Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
https://youtube.com/watch?v=q73DFW4JGac
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Технологический процесс
Технологический процесс производства деревянных стульев начинается с нарезки древесины на определенные основные и дополнительные заготовки. Для этого используют специальные станки или пилы (круглопильные, сверлильные, универсальные станки, ленточную пилу и пр.).
Затем идет процесс фрезерования, зачистки и шлифования заготовок. Чаще всего на производстве для этих целей используется многофункциональный станок, позволяющий одновременно выполнять несколько действий.
После проверки заготовки (и пазы крепления при необходимости) проходят частичную ручную зачистку и чистовое шлифование, что позволяет добиться наиболее гладкой поверхности для ровного нанесения краски. Для этих целей применяют шлифовальные станки, ручные шлифмашины, рубанки и наждачную бумагу.
В заключении стул собирается из всех заготовок, выравнивается длина ножек, после чего идет процесс окрашивания и окончательной упаковки готовой продукции для сдачи на склад.
Кроме того, предприятие под заказ изготавливает стулья ручной работы.
Все используемое для производства стульев оборудования является механизированным (подача и обработка заготовок механизирована, но процесс обработки управляется вручную) либо полумеханизированным (подача заготовок осуществляется вручную работниками цеха, но процесс обработки автоматизирован).
Для производства деревянных стульев необходимо следующее оборудование (табл. 2).
Таблица 2
Перечень необходимого оборудования для производства деревянных стульев
Наименование | Кол-во | Цена за ед., руб. | Сумма, руб. | |
Круглопильный станок | 1 | 104 700 | 104 700 | |
Ленточная пила | 1 | 21 300 | 21 300 | |
Сверлильно-присадочный станок | 1 | 107 000 | 107 000 | |
Форматно-раскроечный станок | 1 | 112 000 | 112 000 | |
Многофункциональный шлифовальный станок | 1 | 163 200 | 163 200 | |
Электродрель | 1 | 1800 | 1800 | |
Электролобзик | 1 | 2300 | 2300 | |
Электропила | 1 | 7200 | 7200 | |
Шлифовальная машинка | 1 | 2700 | 2700 | |
Струбцины | 1 | 1000 | 1000 | |
Шуруповерт | 1 | 2600 | 2600 | |
Перфоратор | 1 | 4700 | 4700 | |
Промышленный фен | 1 | 1600 | 1600 | |
Фрезер | 1 | 3200 | 3200 | |
Итого | 535 300 |
Понятие производственного процесса, его структура. Классификация производственных процессов
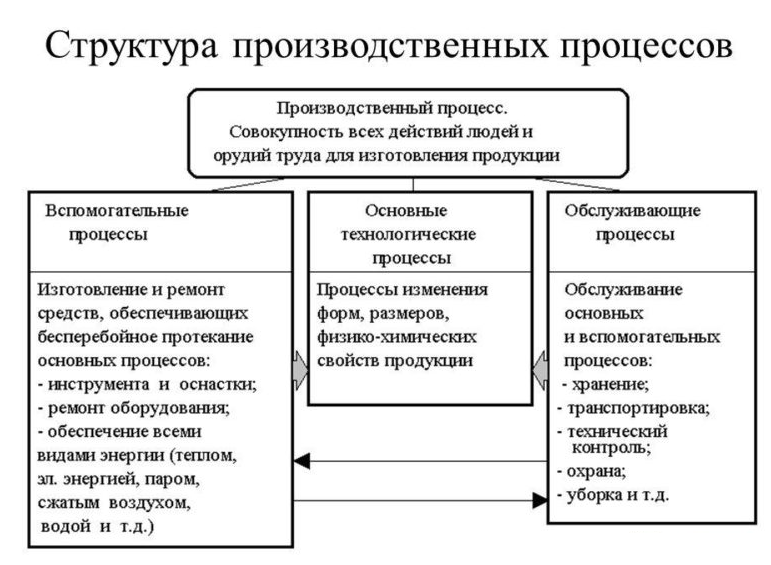
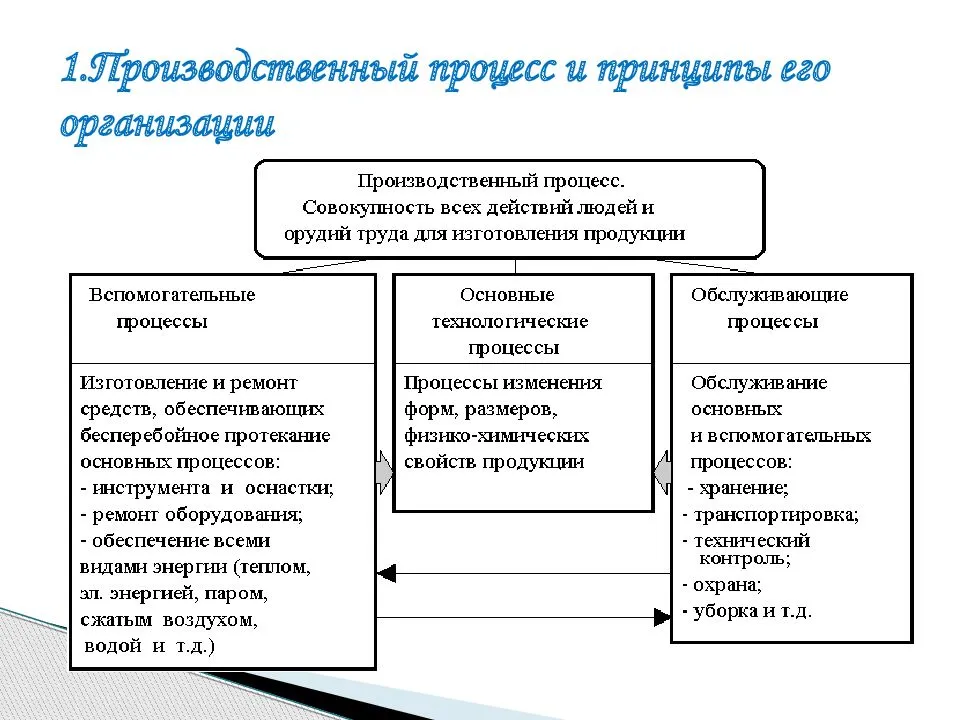
Производственный процесс представляет собой совокупность всех действий и работ по созданию потребительской стоимости, удовлетворяющей личные, коллективные или общественные потребности. Результатом производственного процесса является продукция. В зависимости от назначения продукция подразделяется на потребительские товары, предназначенные для населения, и товары производственно-технологического назначения, предназначенные для потребления предприятиями и организациями в их рабочих процессах.



Изготовление продукции включает следующие стадии:
– заготовительную, на которой из сырья и материалов получают необходимые заготовки;
– обрабатывающую, на которой материалы и заготовки превращаются в готовые изделия;
– сборочную, которая включает сборку в отдельные части машины (сборочные единицы) и общую сборку машины, ее испытание и доводку.
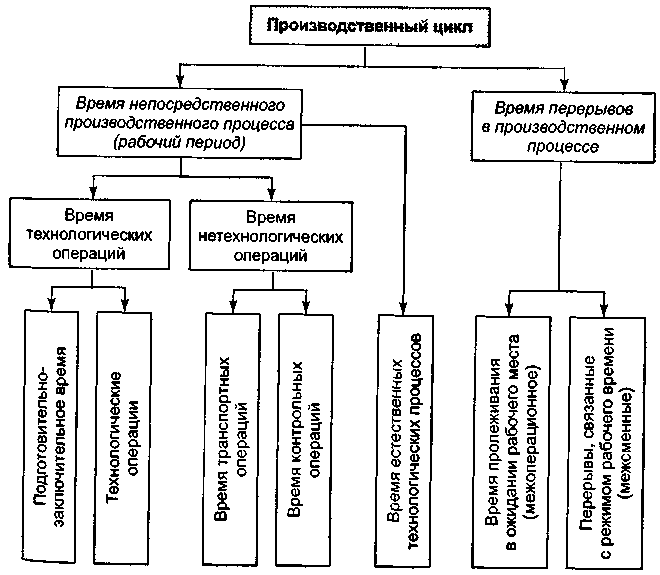
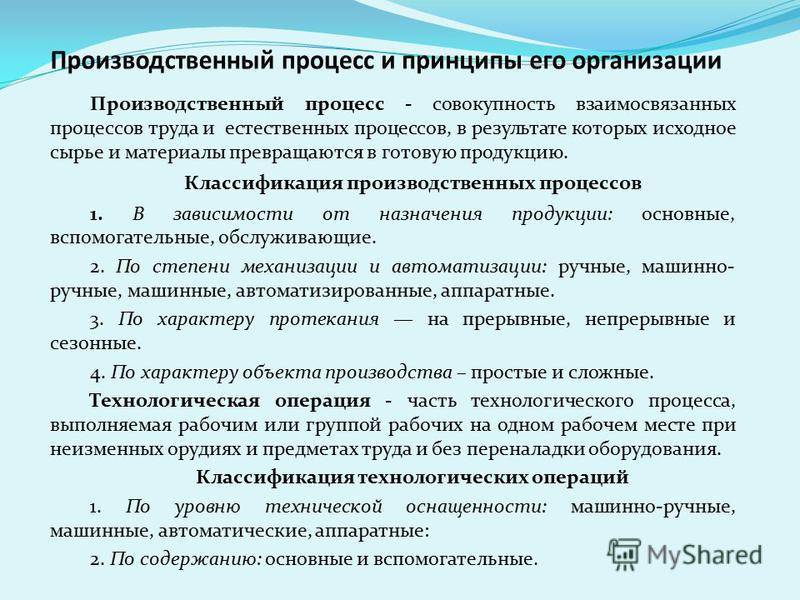
Основной частью производственного процесса является технологический, который содержит целенаправленные действия по изменению и определению состояния предметов труда. В ходе реализации технологического процесса происходит изменение формы, размеров и физико-химических свойств предметов труда. В результате создаются отдельные детали, узлы, агрегаты.
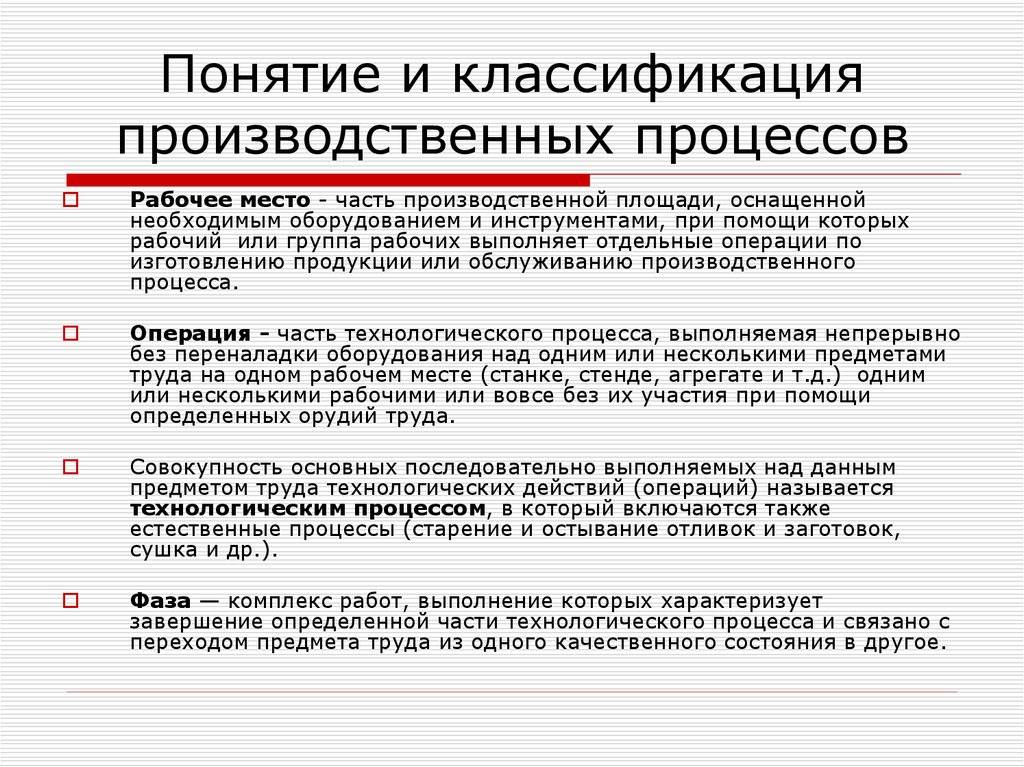
— Законченная часть технологического процесса, выполняемая на одном или нескольких одинаковых рабочих местах без переналадки средств труда с участием или под контролем одного или нескольких рабочих (бригады, команды), называется технологической операцией.
— Производственный процесс по своей структуре и содержанию неоднороден. Он состоит из множества частичных процессов, определенным образом упорядоченных в пространстве и времени.
Частичный процесс охватывает лишь часть работ, необходимых для получения конечного результата данного процесса. По содержанию выполняемых работ частичные процессы подразделяются на следующие виды: основные, вспомогательные, обслуживающие, естественные.
Под основными процессами понимаются такие, в результате которых изменяются форма и размер предмета труда, его внутренние свойства, состояние поверхности и др. к числу основных относятся такие процессы как обработка металла резанием, термическая обработка, сборка и т.п.
К вспомогательным относят процессы, которые непосредственно не связаны с изготовлением основной продукции и призваны обеспечивать нормальное протекание основных технологических процессов. Вспомогательными являются процессы по ремонту оборудования, изготовлению оснастки, выработки пара и сжатию воздуха и т.д. Обслуживающие процессы связаны с оказанием услуг, необходимых для эффективной работы основных и вспомогательных процессов. К ним относятся процессы транспортировки, складирования, подбора и комплектования деталей ит.п. Естественными процессами считаются такие, которые осуществляются в ходе основного или вспомогательного процессов, но не нуждаются в применении труда. К ним относятся естественная сушка окрашенных изделий, охлаждение отливок, кристаллизация напыления и прочее.
Например, для автомобильной компании основным является производство автомобилей по всем стадиям технологического цикла, вспомогательным – процесс производства нестандартной тех оснастки и запчастей для оборудования; обслуживающим – процесс технического обслуживания и ремонта оборудования. Для инструментального цеха той же компании производство нестандартной оснастки и запчастей является основным, так же как для ремонтно-механического участка этого цеха техническое обслуживание и ремонт оборудования.
По характеру операций над предметом труда выделяют простые и сложные процессы. Простой – это рабочий процесс, в котором предмет труда подвергается последовательному ряду связанных между собой операций, в результате чего получается готовый или частичный продукт. Сложный – это рабочий процесс, в котором готовый или частичный продукт получается путем соединения нескольких частичных продуктов (комплектующих). Сложный процесс представляет собой совокупность взаимосвязанных простых процессов, как правило, выполняемых параллельно – последовательно
Непрерывный круглосуточный производственный процесс в условиях коронавируса
Ввиду сложной эпидемиологической ситуации, Президент РФ опубликовал Приказ № 206 от 25.03.2020г. в соответствии с которым был объявлен режим нерабочих дней и всеобщей самоизоляции. В соответствии с отмеченным нормативом, наниматели должны были перевести всех своих сотрудников либо на режим дистанционной работы, либо обеспечить нерабочий период. Также приводится список компаний, которым обеспечивается право работать на протяжении нерабочего времени вплоть до 30.04.2020. К подобным предприятиям относятся:
организации, осуществляющие свою деятельность круглосуточно, которые не могут прерывать производственный процесс ввиду его особой важности для большого количества людей. Например, предприятия, обеспечивающие населению подачу электричества, воды, работу канализации, вывоза мусора и проч.; медицинские организации (больницы и поликлиники), аптеки, а также производства, занимающиеся изготовлением первичных медицинских средств защиты (маски, перчатки, антисептики и т.д.); предприятия, предоставляющие населению товары первой необходимости и продукты питания; фирмы, которые предоставляют срочные услуги, например, ремонтные работы или погрузочно-разгрузочные работы.
На основании ст
113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
На основании ст. 113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
- предприятия, занимающиеся нефтеперерабатывающей деятельностью;
- металлургические компании;
- производства атомной промышленности;
- целлюлозно-бумажные компании;
- строительные фирмы, чья остановка деятельности может спровоцировать угрозу здоровью и жизни большого количества людей.
Все отмеченные компании обязаны обеспечить своих сотрудников, продолжающих вести профессиональную деятельность, справками с работы. Это обеспечивает персоналу право свободного передвижения по городу к месту работы и до дома.
Таким образом, непрерывно работающие компании регламентируются ТК РФ. В современных условиях к перечню из трудового кодекса добавляется еще несколько видов организаций медицинского профиля.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Счета для бухучета производственного процесса
Для ведения учета производства бухгалтеру понадобится несколько обособленных счетов:
- Счет 20 «Основное производство». В течение отчетного периода на нем аккумулируются затраты на изготовление продукции, входящие в себестоимость, а именно:
- стоимость материалов, сырьевых запасов;
- вознаграждение за труд рабочих, участвующих в производстве;
- выплаты в различные социальные фонды;
- ресурсные издержки (вода, электроэнергия и т.п.).
- Счет 23 «Вспомогательное производство» собирает затраты тех производственных структур, которые прямо не участвуют в выпуске продукции, но обеспечивают и обслуживают функционирование по основной цели. Например, это издержки на содержание собственных котельной, электростанции, водонапорных сооружений и пр.
- Счет 25 «Общепроизводственные расходы» связан с использованием оборудования, машин и механизмов. На нем отражаются:
- средства на горючее и смазочные материалы;
- амортизация механизмов, зданий, сооружений;
- траты на обслуживание;
- зарплата ремонтникам и наладчикам;
- тестирование аппаратуры;
- другие подобные издержки.
- Счет 26 «Общехозяйственные расходы» фиксирует направления расходов, которые призваны поддерживать работу всего предприятия, в том числе управленческой функции и реализации. Сюда относят следующие виды издержек:
- оклады и другие выплаты работникам управленческого звена;
- командировочные;
- средства на оснащение и ремонт офисных помещений;
- оплата канцтоваров;
- услуги связи и Интернета и пр.
- Счет 28 «Производственный брак» – самый «печальный» из расходных счетов, но, к сожалению, необходимый. Стоимость всей некондиционной продукции, если она подлежит списанию, будет отражена на дебете этого счета. Если же ее все же реализуют, пусть и с уценкой, эти средства пройдут по кредиту.
- Счет 29 «Обслуживающие производства и хозяйства» показывает долю затрат на поддержание деятельности, не связанной с производством напрямую:
- расходы на эксплуатацию подсобных мастерских (пошивочных, ремонтных и пр.);
- оплата внутренних столовых, буфетов;
- затраты на вспомогательные объекты (бани, прачечные, общежития и т.п.);
- ведомственные детские сады, санатории.
- Счет 96 «Резервы предстоящих расходов» накапливает траты для наступающих периодов, серди них:
- отпускные для рабочих;
- пособия по выслуге лет для производственного персонала;
- средства на проведение ремонтов;
- деньги на подготовительные меры на запуск новой линии или смены сезонного производства.
- Счет 97 «Расходы будущих периодов» – используется тогда, когда затраты уже произведены, но учесть их предстоит позже. В производственном процессе на нем отражают:
- затраты на изыскательские работы;
- предоплата за рекламу и др.;
- средства на расширение технологических линий, нового оборудования, ассортимента продукции и т.п.;
- лицензирование, сертификация.
Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Производство и себестоимость
Производство – основная цель создания любого предприятия. Сотрудники, используя необходимые орудия труда, в ходе различных хозяйственных операций преобразуют сырье в товар, готовый к реализации – это и есть производственный процесс. К нему также относится деятельность, направленная на выполнение работ и оказание услуг. Изделия появляются в ходе объединения:
- трудовых средств;
- предметов труда;
- затрат «живой силы».
Чтобы правильно определить себестоимость единицы каждого вида продукции и всего массива в целом, нужно учесть все затраты, вложенные в ее производство. Часть затрат войдет в себестоимость, некоторые придется оставить «за скобками» – учет покажет, какие именно.
Как отразить в учете производственной организации распределение управленческих (общехозяйственных) расходов?
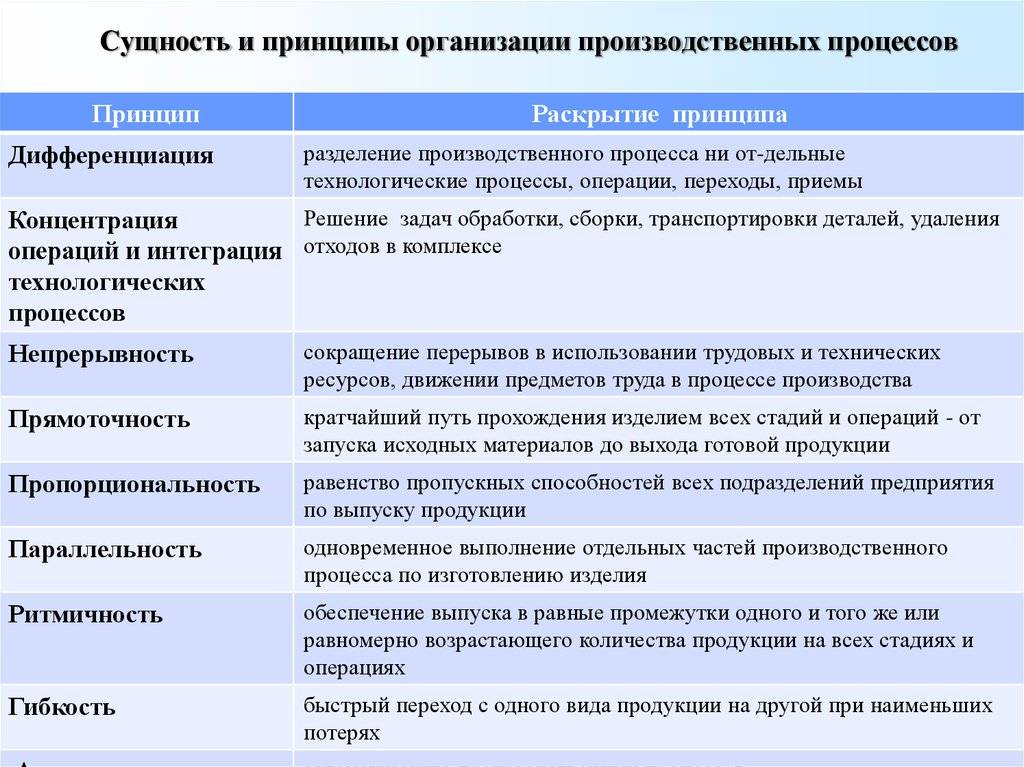
Методы рациональной организации производственного процесса
В зависимости от характера движения предметов труда различают поточный (непрерывный), партионный, единичный методы организации производственных процессов.
Поточное производство по ходу технологического процесса характеризуется непрерывным и последовательным движением предметов труда от одной операции к другой.
При партионном и единичном (прерывном) методах обрабатываемый продукт после каждой операции выключается из технологического процесса и находится в ожидании следующей операции. В этом случае относительно велики длительность производственного цикла и размеры незавершенного производства и оборотных средств, требуются дополнительные площади для хранения полуфабрикатов.
Наиболее прогрессивным методом организации производственного процесса считается поточный метод. Основными его признаками являются:
- высокая степень непрерывности;
- расположение рабочих мест по ходу технологической обработки;
- высокая степень ритмичности.
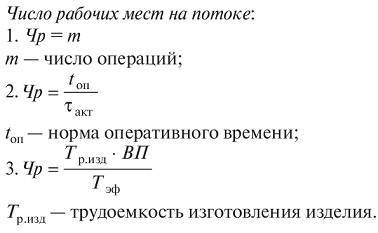
Организационной базой поточного метода служит поточная линия, имеющая такие наиболее важные параметры, как такт и темп потока.
Тактом потока называется среднее расчетное время, по истечении которого в поток запускается или с потока выпускается одно изделие или транспортная партия изделий:
- Тф — фонд рабочего времени за расчетный период (смена, сутки и т.д.);
- Ки — коэффициент использования оборудования, учитывающий простои и перерывы в работе;
- Вп — объем планируемой продукции за расчетный период в натуральных единицах (штуках, метрах и т.д.).
Темп потока характеризует интенсивность труда работающих и определяется по формуле
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.

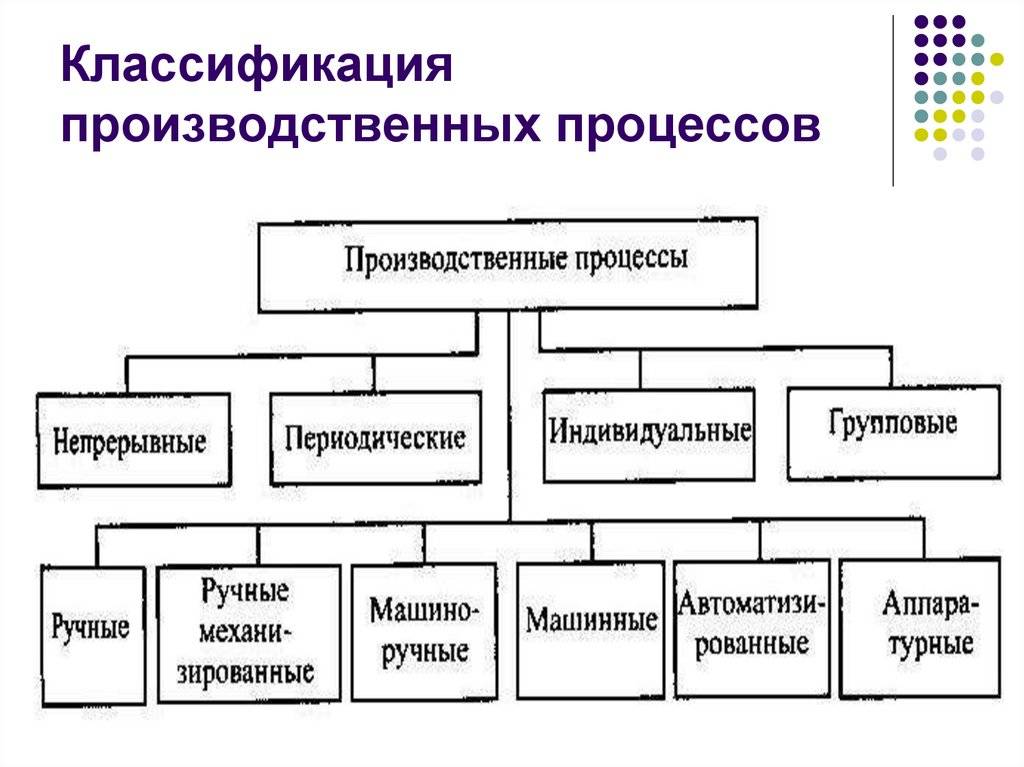
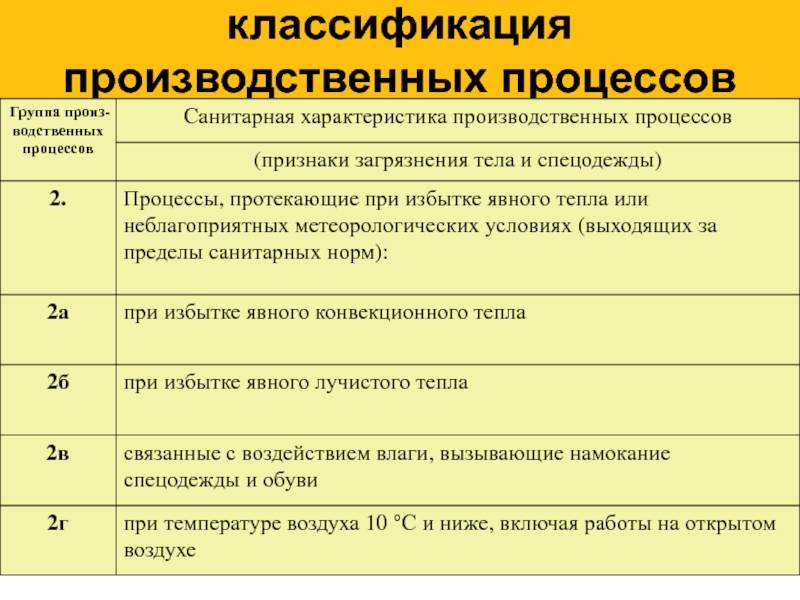
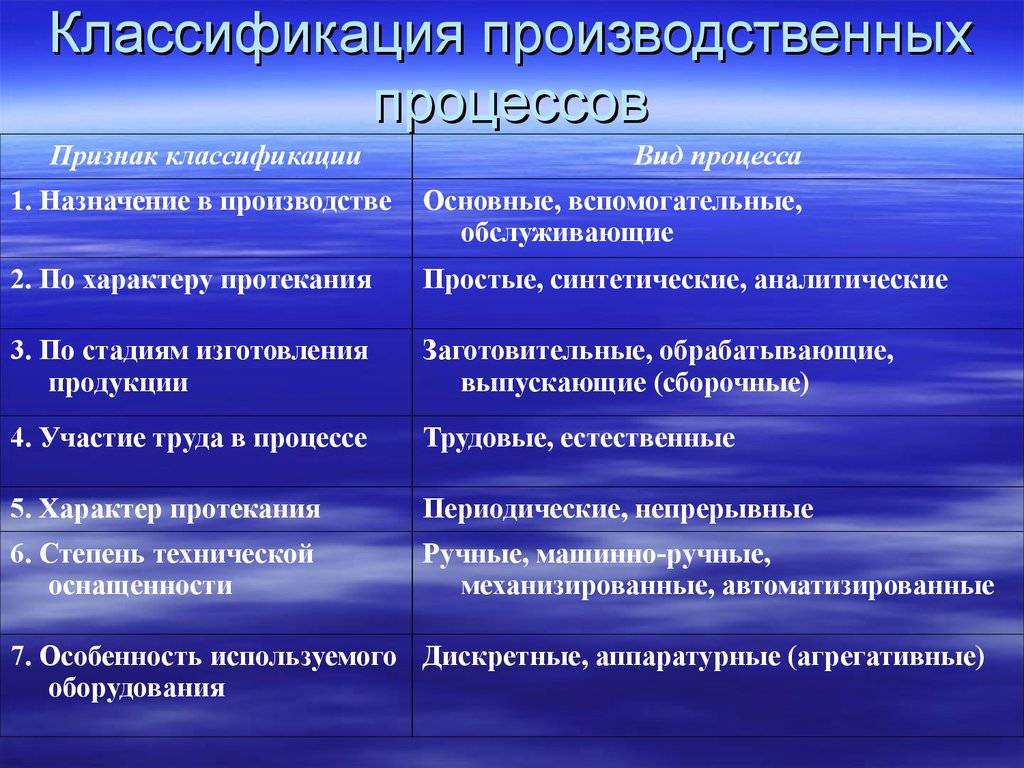
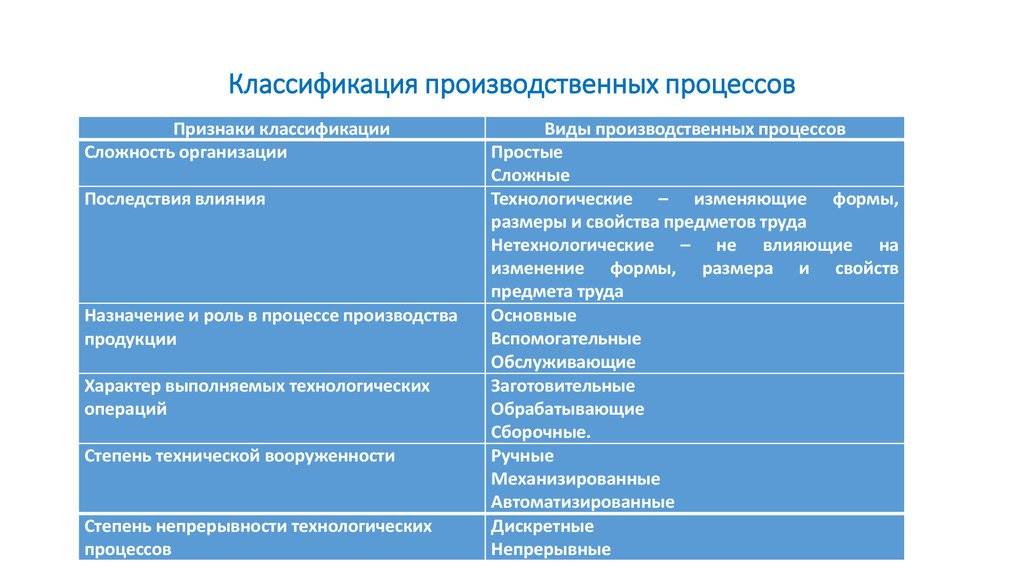
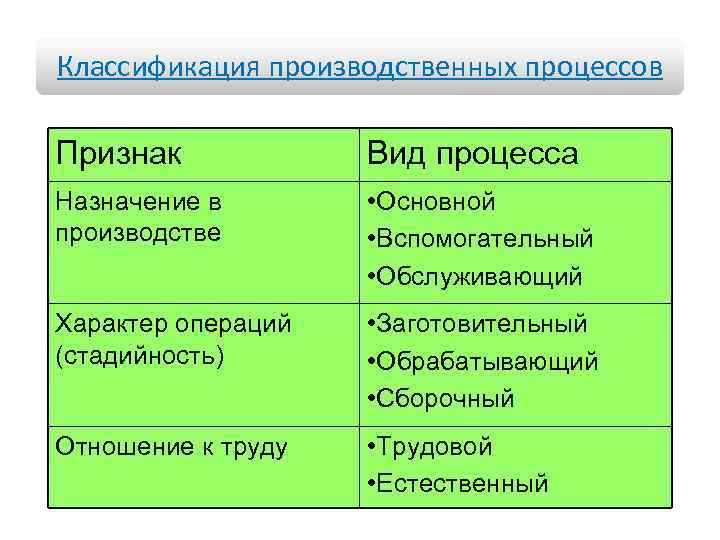
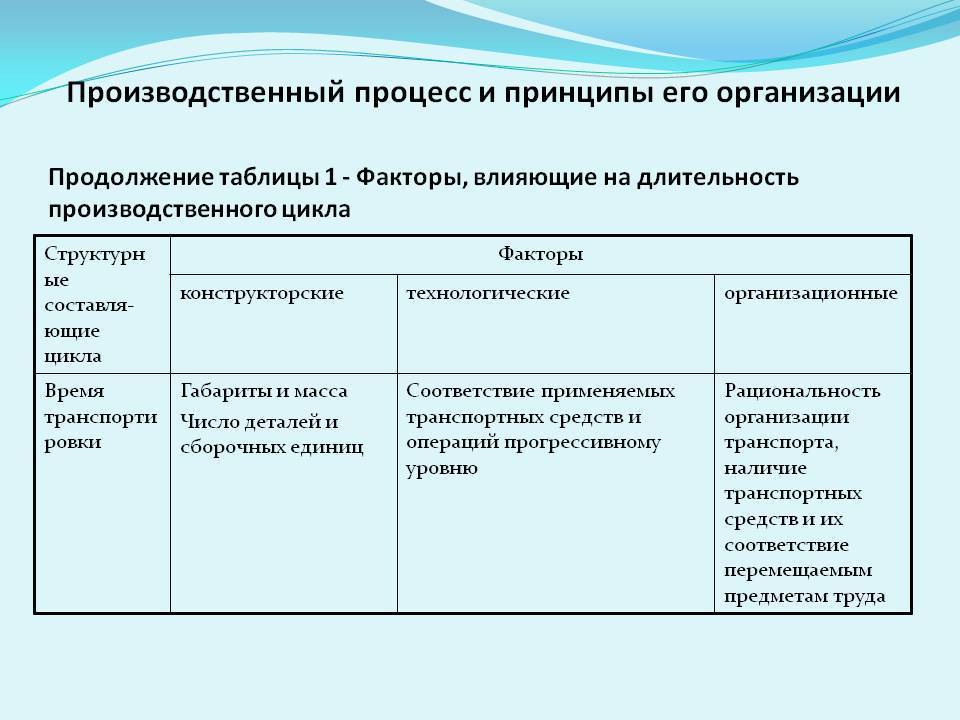
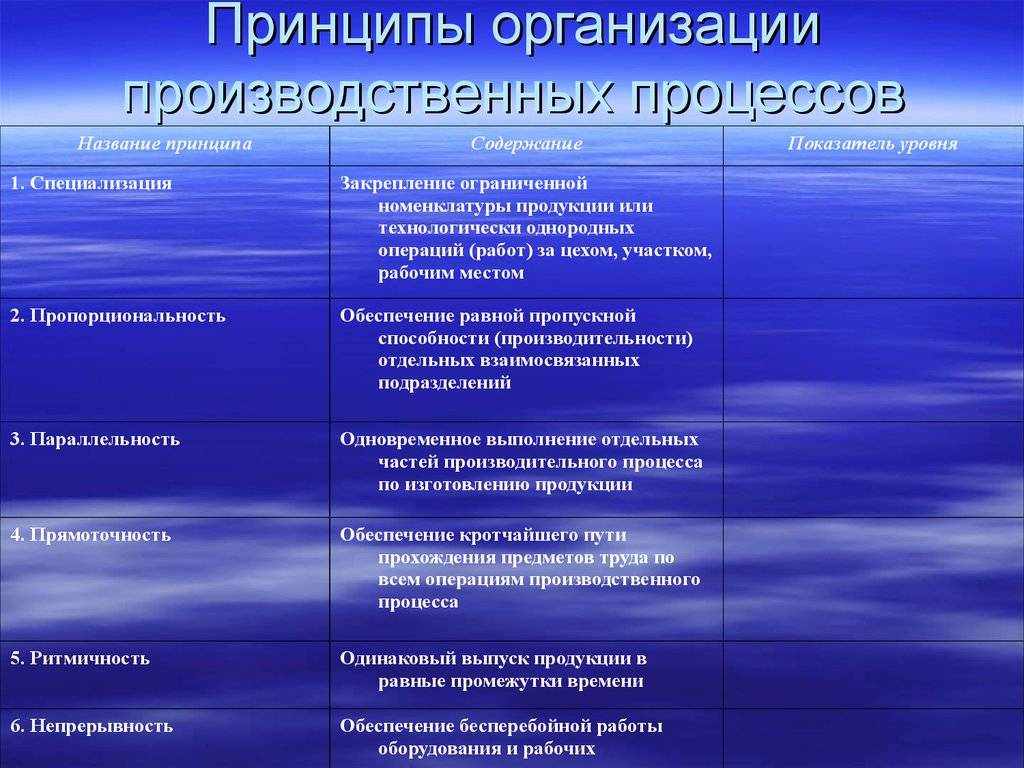



Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
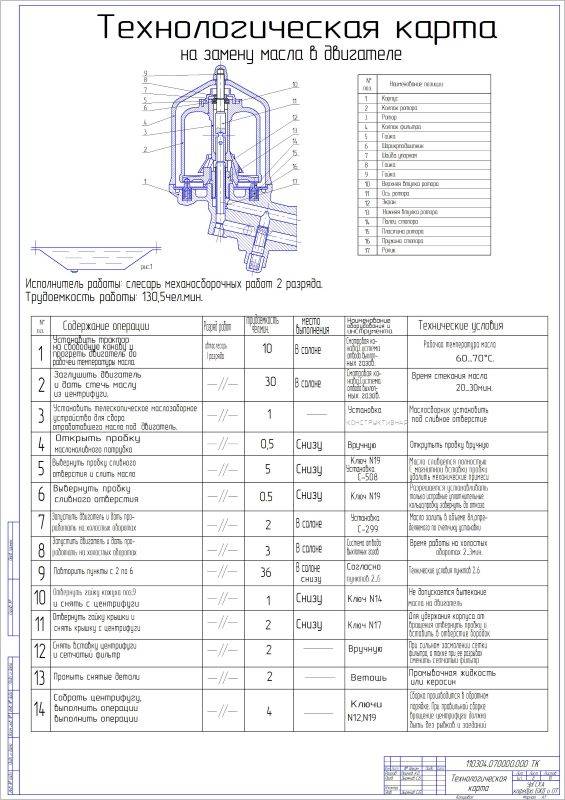
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
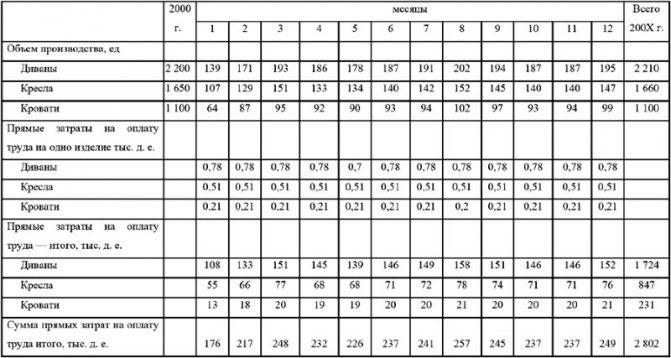
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Что отражается в бухучете производства
Чтобы зафиксировать динамику процесса производства, бухгалтеру следует учитывать:
- расходы, возникающие в процессе изготовления готового продукта;
- средства, затраченные на уже готовые изделия и на те товары, производство которых еще не завершено;
- сумму всех ресурсов на создание продукции;
- колебания себестоимости, факторы ее роста и возможности понижения.
Как отразить в учете организации-подрядчика производство на давальческой основе подакцизной продукции и ее передачу заказчику?
Формы производственных затрат
Затраты на производство – это те издержки, которые несет предприятие в ходе преобразования сырья в продукцию. Учитываются все проявления этих издержек:
- материальные;
- финансовые;
- ресурсные.
Вопрос: Как отразить в бухгалтерском учете и бухгалтерской отчетности организации (ООО) исправление допущенной в 2019 г. существенной ошибки, которая выявлена в декабре 2020 г.? В ноябре 2019 г. организация произвела продукцию и в том же месяце ее реализовала. Фактическая себестоимость использованного в производстве сырья в бухгалтерском учете (составляет 600 000 руб., равна стоимости его приобретения в налоговом учете) по вине бухгалтера организации ошибочно не была списана на затраты производства и в себестоимость продаж, а также не была учтена в целях налогообложения прибыли.Посмотреть ответ
Фактически данные затраты представляют собой один или сразу оба варианта движения денежных (иногда неденежных) средств:
- выплата третьим лицам;
- увеличение обязательств перед контрагентами.
Классификация производственных издержек
Разделение затрат обусловлено разным подходом к их учету:
- Постоянные (накладные) и переменные издержки – характеризуют отношение расходов к процессу производства. Первые связаны с организацией процесса выпуска продукции, они не изменяются, даже если объемы товаров растут. Вторая группа обеспечивает сам процесс производства – закупку сырья и оплату рабочей силы, поэтому эта часть затрат подвержена динамике.
- Прямые и косвенные издержки связаны с отнесением расходов на себестоимость. Первые включаются в нее непосредственно, отражая связь с выпуском каждой отдельной единицы (например, стоимость материалов). Вторые распределяются сразу на несколько видов продукции, их нужно включать в себестоимость в рамках принятой на предприятии методики.
Что входит в производственные затраты
Перечислим основные позиции расходов предприятия на создание продукции, которые обязательно должны быть отражены в учете:
- зарплата персоналу – рабочему, обслуживающему, управленческому;
- стоимость предметов труда, которые были затрачены на производство и хознужды;
- амортизация оборудования, а также помещений, хозяйственного инвентаря и др..
ОБРАТИТЕ ВНИМАНИЕ! В этих расходах часть входит в себестоимость непосредственно (прямые издержки), а часть распределяется косвенно
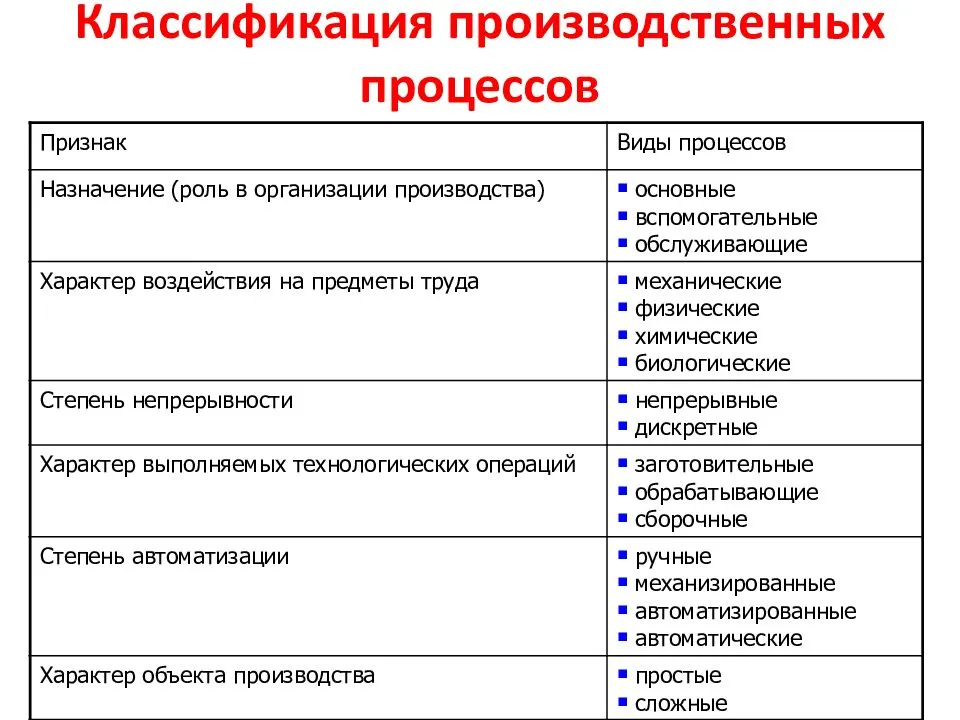
Классификация производственных процессов.
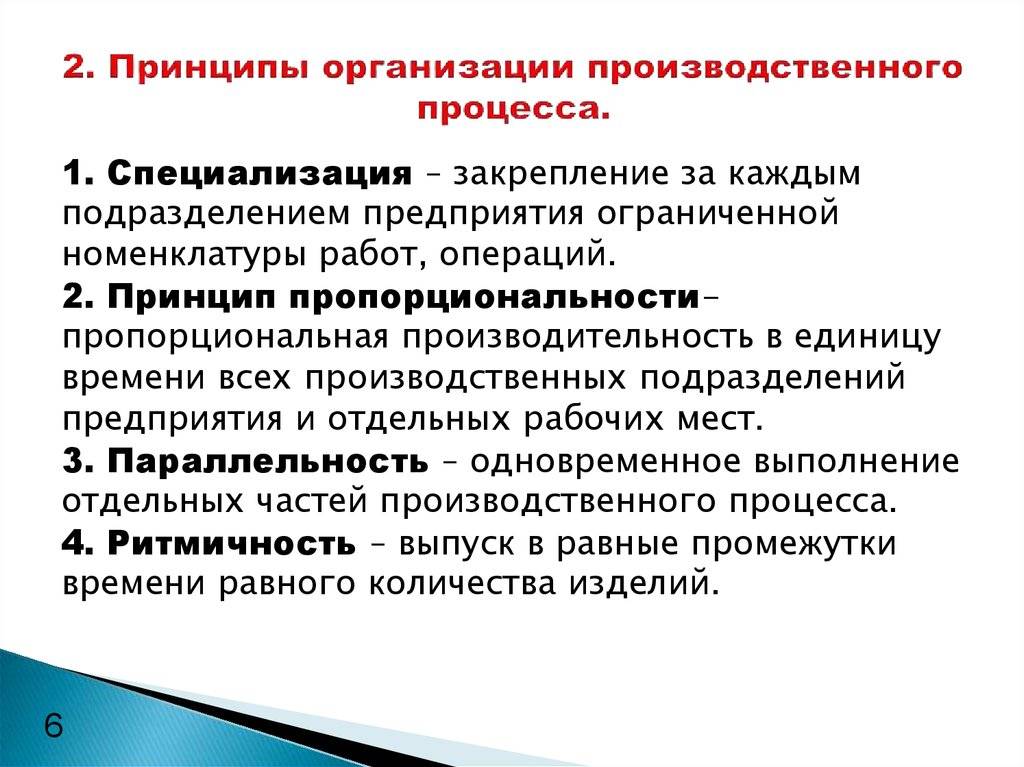
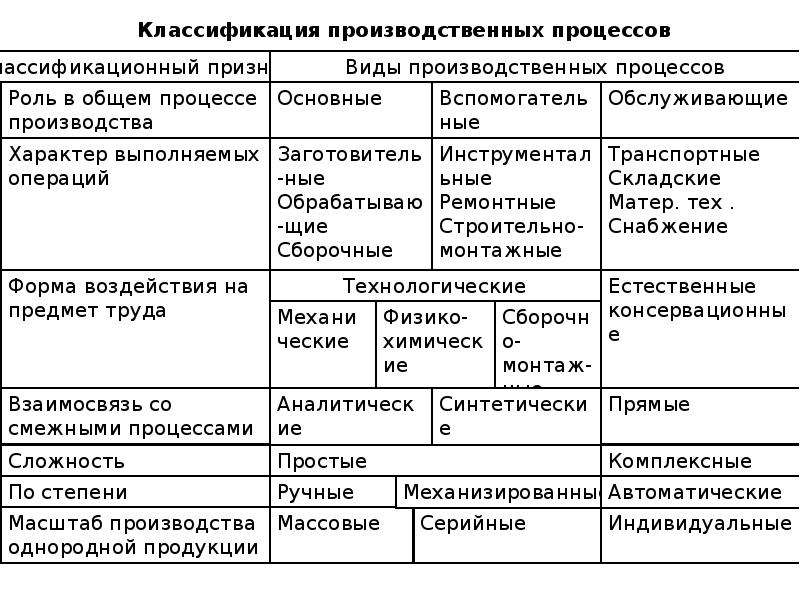
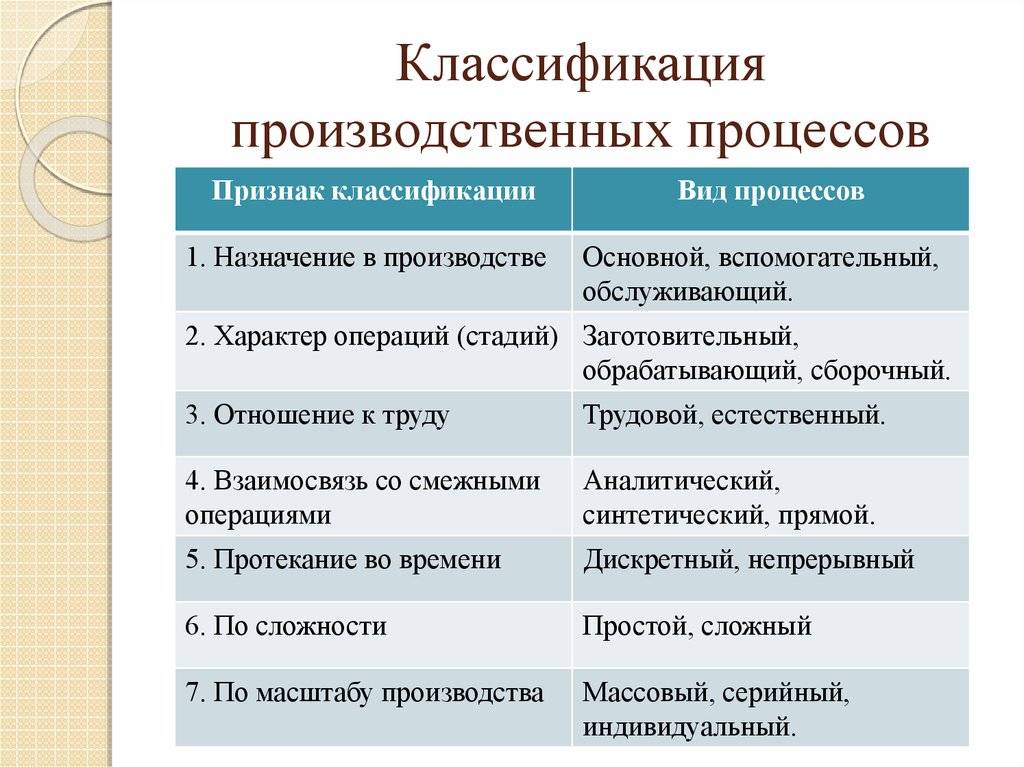
Классификация производственных процессов может осуществляться по различным признакам.
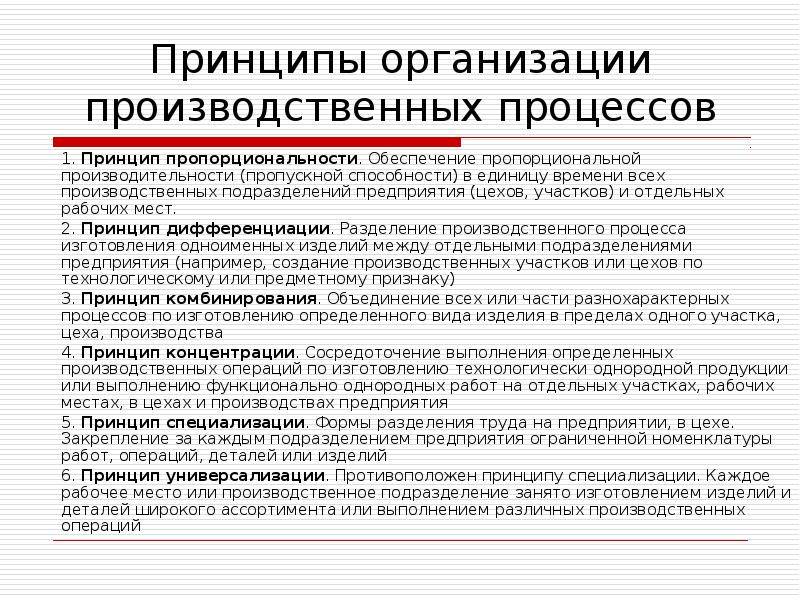
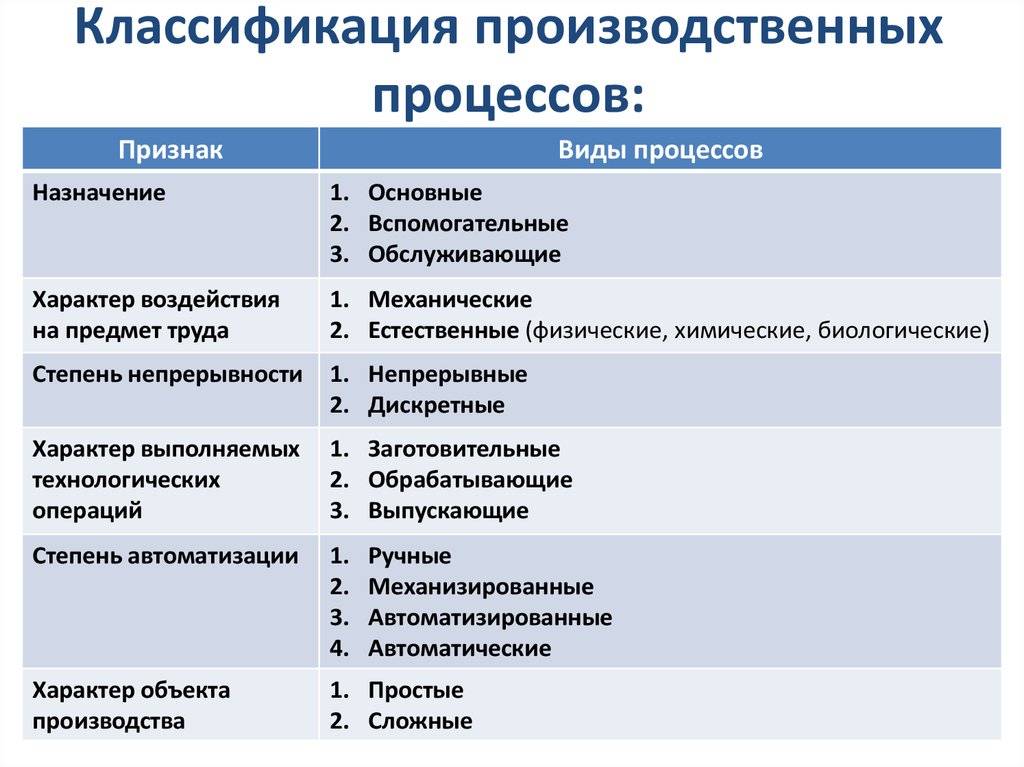
1. Прежде всего, процессы могут подразделяться на основные, вспомогательные, обслуживающие и управленческие исходя из роли, которая отводится им в общей системе производства.
- Основные — на базе которых, собственно, и производится продукция предприятия.
- Вспомогательные – обеспечивающие нормальную и бесперебойную работу основных. К примеру, строительно-монтажные работы, выработка энергии, производство запасных частей, комплектующих, дополнительных инструментов. Результаты их деятельности «поддерживают» производство продукции, являющейся предметом специализации предприятия.
- Обслуживающие обеспечивают взаимосвязь между основными и вспомогательными. К таковым могут быть отнесены складские, логистические, погрузочно-разгрузочные, транспортные, контрольные, комплектовочные процедуры.
- Управленческие. К ним относят те виды производственных процессов, которые предназначены для координирования всей работы предприятия, регулирования совместимости прочих процессов, определения их целесообразности и экономической эффективности. Зачастую они тесно сплетены с основными, вспомогательными и обслуживающими процессами.
2. С точки зрения характера протекания процессы могут быть разделены на прерывные и непрерывные.
- Прерывные (дискретные), внутри которых этапы производственного процесса разделены временными интервалами.
- Непрерывные виды производственных процессов предполагают отсутствие разрывов между технологическими операциями.
3. По степени механизации процессы подразделяются на:
- Ручные, осуществляемые, как следует из названия, без применения механизмов.
- Машинно-ручные группы производственных процессов, предполагающие использование механизмов или механизированных инструментов с обязательным участием рабочего. К примеру, к ним относится обработка деталей на токарном или фрезерном станках.
- Машинные – протекающие с применением механизмов, станков или машин и требующие незначительного участия человека.
- Автоматизированные — процессы, производство внутри которых осуществляется автоматически, роль человека сводится к контролю работы механизмов.
- Автоматические линии, производство продукции на которых не требует участия человека.
4. В зависимости от сложности выпускаемой продукции виды производственных процессов могут быть:
- Простыми, включающими в себя операции, направленные на изменение свойств однотипных предметов труда. Например, производство партии деталей.
- Сложными, состоящими из простых операций, выполнение которых направлено на производство конечного изделия либо его промежуточного блока. Например, окончательная сборка автомобиля.
5. Исходя из масштабов производства продукции одного типа производственные процессы подразделяют на:
- Индивидуальные, предназначенные для производства неповторяющейся продукции. Применяются в цехах, выпускающих изделия часто обновляющейся номенклатуры. Они требуют высокой квалификации рабочих и применения сложной многопрофильной техники. Пример — экспериментальное производство.
- Серийные, предназначены для выпуска продукции небольшими сериями, повторяющимися с определенной периодичностью. В этом случае за участком закрепляются конкретные операции, которые выполняются в заданной последовательности.
- Массовые применяются в тех случаях, когда производство нацелено на выпуск однородных изделий в большом количестве и в течение длительного времени.
Финансовый итог производственного процесса
Если уменьшить выручку, полученную от реализации товара, на себестоимость, в результате останется валовая прибыль, ясно отражающая эффективность работы предприятия.
Счет 90 «Продажи» отражает этот итог: если кредит больше дебета, имеем прибыль, дебет превышает кредит – налицо убытки. Сальдо выводится следующим образом:
- Отражение по кредиту суммы выручки от продажи товаров (с учетом или без учета НДС – какая методика принята в организации). Для этого потребуются проводки:
- дебет 62, кредит 90.3 – учет стоимости без НДС;
- дебет 90.3, кредит 68 – с налогом на добавленную стоимость.
- Вычисление себестоимости товаров и списывание ее с соответствующих счетов. Проводки:
- дебет 90.2, кредит 20;
- дебет 90.2, кредит 23.
- Вывод получившегося на счете 90 и 91 сальдо на счет 99 «Прибыли и убытки» – финальная проводка года, которая будет отражена в годовом бухгалтерском балансе.
ВАЖНО! Если на 99 счете сальдо образовалось по кредиту, значит, результат положительный, в распоряжении компании остается нераспределенная прибыль. При дебетовом сальдо необходимо пересмотреть политику управления производством и сбытом
Таким образом, данные бухучета становятся основой для принятия жизненно важных для предприятия решений.
Выводы
Описав бизнес-процесс основного производства, вы сможете проанализировать все этапы функционирования предприятия.
Для анализа результатов основного производства предприятия необходимо изучить структуру себестоимости продукции (или партии), сравнить себестоимости с выручкой и прибылью, рассчитать показатели рентабельности.
Чтобы увеличить прибыль, необходимо детально рассмотреть каждый этап бизнес-процесса и принять оптимальное решение, например: сократить закупочную стоимость сырья и материалов, оптимизировать технологический процесс, сократить себестоимость продукции, нарастить объемы производства или увеличить стоимость единицы продукции.