

Пассивация металла: суть процесса
Что такое пассиватор металла
Пассивация осуществляется при помощи специальных средств, которые именуются “пассиваторами”. Во время процедуры металлическое изделие обрабатывается таким средством, после чего оно становится неактивным. Непосредственно пассиватор – это своеобразное препятствие к образованию на поверхности металла коррозийного слоя.
Этапы процедуры пассивации
Если вкратце, сам процесс состоит из 5 этапов:
- Подготовка изделия: ошкурить со всех сторон, промыть обезжиривателем;
- Смешивается электролитический раствор с содержанием пассиватора металлов;
- Подключаются контакты от постоянного источника тока к самому изделию и резервуару (необходимо убедиться, что напряжение достаточное и не чрезмерное);
- Заготовка подвергается воздействию на протяжении расчетного времени;
- Выполняется дополнительная постобработка, которая сопровождается контролем качества и равномерности нанесенной оксидной защиты.
Механизм пассивации
Пассивация стали, железа и других металлов основана на методах, в основе которых лежит химические взаимодействие поверхностного слоя металла с разными растворами прочих металлов. В итоге на поверхности образуется пассивирующий слой, обладающий новыми химико-физическими характеристиками. Такой слой формирует надежный барьер, препятствующий окислению, за счет чего создается надежная защита от ржавчины.
Для химических реакций применяются различного рода металлы в зависимости от первичного материала детали. Чтобы придать ей новые специфические свойства, применяют следующие материалы для пассивации: хром, кобальт, никель и т. д. Исходя из их процентного содержания, готовится раствор и выбирается соответствующее оборудование.
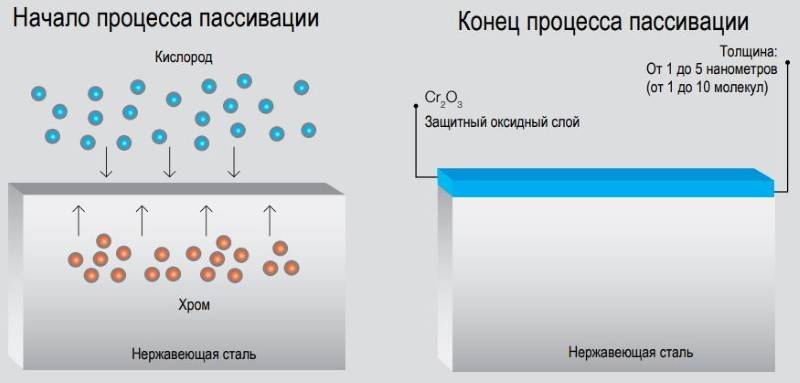
К примеру, чтобы создать на поверхности стали надежную антикоррозийную пленку, используют оксид хрома. Осуществляется процедура хромирования, вследствие чего полностью изменяются физико-химические свойства поверхности. Если обработка была проведена правильно, то слой будет ровным и плотным.
Помимо этого для проведения процедуры используют различные кислоты для пассивации. В большинстве случаев раствор создается на базе азотной кислоты. Защитная пленка с высокими защитными свойствами на поверхности стали создается при помощи солей этого вещества.
Применение пассивации металла
С помощью технологии пассивирования можно:
- Улучшить проводимость тока в области электрического контакта;
- Предотвратить развитие и дальнейшее распространение ржавчины на поверхности материала;
- Защитить сварочные швы (и другие места новообразованных соединений) от разрушения;
- Выполнять микротравление в соответствии с подготовленными шаблонами;
- Выполнять финишную обработку, изменять декоративные свойства изделия.
Проверка пассивации
После проведения технологического процесса проводится оценка качества нанесенного слоя. Для этого используют разные способы проверки. К примеру, химический метод: поверхность обрабатывается раствором ферроцианида калия в азотной кислоте. Процедура дает возможность выявить области некачественной обработки. В области, где полученный слой довольно тонкий или его вовсе нет, появляется синий оттенок. В основном данный метод используют в заводских лабораториях. С его помощью выборочно проверяют изделия готовой партии.
Второй способ более простой, но является достаточно длительным. Изделие помещается в обычную воду на длительное время. В конечном итоге в области некачественной обработки появится коррозия.
Пассивирование стали
Входящее в состав любых видов сталей железо, как её основа, подвержена коррозии больше, чем какой-бы то ни было металл. Лучшей защитой от коррозии для железосодержащих материалов является добавление легирующих добавок в железный расплав, которые делают сталь нержавеющей. Но нержавеющая сталь дорога. Поэтому защитить более простые марки стали от ржавчины можно обработкой их в электролитических ваннах с добавлением в электролит ингибиторных пигментов в виде суриков – железных или свинцовых.
| Указанные пигменты могут работать и как химические пассиваторы, без применения сложного механизма их соединения с покрываемым металлом. Нанесение таких пигментов осуществляется обычными малярными принадлежностями, и связано обычно с большими габаритами обрабатываемых поверхностей, которые не поместишь в электролитическую ванну (корпуса судов всех видов). Но в этом случае защитное действие будет слабее. |
При анодном же покрытии с помощью пигментов в пограничном обрабатываемом внешнем слое возникает высокая плотность тока в порах образуемой защитной плёнки. В железе как части стального сплава защитные оксидные плёнки в естественных условиях образоваться не могут, то пассивирование возможно только в случае включения в механизм покрытия пигментов-ингибиторов.
Но основное различие в образовании защитных слоёв на металле методами химической и электролитической пассивации заключается в скорости процесса и прочности образуемой фазовой плёнки. Ведь и в химической ванне, и в ней же, но с добавленным к процессу электрическим током и напряжением процесс образования оксидной или солевой плёнки идёт по одному сценарию.

Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в установках предусмотрена возможность электрохимической полировки.
https://youtube.com/watch?v=ohkACgxyUqE
Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Пассивация алюминия
На алюминиевом материале в естественных условиях под действием кислорода создается прочная оксидная пленка. Большинство вспомнят опыт школьных годов на уроке химии: алюминиевая проволока опускается в ртуть, после чего с нее счищается небольшой слой при помощи надфиля. Далее обработанный конец вынимается из емкости с ртутью, и он на воздухе моментально покрывался так называемой “шубой”. Однако при атмосферном воздействии оксид алюминия не может образоваться так быстро, при этом пленка прозрачная, а ее толщина не превышает нескольких миллимикрон (ммк). Главный минус природной пленки заключается в том, что она неустойчива к длительному воздействию активных кислот и резкому повышению температуры.
Чтобы обеспечить стойкую защиту на изделии из алюминия, необходимо пройти процедуру анодирования, вследствие которой получаются защитные пленки (пассивный слой) толщиной 5-20 ммк. Некоторые режимы позволяют создать сверхпрочную пленку, которая способна выдерживать нагрузки в пределах 1500 кг на мм.
Пассивация серебра
Для защиты верхнего слоя серебра применяется обработка материала в хромпике, он же двухромовокислый калий. Для этого 60 г вещества разводится с 1 л кипяченой воды. Температура полученного раствора должна быть в пределах 25-40 градусов.


В процессе обработки серебряное изделие погружается в емкость с раствором на 30 минут. Раствор необходимо время от времени перемешивать. Если разведенного объема хромпика недостаточно для полного покрытия изделия (объемный серебряный канделябр и т. д.), то не следует практиковать попеременное обрабатывание его поверхности. Лучше всего развести реактив в необходимом для подходящего объема количестве воды.
Пассивация латуни
Пассивация латуни применяется для изделий, используемых при производстве оружия, в авиации, медицине. Хорошая устойчивость к коррозии и долговечность использования привлекает ювелиров и художников, а также светотехников.
Популярностью пользуется пассивирование латуни с приданием деталям золотистого цвета. Такой метод взяли на вооружение рыбаки, которые таким образом пассивируют блесны из латуни. Образующаяся на рыболовной снасти пленка устойчива и не пропускает влагу.
Пассивация хрома
В большинстве случаев используется для обработки оцинкованных деталей. Металлические изделия проходят обработку такого типа только в условиях специализированного производства, которое имеет системы водоотвода и очистки.
Пассивация трубопроводов
Во избежание разрушения нержавеющей стали, необходимо обязательно пассивировать следующие конструкции:
- Трубные (зачастую обрабатываются с помощью сварки);
- Контактирующие с соленой водой (такие больше всего подвержены риску разрушения);
- С присутствием крепежей (здесь детали проходят механическую обработку).
Технология процесса пассивирования
Подготовка к процедуре
Чтобы проверить, содержит ли нержавеющая сталь примеси каких-либо других материалов, способствующих процессу коррозии, можно использовать один из следующих способов:
Обработка составом на основе ферроцианида калия и азотной кислоты. Если нанести эту смесь на поверхность изделия, то все ненужные включения приобретут синий цвет. Таким способом не получится воспользоваться в домашних условиях, так как он исключительно промышленный.
Нанесение воды. Этот способ можно использовать дома, но изделие придется подержать в этой среде несколько дней. В течение этого времени включения свободного железа покроются ржавчиной.
Виды пассивации
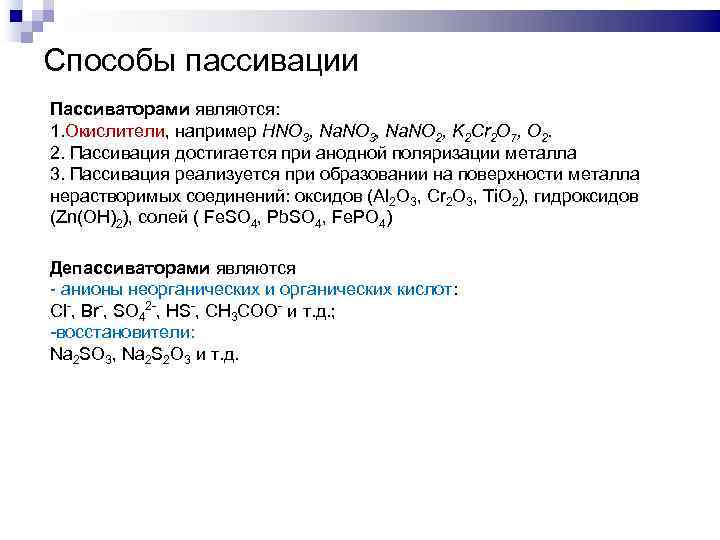
Пассиваторы – это вещества для обработки поверхностей нержавеющего металла для предотвращения коррозии. Для обработки потребуются вещества, обеспечивающие окислительные свойства. Существуют такие виды пассивации:
- Химическое пассивирование. В этом случае изделие полностью окунается в раствор или же состав наносится на ее поверхность тонким слоем. Процесс может проводиться при комнатной температуре или же с применением нагрева.
- Электрохимический. Тут тоже понадобится раствор окислителя, но для создания прочного защитного слоя потребуется еще и электрический ток. Такой способ пассивации является более качественным.
Растворы для окисления должны изготавливаться из веществ, которые трудно растворяются в воде.
Особенности самого процесса пассивирования
После очистки можно приступить к самому процессу. Поверхность изделия покрывается смесью, в состав которой входит лимонная или азотная кислота. Чтобы улучшить свойства нержавеющего металла и его коррозийную устойчивость в раствор следует добавить немного бихромата натрия.
Процесс электрохимической пассивации нержавеющего материала состоит из таких этапов:
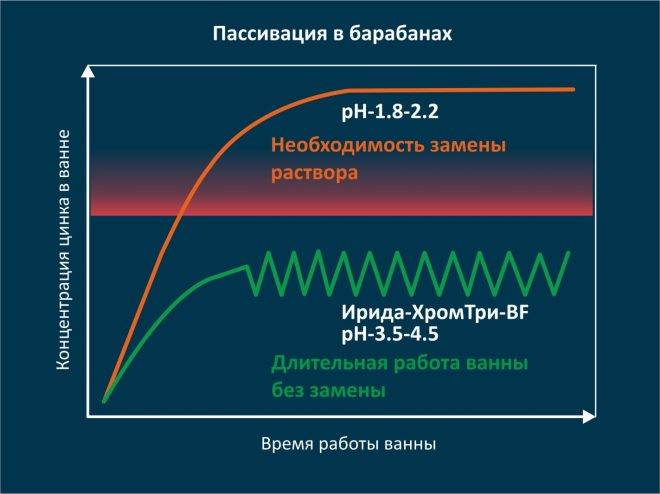
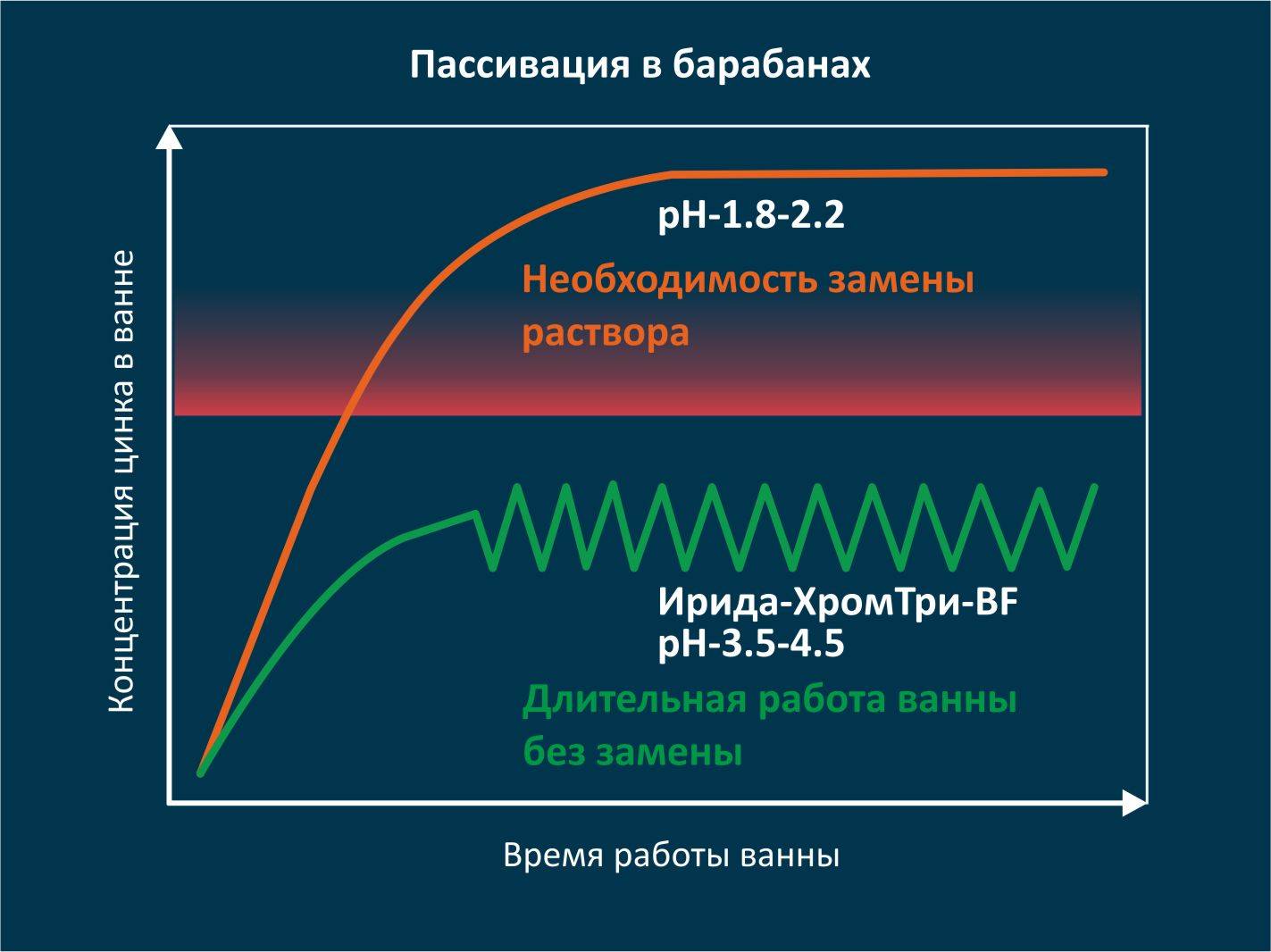
Пассивация в барабанах
- Подготовка изделия. Поверхность нужно ошкурить и промыть обезжиривающим средством.
- Приготовление раствора электролита.
- Проведение тока. Он должен проходить под небольшим напряжением. Источник тока обязан быть постоянным.
- Дополнительная обработка после процедуры. Тут необходимо проверить, насколько прочным является материал в итоге.
Прежде чем проводить химическое пассивирование, необходимо удостовериться, что это действительно необходимо. То есть мастер обязан проанализировать те условия, при которых будет использоваться изделие из нержавеющего металла. Пассивирование обычно производится в том случае, если защитить нужно верхний слой материала.
Нанесение защитной оксидной пленки позволяет нержавеющему материалу длительное время оставаться невредимым под воздействием негативных факторов внешней среды. Но и его нужно использовать тогда, когда есть необходимость.
Области применения технологии
Использование метода зарекомендовало себя в следующих случаях:
- Окраска. На созданный защитный слой могут легко наноситься полимерные составы. Таким образом, удается достичь не только повышенной устойчивости к коррозии, но и обезжиривания.
- Создание паровых турбин и других изделий, контактирующих с нагретым до высоких температур паром. В таком случае возможна обработка нержавеющей стали. Причина в том, что это добавляет прочности даже если с агрессивными средами нужно контактировать постоянно. Особенно хорошо это работает на примере защиты самой уязвимой части конструкции – сварных швов.
- Требуется защитить от коррозии стоматологические изделия. Пассивация применяется в промышленности при создании двухкомпонентных имплантов. Так обрабатывают специальные опорные части имплантов, штифты, на которые ставится коронка. Мера гарантирует, что находясь в челюсти пациента, основание не будет постепенно разрушаться.
- Декорирование. Благодаря созданию особой пленки на изделии, его удается не только защитить от ржавения, но и сделать красивее. Причина – в цвете поверхностного слоя и его приятных радужных переливах.
Технология широко распространена и со временем становится только более востребованной. Это далеко не все примеры ее применения в промышленности.
Наша компания также готова предложить и еще один метод защиты от коррозии – оцинковку изделий на качественном оборудовании.
Все что нужно – обратиться к нам по телефону или оставить заявку на сайте.
Свойства металла после обработки
Основной задачей пассивации является улучшение физико-химических и механических характеристик поверхностного слоя материала, из которого изготовлена деталь. Остальные характеристики более глубоких слоёв сохраняются неизменными. Поэтому после завершения пассивации в поверхностном слое изменяются следующие свойства и характеристики:
- возникает слой с новым химическим составом;
- изменяется антикоррозийная активность (она значительно замедляется);
- улучшаются физические характеристики материала (только поверхностного слоя);
- в отдельных случаях повышается механическая прочность изделия;
- изменяется цвет детали (она приобретает более эстетичную форму);
- повышаются потребительские свойства, и улучшается товарный вид.
Пассивация нержавеющей стали позволяет значительно повысить антикоррозийные свойства и придать готовой детали совершенно другой цвет. Применение хрома или никеля в составе пассивирующего раствора позволяет получить блестящий металлический цвет.



Аналогичным образом изменяются свойства поверхностного слоя цветных металлов. В результате пассивации образуются определённой толщины адсорбционные или фазовые слои. Помещение заготовки из алюминия стимулирует процесс естественной пассивации поверхностного слоя этого металла. При воздействии кислотных растворов защитные свойства поверхностного слоя алюминия увеличиваются.
Пассивация – сталь – Большая Энциклопедия Нефти и Газа, статья, страница 1
Пассивация – сталь
Пассивация стали происходила кольцеобразно вокруг никелевого катода. Защитное действие никелевого катода возрастает с увеличением радиуса катода и уменьшается с увеличением скорости движения раствора и концентрации щелочи.
Пассивацию фосфатированной стали производят раствором хромового ангидрида с концентрацией до 0 2 г / л, рН раствора увеличивают с 2 5 – 2 8 до 4 – 4 5 введением гидроокиси натрия. Для приготовления пассивирующего раствора используют обессоленную воду; пассивирующий раствор меняют в среднем один раз в неделю. В ванне пассивирования каждые 3 ч определяют свободную кислотность в точках ( 0 45 – 0 55), а также температуру и давление.
Потенциалы пассивации сталей Х17, ОХ17Т и 1Х17Н2 составляют примерно – 250 мв, стали Х17Н – 300 мв и стали Х17Д – 200 мв.
Так как пассивация стали происходит в интервале значений показателя рН раствора от 11 3 до 13, арматурная сталь может считаться защищенной от коррозии, если со всех сторон покрыта бетонным слоем достаточной толщины, а бетон изготовлен с соблюдением соответствующих требований. Минимальная толщина защитного слоя бетона при контакте с водой и грунтом ( BGII – ГУ) по TGL 33408 / 02 в общем случае принимается равной 30 мм, при концентрации хлоридов в воде более 1000 мг / л – 50 мм.
Для обеспечения надежной пассивации стали конденсатного и питательного трактов общую концентрацию кислорода в воде необходимо поддерживать на уровне выше 100 мкг / кг. Верхний предел концентрации кислорода для предотвращения интенсивного вымывания отложений меди, накопившихся в тракте блока, должен быть около 300 мкг / кг.
В растворах роданидов пассивация сталей достигается увеличением рН раствора, легированием стали молибденом, а также анодной поляризацией.
Для облегчения процесса пассивации стали желательно обеспечить предварительное контактирование стали с протектором и только после этого постепенно погружать систему в раствор или медленно наполнять коррозионным раствором предварительно замкнутую на протектор емкость.
Повышение температуры вызывает затруднение пассивации сталей, что выражается в увеличении тока пассивации ( рис. 54), смещении потенциала пассивации ( см. рис. 50) и потенциала полной пассивации ( рис. 55) в положительную сторону.
Как видно, в первой серии опытов пассивация стали достигается легче, при значительно меньшей относительной площади протектора. В этих условиях для пассивации стали требуются меньшие токи вследствие того, что образцы нержавеющей стали в исходном состоянии в какой-то степени запассивированы кислородом воздуха, и, кроме того, постепенное погружение стали в раствор приводит к значительному увеличению отношения площади катода к аноду в первоначальный момент.
Проведенными – исследованиями показано, что склонность к пассивации сталей в горячих концентрированных хлоратсодер-жащих растворах щелочи усиливается по мере понижения содержания в сплаве никеля. Легче всего в этих условиях пассивируется безникелевая сталь 15Х25Т, труднее – сталь 12Х18Н10Т; эко-номнолегированные стали занимают промежуточное положение.
С увеличением содержания никеля снижается критическая плотность тока пассивации стали и расширяется область устойчивой пассивности. KCNS зависимость потенциала питтингообразования стали 12Х18Н10Т от температуры, как и для никеля, имеет минимум при 50 С, что согласуется с данными, полученными в работе для той же стали при близких значениях рН и концентрации раствора. Поверхность хромоникелевых сталей, как и чистого никеля, покрывается слоем нерастворимых сульфидов, которые удаляются с поверхности механическим способом. Увеличение содержания частиц 35S на стали 12Х18Н10Т с ростом температуры, вероятно, связано с более интенсивным образованием NiS на поверхности хромоникелевой стали.
Молибден, который является стабилизатором ферритной фазы, способствует пассивации стали ( повышает нижнюю границу потенциала питтингообразования) и тем самым повышает коррозионную стойкость. Добавка Мо способствует также повышению анодной поляризуемости, возможно, вследствие адсорбции на поверхности стали образующихся продуктов коррозии, но механизм действия Мо, очевидно, иной, чем у Ni, так как молибден не только уменьшает питтингообразование, но и снижает вероятность подповерхностной коррозии.
Страницы: 1 2 3 4
Пассивация металла — принцип, назначение, виды

Нержавеющая сталь – это особый металл, длительное время не поддающийся коррозии. Из нее изготавливаются различные детали и декоративные предметы. Но если изделие будет использоваться в сложных условиях, в которых коррозия грозит даже ему, то обязательно проводится пассивирование металла.
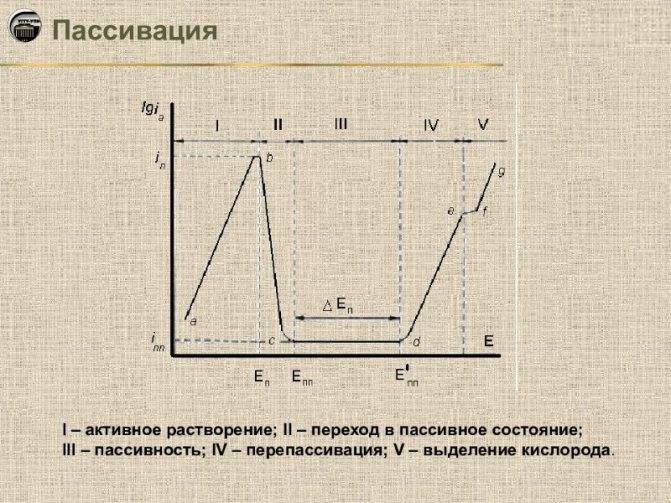
Механизм пассивации
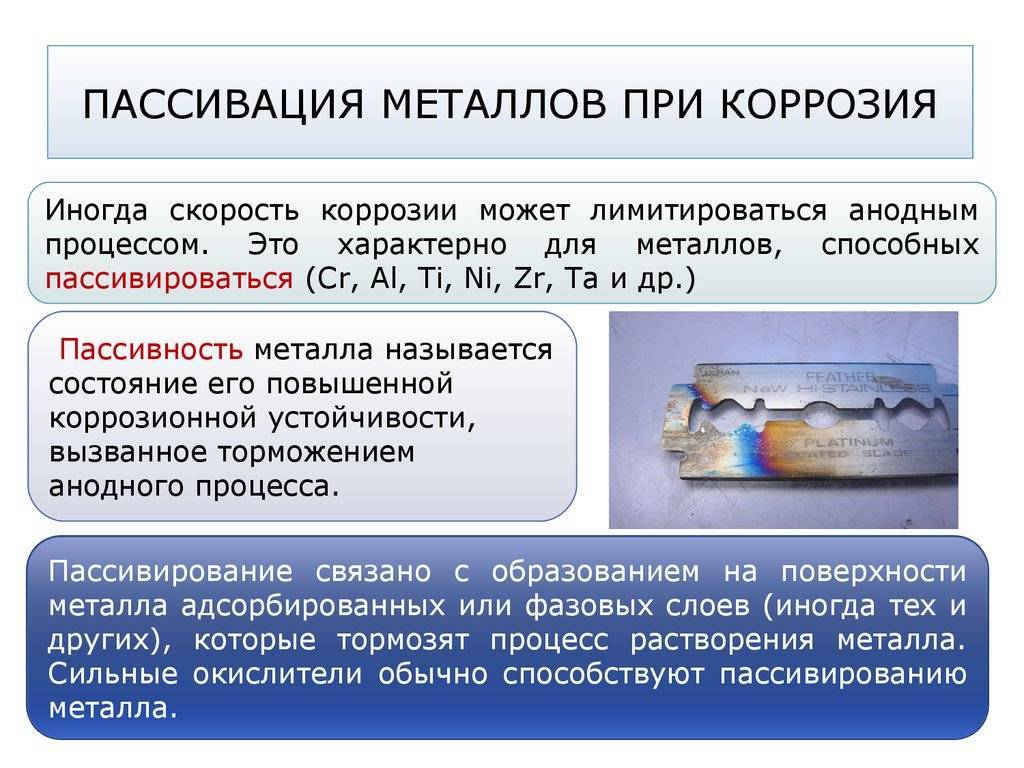
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки). Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно замедляется или полностью прекращается.
Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
: Отжиг стали — температура, режимы, виды
Химическое пассивирование
Химическое пассивирование проводят окунанием либо непосредственным нанесением реагентов на саму поверхность без применения электрического тока. В зависимости от используемых веществ, химическое пассивирование может проводиться при комнатной температуре или с подогревом электролита.
Причины устойчивости металла
Процесс коррозии характеризуется тем, что постепенно окисляясь под воздействием негативных факторов, поверхность нержавеющей стали разрушается. Если не предпринимать никакие меры, то деструкция будет поражать более глубокие его слои.
Таблица устойчивости металлов в разных средах
Пассивирование металла позволяет избежать представленной проблемы. Поверхность изделия покрывается защитной оксидной пленкой, а специальные добавки, входящие в раствор для обработки, улучшают свойства нержавейки. Новый материал не имеет повреждений.






В промышленных условиях есть возможность получить идеальный по толщине и однородности слой защиты от коррозии. Если условия, в которых будет использоваться изделие, не слишком агрессивные, то дополнительная обработка ему не нужна
Важно помнить, что механическое повреждение стали дает толчок коррозионным процессам
Электрохимическое пассивирование
Проводят в растворах окислителей при воздействии электрического тока. Под воздействием тока частицы оседают на поверхности защищаемого изделия, создавая защитный слой. Этот слой, состоящий из малорастворимых соединений, получается более равномерный, чем при использовании метода химического пассивирования.
Пассивация меди проводится чаще всего с применением хроматных растворов, т.к. после обработки наблюдается хорошая коррозионная стойкость металла в растворах нейтральных солей и средах, содержащих SO2.
Пассивирование оцинкованных изделий проводят в растворах, содержащих 200 г/л Na2Cr2O7•2H2O и 8 – 10 мл/л H2SO4. Обработку производится чаще всего методом окунания в раствор на 5 – 30 секунд. При выдержке 5 секунд пленка получается радужная с зеленоватым оттенком. При длительности 30 секунд – коричневая.
Виды пассивации
В настоящее время по способу проведения пассивации выделяются следующие виды пассивации:
Данный вид пассивации заключается в том, чтобы нанести на поверхность металла солей и кислых растворов наряду с электролитом. В итоге проведения данной процедуры на поверхности металла оседают заряженные частицы, которые образую тонкую пленку, обеспечивающую надежную защиту от коррозии.
Данная процедура подразумевает обработку металлов химическими реагентами, которые образуют на их поверхности защитную пленку. Для этого применяются растворы, которые состоят из никеля, хрома и других элементов. Они делают структуру металла более плотной и твердой.
: Пермаллой — магнитная проницаемость, свойства, применение
Суть и описание процесса пассивации металла
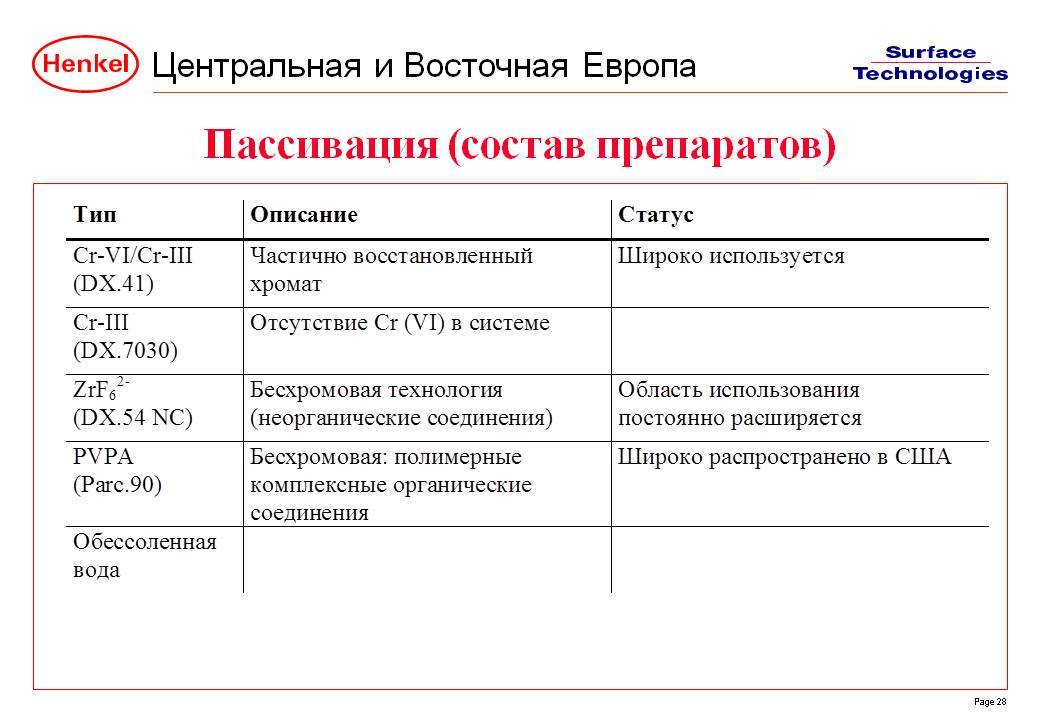
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.





