

Изделия, произведенные методом холодной ковки
Сделать можно многое, мы перечислим самые распространенные способы применения:
- Садовая мебель: столы, скамейки, стулья, мусорные урны.
- Качели.
- Ограды, заборы и украшение сплошных ворот.
- Балконные перила, а также поручни для лестниц, ступеней. Сами витые конструкции.
- Козырьки и крытые дворы.
- Амбары, теплицы с металлическим каркасом, а также любые металлоконструкции, где может понадобится гнутый металлопрофиль.
В статье мы дали чертежи самодельных станков для холодной ковки своими руками, рассказали о их особенностях и отличиях. В качестве завершения темы посмотрим еще одно видео о том, как в домашних условиях изготовить полноценное оборудование:
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Функционал и сферы применения станков для холодной ковки
Для начала давайте определимся с возможностями изделий и сферой их применения. Как несложно догадаться, любой представитель данной категории предназначен, в первую очередь, для изменения формы металла и придания ему большей прочности путём прессования. Подобный функционал будет полезнее всего в следующих направлениях:
- производство строительных элементов различной сложности;
- изготовление деталей из круглого, листового и трубного металлопроката в машиностроительной отрасли;
- создание стальной мебели, декоративных объектов интерьера, холодного оружия, а также иных изделий подобного толка (как самодельных, так и заводского производства).
 ФОТО: imfast.comДля производства сложных элементов вам понадобится приобрести два (или более) вида станков – металлообработка требует немалых затрат
ФОТО: imfast.comДля производства сложных элементов вам понадобится приобрести два (или более) вида станков – металлообработка требует немалых затрат
Особенности самостоятельного сооружения станка для холодной ковки
Лучше всего заранее позаботиться о том, чтобы изгибов и волн у этого типа оборудования было как можно больше. Различные узоры и вензеля проще создавать, если прибор с самого начала оснащён большим количеством насадок.
При создании устройств придерживаются следующей последовательности действий:
Берётся металлическое полотно. Размер изделия зависит от того, сколько узоров располагается на поверхности. Сами шаблоны размещают таким образом, чтобы для изготовления осталось достаточно свободного пространства. Материал с насадок может смещаться, если места будет недостаточно.
Шаблоны могут быть простыми, либо содержать большое количество поворотов вензелей. Сами чертежи станка холодной ковки бесплатно можно получить благодаря тематическим сайтам. Можно заранее подумать о том, какими будут изгибы в собранном и разобранном состоянии. Максимально прочным должен быть материал, благодаря которому фиксируются подвижные части.
Создание прорезей прямоугольной формы обеспечивает смену насадок на постоянной основе. Сменные шаблоны для ковки тоже вставляются внутрь без проблем. Заготовки крепятся на металлические пластины в форме прямоугольника. Болты обеспечивают создание надёжных креплений, вне зависимости от того, какой используется ручной станок для холодной ковки.
На первом этапе обычно собирают стойку, которая используется в качестве опоры. В единое целое соединяют отрезы трубы и сочленения между ними. Итоговая конструкция может напоминать табуретку по своему внешнему виду. Аппараты для сварки и различные пилы используются для соединения, либо для создания отрезков определённого размера.
Нарезка металлических листов – следующий шаг. Нужно получить круги и треугольники с равными сторонами, диаметрами. Треугольные конструкции крепятся на низ конструкции. В итоге должна получиться форма, напоминающая пирамиду. В центральной точке вырезанной окружности приваривают основание с более широкой площадью.
К кругу с уже приваренным элементом присоединяют четыре планки, расположенные в горизонтальной плоскости. Дрелью проделывают отверстия в изделии, потом соединяют всё болтами.






Следующий шаг предполагает сооружение рукояти. Для этого берут два прутка с одинаковой длиной. Один из прутков должен иметь диаметр, равный уже имеющемуся кругу. Другой превышает этот показатель, только при соблюдении данного правила получается подходящий результат. Первый прут сгибают на величину 30 градусов. Между первыми двумя отрезками обязательно оставлять небольшую перемычку.
К концу рычага крепят подшипник, чтобы в будущем можно было работать с разными направлениями. Дополнительное соединение требуется с концом в нижней части конструкции.
Художественную холодную ковку невозможно представить без использования соответствующих станков. Современные технологии делают так, что практически каждый домашний мастер может попробовать самостоятельно что-то сделать.
Станки для холодной ковки могут быть заводскими, либо изготовленными собственными силами. Это не меняет результата и готовой работы, которая получается при грамотном подходе к делу
Важно заранее запомнить, какие движения и в какую сторону выполнять для получения соответствующего результата
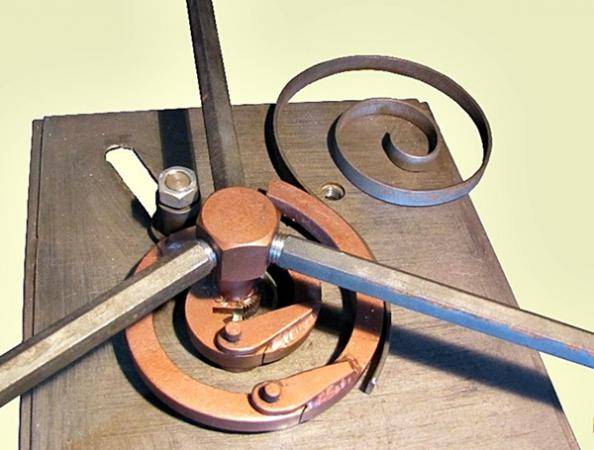
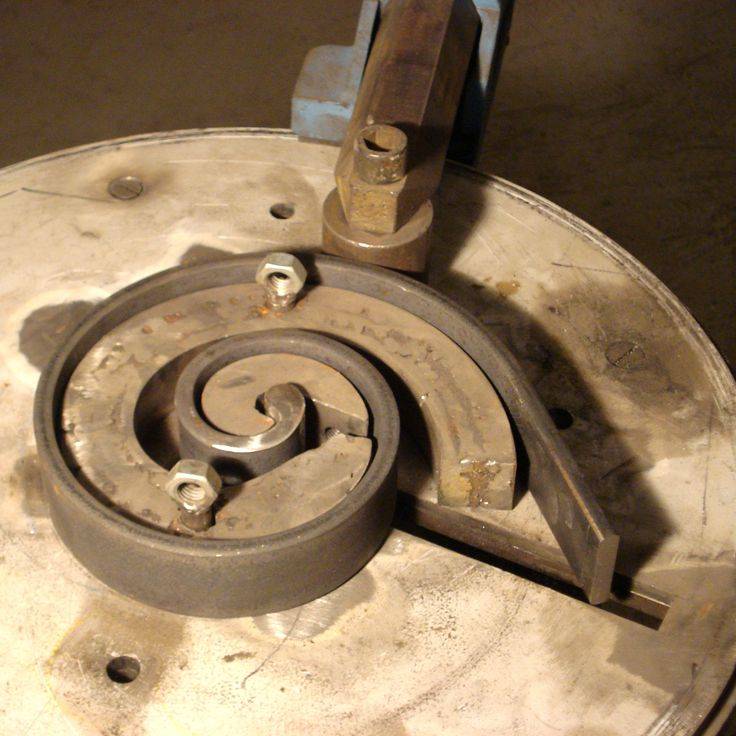
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
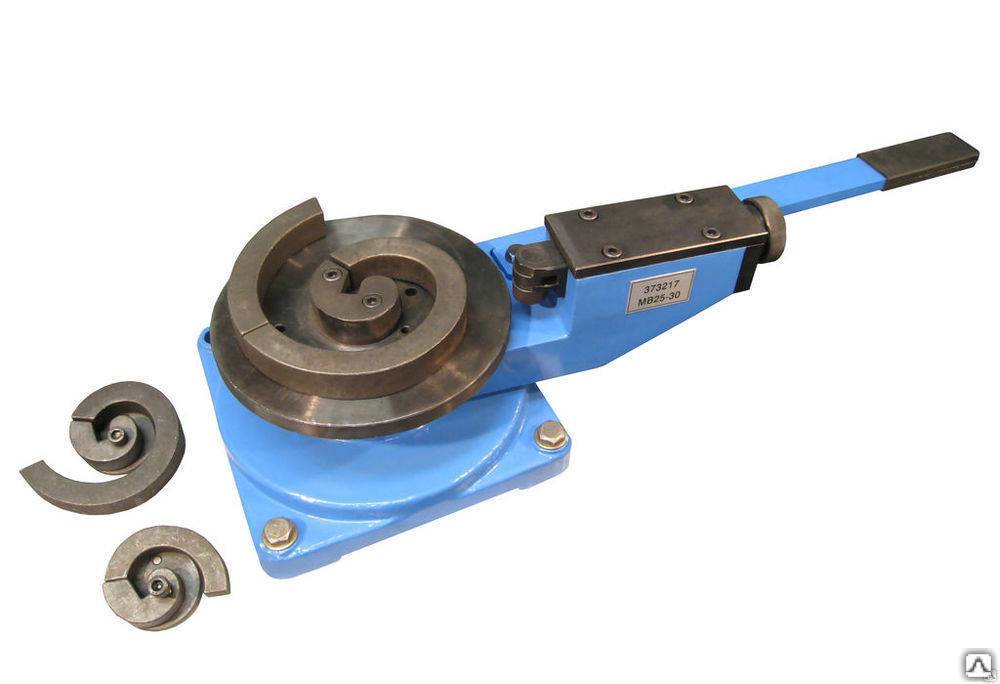
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Технологические особенности художественной ковки
Процесс ручной художественной ковки металла разбивается на несколько отдельных операций. Начинается он с разогрева болванки в горне или другом типе нагревателя. В зависимости от качества угля, подачи воздуха в горн и массы заготовки разогрев может занять от нескольких минут до нескольких часов. При изготовлении изделий, имеющих сложную форму, большое количество деталей или отверстий, изделие может остыть. Тогда его возвращают в горн и повторяют нагрев.









Собственно ковочные операции бывают следующие:
- Осадка. Удары молотом наносятся сверху вниз, исходная высота уменьшается, а ширина увеличивается. Это подготовка заготовки для вытяжки.
- Вытяжка. Удары по заготовке наносятся вдоль продольной оси вдоль, и заготовка плющится в направлении ударов, и длина ее таким образом увеличивается.
- Раздача — подвид вытяжки, применяется для увеличения диаметра пустотелых заготовок.
- Прошивка – получение отверстий, углублений или пазов.
- Закручивание – многократный поворот одной части заготовки относительно другой. При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.
- Рубка — процесс разрубания изделия на две или более части. Применяется также для коррекции формы и размеров изделия. Иногда из заготовки вырубают готовое изделие, пользуясь для этого фигурными штампами.
- Гибка – проводится для изменения формы изделия при изготовлении деталей кольцевой или гнутой формы.
- Сварка — соединение в единую деталь двух или нескольких частей.
По окончании ковки изделие окунают в емкость с жидкостью для охлаждения и закалки. Традиционно используют воду, однако при ковке специальных сортов стали, таких например, как булат, применяют различные кислоты и масла. Легенда гласит, что некоторые мастера после ковки меча охлаждали его, втыкая в тело раба.
Конструкция станков
Довольно простая реализация может подразумевать целый ряд самодельных конструкционных решений и часто принципиально разные чертежи.
Из них можно всегда выбрать максимально оптимальную модель, отличающуюся:
- низким уровнем трудоемкости и простотой использования;
- низкой стоимостью реализации и простотой;
- небольшими габаритами;
- универсальностью (возможностью использования для нескольких операций).

Насадки для станков
Станки выполняются из черного проката – уголка, листа и профиля, отдельные элементы соединяются с помощью сварки. Оборудование может устанавливаться на стол и иметь тяжелую раму, предварительно закрепленную опору, или подразумевать крепления, которые фиксируются своими руками при установке оборудования на стол.
Изначально стоит начинать с простых станков, затем всегда можно продолжить и конструировать полупрофессиональные станки, которые позволят выполнять больший объем работ. Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Самодельные станки для ковки металла – усовершенствованные:

Самодельный станок
Профессиональное оборудование для холодной и горячей ковки металла:

Горячая ковка
Оборудование для кузницы
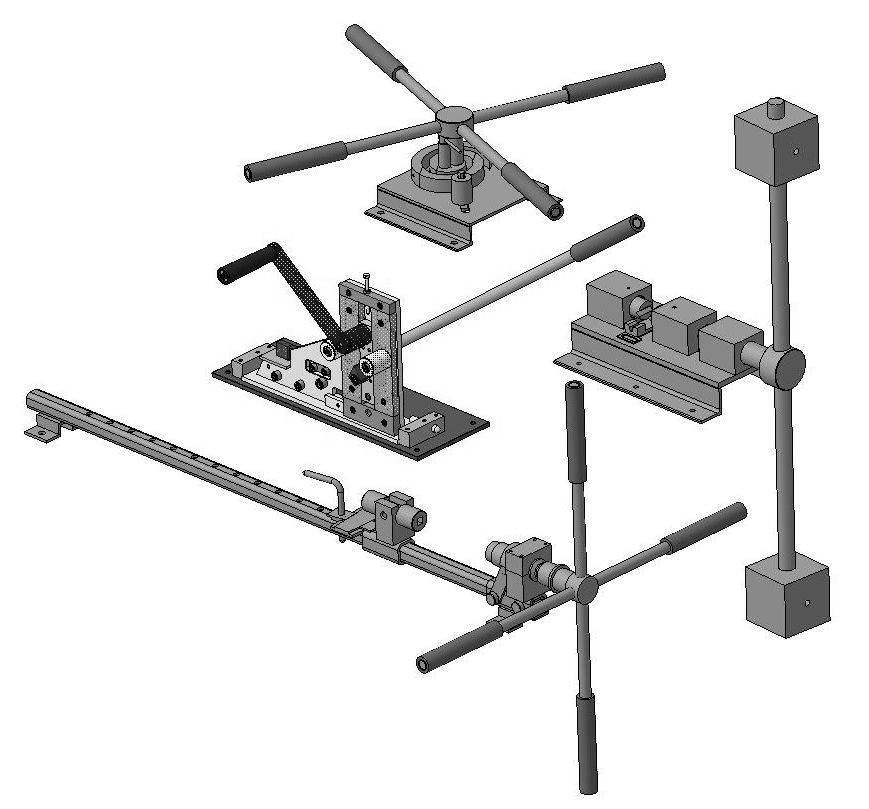
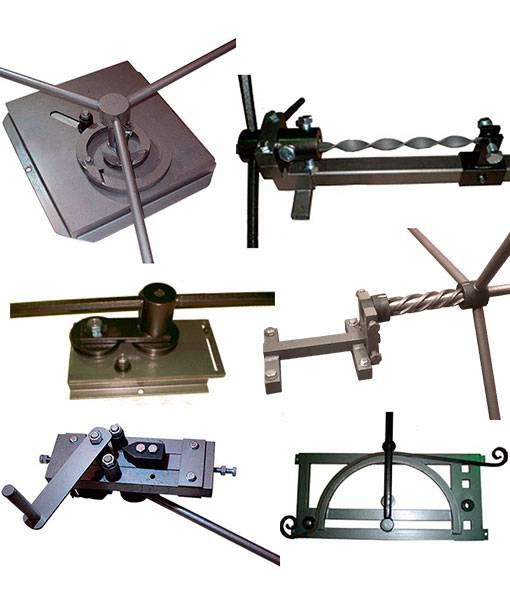
Детали готовят на простом оборудовании без автоматизации, иногда массивные элементы требуют механизированного вмешательства. Для начала кузнечной ковки холодным способом потребуются основные приспособления:
- улитка;
- гнутик;
- твистер;
- глобус;
- волна;
- фонарик.
Профессионалы-кузнецы советуют сэкономить на покупке оборудования. В комплекте к аппарату предлагаются простые приспособления, их человек изготавливает своими руками или заказывает знакомому слесарю. Недостающие приспособления докупаются в отдельном порядке.
Правила использования
 С помощью гнутика обрабатывают прокат и сгибают его, допускается работа с квадратным профилем или полосой. От горячего способа отличается тем, что не требуется предварительный подогрев и использование кузнечной вилки. Шаблон «гнутик» состоит из смонтированных на прочном основании-раме закаленных роликов, приспособление позволяет выбрать любой угол сгибания.
С помощью гнутика обрабатывают прокат и сгибают его, допускается работа с квадратным профилем или полосой. От горячего способа отличается тем, что не требуется предварительный подогрев и использование кузнечной вилки. Шаблон «гнутик» состоит из смонтированных на прочном основании-раме закаленных роликов, приспособление позволяет выбрать любой угол сгибания.
При помощи улитки получаются завитки и невысокие спирали, а название приспособление получило из-за вида редуктора витой формы. Обрабатывается пруток, квадрат, полоса. Кондуктор состоит из расположенного центрально кулачка, малой и большой дуги. Для небольших завитков дуги не применяют, поэтому их снимают, делая гибку с помощью одного кулачка.
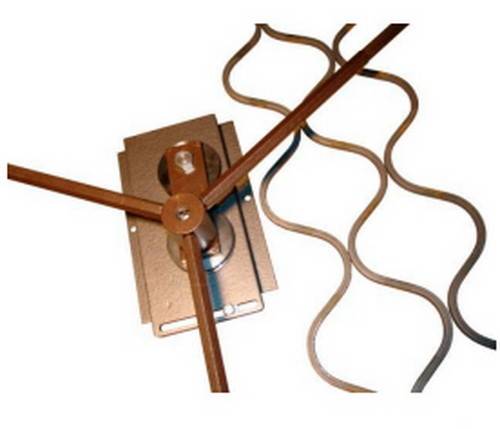
Волна приспособлена для изготовления витых, повторяющихся элементов. Основой устройства служат два диска из сталей, укрепленных на рабочем основании. Чтобы регулировать форму волны и шаг искривления, предусмотрена регулировка щелей меду дисками с помощью креплений на разных расстояниях одно от другого.
https://youtube.com/watch?v=D3shTEE_cZw
Твистер предназначен для закручивания спирали вокруг своей оси проката в виде квадрата или полосы. Устройство представляет собой поворачивающуюся головку на основании. Длина элемента регулируется ползунком. Заготовку крепят и рукоятками закручивают в требуемую форму.
Фонарик служит для выпуска элемента, который, на первый взгляд, кажется сложной переплетенной конструкцией из согнутых квадратов и прутков. Технологические приемы похожи на работу с твистером, когда применяется крутящаяся головка и подвижный ползунок, поэтому при отсутствии в оснастке кузнеца фонарика его можно заменить, используя специальную вставку к твистеру.
Глобус позволяет изогнуть дугу не только в плоскости, но и поднять ее в объемном плане, устройство часто именуют объемником. В основе работы применяется дуговой шаблон и ролики из закаленных сталей, дающие свободное движение ручному приводу. Работает с квадратом до 14 мм, средней ширины полосой и прутком. Чаще всего такие декоративные элементы используют в объемных решетках.
Станок для гибки
 Решение приобрести специальный универсальный станок для холодной гибки проката возникает, когда работа из кустарной переходит в профессиональное изготовление изделий на заказ. Если осуществляется продажа на рынке кованых элементов, то стоимость оборудования в таком случае окупаема. В его комплектации предусмотрены устройства для основных и сопутствующих операций и степень автоматизации усилий важна при работе. Стоимость станка ориентировочно составляет 260−350 тыс. рублей, но гибка большого числа элементов потребует от кузнеца меньше времени и сил.
Решение приобрести специальный универсальный станок для холодной гибки проката возникает, когда работа из кустарной переходит в профессиональное изготовление изделий на заказ. Если осуществляется продажа на рынке кованых элементов, то стоимость оборудования в таком случае окупаема. В его комплектации предусмотрены устройства для основных и сопутствующих операций и степень автоматизации усилий важна при работе. Стоимость станка ориентировочно составляет 260−350 тыс. рублей, но гибка большого числа элементов потребует от кузнеца меньше времени и сил.
Дополнительные инструменты
Для организации полноценной работы участка по изготовлению кованых элементов потребуются следующие инструменты:
- Сварочный аппарат потребуется при изготовлении изделий большого габарита, если не используется прием соединения деталей вальцовкой или закручиванием. Металл различной толщины соединяют отличающимися один от другого режимами сварки, используют другие швы. Можно использовать инвертор, который в два раза дороже сварки, но работа с ним проходит без существенных осложнений.
- Для отрезания проката в размер, шлифовки срезов и соединений после сварки используют угловую шлифовальную машину, которая в простонародье называется «болгарка».
- В процессе сборки деталей в общую конструкцию сверлится множество отверстий, для этого приобретают электрическую дрель с набором сверл различного диаметра.
- Если заказчик попросит установить решётку в оконный проем или в качестве ограждения, то потребуется перфоратор, который поможет просверлить отверстия в кирпиче, бетоне и других твердых поверхностях. Дрель с функцией ударного режима со сверлением отверстий в бетоне не справляется.
Торсионные станки
Мастера рекомендуют закручивать пруты для художественной ковки, не пользуясь станками вовсе. Для предотвращения загиба детали у зажатого в тисках конца под дальний конец следует использовать подставку с небольшим вырезом сверху, куда следует закрепить прут.









Торсионные станки
Вращательные станки могут ускорить работу, повысить качество изготовляемых элементов. Так как нагрузка сильно влияет на опору, подставка должна быть повышенной прочности, например, сваренные вместе швеллеры от ста миллиметров.
Исходный материал удерживается оправой квадратного сечения. Из-за сокращения длины прута, следует тщательно проверять надежность крепления оправы. Для этого заднюю бабку делают скользящего вида. Подразумевает холодная ковка станков высокое качество, иначе изделие будет непрочным.
Любой инструмент для холодной ковки требует бережного ухода за собой, своевременного ремонта и наладки. А ручная художественная ковка и вовсе требует сноровки и дисциплины от мастера. Все схемы, кузнечные станки и даже самодельные станки требуют порядка и чистоты.
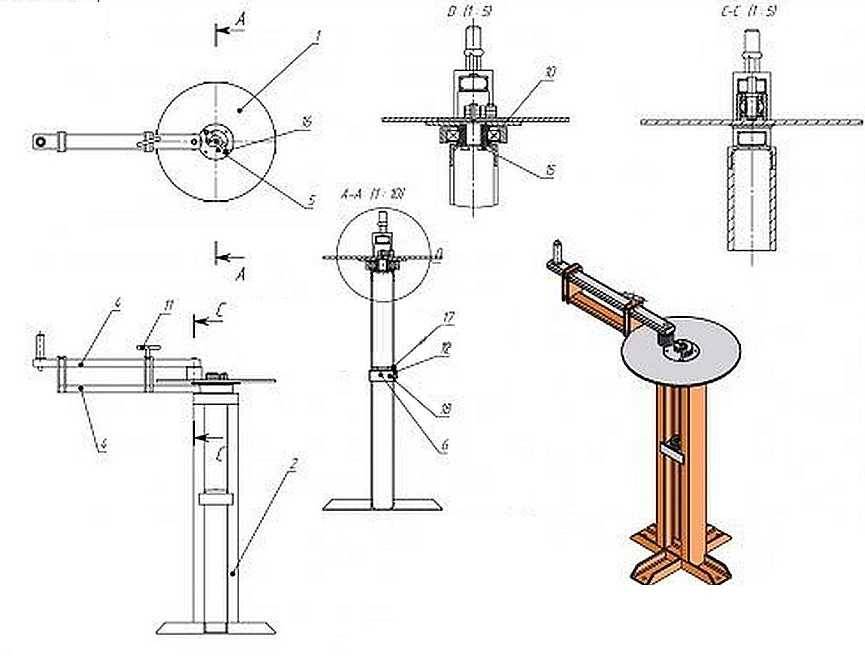
Изготовление станка «Улитка»
Процедура сборки станка имеет несколько этапов, выполнив которые по порядку, вы будете иметь готовое приспособление, которым сможете пользоваться для создания фигурных изделий для вашего дома или дачи. Прежде чем начать холодную ковку вам необходимо сделать чертеж и шаблон. Он изготавливается на миллиметровой бумаге, которая отражает натуральные размеры предстоящего изделия. На бумаге необходимо начинать спираль с постепенно увеличивающимися витками.
Витки нужно увеличивать с учетом шага, если вы решили изготовить симметричные изделия, если же это для вас неважно, то витки спирали можно увеличиваться непропорционально. Перед тем, как собирать станок «Улитка», необходимо сделать чертеж и определить с диаметр заготовок, которые вы затем станете на нем обрабатывать. Шаг надо подбирать, с учетом этого значения: он обязан быть больше, чем сечение обрабатываемого прута
Шаг надо подбирать, с учетом этого значения: он обязан быть больше, чем сечение обрабатываемого прута
Перед тем, как собирать станок «Улитка», необходимо сделать чертеж и определить с диаметр заготовок, которые вы затем станете на нем обрабатывать. Шаг надо подбирать, с учетом этого значения: он обязан быть больше, чем сечение обрабатываемого прута.
Если шаг сделать недостаточно большим, то вы просто-напросто не сможете достать изделие из станка, не повредив его. То есть, вся работа будет сделана зря. Рабочая поверхность улитки своими руками может быть изготовлена из листа металла толщиной от 4 миллиметров. Габариты поверхности будут зависеть от того, изделия какого размера вам нужно обрабатывать – предварительно необходимо сделать чертеж, чтобы все размеры можно было просчитать.
Чтобы изготовить форму, обычно используют полосовой металл, с толщиной не меньше 3 миллиметров. Так, с самодельной улиткой гораздо проще работать. Для того чтобы облегчить процедуру, необходимо закрепить один край заготовки, для того чтобы она не соскальзывала.
В качестве фиксатора можно применять обрезанную часть прута, которая по своему размеру не уступает полосе. В процессе холодной ковки также необходимо фиксировать деталь к верстаку. Так как во время холодной ковки усилие на деталь довольно большое, то стоит подумать о креплении отдельно, так как удерживать самостоятельно изделие у вас не получится – оно может выскочить и испортить все ваши плоды творчества.
Остальные элементы улитки изготовить очень просто – главное, перед тем как приступать к самостоятельному процессу, нужно посмотреть видео и использовать чертеж. Собранный вами станок может быть как разборным, так и монолитным – заранее определите, какая именно конструкция будет для вас более приемлемой, и составьте чертеж, чтобы производить все работы в с помощью него.
- Если вам требуется, чтобы самодельный станок улитка был изготовлен монолитно, то приварите конструкцию на рабочую площадку, для того чтобы все части находились неподвижно. Самое главное при этом виде конструкции – надежно и правильно зафиксировать конец изделия, которое вы собираетесь обрабатывать.
- Если вы решили изготовить разборным станок для холодной ковки, то в этом случае на рабочей площадке необходимо проделать посадочные отверстия, при помощи которых можно будет подсоединить «тело» конструкции с площадкой.
Съемный станок хорош тем, что его при необходимости удобней перенести, или снять конструкцию, чтобы отремонтировать или заменить поврежденные элементы – при монолитном виде конструкции этого сделать у вас не получится.
Но у съемной конструкции качество крепления деталей будет значительно хуже – вам будет необходимо все время самому поправлять резьбовые соединения, так как во время эксплуатации они неизбежно будут ослабевать.
Бывают и другие разновидности станков для холодной ковки, но конструкция типа «Улитка» — считается самой функциональной, при этом сделать ее своими руками довольно просто.





