

Содержание документа
ГОСТом определена символьная структура, используемая для отображения на чертежах стандартных видов сварки. Условное обозначение состоит из нескольких блоков информации, разделённых знаком дефис.

В начале структуры находится основной блок, включающий отображение, определяющее характер сварки. Так, в соответствии с принятой классификацией, это может быть замкнутый, незамкнутый, прерывистый или точечный шов.
Используемые графические обозначения в ГОСТе выглядят соответственно как круг диаметром 3 – 5 мм, прямоугольник с отсутствующей слева стороной, фигура в виде латинской буквы Z, либо отрезок прямой, наклонённый вправо и образующей угол в 60° с горизонталью.
Все условные знаки, использующиеся в качестве средств отображения различных видов сварки на чертежах, чертятся тонкими сплошными линиями, и имеют одну высоту с обозначением типа шва.
После основного блока информации следуют шесть дополнительных, часть которых может отсутствовать. Дополнительные блоки включают в себя следующие сведения:
- ГОСТ, определяющий нормы выполнения данного типа сваривания деталей;
- графический символ, которым обозначается на чертеже соединение по ГОСТу, состоящий из букв и цифр;
- ГОСТ на используемый тип сварки. Например, если сварка ручная, указывается ГОСТ 5264 – 80;
- величина катета, которую показывает число, стоящее после изображения прямоугольного треугольника (принятое обозначение катета);
- информация, уточняющая характеристики сварного шва.
 Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Для шовной разновидности контактной сварки – расчётная ширина сваривания. В случае применения прерывистой шовной контактной сварки, указываются ширина и длина швов, а также шаг между ними.
В последнем блоке информации выделено место для размещения дополнительных сведений, на усмотрение конструктора, уточняющего или дополняющего характера.
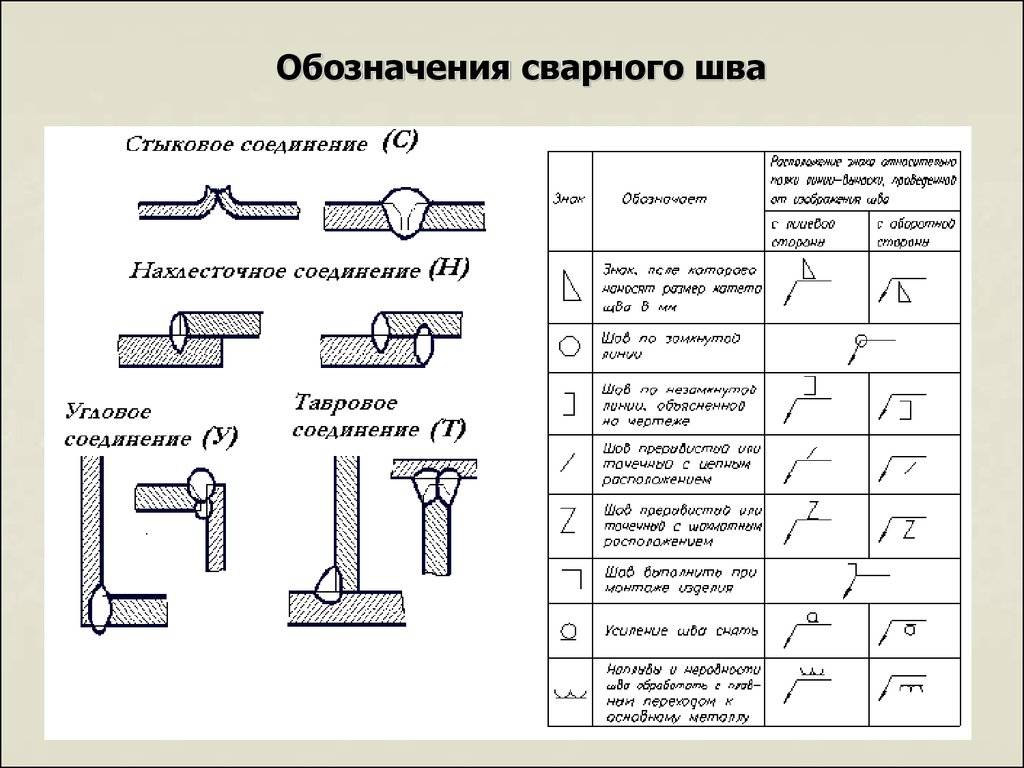
Сварные соединения и их обозначения
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
| Виды соединений | Изображение | |
| Стыковое соединение (С) | заготовки примыкают друг к другу торцевыми поверхностями и находятся в одной плоскости | |
| Угловое соединение (У) | при котором угол примыкания кромок свыше 30° между поверхностями соединяемых деталей | |
| Тавровое соединение (Т) | при котором детали сопрягаются под углом 90 градусов | |
| Нахлесточное соединение (Н) | при котором детали частично перекрывают одна другую и параллельны между собой | |
| Прорезное соединение | 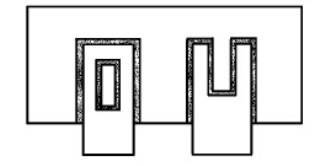 | у заготовок делается фрезеруется прорезь и одна деталь заходит в другую |
| Соединения с электрозаклепками | 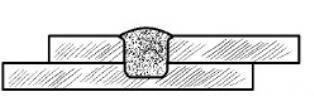 | применяется для выполнения угловых, стыковых, нахлесточных и тавровых соединений |
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке — снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
| Виды швов | Иллюстрация | Условное обозначение | Характеристики |
| Нормальные(плоские) | 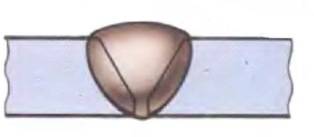 | Экономичны.Хорошо работают при нагрузках. | |
| Вогнутые | 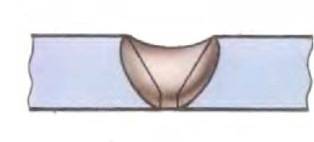 | Экономичны.Хорошо работают при динамических нагрузках. | |
| Выпуклые | 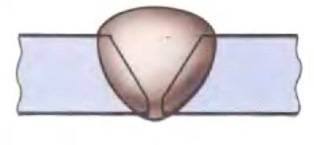 | Наплыв выпуклого металла является не экономичным. |
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
Под прямым углом:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
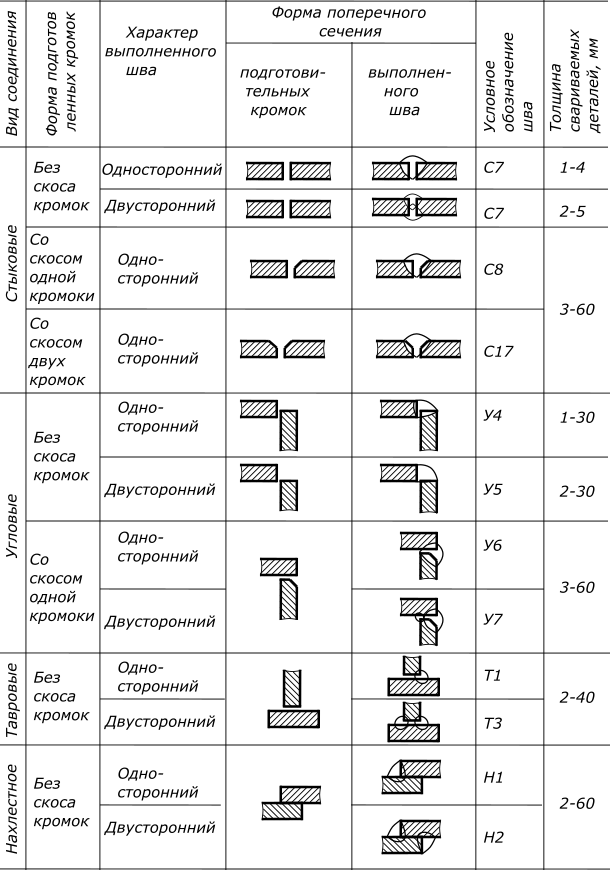
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
| Характер шва | V — образные | |||
| Без скоса | Со скосомодной кромки | Со скосом двух кромок | С двумя симметричными скосами двух кромок | |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонниес прокладкой |
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок — предотвращает прожог и протекание металла, параллельность кромок — гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Радиографический контроль сварных швов — один из самых эффективных и распространенных методов проверки соединений.
Хотите очень качественно украсить свой дом? Сделать это можно при помощи мебели из металла. Подробнее об этом читайте здесь.
Вам нужно качественно очистить металл? Эффективный метод описан по https://elsvarkin.ru/obrabotka-metalla/peskostrujnaya-ochistka-metalla-i-oborudovannie-priminyaemoe-dlya-dannyx-rabot/ ссылке.
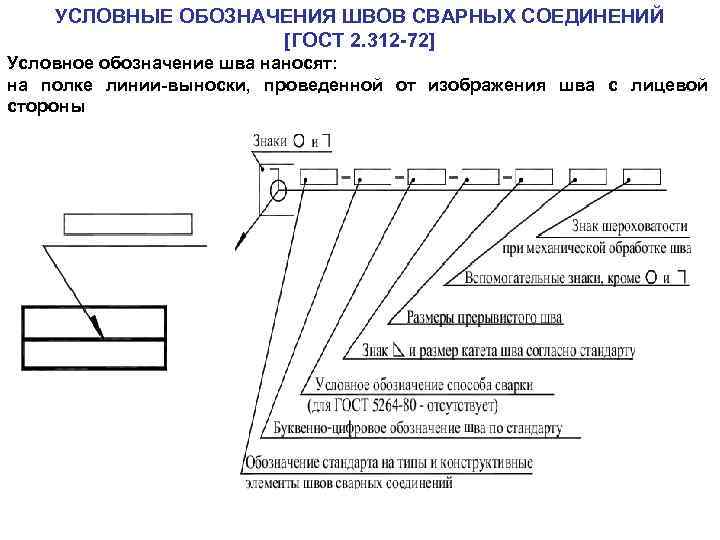
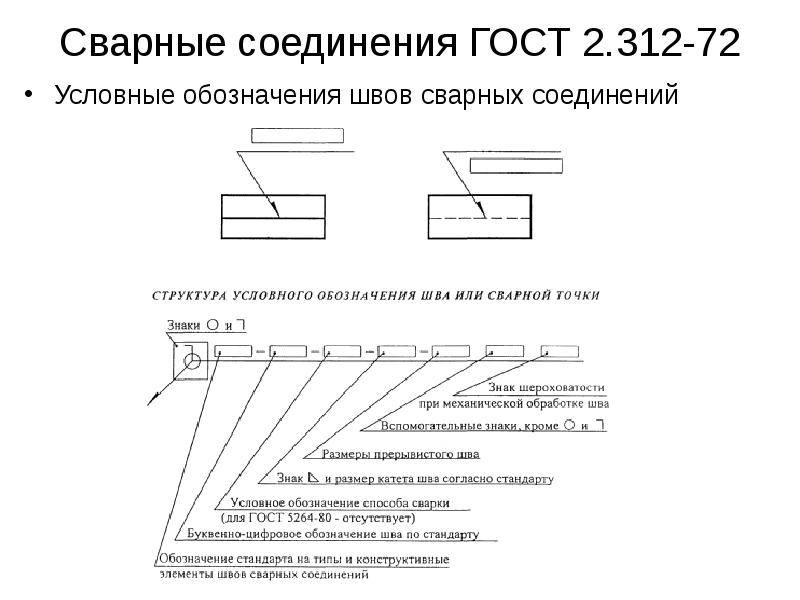
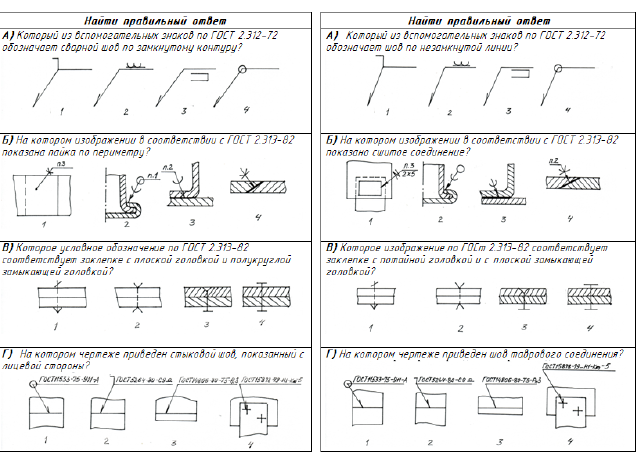
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 “Условные изображения и обозначения швов сварных соединений”
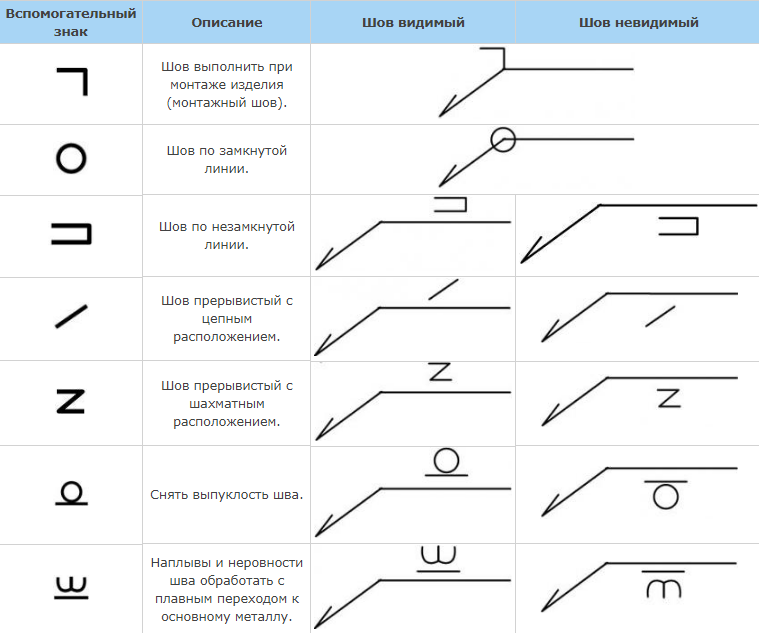
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
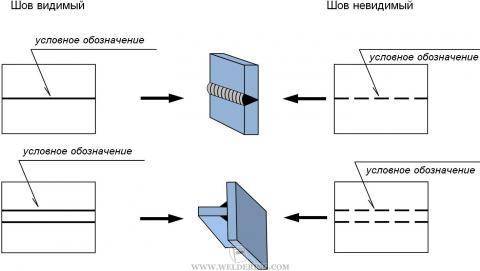
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| Шов прерывистый с шахматным расположением. | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. |
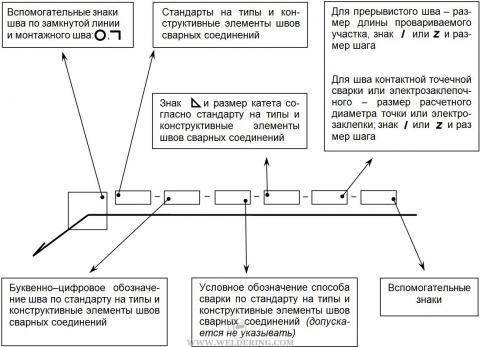
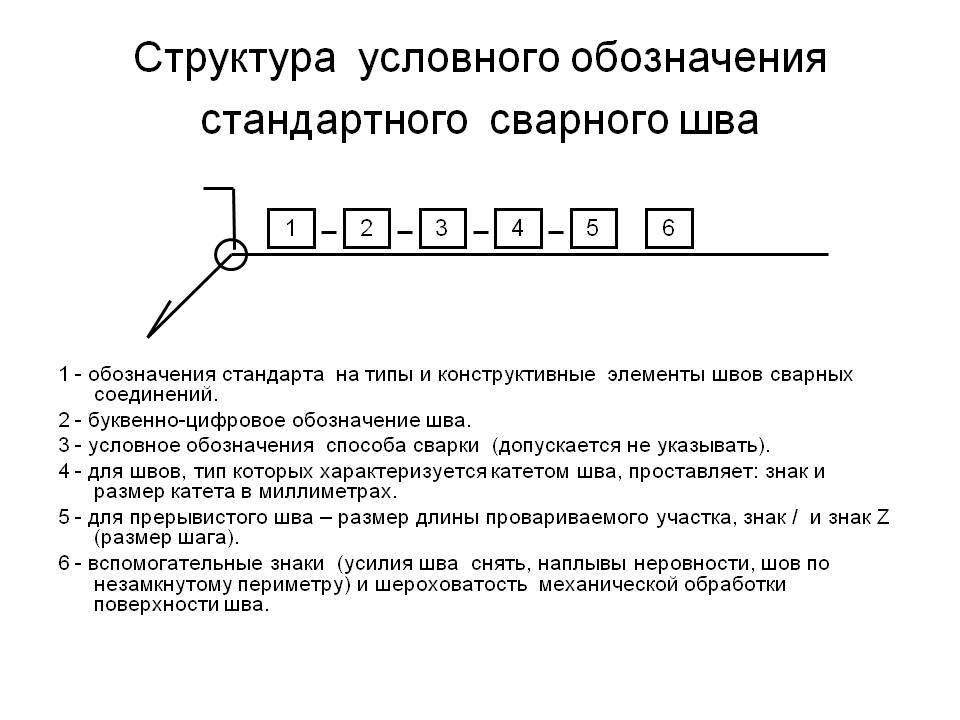
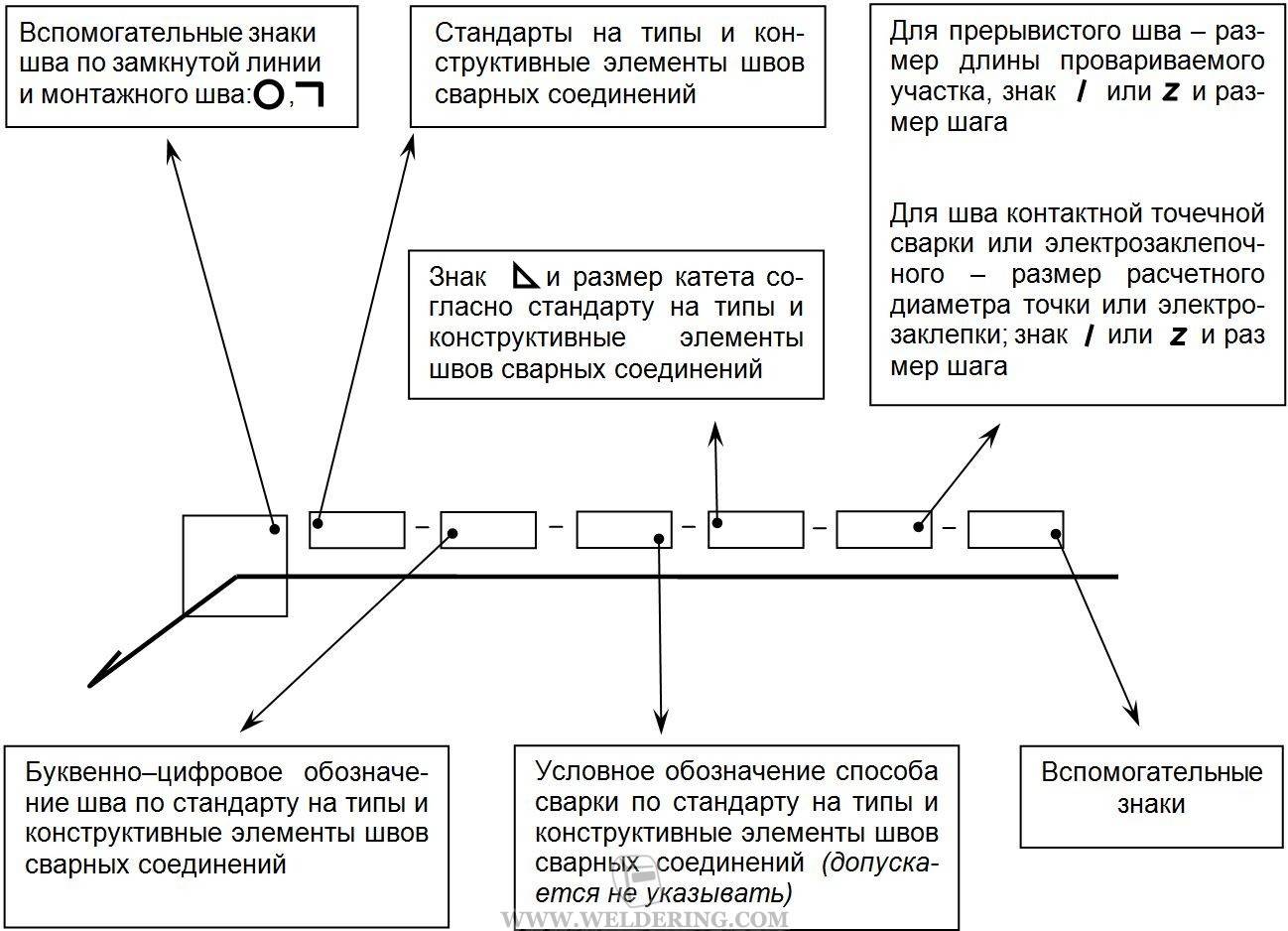
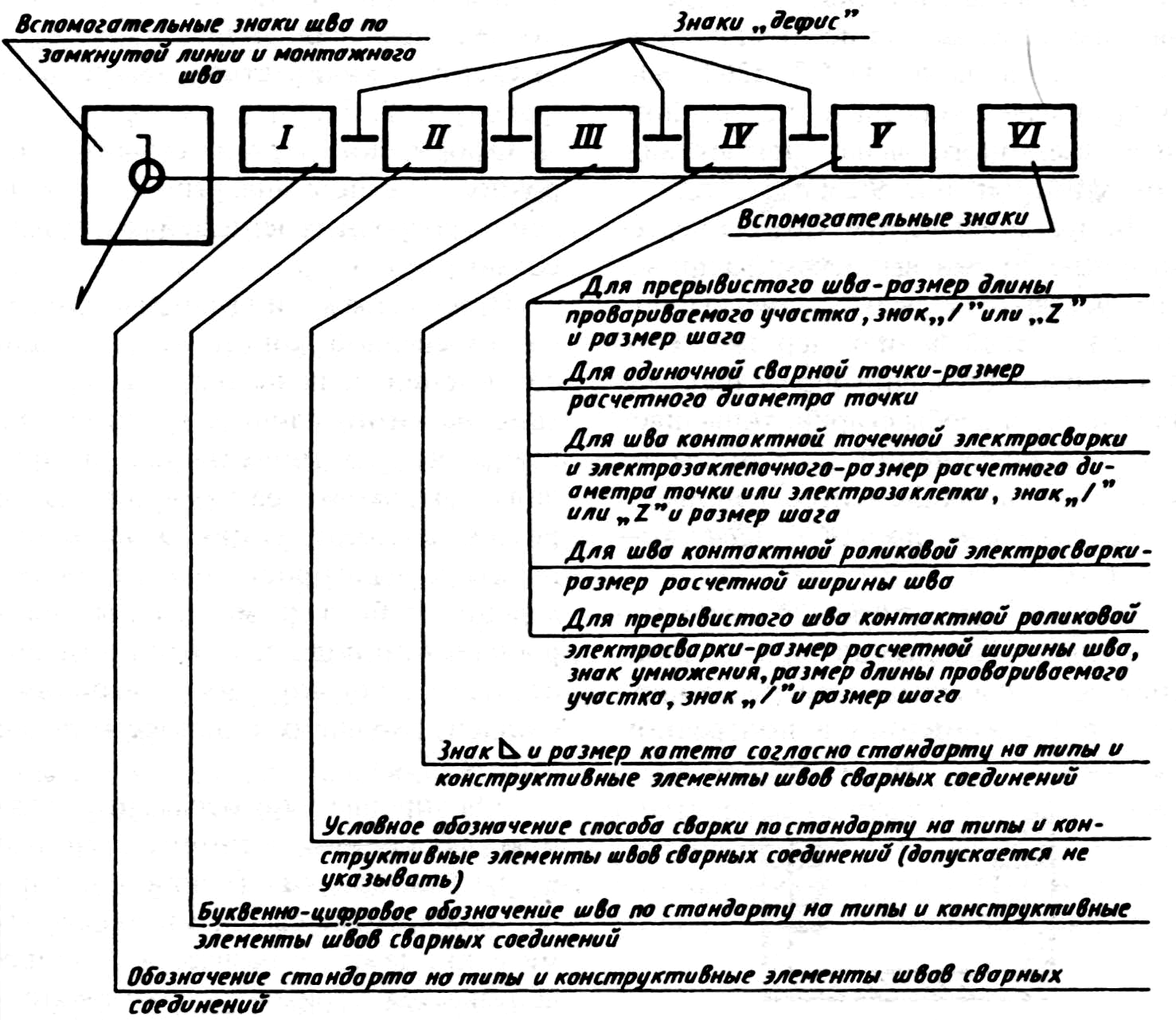
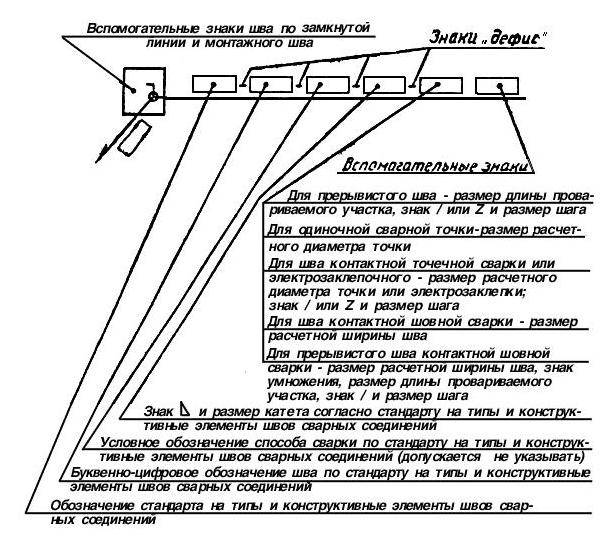
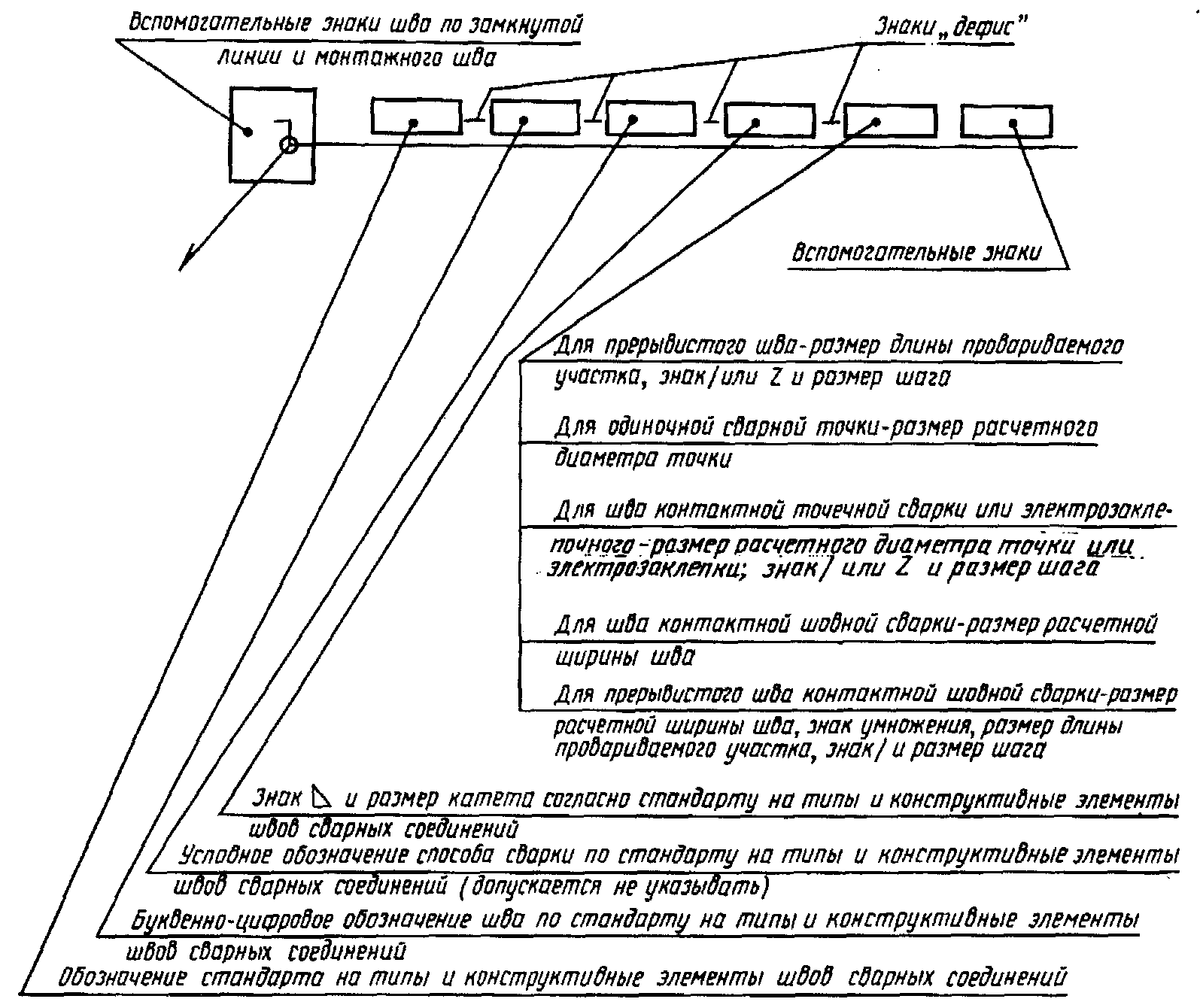
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
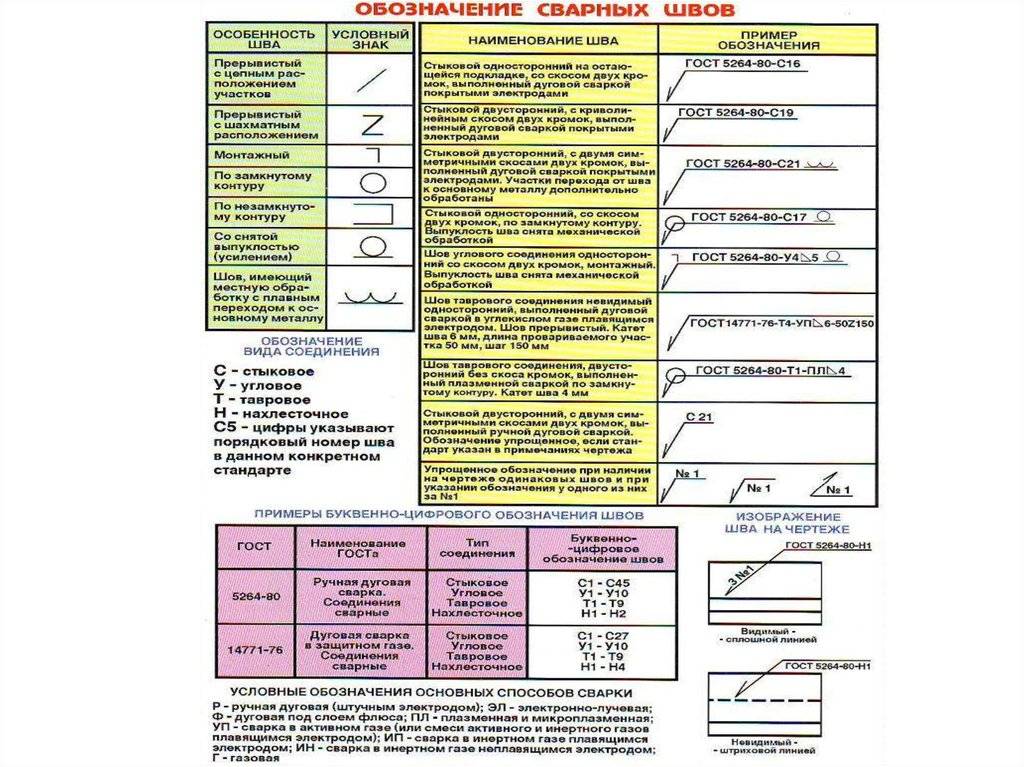
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 – С40 |
| Тавровое | Т1 – Т9 | |
| Нахлесточное | Н1 – Н2 | |
| Угловое | У1 – У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 – С27 |
| Тавровое | Т1 – Т10 | |
| Нахлесточное | Н1 – Н4 | |
| Угловое | У1 – У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
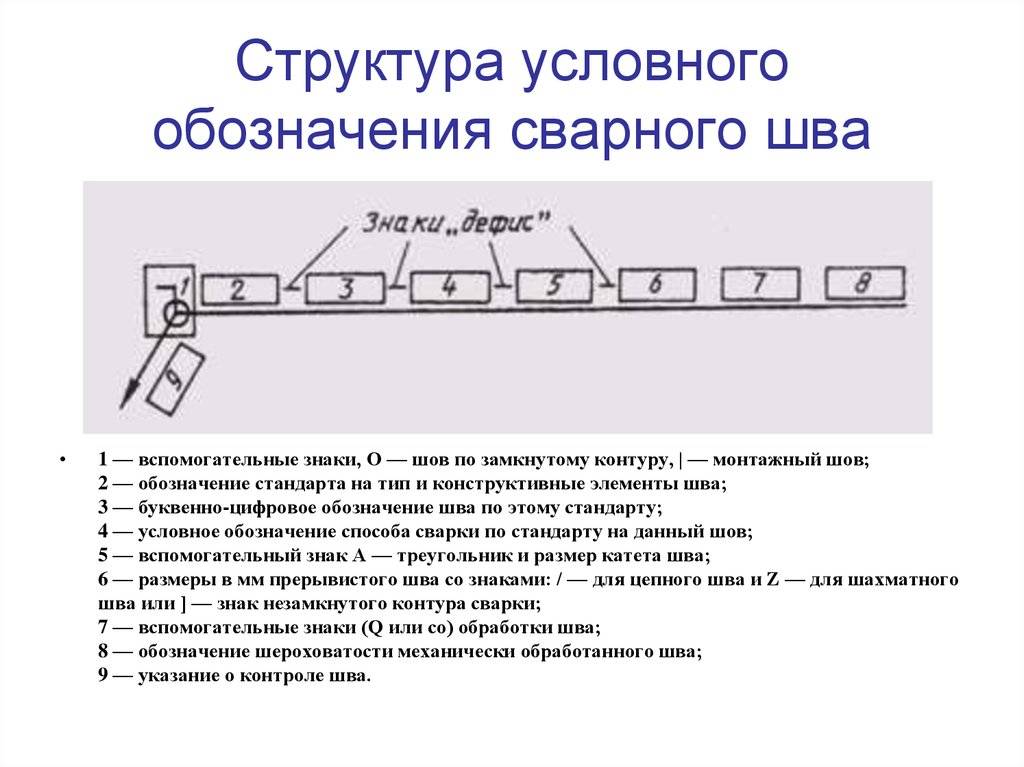
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
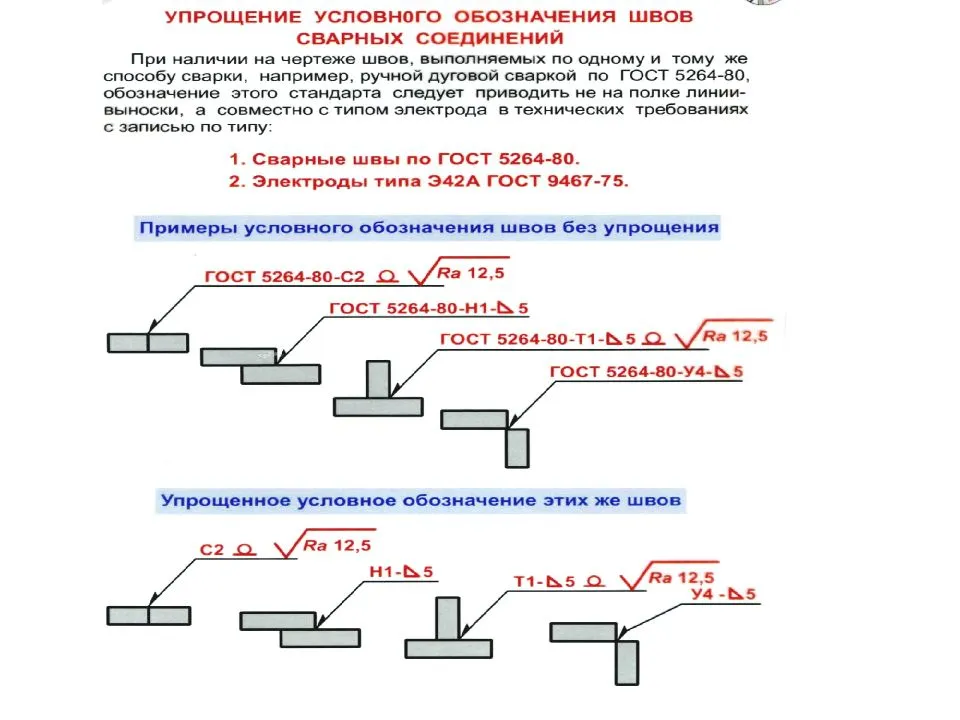
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
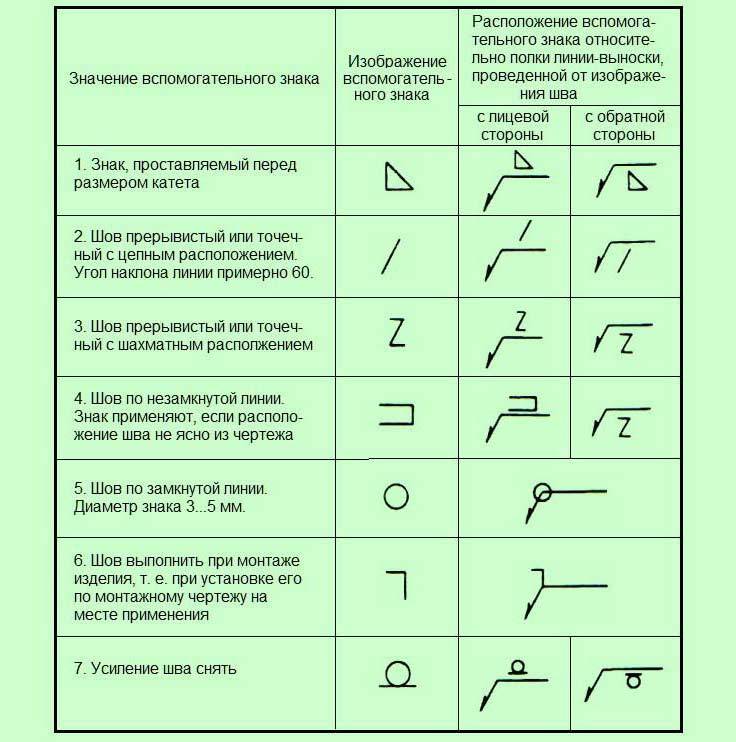
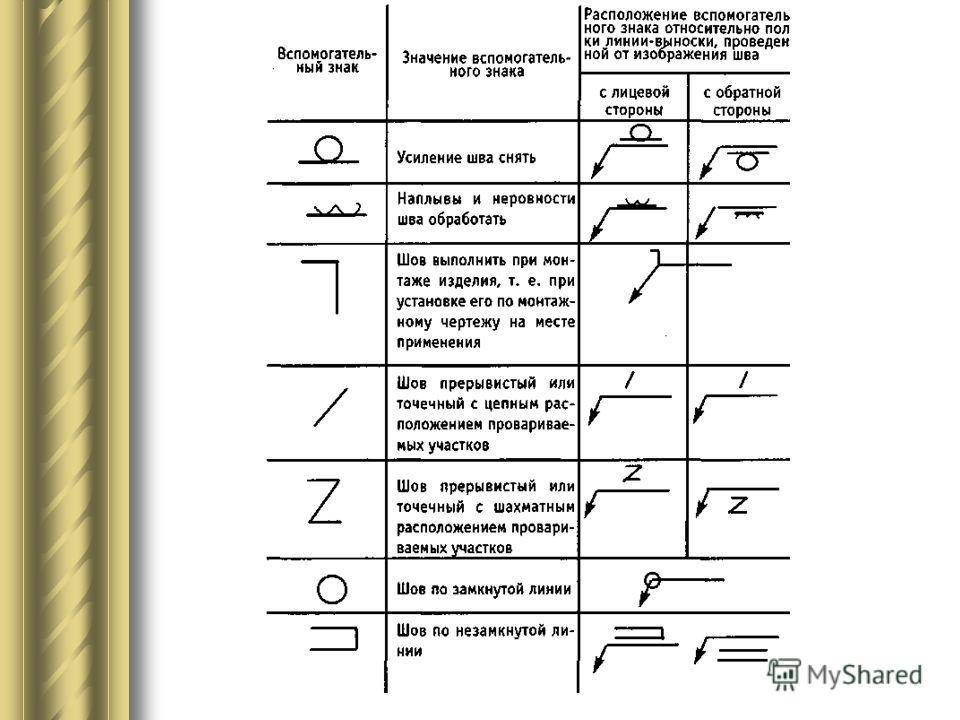
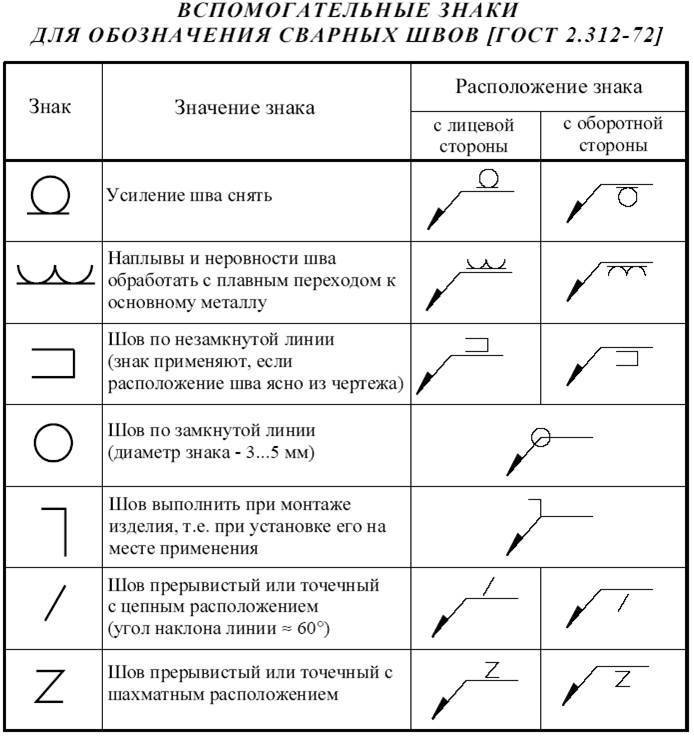
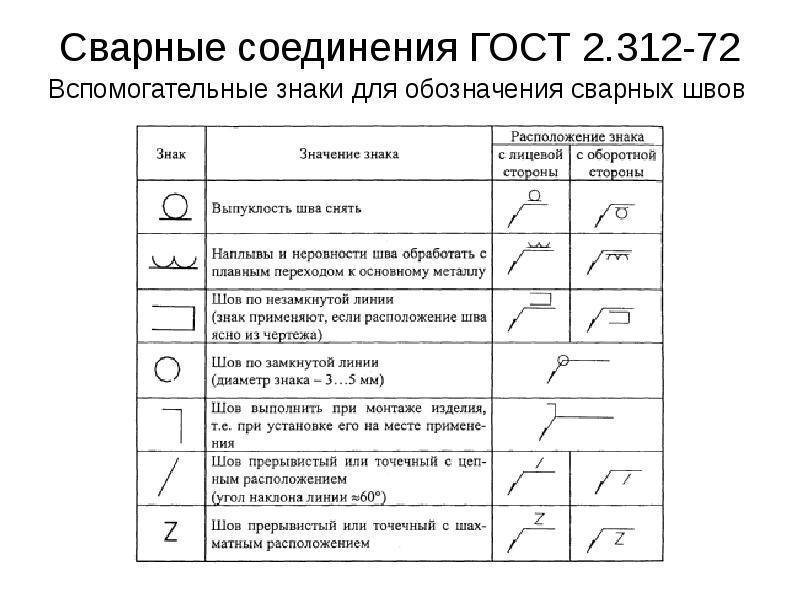
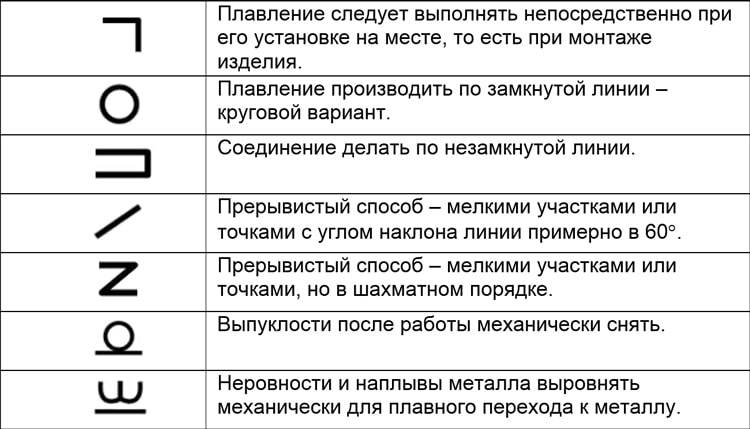
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ Вспомогательные
2.1. СОЕДИНЕНИЙ знаки для обозначения сварных приведены швов в таблице.
Вспомогательный знак | Значение знака вспомогательного | Расположение вспомогательного знака относительно линии полки-выноски, проведенной от изображения шва | |
с стороны лицевой | с оборотной стороны | ||
Усиление шва Наплывы | |||
снять и неровности шва обработать с плавным основному к переходом металлу | |||
Шов выполнить при изделия монтаже, т.е. при установке его по монтажному месте на чертежу применения | |||
Шов прерывистый или цепным с точечный расположением Угол наклона линии 60° | |||
прерывистый Шов или точечный с шахматным расположением | |||
замкнутой по Шов линии. Диаметр знака — 3…5 мм | |||
Шов по линии незамкнутой. Знак применяют, если расположение ясно шва из чертежа |
Примечания:
1. За лицевую сторону шва одностороннего сварного соединения принимают сторону, с производят которой сварку.
2. За лицевую сторону двустороннего сварного шва соединения с несимметрично подготовленными кромками сторону принимают, с которой производят сварку основного лицевую.
3. За шва сторону двустороннего шва сварного симметрично с соединения подготовленными кромками может быть любая принята сторона. В условном обозначении шва знаки вспомогательные выполняют сплошными тонкими линиями. знаки Вспомогательные должны быть одинаковой высоты с входящими, цифрами в обозначение шва.
2.2. Структура условного стандартного обозначения шва или одиночной сварной приведена точки на схеме (черт.5).
Черт.5-10
Черт.5
выполняют Знак сплошными тонкими линиями. Высота должна знака быть одинаковой с высотой цифр, обозначение в входящих шва.
2.3. Структура условного обозначения шва нестандартного или одиночной сварной точки схеме на приведена (черт.6).
Черт.6
В технических требованиях или чертежа таблицы швов указывают способ которым, сварки должен быть выполнен нестандартный Условное.
2.4. шов обозначение шва наносят:
а) на полке выноски-линии, проведенной от изображения шва с лицевой черт (стороны.7а);
б) под полкой линии-выноски, изображения от проведенной шва с оборотной стороны (черт.7б).
Обозначение.7
2.5. Черт шероховатости механически обработанной поверхности наносят шва на полке или под полкой выноски-линии после условного обозначения шва (или.8), черт указывают в таблице швов, или технических в приводят требованиях чертежа, например: «Параметр поверхности шероховатости сварных швов…». Примечание. Содержание и граф размеры таблицы швов настоящим стандартом не Черт.
регламентируются.8
2.6. Если для шва сварного установлен соединения контрольный комплекс или категория шва контроля, то их обозначение допускается помещать под выноской-линией (черт.9).
Черт.9
В технических требованиях таблице или швов на чертеже приводят ссылку на нормативно соответствующий-технический документ.
2.7. Сварочные материалы чертеже на указывают в технических требованиях или таблице Допускается. швов сварочные материалы не указывать.
2.8. При чертеже на наличии одинаковых швов обозначение наносят у изображений из одного, а от изображений остальных одинаковых швов линии проводят-выноски с полками. Всем одинаковым присваивают швам один порядковый номер, который линии:
а) на наносят-выноске, имеющей полку с нанесенным шва обозначением (черт.10а);
б) на полке линии-выноски, изображения от проведенной шва, не имеющего обозначения, с лицевой черт (стороны.10б);
в) под полкой линии-выноски, изображения от проведенной шва, не имеющего обозначения, с оборотной черт (стороны.10в).
Черт.10
Количество одинаковых швов указывать допускается на линии-выноске, имеющей полку с обозначением нанесенным (см. черт.10а).
Примечание. Швы считают если, одинаковыми: одинаковы их типы и размеры конструктивных поперечном в элементов сечении; к ним предъявляют одни и те же требования технические.
2.9. Примеры условных обозначений швов соединений сварных приведены в приложениях 1 и 2.
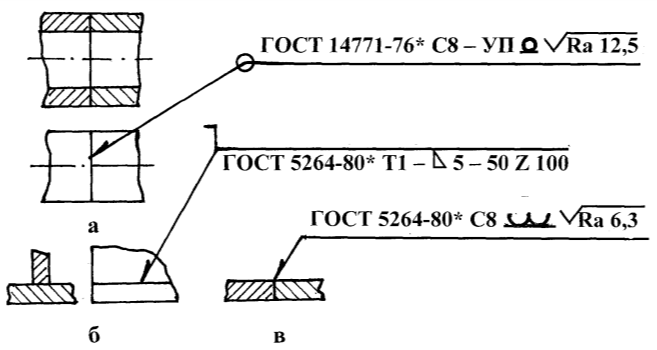
Как читать условные обозначения сварки на чертежах
Для этого возьмем конкретный пример — как он выглядит в настоящем чертеже.
Неподготовленный глаз видит здесь непонятный набор букв, цифр и прочих загадочных знаков. Подготовленный — четкий и понятный алгоритм, который упрощает работу с чертежом.
Остановимся на каждом элементе отдельно:
о — кружок в нашем случае обозначает, что шаг по замкнутой линии является круговым. А вообще здесь указывают, замкнутая это линия или монтажное соед-е. В последнем варианте — это флажок.
Односторонней стрелкой обозначают линию шва. Она же является и полкой, с размещенными на ней УО — как и в нашем варианте. Если шов находится с изнаночной стороны, то все обозначения пишут под полкой.
- ГОСТ 14771-76 — здесь указывают, каким стандартом руководствовались при использовании условных обозначений;
- Т3 — у нас тавровое соединение (обозначается буквой Т). На этом месте пишут тип соед-я и элементы его конструкции (буквенно-цифровая комбинация). В примере выше — тавровый двусторонний угловой шов без скоса кромок.
Соединения или швы еще бывают:
- стыковыми С — соединяются смежные торцы
- нахлесточными (Н) — поверхности сварки смещаются и одна перекрывает немного другую
- угловыми (У) — торцы заготовок свариваются под конкретным углом
- особыми (О) — способы, не предусмотренные ГОСТами.
- УП — способ сварки. У нас — дуговая сварка в углекислом газе.
К вариантам сварки также относят:
- автоматическую под флюсом (А) — подушки и подкладки отсутствуют
- предыдущий вариант с подушкой (Аф)
- в инертном газе вольфрамовым электродом без присадки (ИН)
- предыдущий вариант с присадкой (ИНп)
- в инертном газе с электродом, который плавится (ИП)
- предыдущий вариант только в углекислом газе (УП).
- ◺6 — описание типа и размеров элементов конструкции. В нашем примере сказано, что размер катета стыка равен 6 мм. Варианты соединения еще бывают и такими: одно- и двусторонними (SS и BS соответственно), видимыми и невидимыми (сплошная и пунктирная линии соответственно). Иногда используются нестандартные швы — в стандарте вы не найдете информации об их конструктивных размерах.
- 50 — цифра определяет длину непрерывного участка;
- Z — место отводится под характеристику соединения. У нас оно в шахматном виде;
- 100 — цифра описывает соед-е или его компоненты. В нашем случае — шаг со значением 100 мм.
Последний значок в виде подчеркнутого кружочка означает, что поверхности стыка нужно выровнять.
В конце списка условных обозначений могут идти такие знаки:
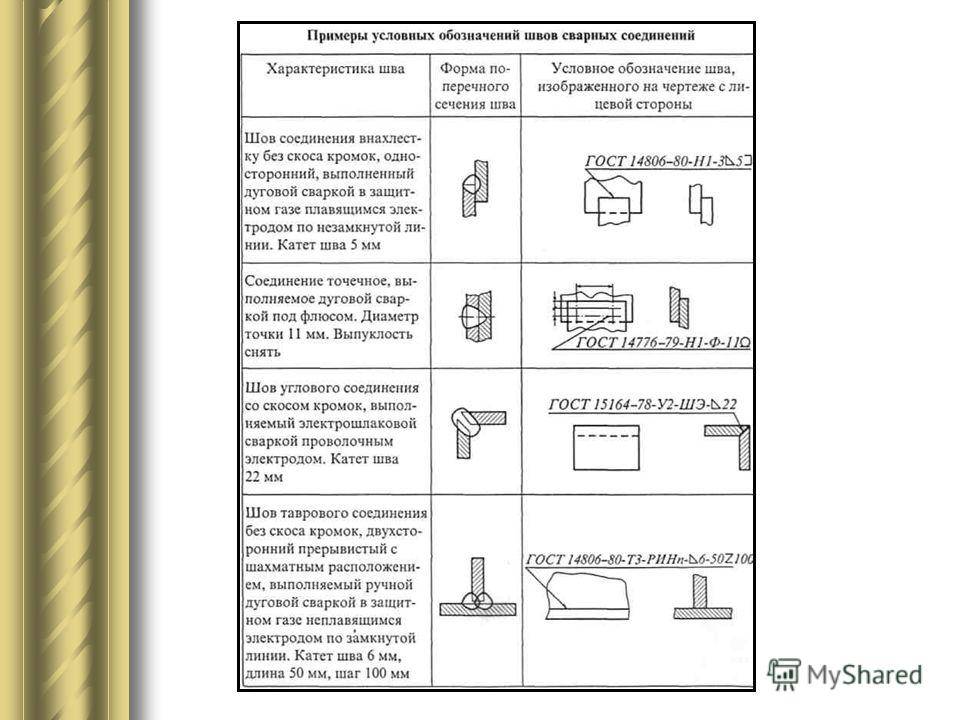
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
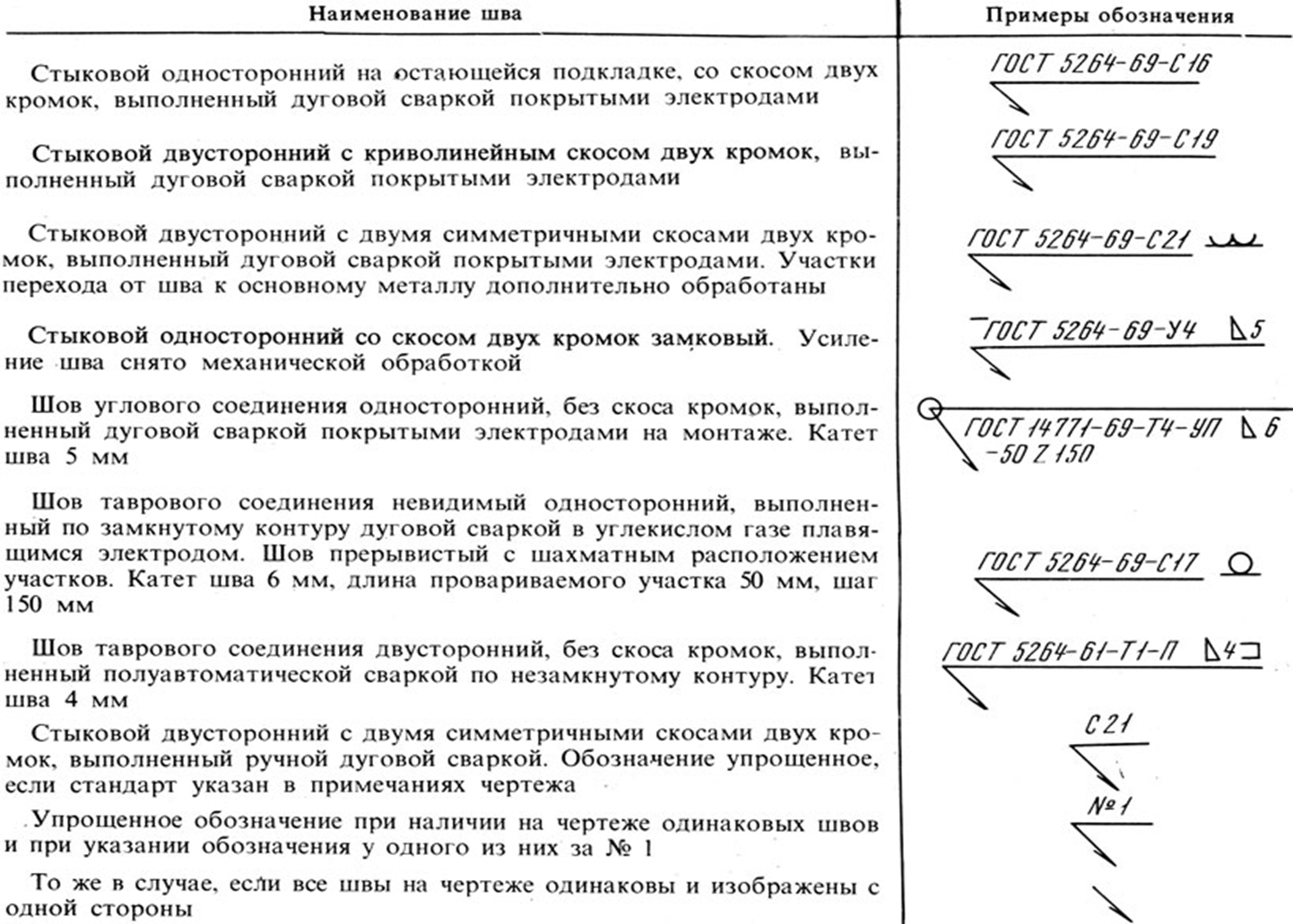
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Расшифровка швов
Во время ручной дуговой сварки и металлической сварки в газовой среде ГОСТ вычленяет разные швы и расшифровки к ним. Виды соединений при сваривании помечаются знаками ради гораздо практичной заметки и сбережения бумаги.
Бывают следующие виды:
- «Н» – нахлесточный;
- «У» – угловой;
- «С» – стыковой;
- «Т» – тавровый;
- «С» – торцевой.
Рассмотрим виды соединений тщательнее.
Стыковое сварное соединение производится по примыкающим граням, при этом свариваемые элементы расположены под одним углом. Этот шов гораздо крепче и основательнее, он обширно формируется при сваривании крайне ответственных металлоконструкций.
За некоторое время до сваривания нужно скрупулезно подготовить металлическую гладь и удостовериться в том, что элементы соединят в согласии с чертежом.
Торцевой шов образовывается по торцам деталей. Боковые плоскости деталей прочно соединяются одна с другой. Во время сваривания тонких металлов зачастую применяется торцевой шов.

Нахлесточный шов не столь притязателен к качеству работы, нежели предшествующие. Однако совместно с тем, он не имеет отличных крепких свойств и плохо переносит нагрузки.
Для его формирования, разместите детали рядом, с незначительным сдвигом вбок, чтобы они в некоторой степени друг друга перекрывали.
Тавровое сварное соединение — крепкое и основательное, однако оно плохо переносит нагрузки на излом. Для изготовления таврового шва, разместите одну деталь вертикально, а другую горизонтально и объедините их, гранью к плоскости.
Угловой шов используют гораздо реже, чем остальные виды соединений. Он сравнительно проверенный и прочный. Одну из деталей торцом можно повернуть к другой и размещаться под различными углами, в согласии с чертежом.
Все сварочные соединения, независимо от вида, бывают односторонними (их также помечают «SS»; это обозначение применяется в чертежах во всем мире) либо двусторонними (обозначение «BS»).
Односторонние швы формируются в ходе сваривания с одной стороны детали, а двусторонние — при сваривании с двух сторон.
Если есть потребность в сваривании элементов способом плавления, значит нужно разделать кромки. Есть огромное количество вариаций раздела кромок, которые описываются различными коэффициентами угла, формата зазора.
Подбор подходящей модели разделки обуславливается толщей металла и сварочным методом. На картинке изображены варианты раздела кромок. Разрешается применять любой вариант.

Аппараты аргонодуговой сварки
Большое количество людей пребывают в состоянии замешательства, сталкиваясь с огромным количеством материалов и инструментов при самостоятельной попытке разобраться, как правильно использовать аргонодуговую сварку. Однако это быстро проходит, так как современные многофункциональные сварочные станции предлагают широкий спектр возможностей.

Существует три вида установок, используемых в бытовых или промышленных условиях:
- Специализированные. Оборудование такого типа используется для выполнения цикличных операций. Чаще всего это автоматические установки на конвейерных линиях промышленных предприятий.
- Специальные. Их также используют на заводах, судостроительных верфях, мастерских по ремонту, где производят обработку изделий одного размера.
- Универсальные. Такая установка необходима как для работы в домашних условиях, так и на любом предприятии. Она считается самой простой и знакомой всем ручной аргонодуговой сваркой, применение которой возможно и в первых двух случаях.
Для качественного выполнения сварочных работ необходимо иметь полный комплект оборудования. В него входят:
- инвертор или трансформатор, являющиеся источником тока для аргонодуговой или полуавтоматической сварки;
- стальной баллон вместе с газовым редуктором для аргона или гелия;
- газовая горелка, осуществляющая подачу инертного газа от баллона;
- осциллятор для бесконтактного розжига;
- электроды из вольфрама или графита, диаметр которых подбирается в зависимости от толщины свариваемых деталей;
- пруток присадочный – требуется при сваривании толстостенных металлических изделий, изготавливается из того же металла, что и заготовка, размер выбирается в соответствии с толщиной свариваемого металла;
- сварочная маска с особым стеклом, защищающая лицо и глаза, и краги (перчатки) сварщика для защиты рук от ожогов.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам
Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
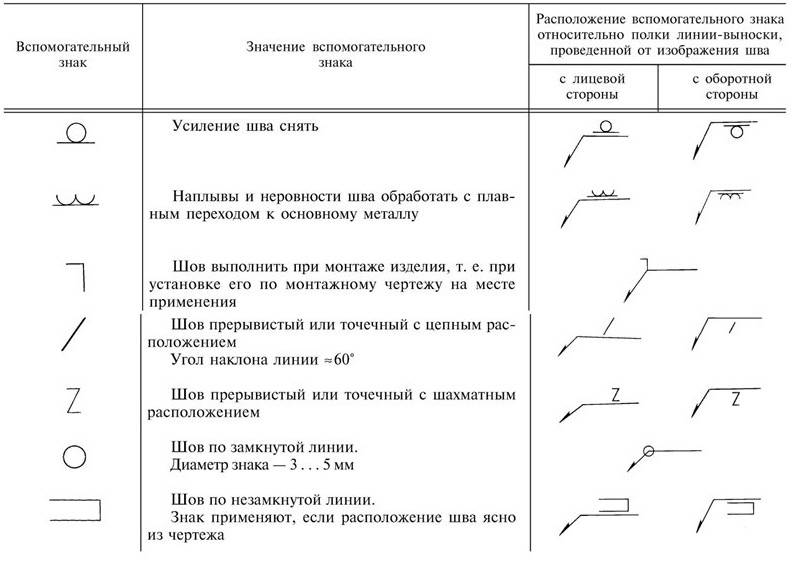
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Заключение
Сегодня каждый работник, имеющий отношение к сварке, обязан уметь читать все чертежи. Без этого навыка невозможно правильно определить тип соединения и технические характеристики шва, что в условиях повышенных требований к качеству работ, является недопустимым. Для изучения условных обозначений рекомендуем работать с готовыми чертежами – они позволят гораздо быстрее воспринимать всю необходимую информацию.
Инженер-технолог высшей категории Поротиков Сергей Викторович, опыт работы – 25 лет: Когда я оканчивал институт, свою дипломную работу я выполнял самостоятельно, по причине отсутствия нужных программ. После приема на работу в проектное бюро при небольшом заводе я узнал, что кроме технологов, грамотно разобраться в чертеже мог только старший мастер, который осуществлял производственный контроль над выполнением работ. Он ценился на вес золота. Сейчас все чертежи выполняются в АвтоКаде – это очень удобно. А самое главное, что их могут читать все опытные сварщики. А вот бывшие студенты в них практически не разбираются. В современных учебных заведениях этому, к сожалению, не уделяют должного внимания».





