

Ножницы по металлу
Еще более простой инструмент, работать которым проще. Принцип действия элементарен — профиль размечается, после чего режется по линии.Достоинства:
- резка происходит быстрее, чем ножовкой;
- дешевизна ножниц;
- возможен неплохой результат при наличии качественного инструмента и опыта.
ПОСМОТРЕТЬ Ножницы по металу на AliExpress → Недостатки:
- при переходе через ребра профиля возможен уход с линии разметки, порча заготовки либо ее изгиб;
- придется потренироваться и испортить несколько «черновых» заготовок, прежде чем получится работать идеально точно.
https://www.youtube.com/watch?v=q2maZ-YhcoQ
Углошлифовальная машинка
Болгарка — универсальный помощник, отлично работающий по алюминию
Важно лишь не перепутать отрезной круг с шлифовальным, выбрать оснастку малой толщины для минимизации потерь материала и защитить руки с лицом от искр.Достоинства:
- быстрота работы;
- достойное качество реза;
- относительная дешевизна оборудования;
- минимум движений пользователя;
- долговечность оснастки, позволяющей многократно пилить металлические профили.
Углошлифовальная машинка Sparky
Недостатки:
- возможность обгорания металла в области реза;
- без навыков работы вряд ли получится резать ровно;
- для повышения точности работы болгарку стоит зажать в стойку, которая не поставляется в комплекте с инструментом и в магазинах встречается редко (проблема решается, если есть тиски).
Теперь стоит изучить специальные устройства для работы по алюминию.
Технология лазерной резки алюминия
Тонкости технологии лазерной резки алюминия связаны с особенностями этого металла: высокой теплопроводности, способности поглощать лазерный луч из-за своих теплофизических и оптических свойств. Все это приводит к тому, что его резка оказывается сложнее, чем работа с другими металлами.
Системы для лазерной резки действуют на базе компьютерных программ, что значительно упрощает управление и весь процесс работы. Например, для обработки алюминия повышают мощность луча. Но нужно понимать, что мощность и скорость работы подбираются в соответствии с толщиной металла и долей алюминия в нем.
Для лазерной резки используют аппараты твердотельного типа и газовые устройства – они имеют разные мощности и режимы работы. Второй вариант считается более мощным, еще одно его достоинство кроется в том, что он может работать непрерывно либо в импульсном режиме. Тогда как у твердотельного аппарата есть только импульсный режим, который еще называют точечным.
Нужно понимать, что резка алюминия отличается от обработки других металлов технологическими особенностями. Разрезать алюминий при помощи обычных инструментов гораздо сложнее, и результат будет хуже, чем при использовании лазерного луча. Дело в том, что лазер исключает непосредственный контакт инструмента с материалом.
Смысл резки лазером состоит в использовании мощного сфокусированного пучка света – чем точнее используется фокусировка, тем выше скорость работы. К обрабатываемой области подается поток газа, который очищает край реза от расплавленных кусочков металла. Это необходимо, чтобы избежать дополнительной обработки, ведь расплавленные частицы не успевают осесть на поверхности, и края реза получаются ровными и гладкими. Отметим, что предотвратить появление даже мелких шероховатостей по краям алюминиевых изделий позволяет использование азота.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Наиболее аккуратного результата удается добиться, если снизить скорость работы – тогда не допускаются всевозможные деформации металла.
Используемое в таком оборудовании ПО повышает качество и точность обработки. Кроме того, при лазерной резке алюминия удается отказаться от дополнительных рабочих рук, ведь не требуется закрепления изделия. В процессе работы обрабатываемый металл остается лежать неподвижно, так как отсутствует его непосредственный контакт с режущим механизмом. От сотрудника требуется лишь занести готовый чертеж в программу и включить станок.
Ножницы по металлу
Преимущества:
- Резка происходит быстрее, чем ножовкой;
- Дешевизна ножниц;
- Хороший результат возможен при наличии качественного инструмента и опыта.
Недостатки:
- При пересечении кромок профиля можно выйти за леску скашивания разметки, повредить заготовку или погнуть ее;
- Вам придется попрактиковаться и испортить несколько «грубых» заготовок, прежде чем вы сможете работать идеально точно.
Циркулярная пила
Аналог ручной пилы, но более мощный. Он имеет следующие возможности:
- Выполняет продольный, поперечный, косой пропил;
- Можно вырезать с любой части заготовки (не только с торца);
- Современные устройства предотвращают перегрев, вовремя отключаясь или подавая сигнал оператору;
- Пользователь может выбрать скорость работы исходя из толщины заготовки.
Преимущества:
- Долговечность оборудования. диск для работы по металлу (лучше. по алюминию);
- Скорость работы;
- Маневренность;
- Возможность резать под углом до сорок пять градусов;
- Стоимость сопоставима с более подходящими аналогами (торцовочные пилы по алюминию).
Недостатки:
- Как правило, техника громоздкая и тяжелая, что усложняет работу;
- Цена покажется завышенной, если инструмент куплен для разовой работы;
- Стоимость варьируется от допустимой толщины разрезаемого профиля (например, ручной циркулярный Evo сто восемьдесят разрезает профиль до пятьдесят шесть мм под углом девяносто градусов. И до тридцать пять мм под углом сорок пять градусов; при этом стоит почти двадцать пять тысяч рублей).
Особенности эксплуатации
Для удобства использования рекомендуется предварительно установить производственный стол или верстак. Желательно, чтобы подобный стол регулировался по высоте, был достаточной площади для хранения заготовок и распиленных деталей.
Даже для компактных домашних моделей площадь рабочего стола должна быть в районе 8 кв. м. Примерный размер — 2×4 метра. Это позволяет распиливать заготовки размером до 3 метров.
При использовании маятниковой пилы обязательно нужно следить за безопасностью, закрывать защитные шторки и использовать средства индивидуальной защиты
Это очень важно, так как при распиле дерева или металла из-под рабочего круг вылетает мелкая деревянная или металлическая стружка. При распиле металлических заготовок следует убрать от рабочего стола легко воспламеняемые жидкости и материалы, так как раскаленные частицы металла могут стать причиной пожара
Особенности резки алюминия на гильотине
С применением гильотины выполняют резку алюминиевого листового материала.
Гильотина представляет собой тип кузнечно-прессовой установки, при этом установка может эксплуатироваться в ручном, механическом и гидравлическом режиме.
Эксплуатация механической гильотины основывается на использовании системы кинематической цепочки, в то время как функционирование гидравлической гильотины происходит за счет рабочей жидкости.
Ручные гильотины легко выполняют резку тонких листов алюминия, в действие установка приходит за счет простого рычажно-пружинного механизма.
Видео:
Подобные гильотинные ножницы удобны в домашнем использовании, так как имеют компактные размеры и не требуют много места для установки.
Гильотины с механическим управлением вводятся в действие за счет электропитания.
Высокоточные разрезы возможны с применением только гидравлических гильотин, они имеют внушительную конструкцию и встроенную заднюю линейку, которая способствует точности выполняемых процессов.
Модификация гидравлических гильотинных установок, в ходе которой произошла замена имеющихся двигателей на новые, более мощные, позволяет осуществлять резку алюминия любой толщины.
Особенности гидроабразивной резки алюминия
С помощью резки алюминия плазморезом по гидроабразивной технологии можно получить нужные заготовки с отличным качеством среза, со средними параметрами шероховатости кромки.
Гидроабразивная резка алюминия происходит с минимальными потерями, несмотря на теплопроводность алюминия, является пожаро- и взрывобезопасной.
Гидроабразивная резка алюминия основывается на применении в технологическом процессе специально очищенной воды и абразивных зерен, категория которых подбирается с учетом характеристик обрабатываемого металла и типа работ (в каких условиях проводятся).
Под воздействием водоструйной технологии удается разрезать металлические материалы с толщиной до 300 мм, что позволяет соединять тонколистовые изделия в общую упаковку и обрабатывать их за один этап.
Кроме того, гидроабразивная резка алюминиевого материала и его сплавов дает возможность выполнять высокоточное разрезание изделий со сложными формами.
А это значит, что качественного результата можно добиться даже при формировании внутренних радиусов, скосов и острых углов.
Видео:
Гидроабразивная резка – экологически безопасная технология, отличает ее отсутствие пыли, щепок и химических микрочастиц.
При необходимости серийной резки алюминия, используют гидроабразивный станок с ЧПУ. Наличие программного обеспечение практические не требует вмешательства оператора в рабочий процесс.
В данном случае резка металла происходит строго по заданной программе.
Особенности резки алюминия дисковой пилой
Дисковая пила является рабочим элементом станка для резки алюминия и другого металла.
При этом пильный диск в конструкции таких станков может быть не один, и иметь различную форму зубов. Все зависит от назначения, которое при производстве получил пильный диск.
Такие пилы бывают фронтальными, вырубными или походят на настольную пилу.
Видео:








За счет присутствия в конструкции станка вспомогательных приспособлений, в процессе эксплуатации движения диска пилы обеспечивается плавным ходом.
Дополнительные приспособления позволяют выполнить обработку металла с изменением угла, а благодаря пневмозажимам, позволяют фиксировать заготовки в различных положениях.
Вырубные пилы применяют для резки алюминия одновременно в двух плоскостях.
При этом пильный диск, как первый, так и второй, может менять свое положение в пределах от -450 до +450.
Диск для распиловки алюминия с применением установки дисковой пилы выбирают с диаметром 160-600 мм.
При этом чаще всего используют пильный алмазный диск с диаметром 350, 420-450 и 550 мм.
Варианты нарезки
Как уже говорилось несколько выше, резать профиль для гипсокартона можно разными способами. Они разнятся, в зависимости от того, какой используется инструмент. Рассмотрим каждый из способов более детально:
ножницы по металлу. Пользуясь ножницами можно легко, быстро и просто разрезать любой металлический элемент каркаса. Тем более что ножницами обычно и предпочитают пользоваться для подобной нарезки. К тому же найти их в доме куда проще. Орудуя ножницами можно разрезать рейку без лишнего мусора и грязи и тем более шума. Поэтому такой инструмент остается самым популярным в строительных работах, связанных с гипсокартоном;
Обратите внимание! Не стоит специально покупать дорогие современные ножницы. Резать без проблем можно и с помощью старых советских моделей
- пилка для металла и электролобзик. Более шумный и грязный способ, так как в процессе работы электролобзика на пол будет падать металлическая стружка. Срез в результате получится гладкий и ровный, в отличие от работы с ножницами, однако сам инструмент обойдется гораздо дороже, чем ножницы;
- ножовка для металла. Самый неудобный метод. Резать рейки для гипсокартона таким инструментом очень неудобно и долго, так как металл, из-за своей тонкости, будет постоянно залипать;
- болгарка. Ее можно заменить дрелью с аналогичным режимом. Работать с болгаркой будет очень шумно и «зрелищно», так как во все стороны будут лететь искры. Способ не рекомендуется к использованию, если в комнате поклеены обои, так как отлетающие искры могут прожечь в них дыры;
Обратите внимание! При работе с болгаркой нужно соблюдать технику безопасности. Обязательно одевайте защитные очки на глаза. отрезной станок
Работа с таким станком очень похожа на применение болгарки. Но работать со станком будет намного проще. Минусом такого способа является очень высокая стоимость инструмента. Помимо этого станок достаточно внушительный по размерам и занимает много места;
отрезной станок. Работа с таким станком очень похожа на применение болгарки. Но работать со станком будет намного проще. Минусом такого способа является очень высокая стоимость инструмента. Помимо этого станок достаточно внушительный по размерам и занимает много места;
Инструменты
Как видим, все инструменты для нарезки профилей имеют определенные преимущества и недостатки. Наиболее часто из вышеприведенного перечня используются ножницы по металлу. Только помните, что их использование может слегка изменить срез, приведя к его незначительной деформации. Но зато вы без лишних грязи, шума и денежных затрат сможете нарезать каркасный элемент на кусочки нужной длины. После ножниц, пальму первенства по использованию получил электролобзик. Конечно, здесь имеет быть место грязь и не очень приятный шум. Но зато срез получается идеально гладким. Остальные инструменты имеют больше недостатков, чем преимуществ. Хотя они и дают гладкий срез, но шум и грязь, которые будут сопровождать весь процесс, перечеркнут любой ровный рез
Обратите внимание! Какой бы инструмент вы не использовали, перед нарезкой материала убедитесь в том, что все замеры были сделаны правильно
Резка алюминиевого профиля
Вопросы, рассмотренные в материале:
- Каковы особенности резки алюминиевого профиля ручным инструментом
- Как режут алюминиевый профиль в промышленных масштабах
- Как режут алюминиевый профиль на станках ЧПУ
Технологию резки алюминиевого профиля следует выбирать с учетом объема работ и особенностей заготовок. Если предстоит резать небольшую партию профиля из тонкого алюминия, можно прибегнуть к ручному инструменту или к переносной электропиле. Если же материал толстый или резка алюминиевого профиля планируется как серийное производство, понадобится специальное оборудование.
Особенности гидроабразивной резки алюминия
С помощью резки алюминия плазморезом по гидроабразивной технологии можно получить нужные заготовки с отличным качеством среза, со средними параметрами шероховатости кромки.
Гидроабразивная резка алюминия происходит с минимальными потерями, несмотря на теплопроводность алюминия, является пожаро- и взрывобезопасной.
Гидроабразивная резка алюминия основывается на применении в технологическом процессе специально очищенной воды и абразивных зерен, категория которых подбирается с учетом характеристик обрабатываемого металла и типа работ (в каких условиях проводятся).
Под воздействием водоструйной технологии удается разрезать металлические материалы с толщиной до 300 мм, что позволяет соединять тонколистовые изделия в общую упаковку и обрабатывать их за один этап.
Кроме того, гидроабразивная резка алюминиевого материала и его сплавов дает возможность выполнять высокоточное разрезание изделий со сложными формами.
А это значит, что качественного результата можно добиться даже при формировании внутренних радиусов, скосов и острых углов.
Видео:
Гидроабразивная резка – экологически безопасная технология, отличает ее отсутствие пыли, щепок и химических микрочастиц.
При необходимости серийной резки алюминия, используют гидроабразивный станок с ЧПУ. Наличие программного обеспечение практические не требует вмешательства оператора в рабочий процесс.
В данном случае резка металла происходит строго по заданной программе.
Нюансы резки алюминиевого профиля на станке с ЧПУ
Обработка алюминия на станках с ЧПУ обеспечивает производство деталей высокого качества, применяемые в авиастроении, в производстве военной и космической техники. В последние годы появилось много компактных, относительно недорогих моделей, их можно встретить в автомастерских. «Хоббийные» станки с ЧПУ стали популярными у создателей моделей. Самостоятельно изготавливая редкие детали, моделисты окупают стоимость оборудования.
Уникальные свойства алюминия хорошо известны:
- легкость в сочетании с прочностью;
- коррозионная стойкость;
- низкая теплопроводность (отсюда востребованность в судостроении);
- высокая электропроводность;
- низкая цена.
Обрабатывая алюминиевый профиль на станке с ЧПУ, крайне важно правильно выбрать режим резки, иначе режущий инструмент быстро выйдет из строя. Кроме того, алюминиевая стружка прилипает к режущей поверхности, забивает отверстия и канавки инструмента, что также приводит к его быстрому износу. Приводим 10 важных правил обработки алюминия на станке с ЧПУ
Приводим 10 важных правил обработки алюминия на станке с ЧПУ.
Следуя им, можно добиться наилучших результатов, а также сберечь оборудование:
Работать нужно не спеша
Выбирайте режим резки, ориентируясь как на характер станка и концевого инструмента, так и на габариты детали
Найдите в Интернете и постоянно используйте калькуляторы скорости подачи и резки, определяйте нижний предел числа оборотов в минуту, принимайте во внимание особенности фрез разных типов
Расчет должен учитывать прочность заготовки на изгиб, утончение стружки, разные варианты режимов работы.
Применяйте фрезы из твердых сплавов с покрытием из диборида титана. Они износостойки и рассчитаны на работу с высокой скоростью
Покрытие избавляет от налипания стружки и нагрева. Жалеть о потраченных на дорогостоящую фрезу деньгах не придется, вы сможете работать быстрее и без риска преждевременного износа инструмента. Помните: если вы обрабатываете алюминиевый профиль, фрезы из быстрорежущей стали (а также кобальтовые) не подойдут.
Режущий инструмент меньшего диаметра (до 6 мм) позволит заметно увеличить число оборотов в минуту.
Будьте внимательны к накоплению стружки в рабочей области и вовремя удаляйте ее. Извлечь стружку из глубоких отверстий и пазов крайне трудно. Надо делать глубокий рез не сразу, а в несколько приемов, так будет легче удалить отходы и избежать порчи инструмента.
Смазочно-охлаждающая жидкость тоже поможет избежать налипания стружки, а заодно охладит заготовку и фрезу. Используйте распылитель!
Поддерживайте оптимальную скорость подачи. При слишком низкой скорости инструмент будет сильнее изнашиваться и хуже резать. Применяйте одно- и двузубые фрезы. У них достаточно большое пространство между зубьями, и они не так быстро забиваются стружкой.


![Резка алюминия [болгаркой, плазмой]](https://benzo-electro-instrument.ru/wp-content/uploads/4/5/7/4570310a96314e10d984a78aa897de6b.jpeg)







Не включайте станок на предельную мощность. Это приведет к снижению качества реза и быстрой поломке фрезы.
Обратите внимание! Многозубой фрезой (четыре зуба или больше) алюминиевый профиль резать нельзя!
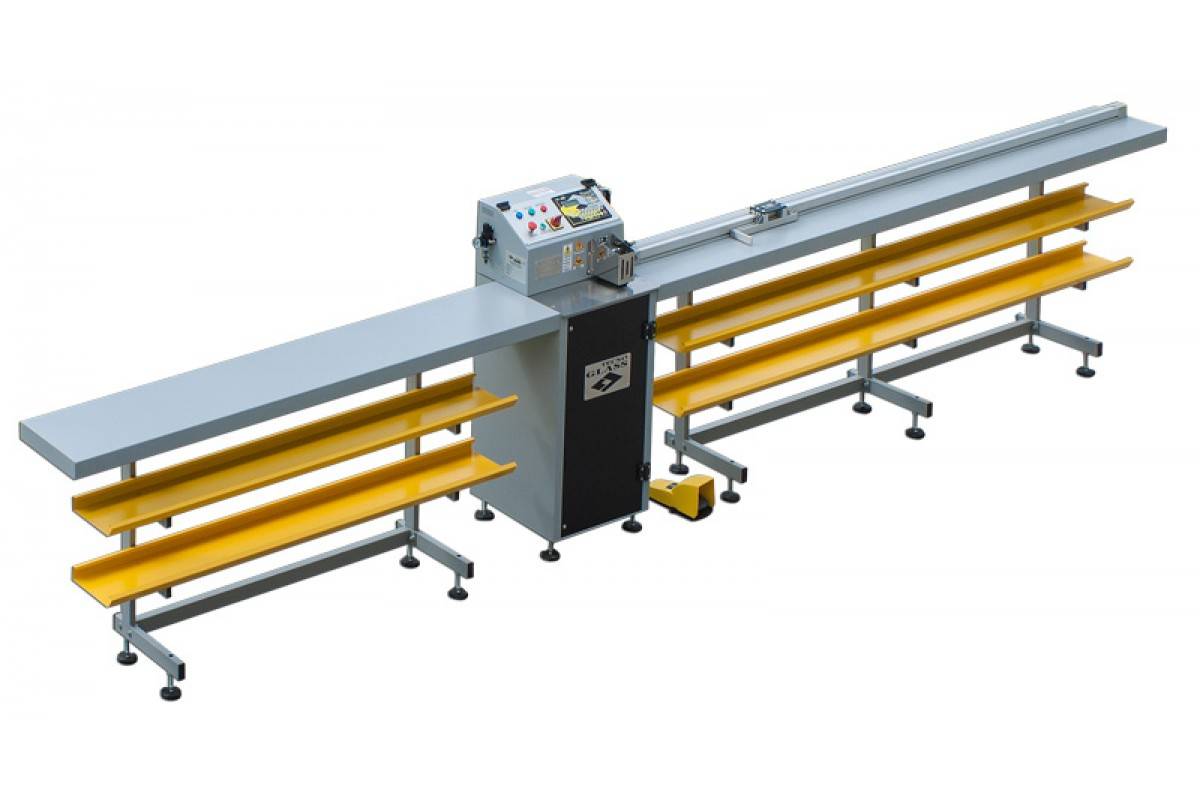
Промышленная резка алюминиевого профиля
Плазменное оборудование для резки алюминиевого профиля позволяет получить идеальное качество реза. Для обработки алюминия плазменным резаком следует выбирать в качестве плазмообразующих газов водород, аргон, или азот – неактивные газы.
Активные газы (кислород, воздух) используются для плазменной резки черного металла.
Сжатый воздух применим и для резки алюминиевых заготовок, но только если они не толще 70 мм. Азотно-аргоновая смесь для резки алюминия не подходит.
Резка алюминия с применением чистого азота вполне допустима, если заготовка не толще 20 мм. Чтобы разрезать алюминиевые заготовки, толщина которых достигает 100 мм, потребуется смесь азота с водородом.
Смесь аргона с водородом оптимальна для работы с алюминием, она подходит для резки алюминиевых заготовок значительной толщины – свыше 100 мм. Для стабильности плазменной дуги следует использовать смеси с содержанием водорода не выше 20 %.
Гидроабразивная резка.
Гидроабразивное оборудование для резки алюминиевого профиля позволяет получить продукцию с качественным срезом и средними показателями шероховатости кромки.
Потери металла при использовании этой технологии минимальны. Гидроабразивная резка не сопровождается нагреванием заготовки, она пожаро- и взрывобезопасна.
Резка происходит за счет воздействия узконаправленной струи воды под высоким давлением. В воду добавляют абразивные зерна, состав и величина которых может быть различной в зависимости от параметров обрабатываемого материала и условий проведения работ.
Гидроабразивная технология позволяет разрезать металл толщиной до 300 мм. Возможна резка сразу целой стопки тонких листов металла.
С помощью гидроабразивной резки алюминиевого профиля можно получать детали сложной формы, вырезая их с высокой точностью. Так что удается качественно выполнить даже такие непростые операции, как формирование скосов, внутренних радиусов и даже острых углов.
Гидроабразивная резка безопасна для окружающей среды, поскольку при работе не происходит образования вредных химических веществ и микрочастиц, засоряющих воздух. Для обработки больших партий профиля применяют гидроабразивный станок с числовым программным управлением (ЧПУ). Оператор только присматривает за оборудованием, которое самостоятельно режет алюминиевый профиль в заданном режиме, согласно установленной программе.
Резка на гильотине.
Гильотина – это кузнечно-прессовая установка. Различают три варианта таких установок: гильотины, работающие в ручном, механическом и гидравлическом режиме.
Механическая гильотина функционирует по принципу кинематической цепочки, а гидравлическая – с использованием рабочей жидкости.
Ручные гильотины дают возможность легко разрезать тонкие листы алюминия с помощью рычажно-пружинного механизма.
Механические гильотины подключаются к источнику электропитания.
Такого рода устройства используются, когда при обработке металлов (в том числе алюминия) не требуется высокая точность, поскольку резка на механических гильотинах допускает отклонения 2 мм и более.
Очень точный разрез обеспечивают только стационарные гидравлические гильотины, снабженные задними линейками.
В результате замены двигателей гидравлических гильотин более мощными и современными аналогами создаются установки, способные резать алюминий практически любой толщины.
Марки алюминия для лазерной резки
1. Лист алюминиевый.
Марки А5М, АМГ2м, АМГ3м, АМГ5м, АМГ6БМ, АМЦМ, размер листа 1250х2500 мм, стоимость: от 255 руб./кг.
Стоит пояснить указанные аббревиатуры: марка АМГ представляет собой алюминиевый деформируемый сплав, отличающийся повышенной сопротивляемостью коррозии. Буквы «Мг» – это сокращенное название магния, а идущая следом цифра является показателем доли основного легирующего элемента. Кроме того, в составе АМГ есть марганец, железо, кремний, цинк, титан и медь. Эта разновидность алюминиевого сплава подходит для производства изделий методом лазерной или гидроабразивной резки, горячей или холодной деформации.
АМГ отличается тем, что без проблем сваривается, изгибается без трещин, подходит для производства изделий различного назначения, в том числе лазерным методом.
2. Рифленый алюминиевый лист.
Размер листа 1200х3000 мм.
За счет рифления лист металла становится жестче в горизонтальной плоскости, а значит, значительно увеличивается спектр возможностей его использования как в промышленности, так и в дизайне. Например, такие листы применяют для:
- покрытия полов, ступеней (таким образом получают поверхность, по которой удобно ходить, ведь она не скользит);
- строительства, декорирования, оформления витрин для торговли, облицовки фасадов;
- декорирования и защиты кузовов автомобилей.
3. Лист дюралевый.
Обычно используют две марки: Д16АМ, Д16АТ, размеры листа составляют 1200х3000 мм, стоимость начинается от 310 руб./кг.
Дюраль – это сплав алюминия с легирующими элементами. Главным среди них является медь, на нее приходится примерно 4,4 % массы. Кроме того, в составе есть немного марганца, магния, кремния и железа. Если сравнивать дюраль с чистым алюминием, то она отличается повышенными прочностью, твердостью и малым весом.

Чтобы поднять прочность сплавов, используют термообработку, а также такие процессы, как естественное старение и закалка.
Дюралевые сплавы распространены в машиностроении, а именно в тех отраслях, которым необходимы одновременно легкие и прочные материалы. К ним относятся авиастроение, спортивное авто- и мостостроение, производство станков и несущих конструкций. Обычно детали из дюрали соединяются посредством креплений или заклепок, однако допускается и точечная сварка. Такой материал хорошо поддается механическому резанию, а при сгибании может треснуть.
4. Лист анодированный алюминиевый (декоративный).
Цвета лицевой стороны: золото глянец, золото шлифованное, серебро глянец, серебро матовое, размер листа 1200х3000 мм, стоимость от 550 руб./кг.
Данные листы алюминия декорируются при помощи анодирования. Этот процесс представляет собой нанесение на поверхность защитного слоя при помощи электрического метода. Во время такой обработки образуется покрытие толщиной в пределах 5–25 мкм – этого достаточно, чтобы надежно защитить металл от ржавчины и придать ему декоративный вид.
Такой алюминий активно используют в целом ряде сфер:
- в строительстве: для изготовления наружной рекламы;
- в рекламной индустрии: при производстве букв, табличек, указателей;
- в автомобильной промышленности: в качестве элементов тюнинга авто- и мототехники, декоративных деталей экстерьера и интерьера;
- в производстве мебели: для оформления торговой, выставочной, эксклюзивной мебели;
- в изготовлении светильников и отражателей.
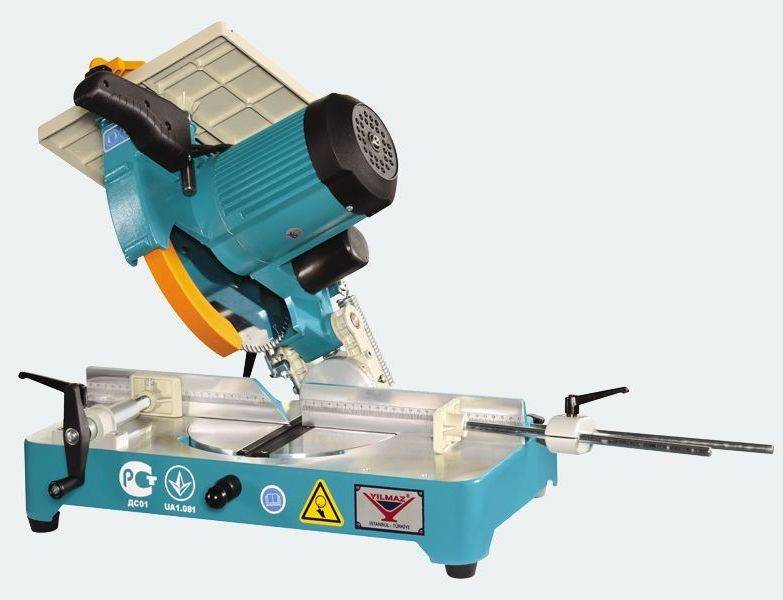
Монтажные пилы
Монтажные пилы — это особый тип, они применяются на строительстве и во время проведения ремонтных работ. Они отличаются повышенным удобством и обильностью.
Но устройство монтажной пилы значительно упрощено. Маятниковый механизм делает распилы только под прямым углом, не имея возможности менять градус. Рабочий диск из обычных металлов, без нанесения твердосплавного покрытия.
Для удобства использования в таких инструментах используют ременной привод, он позволяет сделать работу более плавной, без рывков.
Работа с таким инструментом имеет ряд особенностей:
- Из-за высокого крутящего момента пилу нужно крепко держать и плавно запускать, чтобы избежать резкого толчка.
- Заготовку нужно закрепить перед распиливанием.
- Место распила следует дополнительно зачистить, так как в процессе работы на заготовке образуется заусенец.
Нарезка резьбы на алюминии
Внутренние и наружные резьбы на алюминиевых деталях выполняют всеми обычными методами механической обработки, а также методом накатки с пластической деформацией материала (рисунок 5). Лучше всего резьба получается на термически упрочняемых алюминиевых сплавах. До диаметра 6 мм применяют обычные метчики для стали, а для больших диаметров применяют специальные метчики для алюминия. Метчики для алюминия имеют увеличенные канавки для удаления стружки.
Для выполнения наружной резьбы обычно применяют обычные плашки, а также методы пластической накатки без образования стружки.

Рисунок 5 – Нарезка резьбы в алюминии
Фрезерная установка
Важно, чтобы это оборудование настраивалось оператором именно для работы по алюминию. Это обусловлено мягкостью и пластичностью металла. Также важно выбрать небольшие обороты фрезера (от 5000 до 9000 в минуту) и предварительно капнуть керосин на область реза
Подача — плавная, аккуратная, чтобы не повредить фрезу. Достоинства и недостатки аналогичны плазморезу и лазеру, но качество обработки детали чуть хуже
Также важно выбрать небольшие обороты фрезера (от 5000 до 9000 в минуту) и предварительно капнуть керосин на область реза. Подача — плавная, аккуратная, чтобы не повредить фрезу
Достоинства и недостатки аналогичны плазморезу и лазеру, но качество обработки детали чуть хуже.
Циркулярная пила
Аналог ручной пилы, но более мощный. Обладает следующими возможностями:
- выполняет продольный, поперечный, наклонный срез;
- могут пилить с любого места заготовки (не только с торца);
- современные устройства предотвращают перегрев, своевременно отключаясь или подавая сигнал оператору;
- пользователь может выбрать скорость работы исходя из толщины заготовки.
Достоинства:
- долговечность оснастки — диска для работы по металлу (лучше — по алюминию);
- быстрота работы;
- маневренность;
- возможность резки под углом до 45 градусов;
- стоимость, сопоставимая с более подходящими аналогами (торцовыми пилами для алюминия).
- как правило, оборудование громоздко и много весит, чем осложняет работу;
- цена покажется высокой, если инструмент покупается для разовых работ;
- стоимость варьируется от допустимой толщины разрезаемого профиля (например, ручная циркулярка Evo 180 режет профиль до 56 мм при угле 90 град. И до 35 мм при 45 град.; при этом стоит почти 25 тысяч рублей).
Дисковая пила
Достоинства:
- позволяет резать более крупные заготовки (до 130х65 мм);
- компактность;
- возможность угловой резки;
- высокая скорость и точность работы;
- доступность оснастки (пильный диск 300 мм).
- высокая стоимость (средняя установка стоит 40-50 тыс. руб);
- не является компактным и легким.
https://youtube.com/watch?v=h7Lnuy9ieR4
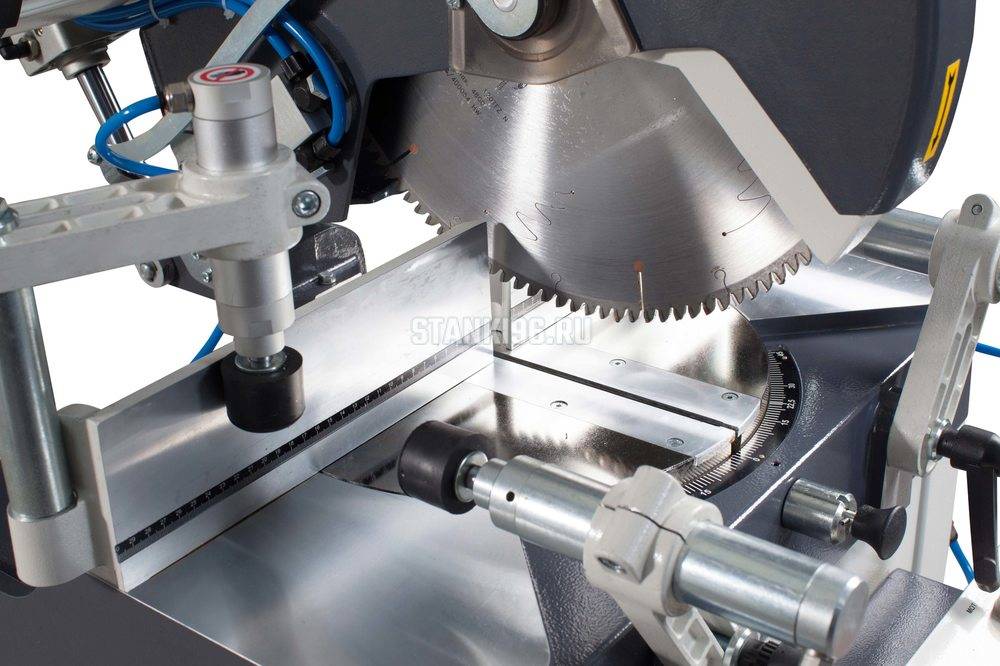
Торцовочная (маятниковая) пила
- режут прямо, вдоль и под наклоном;
- пользователю при работе нужно лишь опускать кулису (маятник) на заготовку, причем без особых усилий;
- надежна фиксация заготовки в зажимах;
- возможность работы с длинными профилями из алюминия;
- есть модели аналогичного с дисковыми ценового диапазона, но более функциональные.
В подтверждение последнего утверждения рассмотрена торцовочная пила Makita LF 1000. Ее характеристики:
максимальная глубина пропила — 68 (при 90 град.) и 50 мм (при 45 град.);








![Резка алюминия [болгаркой, плазмой]](https://benzo-electro-instrument.ru/wp-content/uploads/e/d/f/edfabe9b8d9c1bdd5de0c55aa6b7fde3.jpeg)
- ширина пропила — до 210 мм;
- широкий рабочий стол;
- до 2700 об/мин;
- мощность — 1650 Вт;
- масса — 32 кг.
- Если резка алюминиевого профиля производится нерегулярно, достаточно ручного инструмента — ножовки, болгарки и даже ножниц.
- При постоянных работах есть смысл приобрести переносную пилу, желательно торцовочную, поскольку она многофункциональна. Вложения окупятся через 2-3 месяца.
- Для работы предприятия, занимающегося серийным производством металлических профилей, потребуются плазморезы или лазерные установки.
Вкратце это все, что нужно знать о резке алюминиевых профилей. Если вам есть, что дополнить, поделитесь знаниями в обсуждении к данной статье.
Источник
Как правильно отрезать?
Резку изделий из алюминия выполняют пошагово:
При помощи рулетки на металлическую деталь наносится разметка. Определение прямого угла поможет произвести боковую подрезку профиля. Согласно отметкам производится загиб изделия, по которому делается надрез
В случае работы с профилем, предназначенным для усиления каркасной конструкции, принимают во внимание неровность ребер. При помощи ножниц эту часть детали делают ровной
Заготовки длиной до метра режут без применения фиксации в тисках. Работа с деталями малых размеров начинается с предварительной раскройки с соблюдением угла 45°. На первом этапе отрезают нужную длину, затем намечают угол, а после производят раскрой.
При резке металла на первую очередь выходит не скоростью работы, а техника безопасностиИсточник Waysi.ru
Резка алюминиевого профиля 60х60 мм PA-1.
Как правильно резать металлический уголок болгаркой
К резке металла болгаркой нельзя приступать без получения соответствующих знаний и некоторых навыков. Самой главной опасностью является возможность заклинивания режущего круга в зоне резания и его последующее разрушение. При проведении работ болгарка должна крепко удерживаться двумя руками. Вести рез нужно строго от себя. Глубина разреза определяется диаметром диска.
Разделка металлического уголка имеет некоторые нюансы:
- Крупный уголок (более 60 мм) сподручнее резать вдвоем с напарником. В условиях мастерской заготовку зажимают в слесарных тисках или фиксируют струбцинами на неподвижном основании. Уголок укладывается на поверхность опорной конструкции (стол, ящик и пр.) так, чтобы отрезаемый край свешивался, а его другая часть лежала полностью на поверхности опоры. Помощник при этом должен прижимать заготовку и слегка тянуть ее от себя для исключения закусывания диска. Резку начинают от края, передвигаясь в сторону ребра.
- Раскрой уголка с меньшими габаритами (до 60 мм) допускается провести без помощи посторонних. Разрезаемый материал выкладывается с опорой на обе полки (ребром вверх). Отделяемая часть должна быть на весу и не касаться земли или пола. Остающаяся часть придавливается левой ногой (при отсутствии возможности жесткой фиксации), для того чтобы держать болгарку обеими руками. Резку следует начинать с ребра, постепенно опускаясь вниз и углубляясь в площадки уголка.
При соблюдении правильной технологии резки металла отделяемый фрагмент будет опускаться вниз под собственным весом, тем самым увеличивая ширину зоны реза. Вероятность заклинивания диска сводится к минимуму.
Как разрезать трубу болгаркой
Для порезки труб болгаркой рекомендуется использовать отрезные круги толщиной не более 1 мм, в противном случае рез проводить тяжелее, а также будет слишком много искр и вылетающих раскаленных частиц.
Технология проведения работ такая:
- Труба закрепляется в тиски или фиксируется другим способом. При этом отрезаемая часть должна свешиваться. Не допускается располагать заготовку между двух опор и проводить рез посередине, т. к. произойдет заклинивание режущего лезвия (из-за провисания трубы).
- С помощью полоски бумаги и малярного скотча наносится разметка. Концы ленты должны максимально точно сойтись. Домашние умельцы рекомендуют опускать трубу в жидкость под требуемым углом, а затем по границе сухого и мокрого отмечать линию реза.
- Разрез следует выполнять с верхней части трубы, постепенно опуская болгарку ниже. Режущий диск должен проходить по самому краю наклеенной полоски.
Труба большого диаметра разрезается немного иначе, поскольку рабочая часть круга не позволяет сделать это за один раз. Стенка режется посекторно, а трубу поворачивают нужной стороной.





