

Устройство и принцип работы
Механическая часть строгальных станков состоит из следующих элементов:
- чугунная или стальная станина — основная часть конструкции, воспринимающая основные нагрузки, используемая для размещения узла с режущим инструментом и рабочего стола;
- рабочая поверхность — предназначена для размещения заготовок, их крепления;
- направляющие —необходимы для перемещения ползуна или рабочей поверхности;
- ползун — выполняет поступательные перемещения при обработке заготовок;
- резец, используемый для резки металла;
- суппорт — фиксирует резец под определённым углом;
- коробка переключения передач — применяется для изменения скорости вращения шпинделя с закреплённой заготовкой;
- тиски для фиксирования деталей при обработке.
Конструкция также включает электрические компоненты: двигатель, органы управления, контролирующие датчики, системы защиты. Для охлаждения механических элементов используется система подачи смазочных, а также охлаждающих жидкостей. Все узлы станка располагаются внутри стального или чугунного корпуса.
Принцип работы основан на прямом контакте режущего инструмента с обрабатываемой деталью. Обработка происходит при перемещении или вращении заготовки относительно резца.
Обработка детали (Фото: Instagram / khuevgen)
Электрооборудование на строгальном станке 7Е35
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель 4А112М4А.
На станке применяются следующие величины напряжений переменного тока при частотах 50…60 Hz:
- силовая цепь трехфазная 220, 380, 400, 440 В
- цепь управления 220, 380, 400, 440 В
- цепь местного освещения 24 В
Выбор рабочего напряжения силовой цепи и местного освещения производит заказчик.
Для освещения рабочего места смонтирован на поперечине светильник СГС-1-1В с лампой. В нише поперечины с рабочей стороны установлены кнопки управления для пуска – «1» и остановки «0» главного привода и лампа, сигнализирующая о включении вводного автомата. Шкаф управления установлен на задней стенке станины. Ввод питающих проводов выполнен снизу через концевое соединение 1/2″ проводом ПГВ сечением не менее 1,5 mm2 черного цвета для линейных проводов и зелено-желтого цвета для заземления.
43 файла
- Последние обновления
- Заголовок
- Наивысший рейтинг
- Дата начала
- Самые просматриваемые
- Самые скачиваемые
- Назад
- Далее
От
BAXON
7а110; 7а112; 7а116; 7а210; 7а212; 7а216 – Станки продольно-строгальные. Модификации и специальные станки на их базе. 1988г. Руководство по эксплуатации. Часть 2. Электрооборудование станка. Djvu, 75 страниц
870 раз скачали
Отправлено 16 августа, 2012
7402 – станок долбежный. Паспорт
От
Shint
Станок долбёжный модель 7402 Руководство по эксплуатации Скачать еще файл: 7402, станок долбёжный. Паспорт (pdf)
2 383 раза скачали
Обновлено 14 сентября, 2015
От
newbas
7А311, 7А33 – поперечно-строгальные станки, Оренбург. Полный паспорт
876 раз скачали
Обновлено 22 февраля, 2012
От
newbas
Поперечно-строгальные станки мод. 7А311 и 7А33 Оренбургский станкостроительный завод Часть паспорта – только технические характеристики
185 раз скачали
Обновлено 19 февраля, 2012
От
Ртуть
Завод-изготовитель: Предприятие п/я В-8731 Станок продольно-строгальный модель 7210, 7110, 7212, 7112, 7216, 7116 Паспорт, Руководство, Акт приемки. Часть 1, 1971 год Спасибо K@RLSON за мануал! Продольно-строгальный станок мод. 7212. Материалы по запасным деталям – 7212_spare_parts.djvu (11.74 MB) Альбом чертежей – 7212_strogaln_Album_Detalei.djvu (15.00 MB) Похожие файлы: 7210, 7212, 7110, 7112 – продольно-строгальный двухстоечный станок, г. Минск. Паспорт (djvu) 7210В, станок продольно-строгальный. Схема управления перемещением стола (pdf)
5 272 раза скачали
Обновлено 28 декабря, 2017
От
Ртуть
Паспорт на 7М36 гидрофицированный поперечно-строгальный станок. Паспорт и Руководство по уходу и обслуживанию. Издательство “Полымя”, Минск, 1967, 1962 год
7M36_Gomel_Pasport.djvu (2.57 MB), 7M36_pasport.djvu (1.78 MB), 7M36_Pass.djvu
Полный паспорт станка 7М36, 7М37, Акт приемки, Альбом быстроизнашивающихся чертежей – 7M36_7M37_passport.djvu (21.12 MB)
Альбом чертежей 7М36, 7М37 – 7M36_7M37_Spare_parts.djvu, 7M36_7M37_Detali.djvu
Чертежи и схемы – 7M36_7M37_big.djvu (3.04 MB)
2 311 раз скачали
Обновлено 27 февраля, 2020
7305, 7307Г – станки поперечно-строгальные, г. Оренбург (djvu)
От
Ртуть
Станок поперечно-строгальный моделей 7305, 7307Г Оренбургский станкостроительный завод (ОСЗ) Руководство по эксплуатации 7305/7307Г.00.000 РЭ Москва, Станкоимпорт Спасибо DDen за мануал!
1 020 раз скачали
Обновлено 3 июня, 2011
7Б35 – станок поперечно-строгальный
От
Ртуть
Станок поперечно-строгальный модели 7Б35 Руководство Москва, Станкоимпорт, Внешторгиздат Завод-изготовитель: г. Оренбург (Оренбургский станкостроительный завод (ОСЗ) Вариант 1: 7b35-manual.djvu (3.19 MB) Вариант 2: 7b35_pass.djvu (8.24 MB) К теме на форуме http://www.chipmaker…ost__p__2027406
3 325 раз скачали
Обновлено 11 августа, 2017
7307Д, 7310Д – станки поперечно-строгальные с гидравлическим приводом (djvu)
От
Ртуть
Станок поперечно-строгальный с гидравлическим приводом моделей 7307Д, 7310Д Руководство по эксплуатации 7307Д.00.000 РЭ Руководство по эксплуатации 7310Д.00.000 РЭ Руководство по эксплуатации. Приложение. Материалы по быстроизнашивающимся деталям 7307Д.00.000 РЭ Москва, Станкоимпорт, Внешторгиздат Спасибо DDen за мануал!
1 159 раз скачали
Обновлено 3 июня, 2011
-
От
mit
Станок долбежный с гидравлическим приводом модели 7Д430 Руководство по эксплуатации
1 911 раз скачали
Обновлено 6 апреля, 2011
7Д36 (7Д37), станок поперечно-строгальный, Гомель
От
Tooler
Поперечно-строгальные станки 7Д36 и 7Д37. Руководство по эксплуатации и паспорт. Изготовитель: Гомельский станкозавод им. Кирова. Спасибо SvD за представленную информацию!
1 203 раза скачали
Обновлено 6 апреля, 2018
От
screw
Подборка информации по 7307Д
307 раз скачали
Отправлено 17 июня, 2010
От
VadEl
ценность представляет схема подключения 4х скоростного движка
213 раза скачали
Обновлено 31 марта, 2010
7А420, станок долбежный, Саракташ
От
АлексаNдр
Руководство по эксплуатации, акт приемки, паспорт. Саракташский станкостроительный завод “Коммунар”, 1968 г.
2 818 раз скачали
Обновлено 31 марта, 2010
От
mtv
Электрооборудование
1 303 раза скачали
Обновлено 31 марта, 2010
От
screw
abest спрашивал схемку, так у меня случайно нашлась одна. С радостью выкладываю :pardon:
803 раза скачали
Обновлено 31 марта, 2010
7216(7А110, 112, 116, 210, 212, 216), станок продольно строгальный
От
mtv
Головка фрезерная на продольно-строгальный станок. Паспорт, акт приемки, руководство по эксплуатации
988 раз скачали
Обновлено 31 марта, 2010
От
EngineerJD
Руководство по эксплуатации.
1 199 раз скачали
Обновлено 31 марта, 2010









Вид рабочего стола
Повышение производительности продольного строгания (которое по своим значениям уступает фрезерованию подобных изделий) возможно лишь при установке на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съема металла. Этим производительность обработки может увеличиваться. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания стали:
- невозможность фрезерования вследствие быстрого износа фрез, например, при увеличенной твердости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие теряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, способных вести продольное строгание изделий повышенной ответственности с большой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Продольно-строгальные и долбежные станки
Универсальный двухстоечный продольно-строгальный станок мод. 7212 предназначен для отделочной обработки плоскостей и прорезания длинных пазов различного профиля.
Техническая характеристика. Наибольшие поперечные размеры: ширина — 1250 мм; высота — 1120 мм; размеры рабочей поверхности стола — 1120… 4000 мм; подача суппортов: при движении по поперечине — 0,5…25; при остальных движениях — 0,25…12,5 мм/дв. ход. Основным узлом станка является стол, на котором закрепляют обрабатываемую заготовку. Стол перемещается возвратно-поступательно относительно неподвижных резцов, установленных в суппортах. Движение стола — главное движение резания; обратный ход стола — вспомогательный, осуществляемый с большой скоростью, причем во время обратного хода резцы поднимаются. Несущую систему станка образуют станина, стойка и соединительная балка наверху.
Два суппорта на поперечине и один суппорт на стойке совершают вертикальные и горизонтальные движения и являются установочными или служат для периодической подачи резцов, а также их углубления. Суппорт может быть повернут на угол 60о. Рядом со станиной смонтирован привод стола.
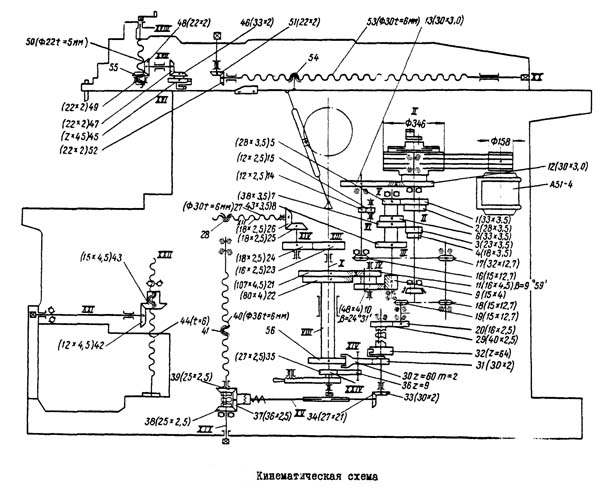
Главное движение — движение резания, т. е. движение стола с обрабатываемой заготовкой сообщается от двигателя постоянного тока М1 через двухступенчатую коробку скоростей с зубчатой муфтой М1 и косозубую реечную передачу (рис. 2). Максимальная скорость перемещения стола vmax = (17/63) (26/49) 3,14 12 10 = 80 м/мин. Технические характеристики долбежных станков приведены в табл. 2.
Таблица 2. Долбежные станки
| Модель | Ход долбяка, мм | Перемещение стола, мм | Диаметр поворотного стола, мм | Габариты (Д Ш В), мм | Масса, кг |
| ГД 200 | 120…200 | 500 400 | 500 | 1900x1270x2175 | 2100 |
| ГД 320 | 120…320 | 650 510 | 770 | 2850x2160x3010 | 5660 |
| ГД 500 | 120…500 | 800 650 | 940 | 3440x2760x3465 | 8160 |
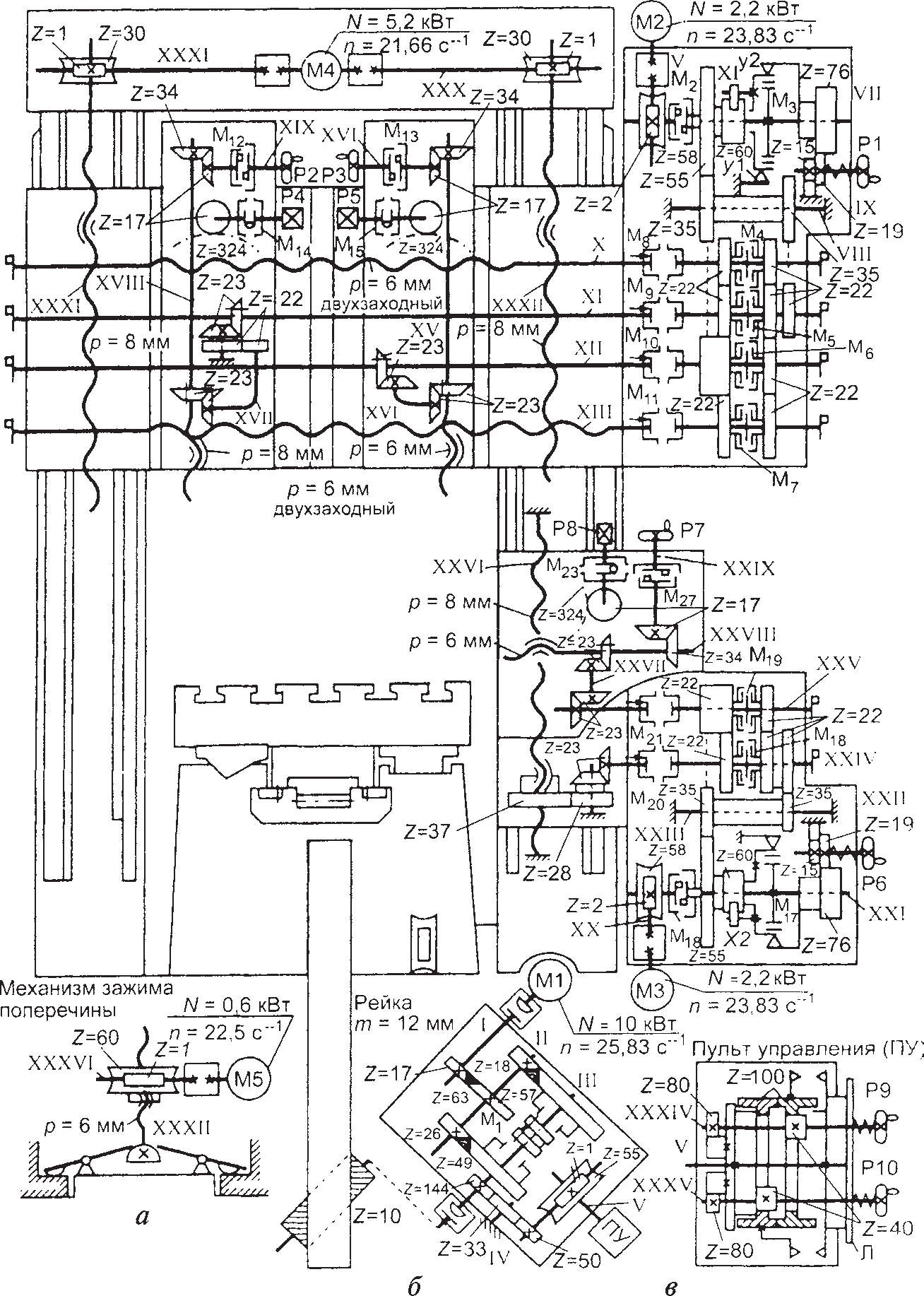
Рис. 2. Кинематическая схема двухстоечного продольно-строгального станка: а — механизм зажима поперечины; б — стол; в — пульт управления




Устройство
Для качественного выполнения порученных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станина;
- блока управления;
- суппорт с одним или несколькими резцедержателями;
- рама (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первая цифра обозначает номер группы по классификационной таблиц. Для строгальных станков — это цифра 7. Вторая цифра, указывает на тип станка (1 – одностоечный продольно-строгальный; 2 — двухстоечный продольно-строгальный; 3 – поперечно-строгальный; 4 – долбежные; 5- протяжные горизонтальные; и т.д). Третья и четвертая цифры обозначают наибольший размер обрабатываемой детали.
Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
ВАЖНО ЗНАТЬ: Технические характеристики токарно-винторезных станков
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.
Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
ВАЖНО ЗНАТЬ: Применение мини фрезерных станков по металлу
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.
Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.

Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
- с режущей частью, изготовленной из быстрорежущей, инструментальной стали или твердого сплава;
- цельные или сборные – в зависимости от конструктивного исполнения;
- одно- или многопроходные – в зависимости от того, сколько протяжек содержится в одном рабочем комплекте;
- работающие по ступенчатой, профильной или прогрессивной методике – в зависимости от того, каким способом с поверхности детали снимается припуск;
- с прямым и наклонным или винтовым и кольцевым расположением режущих лезвий на рабочей части.
Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).
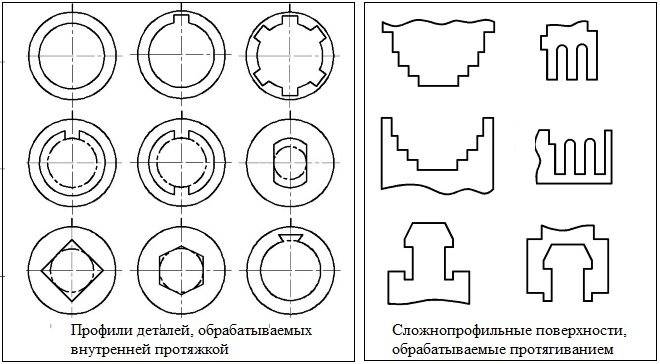
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
- шпоночные пазы;
- канавки винтового типа;
- отверстия круглой формы (протяжки для круглых отверстий);
- отверстия с различным количеством граней (гранные протяжки);
- отверстия со шлицами (протяжки шлицевые).

Шлицевая протяжка для обработки отверстий
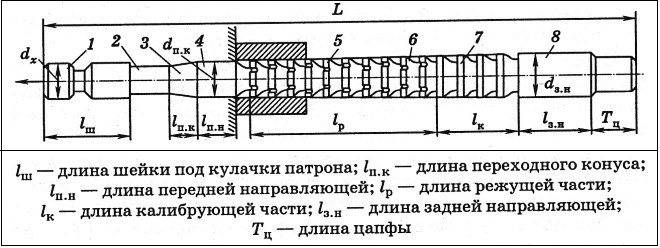
Передняя часть Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
Хвостовик
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).

Стандартный хвостовик шлицевой протяжки
Режущая часть
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.





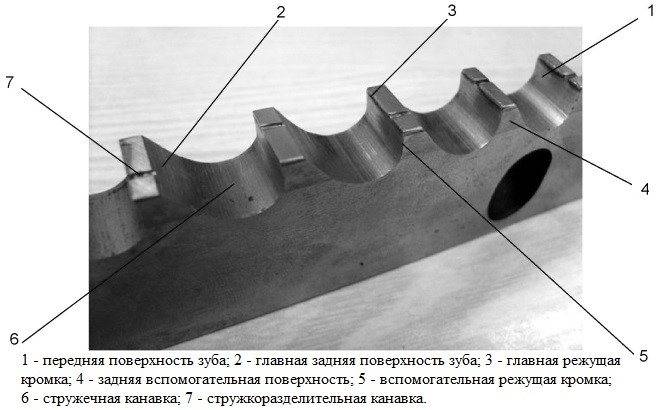
Основные элементы режущей части шпоночной протяжки
Опорная цапфа
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Калибрующая часть
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.

С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
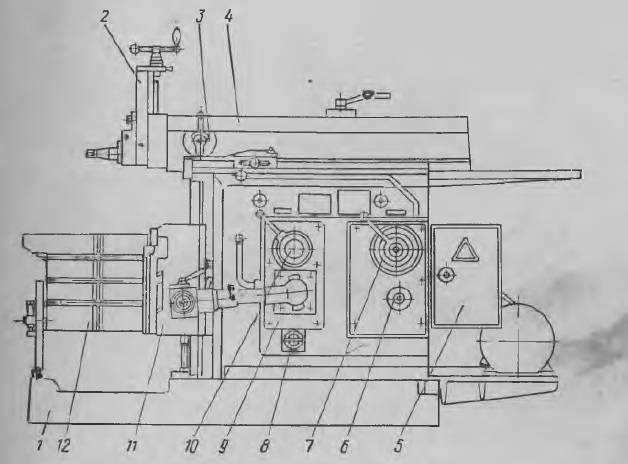
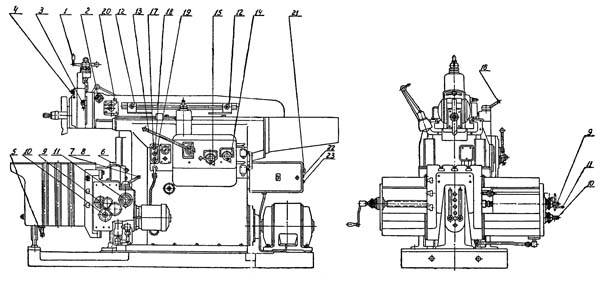
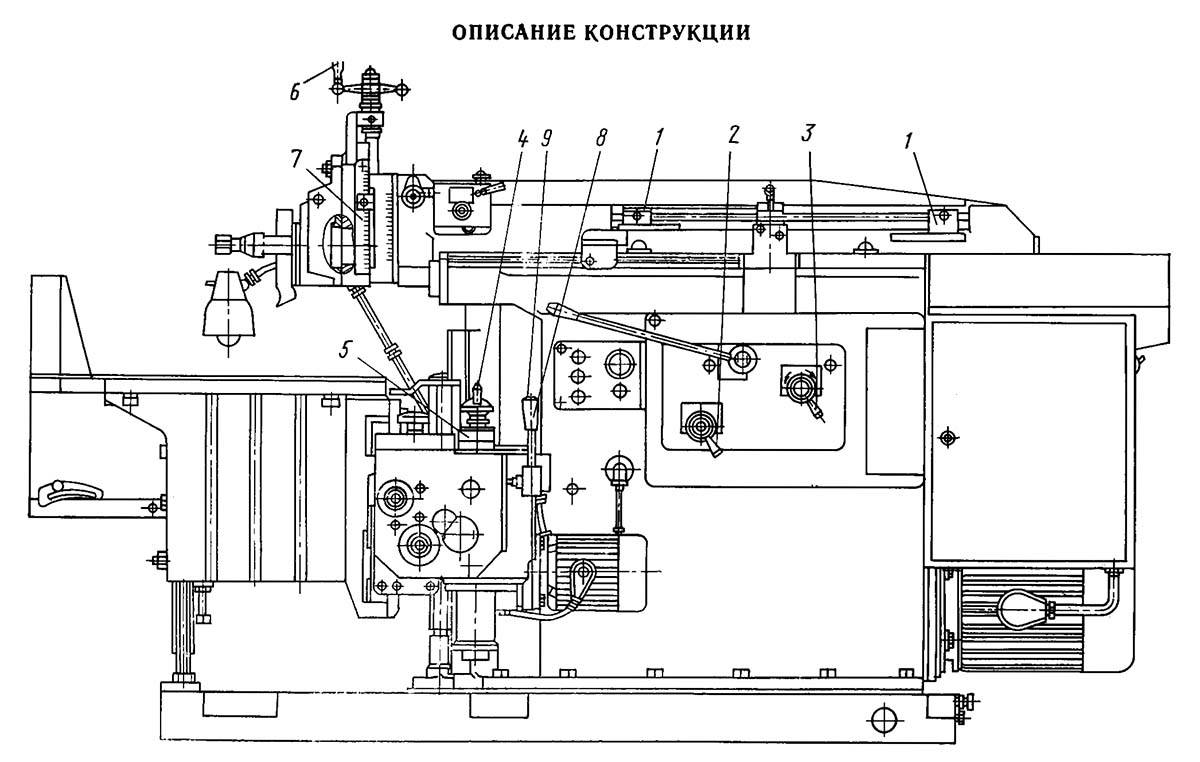
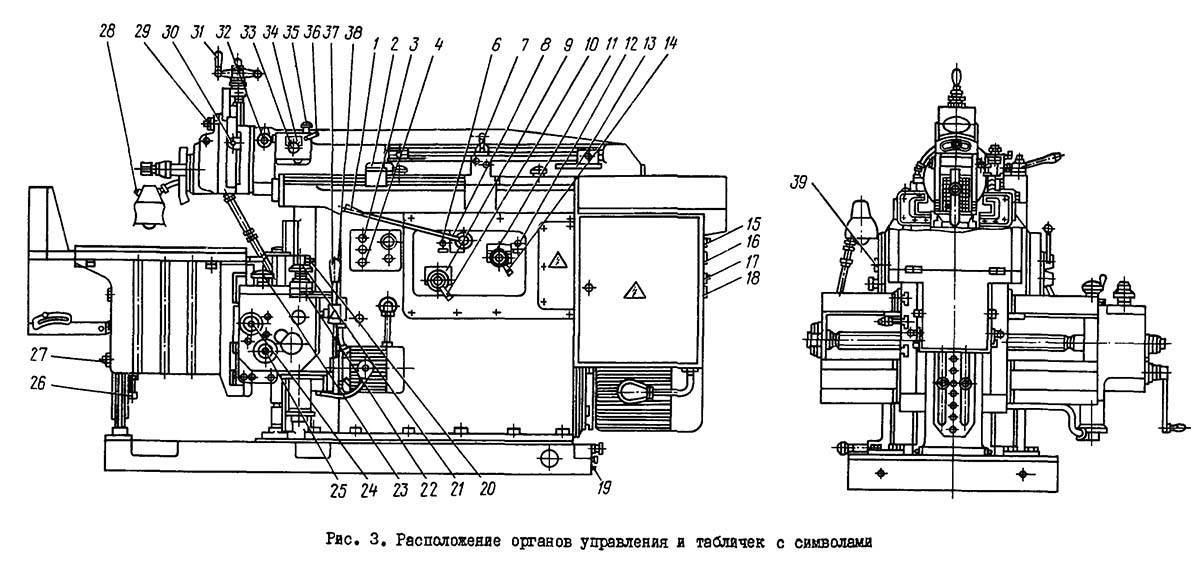
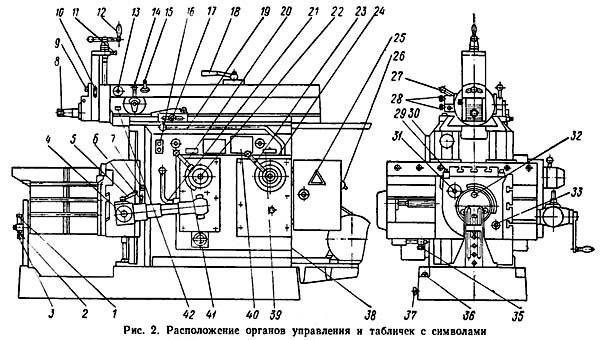
Расположение органов управления строгальным станком 7Е35
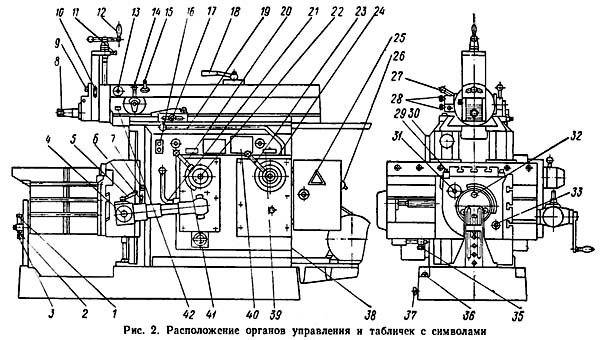
Расположение органов управления строгальным станком 7е35
Спецификация органов управления поперечно-строгального станка 7Е35
- Винт точного подпора стола
- Гайка закрепления стойки стола
- Упор стойки стола
- Хвостовик вала для ручного перемещения стола
- Рукоятка включения и реверсирования механического перемещения стола
- Рукоятка управления перемещением стола
- Гайка закрепления поперечины на станине
- Винт закрепления резца
- Гайка закрепления поворотной доски суппорта
- Рукоятка зажима салазки суппорта
- Винт поджима ходового винта суппорта
- Рукоятка перемещения салазок суппорта
- Хвостовик вала закрепления суппорта
- Рукоятка установки величины механической подачи суппорта
- Хвостовик вала переустановки ползуна
- Кнопочная станция включения и выключения электродвигателя главного привода
- Винт крепления упора механической подачи суппорта
- Рукоятка закрепления ползуна
- Рукоятка управления фрикционной муфты главного привода (пуск и останов ползуна)
- Рукоятка установки величины механической подачи стола
- Рукоятка включения ускоренного перемещения стола
- Хвостовик вала изменения длины хода ползуна
- Рукоятка установки ряда чисел двойных ходов ползуна
- Хвостовик вала замка электрошкафа
- Вводный автоматический выключатель
- Рукоятка включения и выключения механизма автоматической откидки резца при обратном ходе ползуна
- Гайка для регулирования силы поджатия штанги
- Гайка закрепления наклоняемого стола
- Хвостовик вала поворота наклоняемого стола в плоскости, параллельной ходу стола
- Гайка закрепления поворотного стола
- Хвостовик вала поворота стола в плоскости, перпендикулярной ходу
- Рукоятка очистки пластинчатого фильтра
- Упоры перемещения стола в горизонтальном направлении на заданный размер
Технические характеристики протяжного станка 7523
| Наименование параметра | 7Б55 | 7523 |
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 100(10) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1250 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1200 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | 250 |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | 450 х 450 |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 160Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 125 |
| Диаметр планшайбы, мм | 280 | 280 |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 |
| Скорость рабочего хода при номинальном тяговом усилии, м/мин | 6 | 6 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 3 | |
| Электродвигатель привода главного движения и вспомогательных салазок, кВт (об/мин) | 18,5 | 11 (2800) |
| Электродвигатель теплообменника, кВт (об/мин) | 0,12 (2710) | |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,15 (2800) | |
| Суммарная мощность электродвигателей установленных на станке, кВт | 11,27 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | 6000 х 2000 х 1715 |
| Масса станка, кг | 5200 | 4100 |
Краткий обзор станка модели 7523
Другой, довольно распространенный станок — горизонтальнопротяжной станок серии 7523. Данный полуавтоматический агрегат имеет широкое применение при проведении работ со сквозными отверстиями на деталях всевозможных размеров и форм. Данная модификация появилась в 1987 году, придя на смену модели горизонтального протяжного полуавтомата 7Б57.
Назначение данного полуавтоматического горизонтально протяжного станка заключается в обработке круглых и шлицевых отверстий, а также шпоночных пазов.
Осуществляя обработку по металлу отрезной станок 7523 имеет следующие параметры:
- нормальный класс точности (H);
- длина рабочего хода салазок, расположенных в горизонтальном направлении, составляет 125 см.;
- наличие у станка электрического привода, мощность которого равна 11 кВт;
- номинальный вес станка порядка 4100 кг.;
- сила горизонтальной тяги составляет 100 кН.
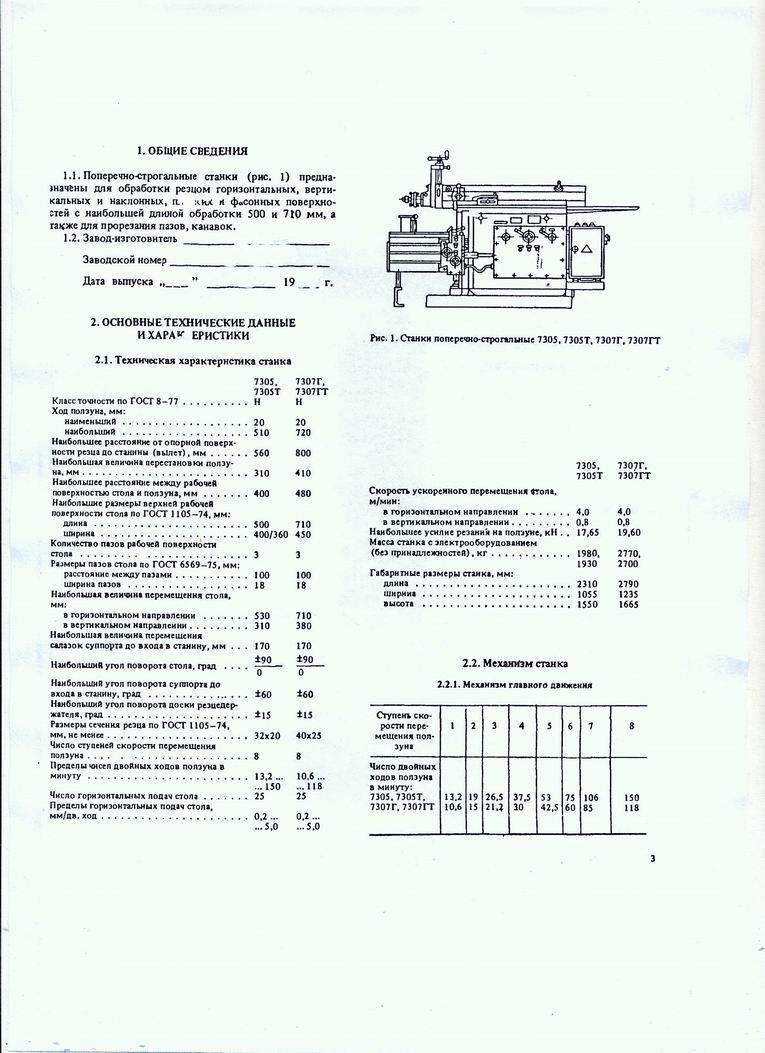
Сведения о производителе поперечно-строгального станка 7Е35
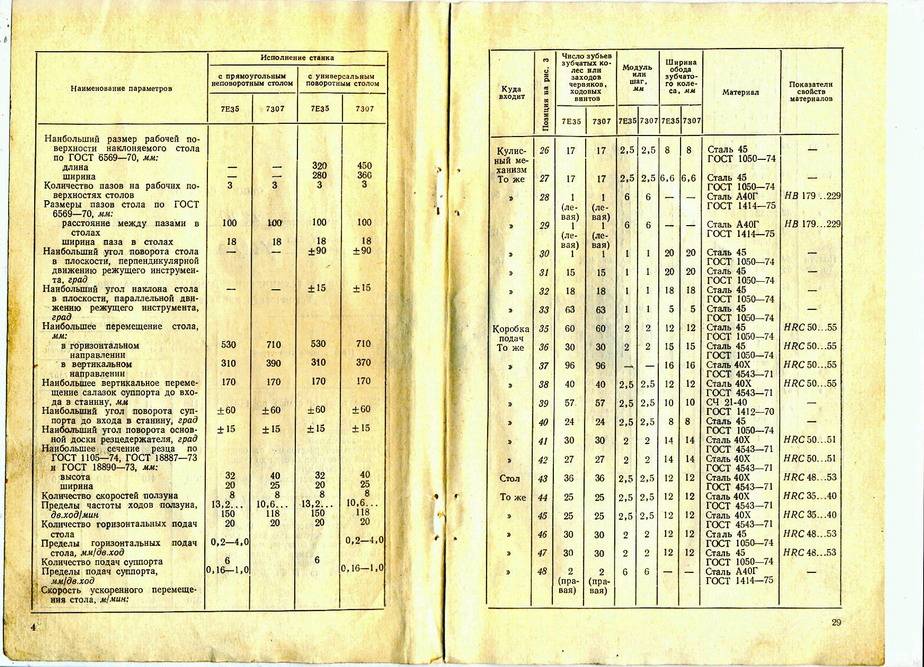
Разработчиком и изготовителем поперечно-строгального станка 7Е35 является Оренбургский станкостроительный завод, основанный в 1941 году.
В 1943 году на заводе освоен выпуск первых поперечно-строгальных станков модели 736, а в 1945 году завод выпустил первые восемь долбежных станков модели 7417.
в 1956 году Оренбургский станкостроительный завод освоил серийное производство нового поперечно-строгального станка модели 7Б35, долбежного станка модели 7А450. К 1960 году выпуск станочной продукции достиг 2000 штук в год.
Поперечно-строгальные станки серии 7Е35, 7307 завод начал выпускать в 1976 году.
Станки, выпускаемые Оренбургским станкостроительным заводом, ОСЗ
- 7Б35 — станок поперечно-строгальный с механическим приводом
- 7Е35 — станок поперечно-строгальный с механическим приводом
- 736 — станок поперечно-строгальный с механическим приводом
- 749 — станок для фасонного строгания с механическим приводом
- 7305 — станок поперечно-строгальный с механическим приводом
- 7307 — станок поперечно-строгальный с механическим приводом
- 7307Г — станок поперечно-строгальный с механическим приводом
- 7402 — станок долбежный с механическим приводом
- 7417 — станок долбежный с механическим приводом
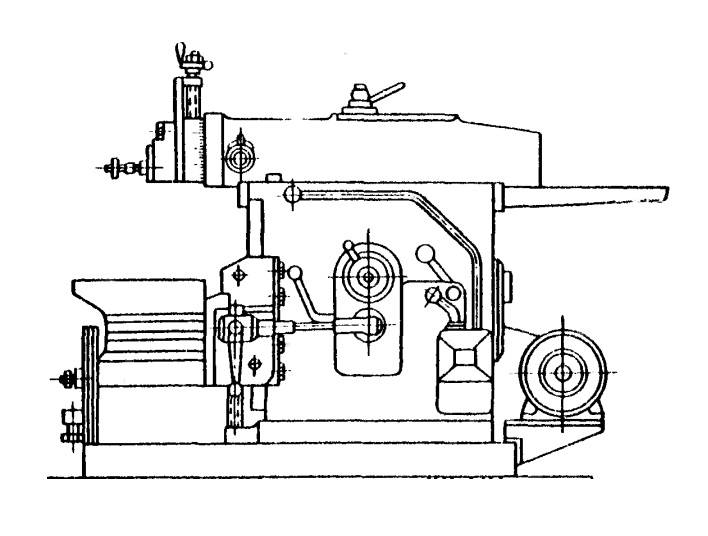
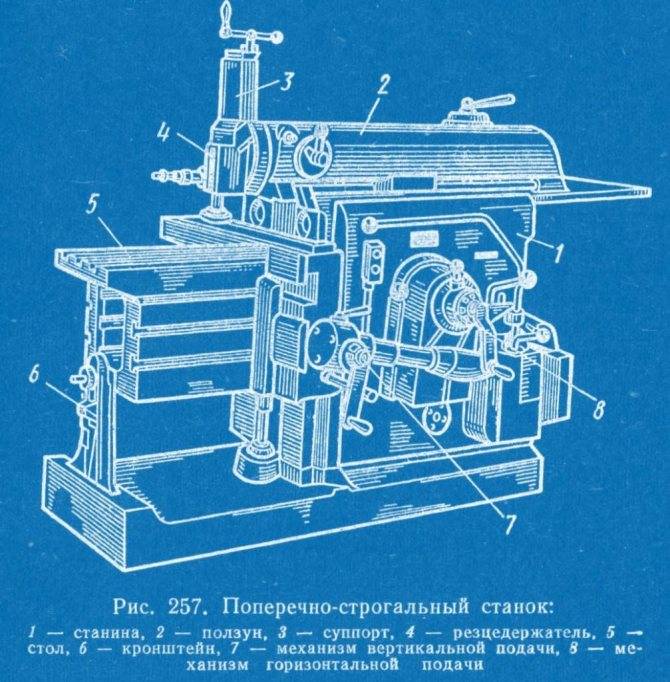
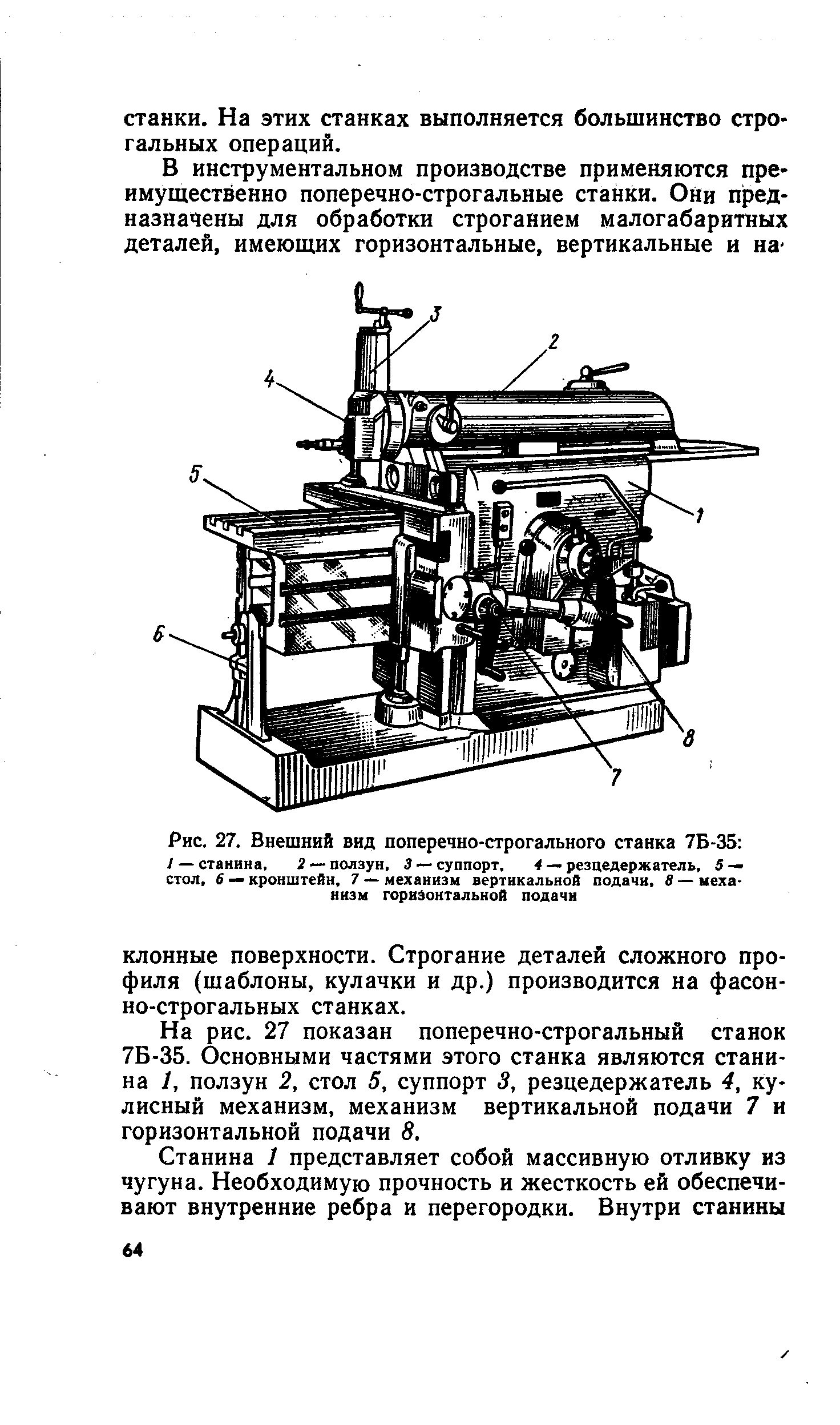
Основные узлы и принцип действия
Поперечно-строгальный станок 7Б35 состоит из:
- приводного электродвигателя;
- клиноременной передачи;
- коробки скоростей;
- фрикционной муфты включения;
- суппорта с резцовой головкой;
- рабочего стола;
- механизма подачи стола;
- кривошипно-кулисного механизма;
- механизма вертикальной подачи суппорта;
- насосно-смазочной станции;
- станины.
Поперечно-строгальный станок может быть дообрудован поворотным устройством, который в основную комплектацию не входит. Поставляется также комплект быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепёжных элементов.
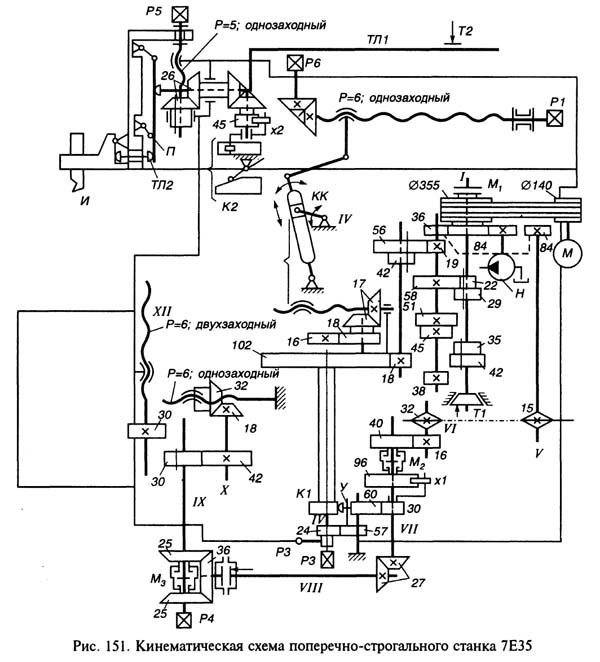
https://youtube.com/watch?v=Ut6E3fLi09k
Станок работает так. Крутящий момент от электродвигателя через понижающую передачу сообщается суппорту, при этом стол может передвигаться ускоренно. С этой целью кинематическая схема поперечно-строгального станка предусматривает специальную цепную передачу. Далее при помощи сцепной муфты, работающей без смазки, движение передаётся узлу главного движения. Посредством перебора вех восьми ступеней число ходов кривошипно-кулисного механизма может ступенчато варьироваться в пределах 12,5;17,7; 25;34,5;49;71;100 и 138. Число степеней механизма подачи — 16.
Использовать максимальные длины строгания при наибольших скоростях перемещения суппорта допускается только после проведения соответствующих расчётов. При превышении возможен обрыв кулисного пальца, а также ремней передачи. Слабым местом муфты является фрикционный диск с накладками из феродо: их стойкость при средних режимах эксплуатации станка не превышает 5…6 месяцев.
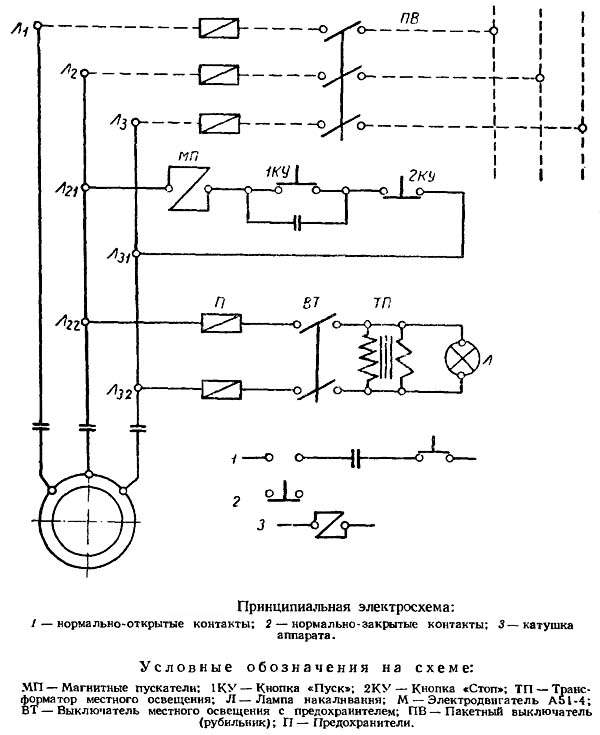
Электрическая схема принципиальная
Схема управления поперечно-строгальным станком 7Б35 представлена следующими функциональными элементами:
- рукояткой включения фрикционной муфты;
- рукоятками управления зажимными устройствами на ползуне и столе;
- ключом, изменяющим положение ползуна;
- упором хода ползуна;
- рукоятками хода салазок на суппорте из холостого цикла в рабочий и наоборот;
- рукоятками включения и переключения механизма перебора.

В схеме предусматривается ускоренный холостой ход резцовой головки, что снижает непроизводительные потери времени при строгании.
В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается увеличенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жёсткость опорной поверхности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





