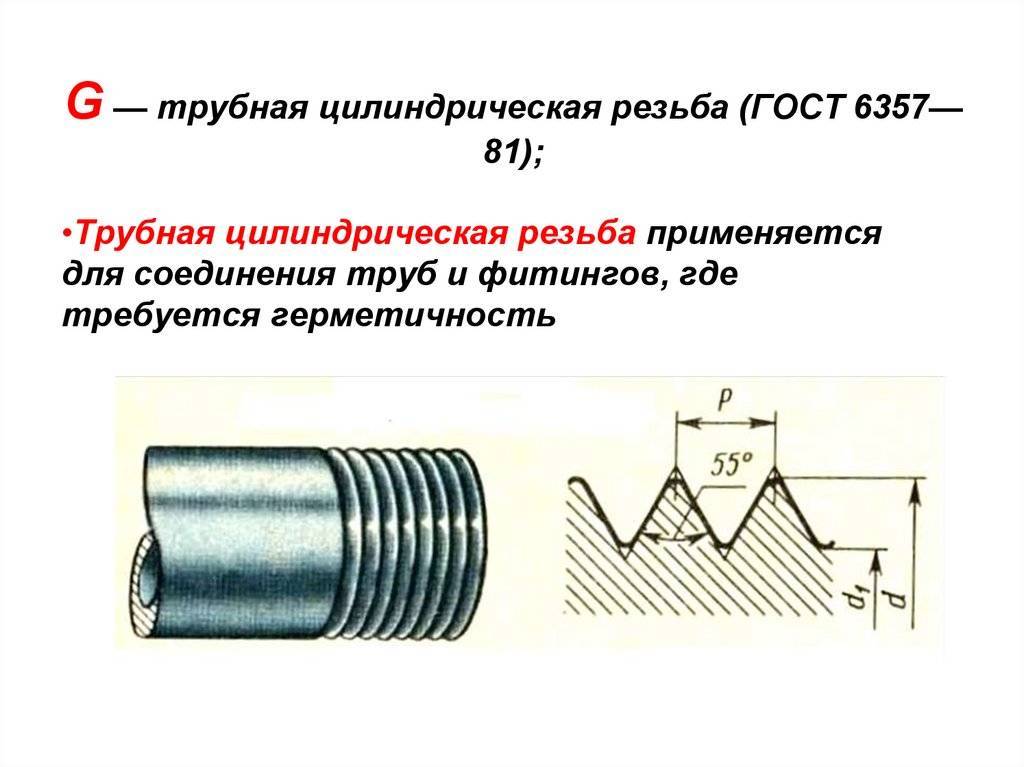
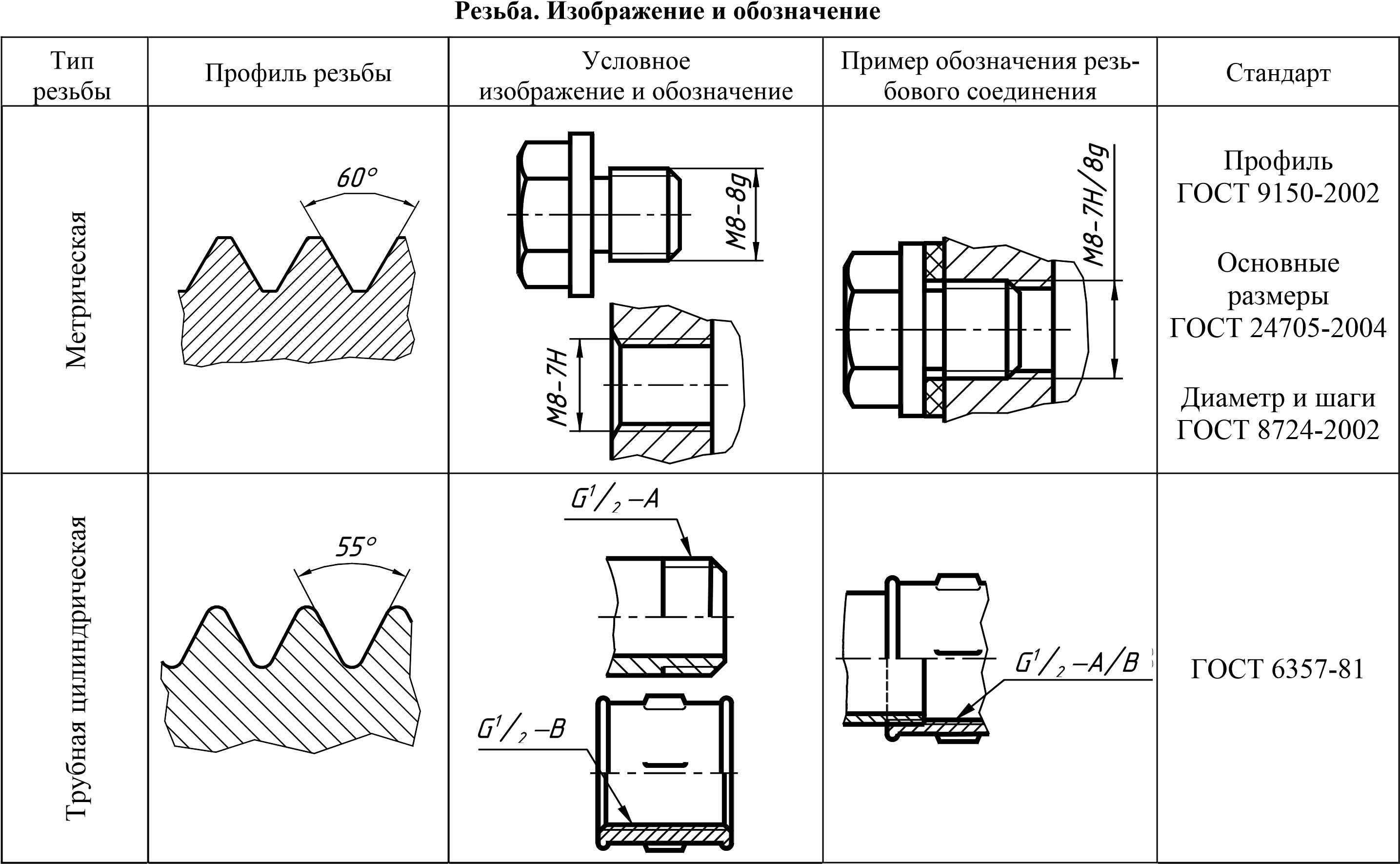
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.

Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.

Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
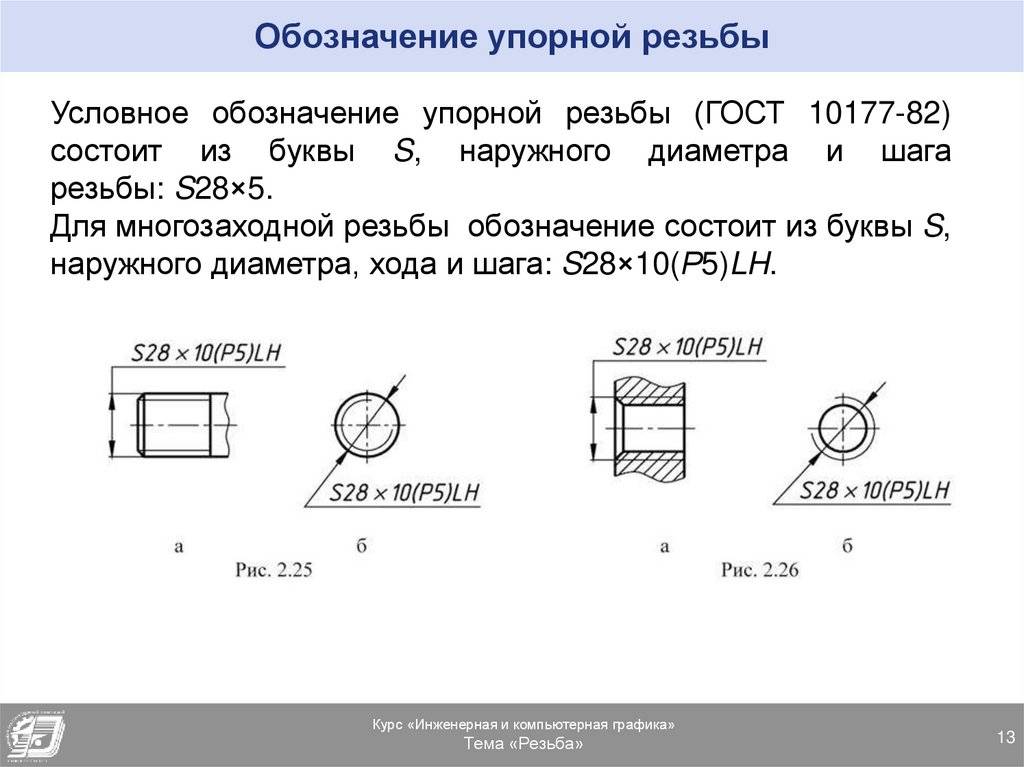
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
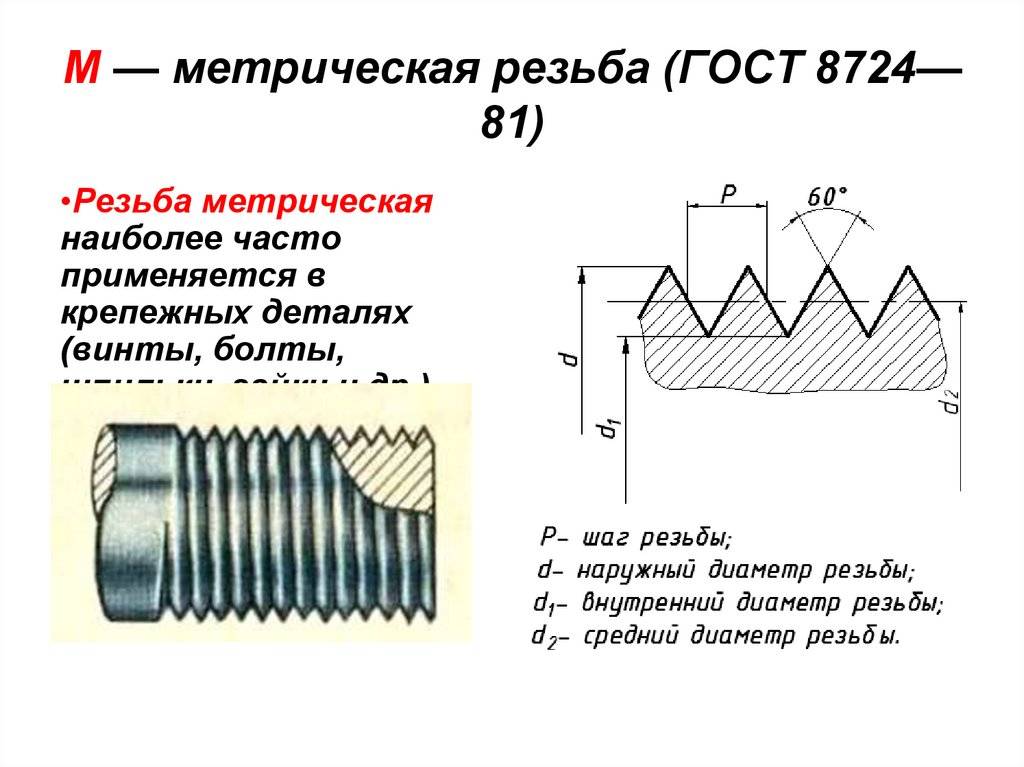
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
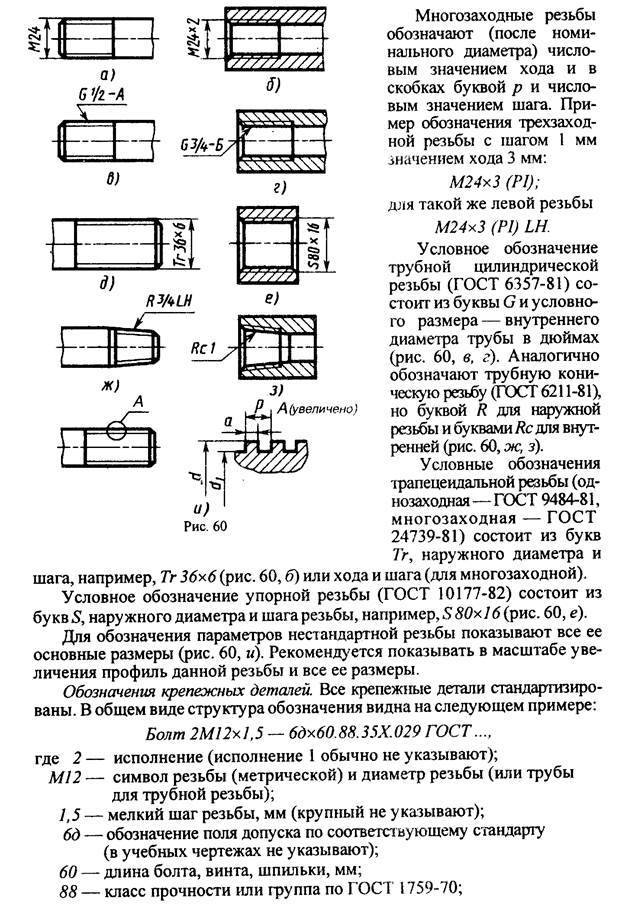
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
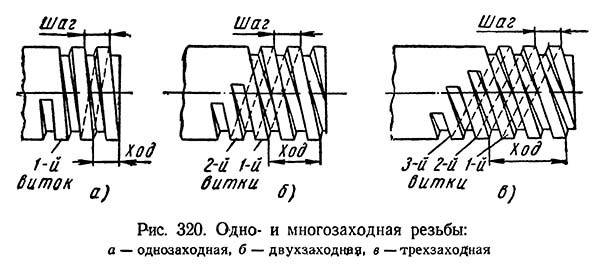
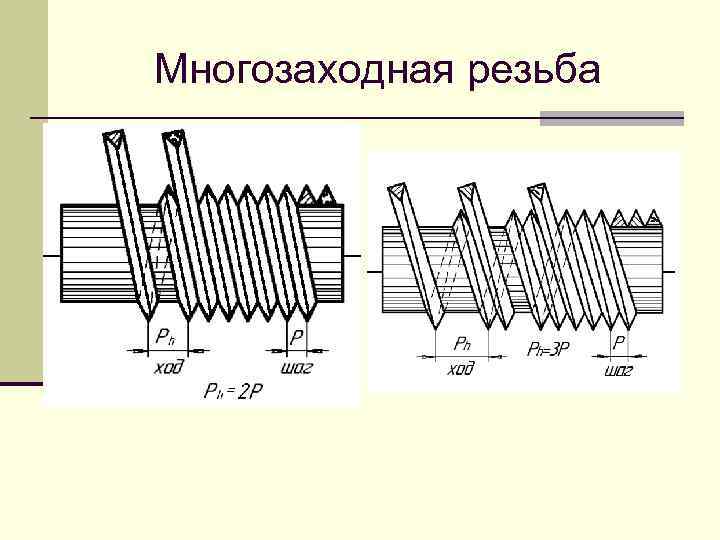
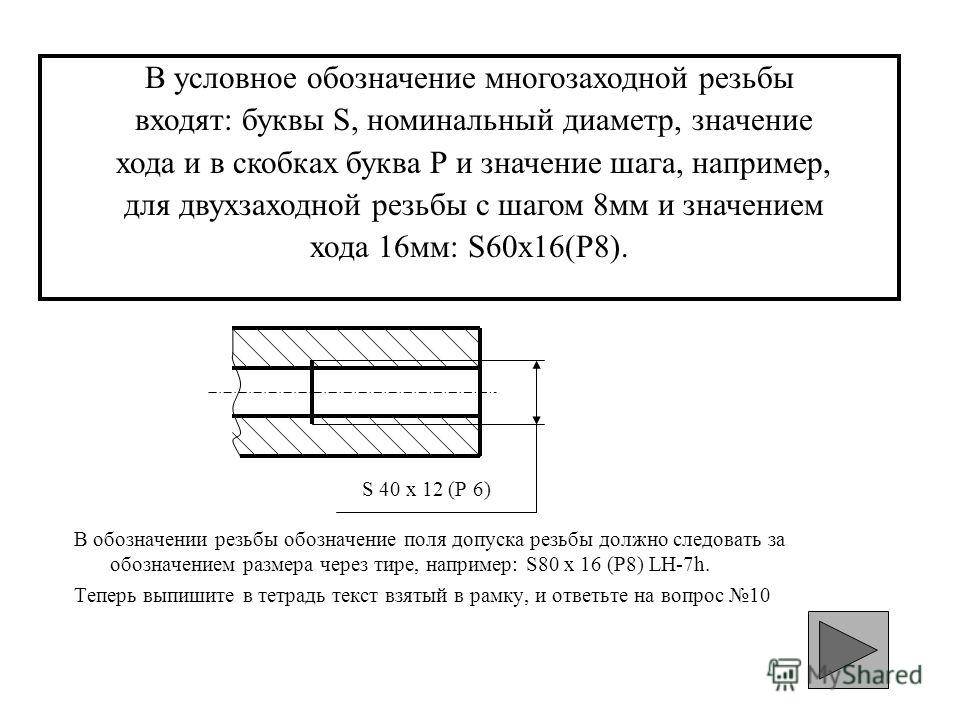
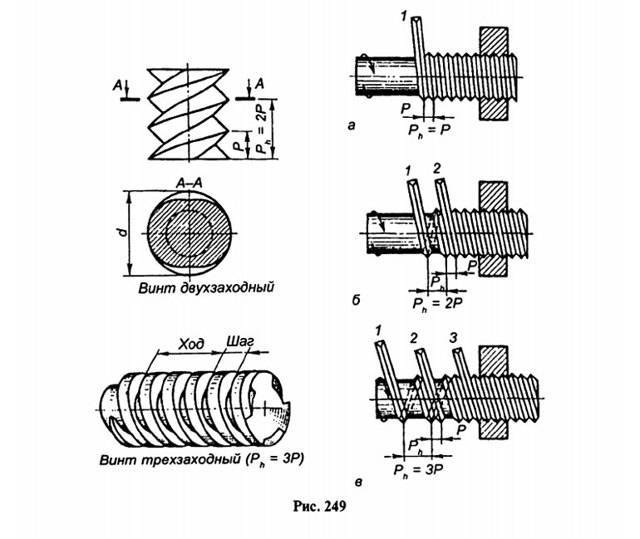
Особенности многозаходной резьбы
Чтобы наделить винт прочностными характеристиками и увеличить его ход используют многозаходную трапецеидальную резьбу. В данном случае все параметры, такие как высота резьбы, ее диаметр — абсолютно одинаковые, с однозаходовым видом. Единственным отличием является количество ходов на один шаг. Например, трехзаходовые виды резьб имеют ход втрое больше их шага. Все это можно наблюдать на рисунках.
Приведем пример, чтобы данный вид стал понятным каждому человеку. Все используют обычные крышки для консервирования овощей и фруктов. Для их открытия необходимо приложить минимум усилий. При использовании цилиндров больших диаметров попасть в пазы одноходовой резьбы гораздо сложнее. Именно поэтому используют многоходовые.
Такой вид резьбы можно определить визуально, достаточно посмотреть на рисунок.

Видно, сколько именно витков идут от начала винта. Многоходовые резьбы изготовляются по сложным технологиям, а соответственно и дороже стоят.
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:

- Метчик. Его диаметр может варьироваться и достигает 18 мм.
- Две черновых рабочих части.
- Черновой метчик другого диаметра, средний и чистовой.
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
- Разрезными. Инструмент изготовлен из двух половин, из-за чего он не такой жёсткий, как другие виды. Можно использовать для нетребовательных соединений.
- Цельными круглыми. С помощью такой плашки можно нарезать высококачественную резьбу.
- Раздвижные. Применяются в клуппах. Можно изготавливать трубную резьбу.
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
Нарезание многозаходных резьб
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода.
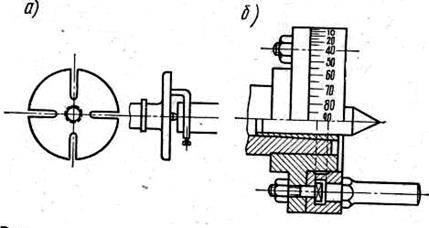
| Рисунок 3.64. Поводковые патроны для нарезания многозаходной резьбы: а) —с пазами; б)- со специальной планшайбой |
Нарезав одну винтовую канавку на полный профиль, отводят резец обратно (на себя) и, дав ходовому винту обратный ход, возвращают суппорт в начальное положение. После этого при неподвижном ходовом винте, а следовательно, и неподвижном резце поворачивают деталь на такую часть окружности, сколько заходов имеет резьба, т. е. при двухзаходной — на половину оборота, при трехзаходной — на треть оборота и т. д.
Весьма просто нарезается многозаходная резьба при помощи поводкового патрона с несколькими пазами; количество пазов должно равняться количеству заходов винта или быть кратным этому количеству (рисунок 3.64, а).
После нарезания каждого хода деталь снимают с центров и ставят вновь на них так, чтобы хомутик попал в следующий паз поводкового патрона; затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных винтов при помощи специальной планшайбы (рисунок3.64, б)
с двумя дисками; один из этих дисков может поворачиваться относительно другого на различные углы в зависимости от числа заходов резьбы. На цилиндрической поверхности вращающегося диска нанесены деления, при помощи которых один диск устанавливается относительно другого на определенный угол.
На токарных станках, имеющих передачу к ходовому винту через сменные зубчатые колеса (рисунок 3.65), многозаходные резьбы можно нарезать при помощи промежуточного колеса 1
и колеса2, сцепляемого с ним на гитаре; на колесе1 ставится метка, после чего гитара расцепляется, а шпиндель повертывается на угол, соответствующий количеству зубьев колеса и количеству заходов нарезаемой резьбы.
| Рисунок 3.65. Использование сменных колес зубчатых колес многозаходных резьб |
Данный метод применяется, если число зубьев колеса делится на число заходов •резьбы, в противном случае либо подбирают другие колеса, либо пользуются другим методом.
Менее точным, но не требующим никаких приспособлений, является нарезание при помощи передвижения верхних салазок суппорта с резцом на величину расстояния между заходами резьбы. Этим методом, как и предыдущим, можно пользоваться при нарезании наружной и внутренней многозаходной резьбы.
Многозаходную резьбу можно нарезать при помощи многорезцовых державок. На рисунке 3.66, а
показан резцедержатель для двух резцов, нарезающих одновременно двухзаходную резьбу.
На рисунке 3.66, б
показано приспособление для нарезания двухзаходной резьбы, состоящее из переднего 1 и заднего2 резцедержателей, соединенных поперечным винтом3 с правой и левой резьбой. Это приспособление можно применять для нарезания однозаходной резьбы, В этом случае резцы, из которых один будет черновым, а другой — чистовым, устанавливают один от другого на расстоянии, равном половине шага нарезаемой резьбы.
Рисунок 3.66 Резцедержатели для нарезания двухзаходных резьб:
а
— резцедержатель для двух резцов;
б — специальное приспособление с двумя резцедержателями
Основное время для нарезания резьбы профильным резцом или гребенкой на токарных станках определяется по формуле:
to= (1)
где l0
— длина нарезки на детали вмм; lвр — величина врезания резца вмм;lп
— величина перебега резца вмм; s — подача вмм/об (s равна шагу резьбы);п — число оборотов детали в минуту;i — число ходов;g — число заходов резьбы (при нарезании резьбы гребенкойg = 1).
Основное время для нарезания резьбы на токарном станке по полуавтоматическому циклу определяется по формуле:
to= (2)
где ko.x
— коэффициент, учитывающий время на обратный ход каретки суппорта (т. е. время на автоматическое перемещение каретки суппорта в исходное положение перед началом каждого прохода);



ko.x=
360°/240°=1,5 (3)
(240° — угол поворота копирного барабана за время рабочего хода, который обычно принимается в приспособлении для полуавтоматического нарезания резьбы).
Остальные обозначения прежние.





