

Полезные советы
Пайка стали является трудоемким процессом, в ходе которого могут возникать спорные моменты
Чтобы не зацикливаться на них, нужно брать во внимание советы и рекомендации других мастеров:
- Электрического паяльника мощностью в 100 Вт хватит для проведения домашних ремонтных работ. Желательно выбирать модель с не обгорающим наконечником.
- Лучшим видом припоя являются прутья из сплава свинца и олова. Если нужно заделать трещину в посуде, требуется использовать оловянные припои.
- Система вентиляции убережёт дыхательные пути от заболеваний, связанных с вдыханием вредных примесей.
Тренироваться нужно на ложках, чашках и старых мисках. Можно использовать отходы от производства оцинкованных отливов.
Достоинства и недостатки пайки оловом
Использование оловянных материалов имеет свои особенности при работе. Эти мягкие сплавы имеют некоторые достоинства, облегчающие паяльный процесс:
- легкость и быстрота выполнения ремонта изделий небольшого размера;
- отсутствие длительной подготовительной процедуры;
- невысока цена расходного материала;
- в процессе обработки снижается текучесть нержавейки, что облегчает работу;
- высокое качество соединений для многих изделий невысокой ответственности.
Помимо явных положительных качеств имеются и некоторые недостатки применения оловянных сплавов:
- пайка имеет невысокую механическую прочность по сравнению с прочими способами выполнения неразъемных соединений;
- снижение температурного режима эксплуатации деталей из-за наличия олова;
- осложнения при спаивании из-за высокой текучести.
Как паять нержавейку и технология пайки твердым припоем
 Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
KlimChugunkin » 04 мар 2008, 21:01
Майкл » 04 мар 2008, 21:26
Е.А. » 05 мар 2008, 10:26
ermalex » 05 мар 2008, 11:05
Е.А. » 05 мар 2008, 11:07
chaus » 05 мар 2008, 11:24
Не просветите ли меня, убогого, по следующим вопросам: 1. Как именно заряжены ионы нержавейки , а как ионы меди? 2. Что такое «меж ионная коррозия»?
KlimС Просто спокойно монтируйте, никаких проблем не будет. Точнее, в системах, которые я эксплуатаривал, за 5 – 8 лет признаков гальванической коррозии не отмечено.
DениSS » 05 мар 2008, 14:59
chaus » 05 мар 2008, 15:19
Значительная разница уровней Ферми в меди и в алюминии. Как следствие — слишком большая контактная разность потенциалов. Под её действием из алюминия (анода) вырываются ионы и вследствие этого происходит его постепенное разрушение.
Есть и полезное применение: чтобы исключить возможность коррозии стали (обычной чёрной), её соединяют проводом с алюминиевым или магниевым анодом, помещённым в ту же коррозионную среду (воду, влажный грунт). Пока алюминий или магний полностью не разрушится, сталь заметно корродировать не будет. Так же работает оцинковка на поверхности стали.
С нержавеющей сталью у меди контактная разность потенциалов небольшая, а работа выхода иона из нержавеющей стали велика. Поэтому коррозии не идёт.
Форум посвящен любителям водомётных катеров, болотоходов, СВП и всё, что с ними связано .
- Список форумов‹Оборудование, Оснастка, Материалы, Прицепы для водной техники
- Изменить размер шрифта
- Для печати
- FAQ
- Альбомы
- Регистрация
- Вход
Как паять нержавейку латунью

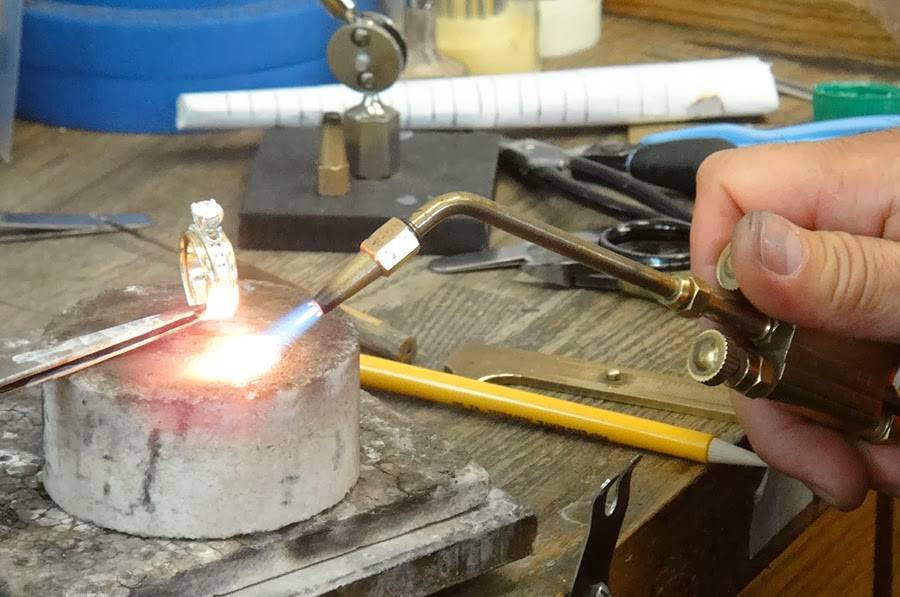
Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.






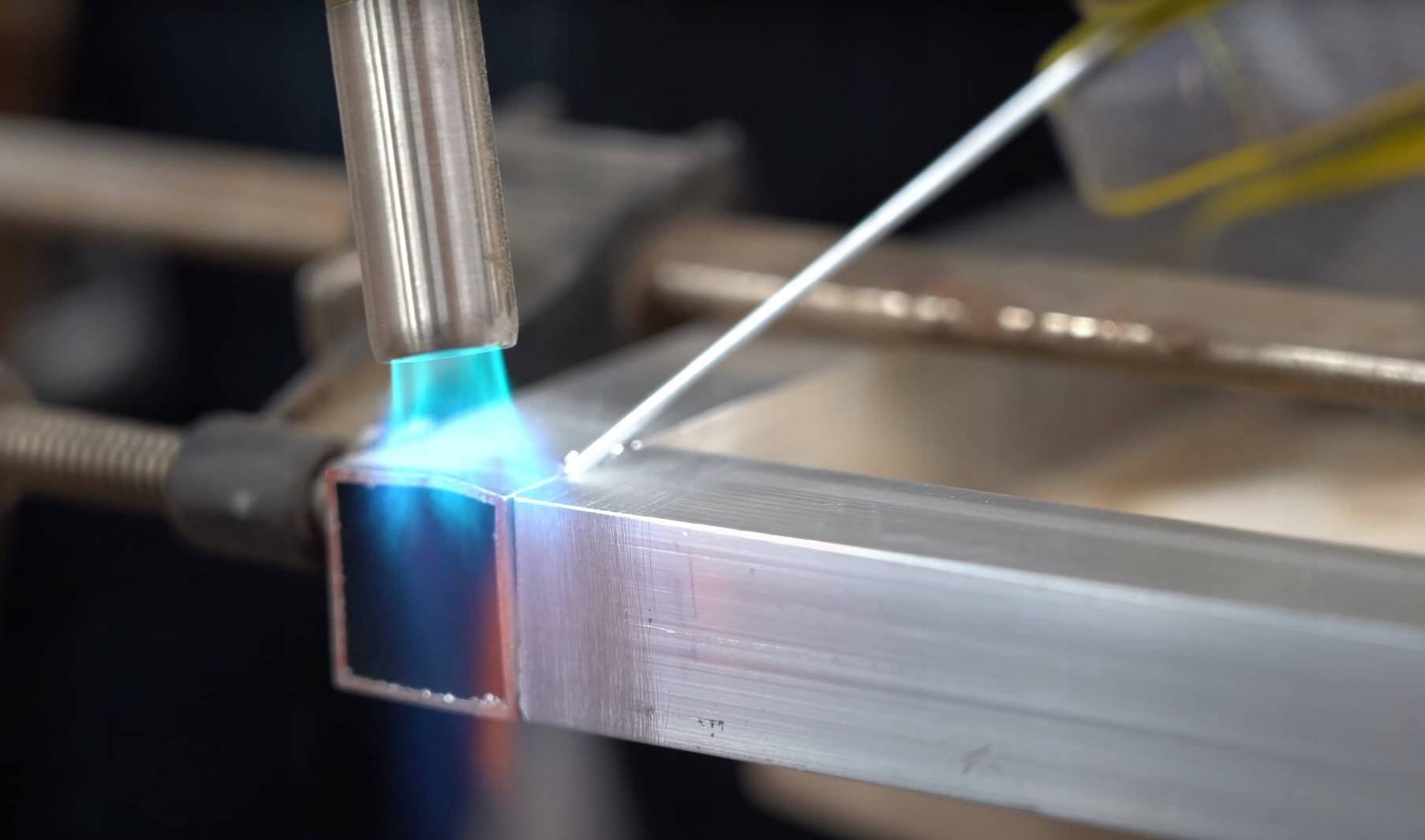


Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов.
Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры.
Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
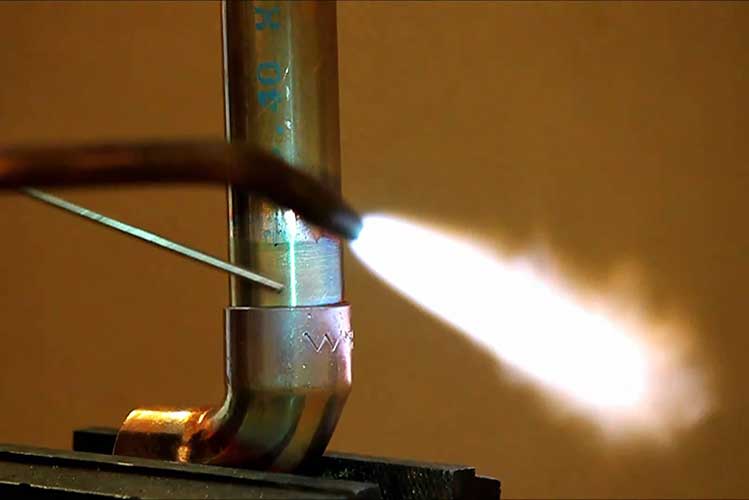
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь.
Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности.
Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки
Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты
Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Пайка нержавейки
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.
Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения
Для получения более прочных паяных соединений нержавейки применяют твердые припои
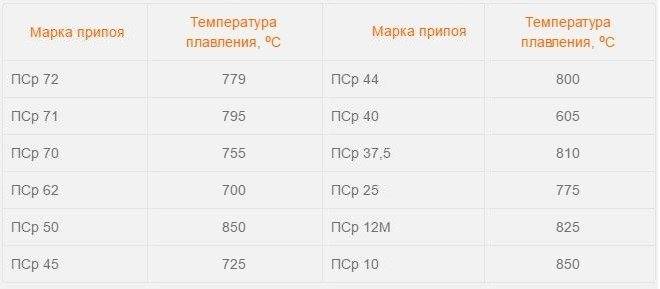
Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.
Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.
Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.








Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии
Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Пайка нержавеющей стали в домашних условиях

Иногда возникает потребность спаять изделие из нержавеющей стали. Перед тем как паять нержавейку в домашних условиях, необходимо ознакомиться с технологией, принципами выполнения работ.
Подготовка
Тщательная очистка поверхности изделия в области стыка является ключом к крепкой пайке. Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.
Шероховатая поверхность абразива эффективна, она улучшит адгезию припоя. Рекомендуется проводить ремонтные работы сразу после очистки. Если это невозможно, детали предварительно покрывают присадочным материалом (лужат). Припаивая детали из латуни или меди, необходимо нанести тонкий слой олова на предварительно разогретый участок, который соединяется с изделием.
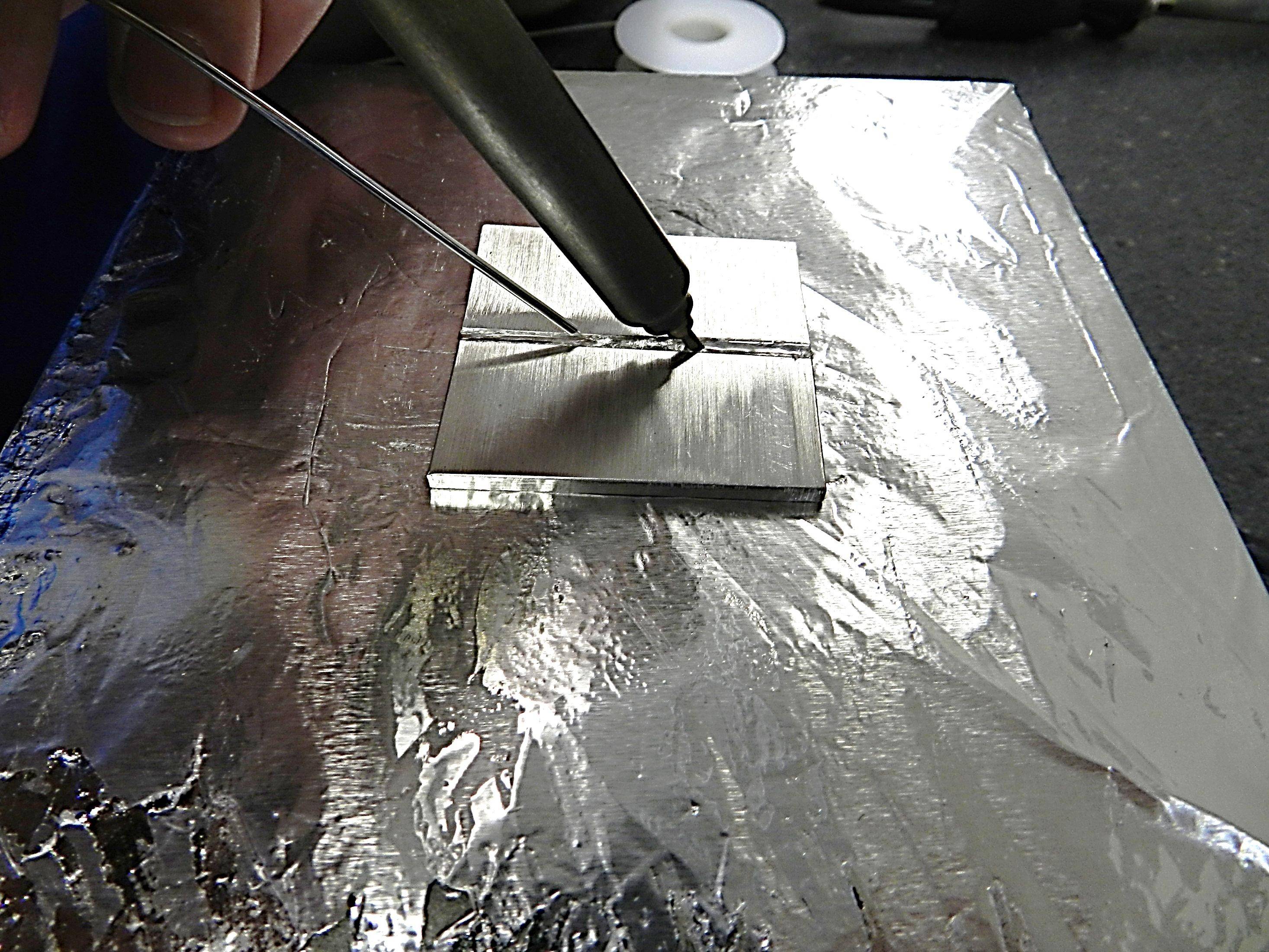
Процесс пайки
Технологическая операция заключается в соединении нержавейки с помощью присадочного металла, благодаря силам сцепления между атомами. Руководство соединения деталей:
- Подключают паяльник и дают ему нагреться.
- Слегка шлифуют края металла в месте будущего шва или заплаты, чтобы избежать появления неровностей. 2 части должны соединиться без каких-либо промежутков.
- Удаление шлифовальной пыли влажной тряпкой.
- Области, которые недопустимо подвергать воздействию растворителей, закрывают малярной лентой.
- Флюс наносится в зоны, которые будут принимать припой.
- Разместить в рабочей зоне весь необходимый инвентарь. Паяльник кладут на безопасном расстоянии. Проволочный припой разматывают.
- Проводится лужение. Тонким слоем наносится смесь олова и свинца.
- Если покрыть изделие припоем не удается (смесь скатывается по запчасти), прибегают к проверенному способу. Изготавливают небольшую кисточку из стальной проволоки и трубки. Паяльную кислоту наносят непосредственно перед использованием щетки. Нагревают детали паяльником или паяльным пистолетом, хорошо защищают самодельной щеткой. Данная процедура эффективна, т.к. снимается окисная пленка без использования химических соединений.
- Наносится тонкий слой растопленного олова.
- Начинается процесс пайки оловом.
- Паяльник удерживают в области стыка, который заполняется присадочным материалом.
- Получить сталь нужной температуры трудно, поэтому необходимо внимательно следить за процессом. Перегретые детали покрываются оксидами, которые снижают качество отделки нержавейки.
- Дают остыть.
- Очищают швы наждачной бумагой и растворителем.
Основные ошибки во время пайки
Распространенные ошибки, мешающие достигнуть положительного результата:
- Неверный выбор растворителей. Агрессивные вещества необходимы для удаления оксида с подготовленной поверхности. Следует избегать использования паст на основе соляной кислоты, поскольку коррозия усложнит очистку.
- Перегрев места соединения.
- Загрязненное жало паяльника.
- Несоответствие требованиям. Выбор сплава должен соответствовать ожидаемым условиям эксплуатации (механическая нагрузка, цветовое соответствие, контакт с пищевыми продуктами или водой).
- Упущенное время. Пасту удаляют сразу после проведения работ, чтобы избежать обесцвечивания и предотвратить коррозию.
- Температура разогрева не соответствует плавке.
- Нарушение спаянных швов. Это происходит в результате движения, когда сплав затвердевает.
- Холодное сплочение. В результате недостаточного нагрева холодные швы часто характеризуются жесткостью, шероховатостью и неравномерностью. Эта ошибка припаивания создает ненадежные швы, подверженные растрескиванию, разрушению.
Соединение будет прочным, если использовать соответствующий припой и не экономить на флюсе.
Основные ошибки во время пайки
Распространенные ошибки, мешающие достигнуть положительного результата:
- Неверный выбор растворителей. Агрессивные вещества необходимы для удаления оксида с подготовленной поверхности. Следует избегать использования паст на основе соляной кислоты, поскольку коррозия усложнит очистку.
- Перегрев места соединения.
- Загрязненное жало паяльника.
- Несоответствие требованиям. Выбор сплава должен соответствовать ожидаемым условиям эксплуатации (механическая нагрузка, цветовое соответствие, контакт с пищевыми продуктами или водой).
- Упущенное время. Пасту удаляют сразу после проведения работ, чтобы избежать обесцвечивания и предотвратить коррозию.
- Температура разогрева не соответствует плавке.
- Нарушение спаянных швов. Это происходит в результате движения, когда сплав затвердевает.
- Холодное сплочение. В результате недостаточного нагрева холодные швы часто характеризуются жесткостью, шероховатостью и неравномерностью. Эта ошибка припаивания создает ненадежные швы, подверженные растрескиванию, разрушению.
Соединение будет прочным, если использовать соответствующий припой и не экономить на флюсе.
Общая информация
Самый распространенный тип флюса, применяемый для пайки нержавеющей стали — это бура. Выпускается в порошкообразном и пастообразном виде. С пастой работать проще, если вы выполняете работы в домашних условиях. Флюс в виде порошка зачастую используете в связке со специальными машинами, подающими порошок в сварочную зону.

При воздействии температуры бура плавится и распределяется по металлу. Из-за этого сама деталь прогревается равномернее и быстрее достигает нужной температуры. Не забывайте, что нержавейка — металл тугоплавкий, поэтому для прогрева металла необходимо потратить немало времени. При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
Но, о технологии пайки мы расскажем чуть позже. А пока еще пара слов о флюсе. Его следы неминуемо останутся на поверхности металла после пайки, поэтому их необходимо удалить. Самый простой способ — применение воды. Если деталь небольшого размера, то ее можно просто промыть под водой. Второй способ — пескоструйная обработка. Это трудоемкий, но крайне эффективный вариант.
Для удаления флюса категорически нельзя использовать соляную или азотную кислоту. Они эффективно и быстро очищают металл. Но при том могут повредить его поверхность и ухудшить качество швов.
Выбор флюса
Недостаточно просто знать, какой флюс подходит для пайки нержавейки. Необходимо понимать, как его выбирать. Выше мы уже упомянули, что для домашней работы лучше использовать пастообразный флюс или даже жидкий. Он наносится с помощью кисти. А вот порошкообразный или сыпучий флюс скорее подходит для профессиональной сварки на производстве.
С консистенцией все ясно. А что насчет состава флюса? Здесь не все так просто. Многие ошибочно полагают, что раз флюс называется «бура», значит и состоит он из этого компонента. Это не совсем так. Бура (она же натриевая соль борной кислоты) — это около 70% от всего флюса. Остальные 30% — сама борная кислота и фтористый кальций в разных пропорциях. Желательно, чтобы фтористого кальция было меньше, чем борной кислоты.
Если вы будете работать с деталями небольшого размера, что часто бывает в домашних условиях, то флюс для пайки нержавейки можно приготовить своими руками. В этом случае необязательно использовать фтористый кальций. Достаточно смешать буру и борную кислоту в равных пропорциях. Т.е., 50% буры и 50% борной кислоты. Все компоненты должны быть в сухом виде. После смешивания полученная смесь разбавляется водой и наносится на место пайки.
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.

Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.










Зачем нужен флюс?

Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Соединение с другими металлами

При спайке разнородных составов, например, пайке нержавейки с медью или бронзой, необходимо внимательно изучить свойства соединяемых металлов. Основная проблема заключается в подборе температурных параметров, поскольку заготовки обладают различными условиями плавления.
Независимо от типа металла, необходимо тщательно очистить контактную зону.
В качестве рабочего инструмента можно использовать паяльник или горелку.
Рабочая температура горелки выше, что позволяет использовать ее вместе с твердыми припоями.
В случае отсутствия серебряного припоя можно использовать составы на основе латуни. Это снизит качественные характеристики соединения, зато позволит сэкономить на расходных материалах, поскольку латунь дешевле серебра.
Выбор припоя и вспомогательных материалов
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Такое соединение будет надежным и долговечным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:
- ПОС50Кд18 (с добавлением кадмия);
- ПОС-61;
- ПОС-40.
Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово. Для нержавейки подходит далеко не всякий флюс.
Обычно используются:
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.





