

3 Гидравлические КПН НВ5222 и НГ5223
Наибольшее распространение на отечественных предприятиях получили гидравлические ножницы, обладающие множеством технологических достоинств. Они гарантируют высокое качество резки, большую точность выполнения операций, экономный расход режущих приспособлений, отличные скоростные показатели.
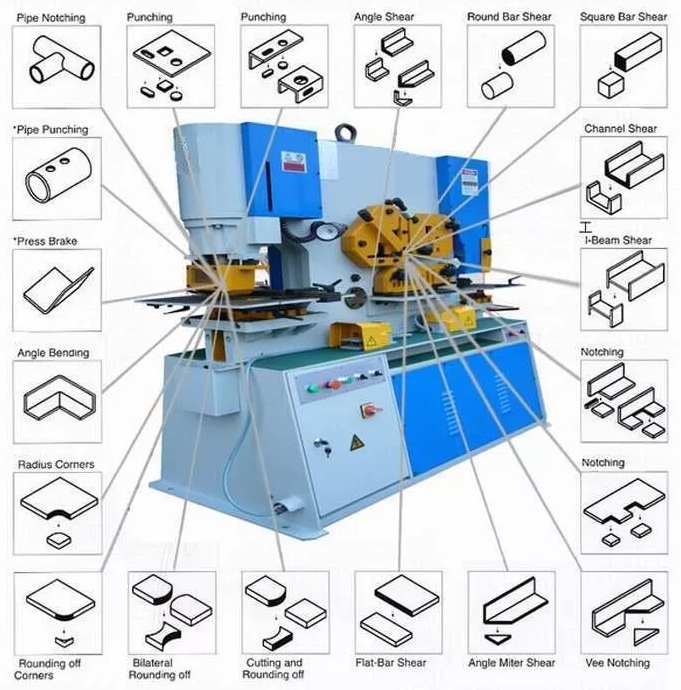
На сегодняшний день гидравлические ПН используются в ремонтных и штамповочных цехах, на предприятиях машино- и судостроения, на комбинатах, занимающихся производством металлоконструкций, утилизацией и переработкой металлической продукции. На российских заводах чаще всего встречаются пресс-ножницы НГ5223 и НВ5222, которые дают возможность на одном станке выполнять различные операции:
- резку металла;
- отрезание двутавров и швеллеров, уголков, квадратных и круглых металлопрофилей;
- пробивку отверстий и пазов.

На НВ5222, кроме того, можно осуществлять на высоком уровне эффективности зарубочные процедуры.
Рассматриваемые гидравлические станки располагают сварной прочной станиной, сделанной из двух листов (стальных), которые привариваются к массивному основанию. В их конструкции предусмотрено наличие нескольких неподвижных и подвижных ножей. Один из подвижных режущих инструментов (зарубочный) имеет прямоугольную форму, другой представляет собой гильотинный механизм, с помощью которого обрабатывается листовой металл. Инструкция к станку НВ5222 и НГ5223 подробно описывает технологию правильной эксплуатации их ножей.
Данные гидравлические установки работают с ножами из сталей 4Х5В2ФС и Р6М5 (когда ведется раскрой предварительно разогретых изделий) и ХБФ, Х12Ф1 (резка холодного проката). На станке НВ5222 обрабатываются полосы с максимальными размерами 2 на 14 см, на НГ5223 – 1,8 на 19 см. Данные гидравлические установки снабжаются электродвигателями на 5 кВ (модель НВ) и 5,5 кВ (модель НГ) и мощными дыропробивными прессами.
Технические характеристики
Технические параметры ножниц:
- твёрдость лезвий по шкале HRC соответствует 50–62;
- диапазон температур, при которых разрешена эксплуатация инструмента, от -150С до +500С;
- гидравлическая жидкость — всесезонное масло;
- материал лезвий — хром-молибденовая или углеродистая сталь;
- усилие среза — до 70 тонн, в зависимости от типа ножниц;
- размеры и вес зависят от конкретной модели;
- максимальное количество разрезаний — до 3000 раз;
- срок службы — 4 года.
Модель гидравлических ножниц по металлу
Мощные ножницы промышленного назначения
Типичным представителем гидравлических пресс ножниц является станок «МХ 700 Nargesa». Ножницы для резки металла оформлены в виде вертикальной консоли и гильотинного режущего модуля, установленного на металлической станине.
Усилие реза достигает 60-70 тонн, что позволяет успешно не только резать арматуру или стальной профиль, но и гнуть, обрабатывать давлением или выполнять раскройку для арматуры из черного металла. Размеры рабочего стола позволяют обрабатывать заготовки высотой до 35 см и длиной в 60 см. Гидравлическая станция приводится в действие электродвигателем мощностью в 5 кВт.
Гидроножницы открытого типа находят широкое применение в строительной и лесозаготовительной отраслях. Широкий и мощный гидравлический захват, установленный на тяжелый тягач, одинаково эффективно разрезает бетонные конструкции зданий, подлежащих сносу, хирургически точно вырезает деревья в городских лесонасаждениях и легко режет металлолом любой конфигурации.
Ручные гидравлические ножницы
Ручные гидравлические ножницы – незаменимый, а главное мобильный инструмент для резки метала арматуры. Широко применяются в строительстве, в сносе зданий, а также спасателями для извлечения пострадавших из искорёженного автомобиля.
Ручные гидравлические ножницы
Устройство и принцип работы
Устройство ручных гидравлических ножниц для резки метала напоминает обычные ножницы но несколько отличается от них тем что, в привычной модели мы передаем механическую силу от руки сразу на режущий агрегат.
Здесь же наша механическая сила преобразуется в гидравлическую, и только потом подается на режущие лезвия. Ручкой мы качаем насос которой создает давление в результате чего ножницы сдвигаются и собственно режут.
Основные принципы устройства:
Устройство ручных гидравлических ножниц
- Исполнение режущей части. Два основных открытый кромочный и гильотинный. Оба представлены на рисунке. Кромочный применяется для резки листов метала, а гильотинный для резки проводов и пучков кабелей.
- Функции режущей части. Есть агрегаты, в которых режущая часть крутится относительно привода и ручек, что делает ножницы более практичными в использовании.
- Габариты. Устройство обладает весьма большими габаритами, происходит это из-за того, что оно оборудовано гидроприводом, его установку выполняют на неподвижной ручке гидравлических ножниц. Габариты агрегата прямо пропорциональны длине штока гидропривода.
- Подача давления. Также имеет 2 вида комплектации. Первая это встроенный плунжерный насос, который работает от мускульной силы оператора. Второе, это внешняя компрессорная станция.
Технические характеристики
Ручные гидравлические ножницы имеют ряд характеристик, которые стоит учитывать при их эксплуатации. Эти параметры можно увидеть в техническом паспорте устройства.
Характеристики гидравлических ножниц:
- Предельная величина силы разреза или тяги, измеряется в Ньютонах и Тоннах;
- Промежуток между режущими элементами, в мм;
- Предельная режущая величина. Указывает максимальную толщину листа либо диаметр прутка которые можно разрезать за одну итерацию.
- Размеры и вес агрегата.
Условия применения
Заметка: Прежде чем приступать к работе всегда следует прочитать технический паспорт и проверить уровень гидравлического масла в приводе.
Принципы, которые следует выполнять при эксплуатации гидравлических ножниц:
- Прежде чем резать метал уточните его толщину и его жёсткостные характеристики, они не должны превышать предельных значений, указанных в техническом паспорте агрегата;
- Держать инструмент в частоте, в особенности рабочую часть.
- Производить замену масла согласно сроку, в тех паспорте, также следует заливать масло только указанных в нем марок. Средний срок замены масла раз в два года.
- После завершения работ обязательно протереть инструмент чистой тряпкой, прежде всего в подвижных местах инструмента.
- Если инструмент планируется длительно хранить, то его стоит обработать антикоррозийным составом.
Возможные неисправности
- Не создается необходимое давление в инструменте.
- Возможно у вас недостаточное количество масла в инструменте и его следует долить;
- Засорение гидравлической системы, следует заменить масло;
- Не закрыт рычаг сброса давления соответственно его следует закрыть;
- Шток не встает в начальное положение.
- Износилась обратная система, потребуется замена возвратной пружины;
- Подтеки масла
- Уплотнители пришли в негодность и их следует заменить
Распространенные модели
Рассмотрим несколько самых распространённых моделей ручных гидравлических ножниц по металлу и их технические характеристики.
Ножницы НРГ 53
Основное назначение: Для резки кабелей и твердых металлов.
https://youtube.com/watch?v=8tbWJfr–UA
Технические характеристики НРГ 53:
Технические характеристики ножниц НРГ 53
Ножницы НРГ 85
Основное назначение: Резка проводов АС, СИП-3, стальных канатов, тросов, прутков из низко углеродной стали, бронированного и телефонного кабеля.
Технические характеристики:
Технические характеристики гидравлических ножниц НРГ-65 и НРГ-85
Ножницы СТ40 и СТ20
Основное назначение: Режущая способность до 40 мм, широкий спектр металлов, которые они режут.
Гидравлические ножницы CT-40
Технические характеристики:
Технические характеристики ножниц СТ20 и СТ40 Ручные гидравлические ножницы Ссылка на основную публикацию
Устройство и работа пресс-ножниц НВ5224
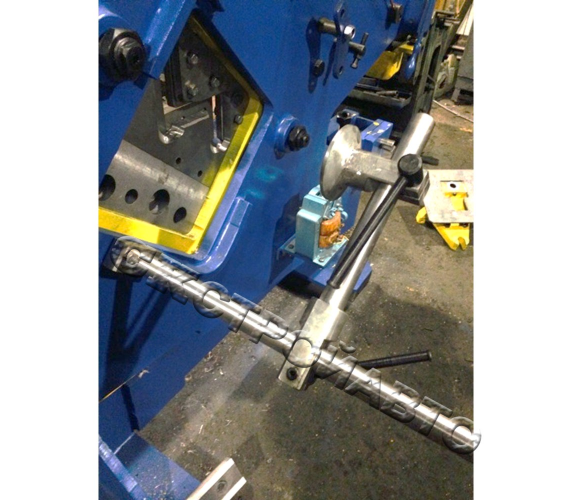
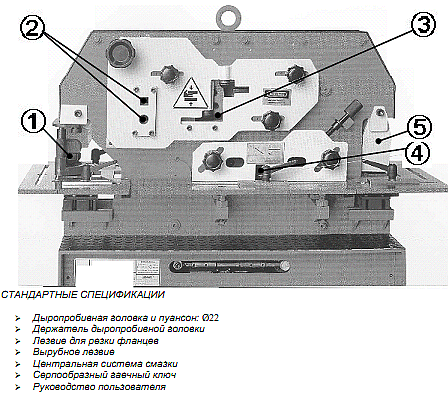
Органы управления пресс-ножниц НВ5224 и их назначение
- Рукоятка фиксации прижима сортового проката
- Педаль электрическая
- Рукоятка механизма центрирования
- Кнопка ОБЩИЙ СТОП
- Рукоятка фиксации автоприжимов полосового проката
- Рукоятка насоса системы смазки
- Вводной выключатель
Кинематическая схема пресс-ножниц НВ5224
Привод пресс-ножниц НВ5224 осуществляется от электродвигателя через клиноременную передачу на маховик и зубчатую передачу. Вал маховика несет на себе жестко посаженную косозубую шестерню1, находящуюся в зацеплении с зубчатым колесом 2.
Колесо 2 жестко посажено на промежуточный вал, на другом конце которого сидит прямозубая шестерня 4, находящаяся в постоянном зацеплении с прямозубыми колесами 3.
Зубчатые колеса 3 подвижно посажены на ступицы, жестко сидящие на эксцентриковых валах. Зубчатые колеса 3связаны со ступицами поворотными шпонками.
Мотылевые шейки эксцентриковых валов несут на себе шатуны, сочленение которых с ползуном сортовой и дыропробивной секций выполнено по типу «ТОГЛ». Ползун сортополосовой секции тягой связан с качающимся рычагом зарубочного устройства.
Сравнение гильотин
| Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
| Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
| Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
| Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
| Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.








Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Разновидности
Все разнообразие моделей пресс-ножниц делится на:
- ручные механизмы (рычажные и дисковые);
- гидравлические;
- контейнерные.
Ручные ножницы для металла (рычажного типа)
Такой инструмент нашел широкое применение в слесарных мастерских, на мелких производствах, в пунктах приема металлолома. Пресс-ножницы ручные позволяют обрабатывать заготовки небольшого размера и малыми партиями.
Рабочей частью устройства служат два ножа для пресс-ножниц:
- Первый – закрепляется неподвижно на станине.
- Второй – приводится в действие мускульной силой, которая передается рычажному механизму.
Длина лезвий порядка 10 см.
Дисковые
Основой конструкции являются два дискообразных ножа с противоположным вращением.
Их удобно использовать для резки с малым усилием по ровному и криволинейному контуру; линия реза получается без заусенцев и деформаций.
Гидравлические
Инструмент универсального типа, отличается высокой производительностью и используется в промышленных масштабах. Они способны работать с металлом любого профиля, обеспечивая высокое качество. Конструкция оснащена гидроприводом, позволяющим развить высокое усилие. Особенности устройства пресс-ножниц:
- Основание сделано из бетона.
- Станина – изготавливается методом литья или сварным способом. Она достаточно массивна, чтобы выдерживать вес устройства и заготовки, контролировать ход ножей и гасить возникающие при эксплуатации вибрации.
Особенностью промышленных гидравлических ножниц (например, пресс-ножниц комбинированных Н5222а) является способность резать металл под углом к оси. Это дает возможность изготавливать сложные фрагменты машин и каркасные конструкции.
Замена комплекта ножей матрицей и пуансоном позволяет использовать механизм для пробивки отверстий (как гидравлический пресс с гибкой регулировкой усилия).
Пресс-ножницы для лома
Этот вариант является самым внушительным видом металлорежущих аппаратов, позволяющий утилизировать лом чёрных и цветных металлов, автомобильный, сталеплавильный, демонтажный лом. Пресс-ножницы для резки и переработки лома металлов — наиболее востребованные механизмы на погрузочных терминалах, металлургических заводах, металлозаготовительных площадках.
Можно встретить несколько модификаций: стационарные, мобильные (контейнерные) и комбинированные. Из паспорта пресс-ножниц можно узнать об особенностях машин:
- Усилие реза от 500-800 до 3 000 тонн.
- Средняя производительность 10-12 и более тонн/час.
- Металлолом перерабатывается без предварительной сортировки.
- Емкость накопительных контейнеров от 10 т.
Пресс-ножницы для металлолома с большой камерой прессования могут резать и пакетировать (прессовать) металлолом, включая скрап, трубы и кузова автомобилей. Они имеют несколько режимов работы (для разных категорий лома), регулируемый шаг реза и приспособлены для эксплуатации в зимних условиях.
Основные узлы:
- загрузочная (накопительная) камера;
- рабочая зона. Горизонтальные и вертикальные лезвия;
- прижимное устройство пресс-ножниц. Прессует нарезанный металлолом в брикеты.
Контейнерные
Это мобильный механизм, перемещаемый с помощью автотранспорта. Его удобно использовать в местах сбора лома (при демонтаже зданий и промышленных конструкций).
Устройство оформлено в виде контейнера, снабжено дизельным или электрическим приводом.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
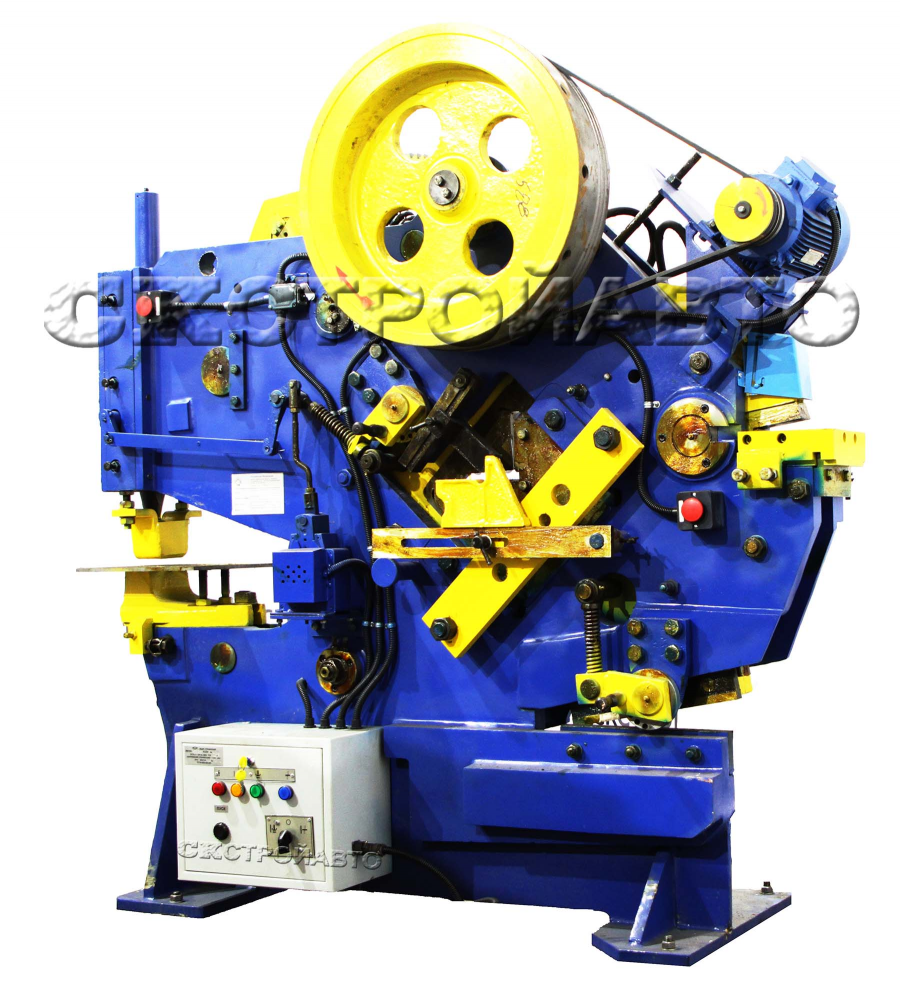
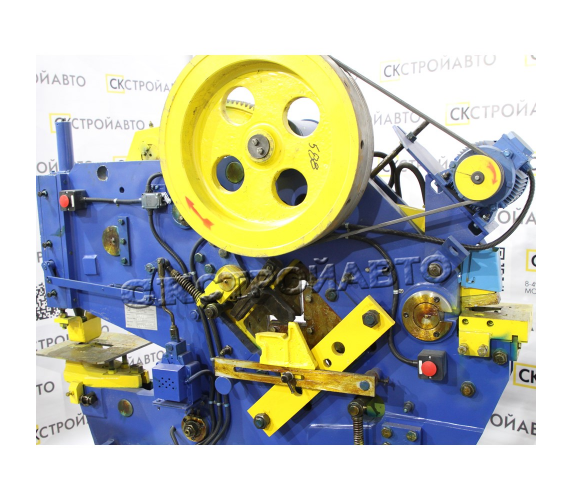
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
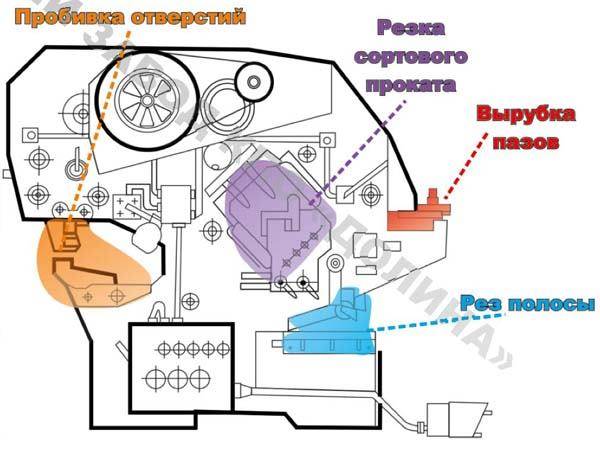
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом. Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления. Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное. Основные технические характеристики регламентированы государственным стандартом. Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки




При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры. Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть. Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов. На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная. Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Конструктивные особенности электрических ножниц по металлу
Изучая, какие бывают ножницы, следует рассмотреть преимущества и недостатки электрифицированного инструмента. По внешнему виду электрические ножницы по металлу схожи с болгаркой. Небольшие модели оснащены узким корпусом продолговатой формы, благодаря чему их удобно держать в руке. Более габаритные, мощные варианты для удобства использования имеют выносную рукоятку.
Корпус электроножниц по металлу изготовлен из ударопрочного конструкционного ABS-пластика, во внутренней полости которого расположен двигатель. Передняя часть имеет многоступенчатый редуктор в металлическом кожухе. В данном узле осуществляется преобразование вращательного движения шпинделя в возвратно-поступательное, благодаря чему начинает работать режущая оснастка.

С виду электрические ножницы по металлу напоминают болгарку
Рабочий орган электроножниц работает по тому же принципу, что и у ручных моделей. При прохождении листового металла между статичным и подвижным элементами происходит его разрезание.
Электрические ножницы по металлу характеризуются рядом преимуществ перед ручным инструментом. Во время обработки листового металла не нужно прилагать никаких усилий, поскольку процесс выполняется автоматически, благодаря чему увеличивается производительность. Поскольку в процессе работы отсутствует необходимость тактильного контакта, вероятность получить травму сводится к минимуму.
Электроножницы можно использовать для резки толстых металлических заготовок толщиной до 5 мм. При этом обеспечивается ровный и чистый рез. Исключается вероятность деформации или повреждения целостности заготовки. Такой инструмент способен обработать цветные сплавы, композитные и полимерные материалы, с которыми не может справиться ручное приспособление. Электрические ножницы могут разрезать не только гладкие листы, но и профильные материалы. При помощи инструмента можно изготовить по шаблону сложные криволинейные элементы.

Электроножницами по металлу можно резать заготовки толщиной до 5 мм
Это интересно: Лазерные уровни Matrix: модельный ряд, рекомендации по выбору
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
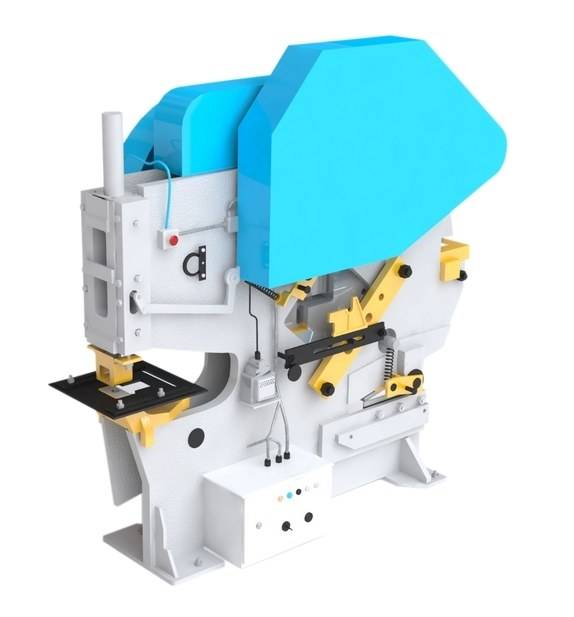
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т
Лучшие производители и модели
Роликовые ножницы — специфический инструмент, используемый преимущественно в мелкосерийном производстве или профессиональной ремонтной сфере. Поэтому, изготовлением такого инструмента занимаются немногие производители.
Среди них можно выделить следующие фирмы:
Makita
Это известный японский концерн, выпускающий огромный ассортимент инструментов и оборудования. Роликовые ножницы Makita — это целая группа наименований, включающая ручной инструмент для резки металла толщиной 0,5 мм и стационарные станки для раскроя листов толщиной до 4 мм;
Bosch
Немецкая компания, известная качеством и долговечностью своей продукции. Изготавливает универсальные электроножницы, способные резать разные материалы (основное назначение — резка ПВХ при монтаже пластиковых окон);
СтанкоПоставка
Российская фирма, изготавливающая механические и электроприводные дисковые ножницы с маркировкой SMR;
Van Mark
Компания из США, производит различные виды инструментов и оборудования. Роликовые ножницы этой фирмы отличаются надежностью и удобством в использовании.







Из наиболее популярных моделей следует отметить:

Makita CP100DZ
Универсальные дисковые ножницы для резки полимерных материалов, линолеума, ПВХ или тонкого металла (до 0,5 мм). Питание от аккумулятора, скорость вращения вала — до 300 об/м;

BOSCH 0.601.9B2.904
Универсальные электроножницы, предназначенные для резки тонких листовых материалов (преимущественно, полимерных). Частота вращения рабочего вала — до 700 об/мин;

Holzmann-Maschinen RBS15
Механические дисковые ножницы с ручным приводом. Инструмент рассчитан на резку листового металла толщиной до 1,5 мм. Подача листа на режущие кромки обеспечивается рычагом с храповым механизмом, одновременно обеспечивающим вращение дисков;

НС-1600
Самоходные дисковые ножницы, выполненные в виде насадки на электродрель или шуруповерт. Способны резать листовой металл толщиной до 1 мм (сталь) или 1,5 мм (алюминий). Обладают возможностью регулировки скорости резания в пределах от 0,1 до 25 м/мин.
В этом обзоре намеренно не рассматривались стационарные промышленные модели, так как они обладают узкой специализацией и могут быть использованы только для решения производственных задач.





