

Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.

Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Технологический процесс пайки металлов
Чугуны разделяют на белые, серые, легированные, специальные и высокопрочные. Основная трудность при пайке чугуна наличие в его структуре графита, затрудняющего смачивание поверхности основного металла расплавленным припоем. Для удаления графита обычно применяют пескоструйную обработку с последующим выжиганием графита окислительным пламенем газовой горелки или удаление его путем электрохимической обработки в соляной ванне при 450-510°С.
При низкотемпературной пайке чугуна оловянно-свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить путем обработки флюсом № 209 или 284 при температуре 600-700°С или электрохимически в соляной ванне, а затем обезжирить бензином, ацетоном или раствором щелочи.
Пайку нужно производить паяльником или газовой горелкой с использованием флюсов на основе хлористого цинка. Наиболее просто пайку чугуна осуществляют при использовании флюсов на основе хлористого цинка с добавками хлористых солей меди и олова.
Для облегчения пайки легкоплавкими припоями применяют гальваническое лужение или контактное меднение в растворе медного купороса.
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью, иногда применяют серебряные припои, которые содержат никель, имеют сравнительно низкие температуры плавления и образуют прочные паяные соединения.
При высокотемпературной пайке чугуна более целесообразно применять такие активные флюсы, как № 209 и 284, которые растворяют графит на поверхности чугуна в процессе пайки и благодаря этому обеспечивают надежное смачивание припоем соединяемых поверхностей.
Главное преимущество пайки чугунов серебряными припоями с флюсом № 209 или 284 в том, что нет необходимости принимать меры по удалению графита, а также и в том, что при пайке серебряными припоями при температуре до 900° С чугун не перегревается.
Перегрев чугуна связан со структурными превращениями, что при охлаждении ведет к выделению хрупкого цементита. Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не применяют вообще из-за образования в швах хрупких железо-фосфорных соединений.
Нагрев при пайке чугуна можно производить газовой горелкой или паяльной лампой до температуры не выше 900° С. При этом пламя должно быть только нейтральным.
Для снятия внутренних напряжений и упрочнения паяных соединений чугунные изделия сразу же после пайки подвергают отжигу при температуре 700-750°С в течение 20 мин. Пайку в печах с контролируемой атмосферой производят с флюсом, который улучшает смачивание основного металла и затекание припоя в зазор.
Пайку дефектных участков (усадочных раковин, пор и трещин) чугунных литых деталей осуществляют с применением оловянно-свинцовых припоев. Чаще всего применяют припой ПОС 30 с использованием в качестве флюса водного раствора хлористого цинка с добавками хлористых солей меди и олова. Паяют после механической зачистки и лужения соединяемых поверхностей.
Последовательность лужения:
1) места пайки очищают от литейной корки проволочной щеткой;
2) очищенную поверхность обезжиривают ацетоном, бензином или раствором щелочи и наносят флюс;
3) газовой горелкой равномерно прогревают место пайки до температуры, при которой начинает плавиться припой;
Как использовать латунный припой
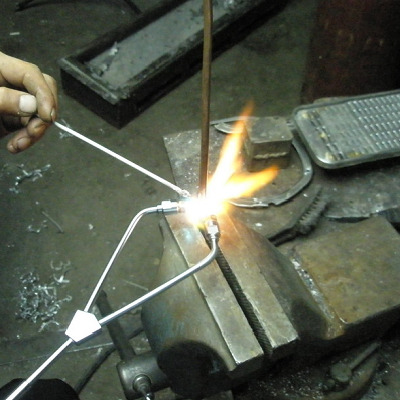
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты







При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем
При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Как паять латунь: рекомендации
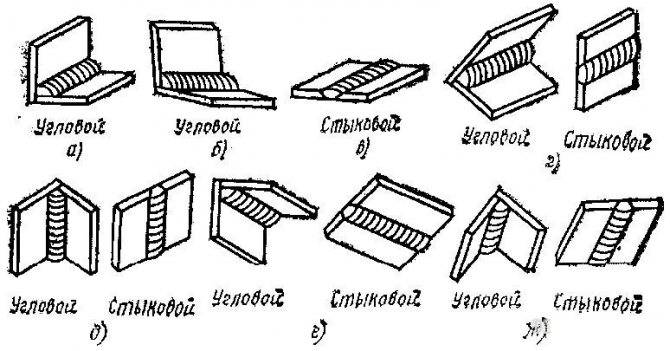
Виды сварных швов.
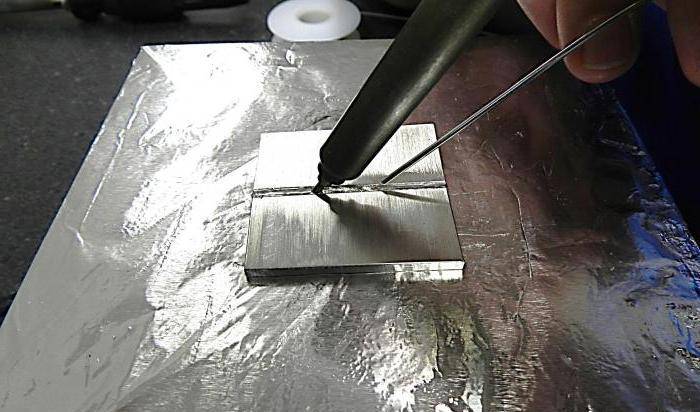
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.
Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки
Порядок выполнения работ
На огнеупорное основание помещаются детали, предназначенные для пайки. Все элементы должны быть жестко зафиксированы относительно друг друга. Используются зажимы разных конструкций и тугоплавкая проволока (нихромовая)
Обратите внимание: чем меньше зазоры в зоне сварки, тем более красивое и качественное соединение получится
Подлежащая пайке рабочая поверхность деталей тщательно зачищается, удаляются образовавшиеся за долгое время оксидные пленки
Обратите внимание на полное отсутствие загрязняющих компонентов – только так удастся достигнуть качественного внутреннего соединения. Обезжиренные элементы покрываются тонким слоем флюса
Флюс можно просто насыпать или непосредственно перед пайкой приготовить необходимое количество кашицы с водой. Кашица наносится кисточкой.








Газовая горелка для пайки металлов: 1 – внутренняя трубка, 2 – внешняя трубка, 3 – отверстие, 4 – звездочка, 5 – отросток.
Пайка. На место сварки помещают кусочек припоя. Количество припоя определяется по месту, удобно использовать кусочки размером 2х2 или 2х1 мм. Полоска припоя толщиной приблизительно 0,5 мм делится на части необходимого размера. Применяются кусачки или бокорезы.
Газовая горелка подводится к изделию сбоку
Осторожно прогревается место сварки. Следите, чтобы поток горячего газа не сдувал припой и флюс, также контролируйте равномерность прогрева
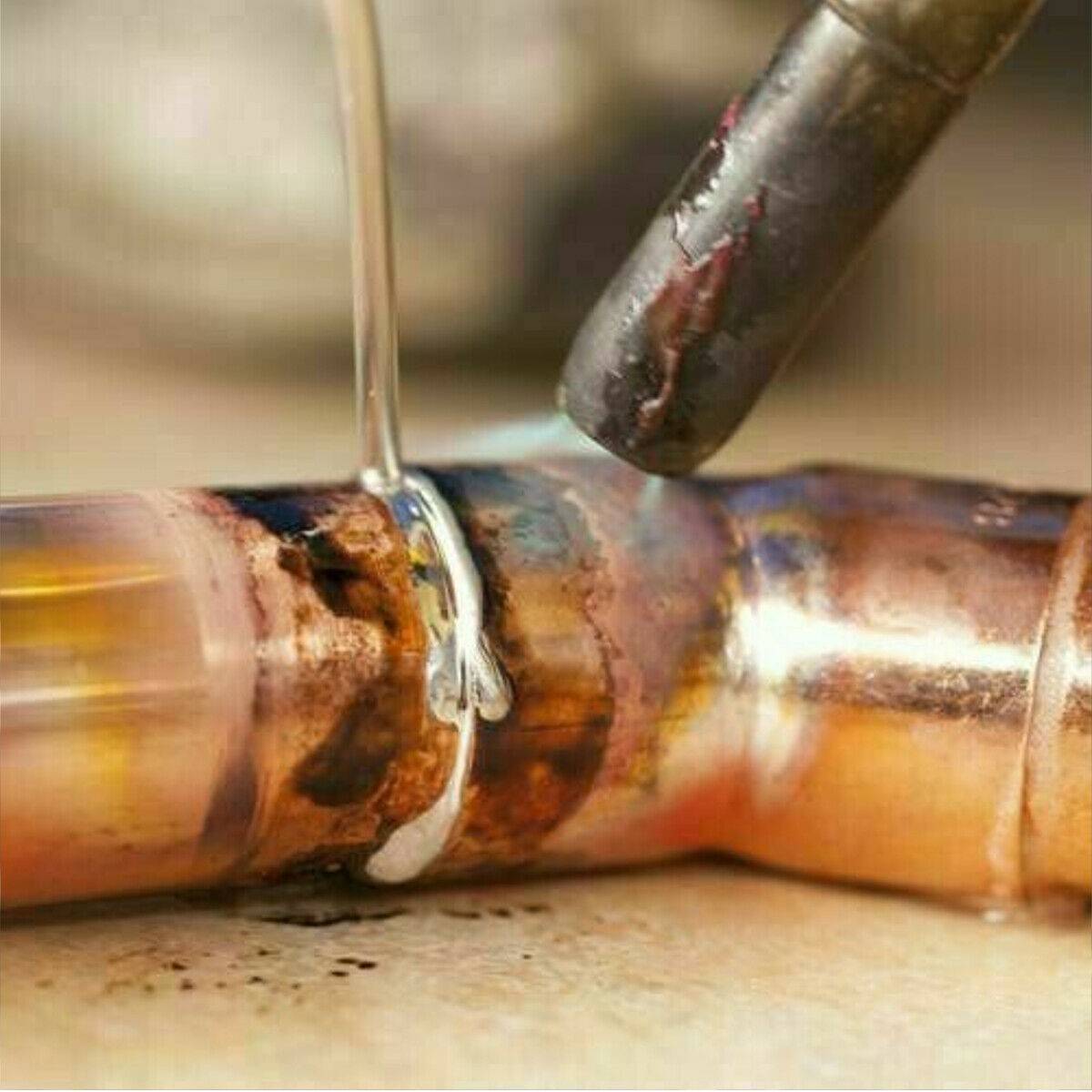
После расплавления флюса постепенно увеличивается пламя, пока припой не образует паяный шов. Если припоя не хватает, аккуратно добавляют припой и флюс.
Если требуется заполнить трещину, можно использовать “легкий” серебряный припой с пониженным содержанием серебра, так как он плавится при более низкой температуре. Для соединения двух частей вместе, соответственно, используйте “средний” или “твердый” серебряный припой с большим содержанием серебра, чтобы создать более крепкое соединение.
Финальная обработка. Изделие очищается от флюса. Излишки припоя удаляются наждачной бумагой или надфилем. Поверхность подвергается чернению или осветлению кислотным раствором.
В некоторых случаях спаять серебро пытаются оловянно-свинцовым припоем. Этот способ может быть применен только один раз в критической ситуации, при повторном ремонте изящество вещи может быть утрачено: при таких обстоятельствах изделие попросту сгорит, и мастер не будет в этом виноват.
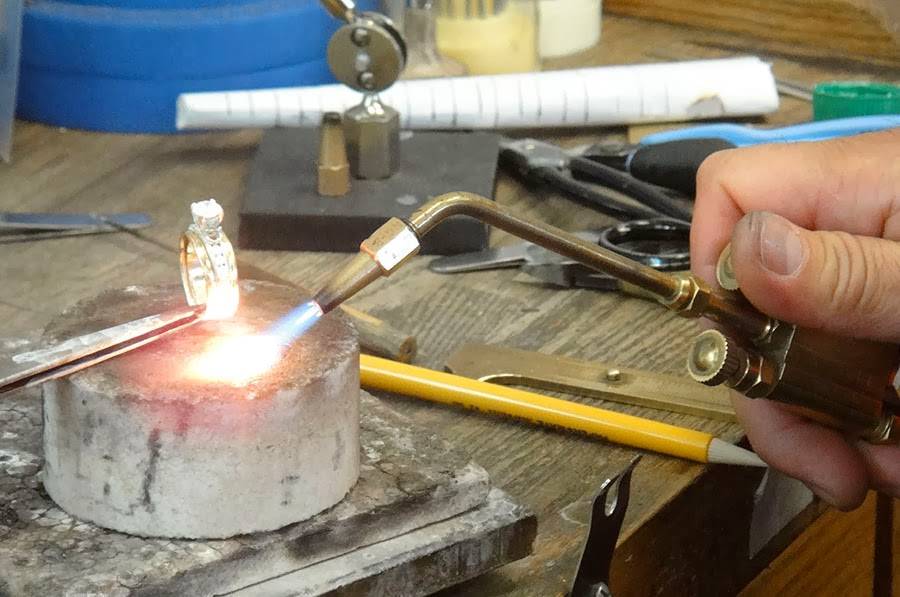
Если случилось повредить любимое золотое украшение, то потребуется лазерная пайка золота.
Ремонт поломавшихся ювелирных украшений можно осуществить в специализированной мастерской, а ряд небольших дефектов можно устранить своими руками.
Треснувшее или раздавленное кольцо, конечно, чинить в домашних условиях практически невозможно – пайка на видимой части украшения даст грубый паечный шов и, возможно, изменение цвета, которое трудно предотвратить новичку.
А вот спаять плетеную цепочку, соединив разорванные звенья – вполне по силам.
В статье мы рассмотрим, как осуществить пайку золота, ремонт золотых ювелирных украшений в домашних условиях своими руками и покажем учебное видео.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
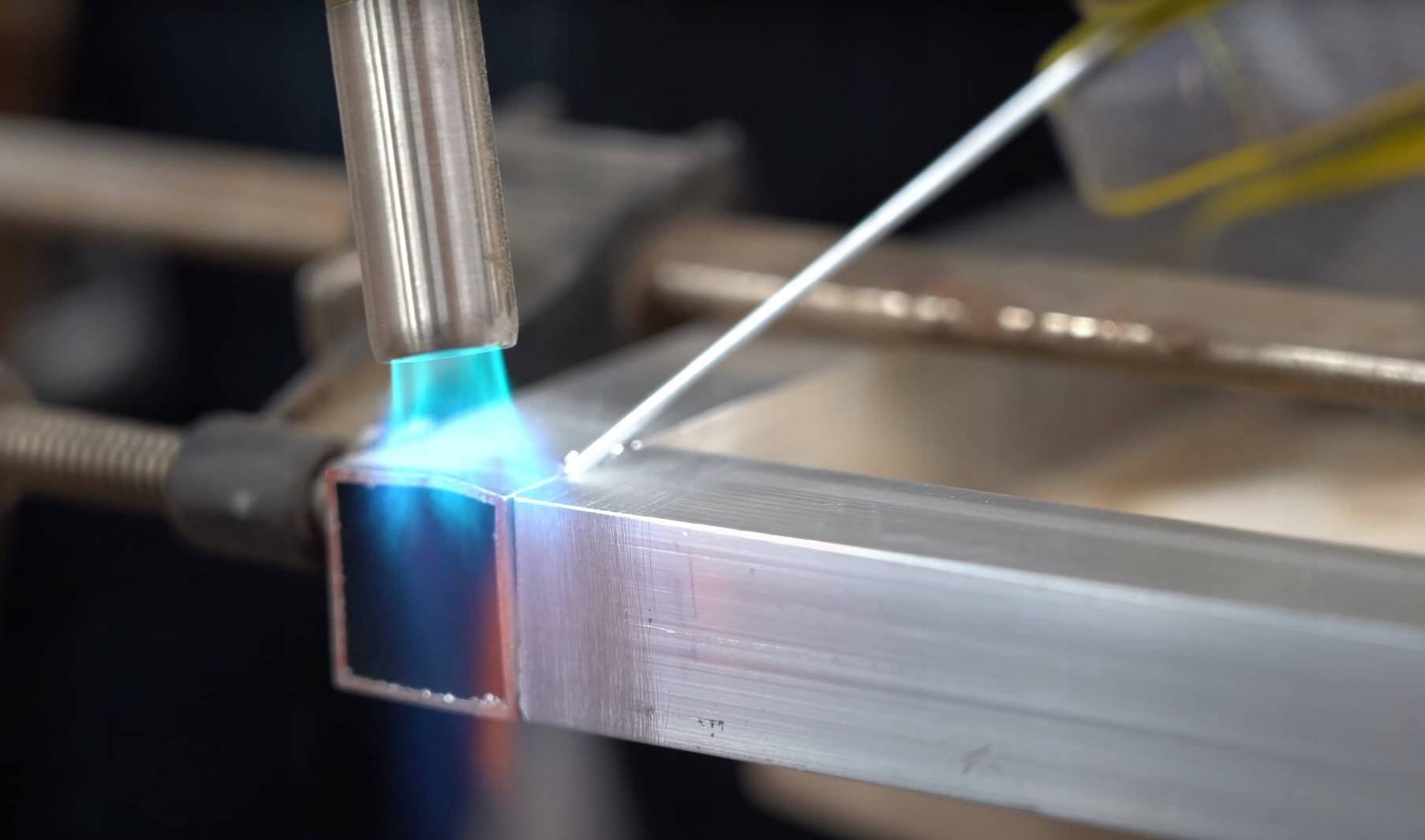
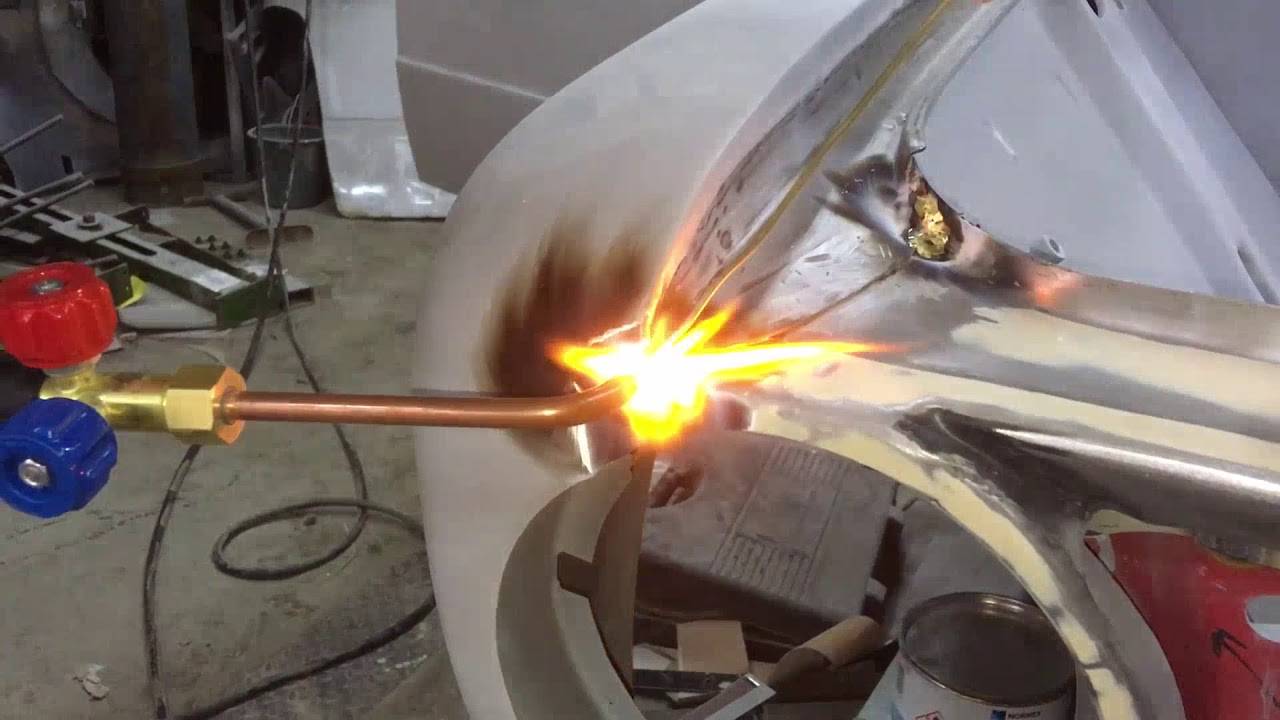
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла
Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью
Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно
Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.
Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
![Пайка латуни в домашних условиях[особенности, видео, советы]](https://benzo-electro-instrument.ru/wp-content/uploads/c/c/d/ccd624028476574adf512c29ec1aacfd.jpeg)







Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.

Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
|---|---|---|---|---|
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплавд Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.
Слесарь-ремонтник 6-го разряда Мовчан Ярослав Евгеньевич. Опыт – 13 лет: По работе часто сталкиваюсь с необходимостью проведения паяльных работ с латунью простых марок. Перепробовал множество составов. Как показала практика, лучше всего использовать офлюсованный серебряный припой с содержанием металла 20 %. Стоимость, конечно, высоковата, но при ответственных работах можно быть уверенным в надежности соединения





