

Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.

При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Плюсы и минусы различных технологий

Преимущества проходной технологии:
- возможна непрерывная подача бревна, что обеспечивает скорость обработки;
- высокая доля выхода готовой продукции (до 90%) достигается равномерным распределением припуска в поперечном сечении. Припуск необходим для формирования цилиндра бревна и круга в его торцах. При данной технологии этот показатель составляет не более 1-2 1-2мсм на диаметре;
- длина бревна практически не ограничена, но минимальный размер должен быть такой, чтобы в процессе обработки заготовка не оказалась в межвальцевом промежутке;
- хорошая производительность – за 8-мичасовую смену на таком станке изготавливают около 35-40м3 продукции (100-130 бревен);
- для удаления стружки применяется аспирация;
- универсальность – на данных станках можно производить не только оцилиндрованное бревно, а и обрезной пиломатериал, блок-хаус, декоративные доски из горбыля.
Основной недостаток: кривизна готовой детали практически идентична кривизне исходного бревна; компенсировать этот недостаток довольно сложно – либо обеспечить загрузку относительно ровного сырья, либо распиливать полуфабрикат на заготовки, длиной 1-2 м.
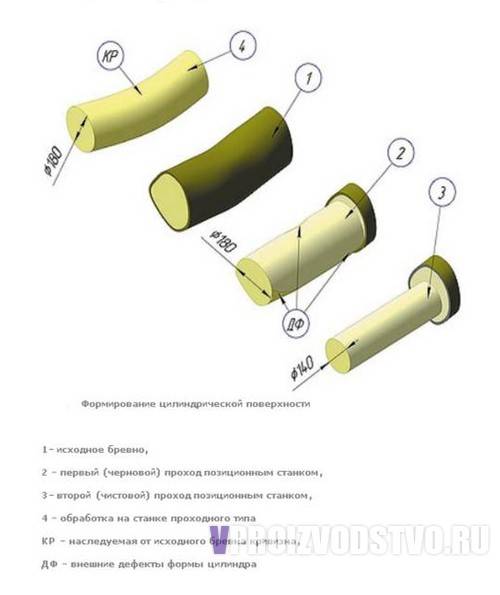
Главное преимущество позиционных станков – минимальная кривизна бревна на выходе, что позволяет работать с любыми заготовками.

Недостатки:
- объемная доля выхода зависит от исходной кривизны и сбега бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%;
- длина заготовки ограничена габаритами станка;
- меньшая продуктивность, чем у проходного оборудования. Но проблема затрат времени на переналадку в оборудовании с вращением заготовки частично решена – достаточно переместить в поперечном направлении суппорт фрезерного узла. Но при работе на станках с фиксацией бревна трудоемкость настройки инструмента значительна, поскольку необходимо максимально точное выставление резцов режущего модуля при смене типоразмера сырья;
- потребность в квалифицированном персонале – неправильная перенастройка резцов может снизить точность обработки до нуля.
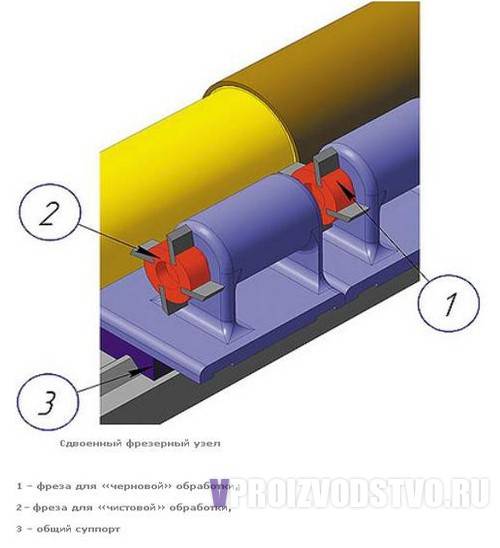
Основной недостаток – средние показатели производительности – можно устранить, установив на станок второй фрезерный узел, что позволит осуществлять чистовую и черновую обработку за время одного прохода.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка. В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов
Он также следит за качеством выполняемых работ, всеми этапами операций
Он также следит за качеством выполняемых работ, всеми этапами операций
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.

В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.

Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.

Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Классификация
Классифицировать оцилиндровочные станки можно следующим образом:
По способу движения бревна:
- проходные (обработка нескольких бревен происходит непрерывно);
- циклические (обработка нескольких бревен происходит повторением цикла);
- циклические проходные (перемещается режущий инструмент);
- циклические позиционные (перемещается вращающееся бревно).
По степени механизации:
- механизированные (человеку отводится роль загрузки заготовки, выгрузки готового изделия и настройки станка);
- автоматизированные (человеку отводится роль наблюдателя);
- полуавтоматизированные (станок производит один цикл, после чего требуется вмешательство человека).
По типу питания привода:
- электрические;
- бензиновые.
По диаметру обрабатываемого бревна:
- минимальный — 80 мм;
- максимальный — 500 мм.
Если рассматривать функционал станков, то можно отметить, что:
- у проходных станков высокая производительность, но низкая точность, а связано это с отсутствием центра базирования;
- у циклических позиционных станков высокая точность и шероховатость, но низкая производительность.
Широко используются циклические позиционные станки из-за небольшого размера и системы базирования, которая имеет надежную фиксацию.
Предложения для профессиональной работы
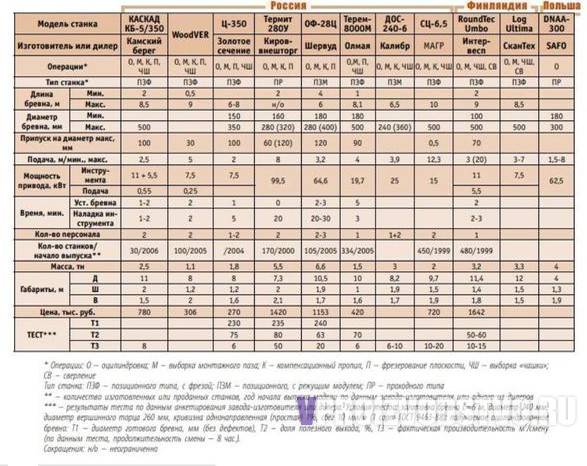
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
Технические характеристики представлены в таблице.
| Модель | Длина бревна, мм | Диапазон диаметра, мм | Мощность, кВт | Время на обработку одного бревна, мин |
| «Шервуд ОФ-28Ц» | 5950–6150 | 200–400 | 7,5 | 15–30 |
| «Термит 280ОУ» | 6200 | 160–280 | 22 | 30–40 |
| «Кедр ОС-100» | 6200 | 160–240 | 7,5 | 15–30 |
| «Тайга ОС-2» | 6200 | 160–240 | 9,8 | 30–40 |
| «Терем 8000В» | 8100 | 160–400 | 2,6 | 30–40 |
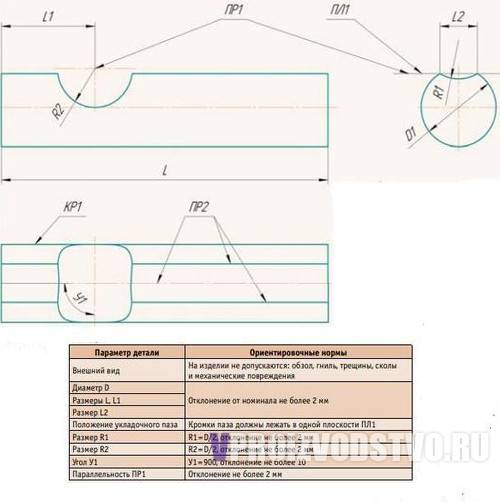
Формирование «чашек» — соединительных монтажных пазов
Элемент «чашка» выполняется при помощи фрезерного узла и прямолинейных направляющих, подающих инструмент. После формирования паза, фреза возвращается в исходное положение.

Такой конструктивный агрегат может быть частью технологического потока – опорной базой становятся кромки укладочного паза, на которые ориентируется ось «чашки». В наиболее распространенной компоновке фреза врезается в заготовку ниже центральной оси.
Но, как показывает практика, лучшие показатели точности демонстрируют станки позиционного типа, на которых чашкорезный аппарат установлен на суппорт с вертикальным расположением фрезы. В этом случае ось чашки может формироваться под различными углами к плоскости монтажного паза. Для такой работы чашкорезного агрегата необходимо, чтобы бревно поворачивалось вдоль оси и фиксировалось в новом положении.
Если оцилиндровочный станок не укомплектован чашкорезным модулем — оборудование для нарезки пазов можно купить и отдельно. Цена вопроса – от 100 000 руб.

Использование оборудования
Современные станки позволяют провести оцилиндровку так, что подготовленное бревно пригодно для установки в стеновые конструкции без финишной обработки. Функционал может существенно различаться, зависит от особенностей конструкции оцилиндровочного станка и его стоимости.
При рассмотрении все чертежей и моделей оборудования, которое используется для оцилиндровки бревен, следует уделить внимание на нижеприведенные моменты:
- Создание пазов, которые могут использоваться во время монтажа для решения различных задач.
- Производство обрезной доски, паркета, плашек.
- Выполнение работы по оцилиндровке, в том числе и финальный этап рассматриваемой задачи.
- Фрезерование поверхности древесины для достижения нужных показателей шероховатости.
- Создание венцовой чашки.
- Производство лафет путем распила леса.
- Создание компенсационного паза при помощи установленной дисковой пилы.
Следует учитывать тот момент, что оцилиндровочный станок, созданный своими руками, может не обладать всеми функциями, так как для этого при его производстве нужно использовать сложные проекты. Проще всего создать не универсальное оборудование, которое предназначено для решения конкретных задач, к примеру, оцилиндровки заготовок.









Станки деревообрабатывающие — цены
Пилим ГВОЗДЬ в БРЕВНЕ — «дерзкая идея»:
1. Детектировать гвоздь в бревне
2. Уменьшить скорость подачи автоматически
3. Разагреть и распилить гвоздю ПИЛОЙ
А вбруг?! Интеллектуалы — включайтесь.

СТАНОК БРУСУЮЩИЙ СБР-01, СБР-02 (средний брусовал)
цена — 295 000 руб


НАЗНАЧЕНИЕ — распиловка тонкомера (пиловочника) на лафет двукантный брус), боковые доски и горбыль. Диаметр распиливаемого лесосырья на входе — от 14см до 22см
Длина распиливаемого лесосыртя на входе — до 3 метров (4м опция) Мощность элекродвигателей — 2 по 11 кВт (18,5 кВт опция) 1500 об/мин Род питающей электросети — переменный, 380 В, 50 Гц Скорость подачи сырья — постоянная 12 м/мин (регулируемая — ОПЦИЯ) Общая мощность сети электропитания — 23,5 кВт (37,5 кВт) Диаметр пил — от 450 мм до 600 мм (для продольного пиления) Количество пил — 2 шт. по 500 мм (600-700 мм — ОПЦИЯ) с ТСН. Стол-трансформер на входе для пиления круглого и плоского (регулир). Габариты — Длина*Ширина*Высота — не более 4500 * 1500 * 1600 мм Вес — не более 1200 кГ. Стол-трансформер — расстыковывается.
ОПЦИИ 1) Увеличение МОЩНОСТИ основных двигателей, диаметра ПИЛ, и получение возможности УВЕЛИЧЕНИЯ диаметра перерабатываемого сырья на входе.
2) Удлинение СТОЛА-ТРАНСФОРМЕРА (дает возможность перерабатывать не только длины 3-4 метра, но и 6-9 метров по спецификации заказчика.
3) Испоьзование частотно-регулируемого привода подачи. Дает возможность плавного регулирования (уменьшения или увеличения) скорости подачи заготовки в пильный узел
4) ПРОЧИЕ (автоматическле регулирование скорости подачи в зависимости отусловий пиления: плотности и толщины сырья, качества пиил ит.д.)
СТАНОК БРУСУЮЩИЙ МБР-01, МБР-02 (малый брусовал)
цена — 195 000 руб

СТАНОК ТОРЦОВОЧНЫЙ (мультиторцовка) МТ-01, МТ-02, МТ-03
цена — 195 000 руб




НАЗНАЧЕНИЕ — торцевание заготовки длиною до 3000мм несколькими пилами в паллетную заготовку заданной длины. Длина заготовки на входе — штатно 3000мм (3600мм — опция). Количество пильных узлов — 4 (четыре) перемещаемых узла. Диаметр пил / мощность эл/двиг. — 200мм (250мм) / 1.1 кВт 3000 об/мин. Размер расторцованной заготовки — от 300мм до 3000мм . Регулировка скорости подачи — ОПЦИЯ (частотный привод). Толщина распиливаемой заготовки — до 25мм (50мм — опция). Питающая сеть — 380 В, 50 Гц Габаритные размеры Длина*Ширина*Высота — 3200*1000*1200 (мм) ВЕС — 300-400 кГ Станки МТ-01, МТ-02, МТ-03 — конструктивные особенности ОПЦИЯ — установка регулировки скорости подачи — плюс 20 000 руб.








МТ-03 отличается от МТ-02 возможностью ПАКЕТНОЙ переработки (см.видео)
Простая ЛИНИЯ ПЕРЕРАБОТКИ ТОНКОМЕРА в ПАЛЛЕТНУЮ ЗАГОТОВКУ состоит из СБР-01, многопила (можно МП-01) и МУЛЬТИТОРЦОВКИ МТ-02.
Стоимость линии — 770 000руб.
СТАНОК автомат ТОРЦЕВАНИЯ шашек для поддонов ТА-01, ТА-02
цена — 195 000 руб


СТАНОК КРОМКООБРЕЗНОЙ и ГОРБЫЛЬНО-РЕБРОВОЙ («2» в «1»)
цена — 180 000 руб

НАЗНАЧЕНИЕ — переработка необрезной доски (обрезание кромки) и переработка горбыля (обрезание кромки и снятие шапки горбыля). Размеры (сечение) заготовки на входе — ширина-300мм, высота-100мм Длина распиливаемого лесосыртя на входе — БЕЗ ограничения (лучше до 3000 мм) Мощность элекродвигателя — 7,5 кВт (11,0 кВт опция) 3000 об/мин Род тока питающей электросети — переменный, 380 В, 50 Гц Скорость подачи сырья — постоянная 6-18 м/мин (регулируемая — ОПЦИЯ) Общая мощность сети электродвигателей — 8,6-15,0 кВт (19,6 кВт) Диаметр пил — от 300 мм до 500 мм (для продольного пиления) Количество пил — 2 (4) шт. по 500 мм с ТСН. Габариты — Длина*Ширина*Высота — не более 1100 * 1000 * 1200 мм Вес — не более 300 к
Два варианта — с подающим столом на входе и без (КРОГРС-02)
Габариты со столом 1300*1500*4500
Двигатели 4 шт. по 3,0 кВт * 3000 об/мин (380В, 50 Гц)
СТАНОК БРУСУЮЩИЙ ББР-01, ББР-02 (большой брусовал)
цена — 395 000 руб



Сертификат соответствия торцовочных станков МТ-02 и ТА-02 — КЕДР_СЕРТ_МТ02-ТА02
Видеоролик работы торцовочного автомата ТА-02 на YouTube — https://www.youtube.com/watch?v=tvDNw2Hj-6A
Видеоролик работы мультиорцовки МТ-03 (пакетно) на YouTube — https://www.youtube.com/watch?v=56gLSYz_tR8
За консультациями по организационно-техническим вопросам — (901) 316-7155
голоса
Рейтинг статьи
Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.
Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.
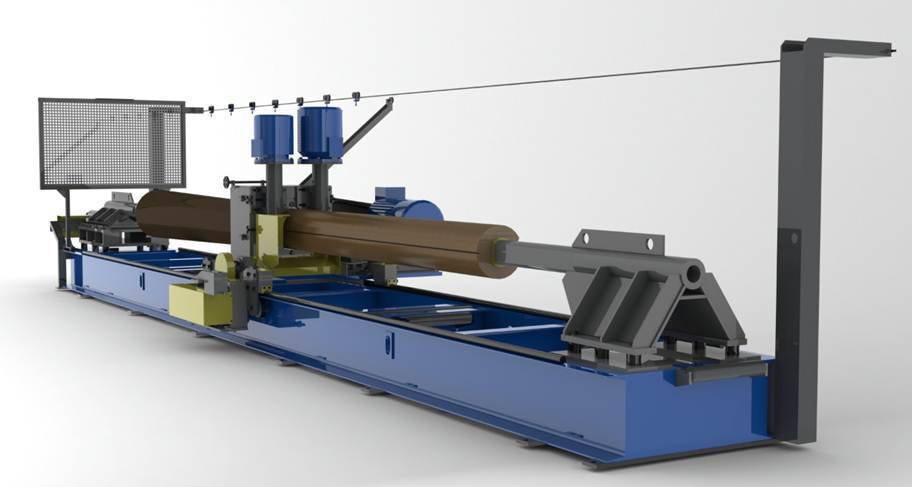
Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м 3 /смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.
Полезные материалы по теме:
На сегодняшний день производство оцилиндрованного бревна осуществляется при помощи трех видов оцилиндровочных станков:
- Оцилиндровочных станков токарного типа ;
- роторных станков проходного типа;
- станков токарно-роторного типа с зажимом бревна в центрах.
Для каждого характерны свои достоинства и недостатки, обусловленные применяемыми технологиями.
На производственных линиях компании Бревенбург работают оцилиндровочные станки токарно-роторного типа, что позволяет нашим мастерам производить исключительно качественное оцилиндрованное бревно.
Но давайте рассмотрим все три вида по-отдельности и отметим их плюсы и минусы. Для наглядности мы запечатлели их на фото и видео.
Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).

Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.








Конструкция ленточных моделей «Тайга»
Основанием для пилорамы может служить бетонная площадка либо деревянные толстые брусья, уложенные на ровный участок плотного грунта. На брусья либо подготовленную площадку укладываются рельсы, которые жестко раскреплены между собой. На них же расположена система крепления обрабатываемых бревен.
Рельсы можно удлинить дополнительной секцией, благодаря чему появляется возможность производить распил бревен, длинна которых может превышать 8 метров.
Рама лесопилки может иметь механический или электрический привод вертикального движения и передвигаться по рельсам с помощью опорных роликов в ручном режиме. Снятие спила производится ручным способом одним или двумя подсобными рабочими.
Перемещение распилочного механизма по вертикальной плоскости производится при помощи двухрядной цепной передачи одновременно с приводным редуктором опускания/подъема, и контролируется метрической шкалой, расположенной на раме. Благодаря этому производится точная настройка распилочного механизма по высоте и его жесткая фиксация на раме пилорамы.
На пилораме серии Т-1 перемещение распилочного механизма осуществляется вручную с помощью вращения редуктора специальной рукояткой. А на остальных станках перемещение по вертикали распилочного механизма производится автоматическим переключателем, но если появляется необходимость осуществить регулировку пилы по высоте, то она производится с помощью ручного доводчика.
Распилочный механизм оборудован двумя сбалансированными роликами (ведущим и ведомым) на которых закрепляется режущая пила. Ведущий ролик приводится в действие с помощью ременной передачи от шкива электрического двигателя. Ведомый ролик крепиться к системе натяжения и вращается от движения ленточного полотна.
Читать также: Как влияет температура отпуска на свойства сталей
Скорость движения ленточной пилы может увеличиться с увеличением диаметра шкива, который может быть максимальной величины 520-600 мм. При этом улучшается качество обрезаемой поверхности бревна и увеличивается срок эксплуатации режущего полотна.
После установки ленточной пилы ее натяжение производится специальным ключом с динамометром. Контроль натяжения производится по шкале, расположенной на датчике динамометра, установленного на натяжном ключе.
Постоянное натяжение и предотвращение колебания полотна пилы осуществляется успокоительными роликами распилочного механизма. Чтобы режущее полотно пилы не зажималось в пропиле бревна, которое может вызвать скопившаяся на ленте древесная смола, распилочный станок оборудован специальной системой смазки. Система имеет регулятор расхода смазки, которая одновременно осуществляет и охлаждение режущего полотна.
Все движущиеся и крутящиеся детали пилорамы ограждены защитным кожухом из металла, а управление станком производится через кнопочную панель пилорамы, которая установлена на распилочной раме.
Бизнес на оцилиндровке бревен

Экологически чистые материалы все чаще используются в современном строительстве. При сооружении частных подворий используют дерево. Беседки, бани и даже дома возводятся из бревен.
Этот материал позволяет построить не только жилье, больше всего пригодное для проживания, а и существенно сэкономить бюджет строительства.
Поэтому производство оцилиндрованного бревна выглядит как перспективный и выгодный бизнес.
Цех по переработке древесины открыть достаточно просто. Технологический процесс несложный и специальные разрешения и лицензии для этого не нужны. Работники могут иметь низкую квалификацию. Достаточно одного технолога, который знает процесс и умеет контролировать работу оборудования.
Рентабельным такое предприятие будет только тогда, когда объем выпуска готовой продукции будет не меньше 250 куб.м. в месяц. Оцилиндровку бревен часто дополняют другими направлениями деятельности. Лучше всего наряду с этим бизнесом осуществлять строительство домов или малых архитектурных форм из дерева.
Крупные компании, занимающиеся возведением таких построек, часто открывают свое производство материалов.
Существенным недостатком бизнеса является его сезонность. Строительные работы, как правило, прекращаются с наступлением холодов. Именно поэтому в зимний период нужно найти альтернативу доходам от оцилиндровки бревен.
С чего начать производства оцилиндровки бревен
Цех по оцилиндровке бревен можно расположить в производственном помещении, ангаре и даже просто под навесом. Оборудование обязательно должно быть защищено от солнца и осадков. Заготовки древесины и сама конечная продукция имеют достаточно больше габариты. Оборудование для работы с ними также внушительных размеров. Это нужно учесть при выборе помещения под производство.
К цеху предъявляются требования по пожаробезопасности. Полы и стены отделывают несгораемыми материалами. Сушильная камера обычно устанавливается в отдельном помещении. Отдельно складируют заготовки и готовую продукцию. Кроме этого нужно обустроить офисное помещение для администрации.
В зависимости от объемов выпуска продукции нужно просчитать необходимое количество рабочих. В одну смену на участке с оцилиндровкой бревен смогут справляться 3-4 человека. Из администрации понадобится директор, бухгалтер и менеджер по сбыту.
Какую прибыль получает предприятие, специализирующееся на оцилиндровке бревен?
Ежемесячные расходы деревообрабатывающего цеха включают:
- Арендную плату (производственных помещений и офиса).
- Зарплату персонала.
- Коммунальные услуги.
- Сырье и расходные материалы.
- Транспортные затраты.
- Электроэнергию.
- Рекламу.
- Амортизацию.
- Налоги.
- Административные расходы.
Предприятие, которое перерабатывает 250-300 м3 в месяц, тратит на все перечисленные цели 25 тыс. долл. При этом его ежемесячная выручка составляет 30-34 тыс. долл., значит прибыль до налогообложения – 5-9 тыс., а после расчетов с государством – 4-7,5 тыс. долл.
Какие финансовые вложения нужно сделать, чтобы открыть свой цех по оцилиндровке бревен?
Для открытия предприятия с производительностью 250-300 м куб. в месяц необходима сумма 80-120 тыс. долларов.
Она включает: затраты на регистрацию и оформление всех документов, аренду помещений, приобретение оборудования, офисной техники и мебели, а также покупку дополнительных инструментов, проведение ремонтных работ и установку производственной линии.
Кроме того, не забывайте о том, что предприятие не сразу начнет приносить прибыль. Пройдет, как минимум, 2-3 месяца пока оно выйдет на уровень самоокупаемости, а до этого момента вы будете финансировать ежемесячные расходы из собственных источников.





