

Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.
В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
Все они представляют собой сложные механизмы, поэтому до начала работы обслуживающий персонал должен внимательно ознакомиться с инструкцией по эксплуатации. И во время работы придерживаться всех рекомендаций.
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
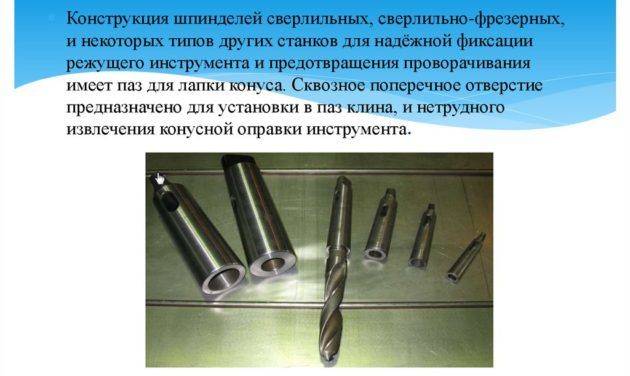
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
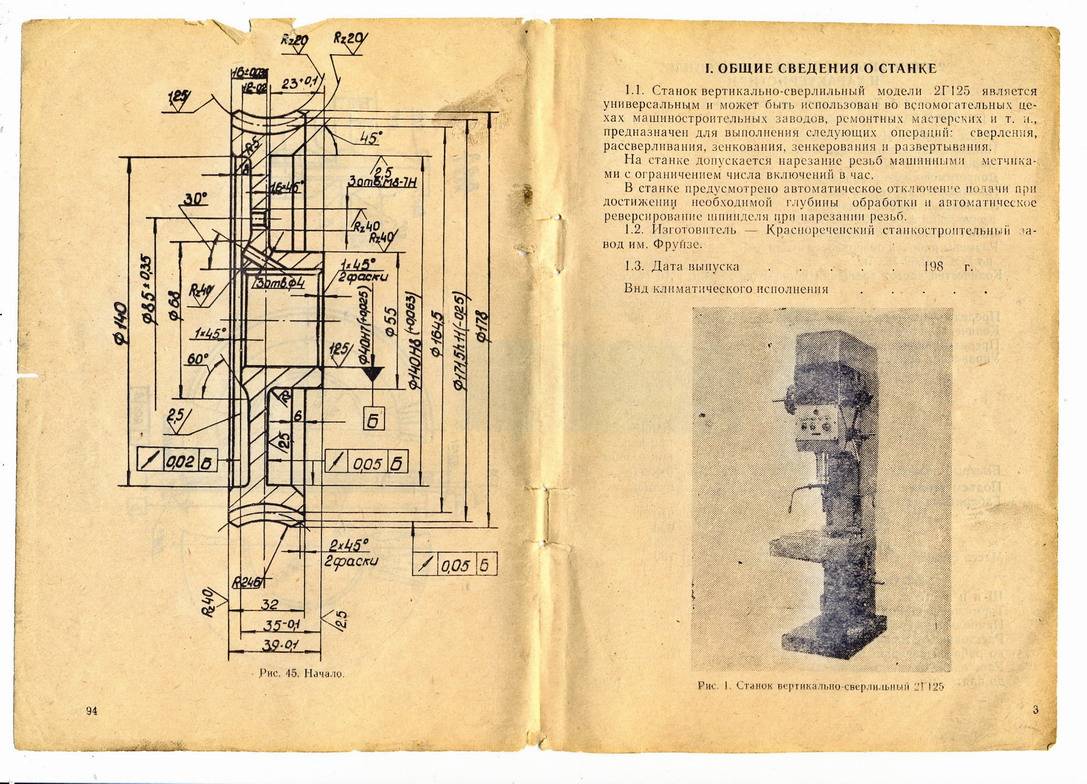
Сверлильная головка вертикально-сверлильного станка 2Н125Л

Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.



Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Применяемые разновидности станка
Паспорт станка имеет указание на универсальность его применения. Применяемая в первые годы после разработки модель с одним шпинделем со временем претерпела ряд изменений. Разработчики создали несколько модификаций станка, имеющих не столь значительные отличия от оригинала, но вносящие разнообразие в комплектацию и расширяющие направления применения агрегата.
Сверлильный аппарат представлен модификациями:
- 2Н125Н;
- 2Н125А;
- 2Н125Ф2;
- 2Н125С;
- 2Н125К;
- 2Н135.
Модель 2Н125Н имеет расширенную функциональность. Это обеспечивается за счет наличия в аппарате многошпиндельных головок. Модель имеет в составе рабочий стол, способный вращаться в нужном направлении.
2Н125А представляет собой агрегат, работающий в автоматическом режиме. Оператор имеет возможность перед началом работы задать необходимый рабочий параметр станка. Манипуляции мастера заключаются в:
- настройке управления станка;
- регулировке кулачков;
- подкручивании шпинделя вместе с головками.
Настройки управления станка
После настройки всех параметров оператор включает станок и контролирует ход выполнения заданных операций.
1 Общие сведения
Любой станок в современной промышленности выполняет тот или иной тип работ. Одни агрегаты используются для нарезания заготовок, другие для их загибания или подготовки к дальнейшей обработке.
Если же мы имеем в виду модель станка 2Н125, то он в первую очередь предназначается для сверления металлических деталей. Однако сверление – это далеко не единственная возможная работа, которую на нем можно выполнять.
Если взглянуть на паспорт устройства и его технические характеристики, то можно понять, что разработчики не зря добавляют к его названию приставку «универсальный». Ведь использовать его можно для осуществления еще целого ряда работ.

Станок 2н125 очень удобен для обработки деталей с небольшими габаритами и массой
Так, образец 2Н125 может применяться для рассверливания и развертывания отверстий, зенкерования, нарезания резьбы разных диаметров и т.д.
При всем этом он имеет крайне простую конструкцию рабочего элемента, что состоит из единственного шпинделя. Хотя некоторые модификации уже оборудования поворотными насадками, что позволяют использовать одновременно несколько рабочих сверл, а также других необходимых инструментов.
Базовая модель способна работать со сверлами диаметром до 25 мм. Улучшенные образцы в этом плане мощнее, и их технические характеристики позволят пользовать сверлами диаметром 35 мм.
Что интересно, изобрели это устройство очень давно. Производить его начали еще на Одесском станкостроительном заводе. Однако во времена войны завод эвакуировали в город Стерлитамак, где и было налажено полное производство таких станков для обеспечения экономики страны.
Причем встречается этот агрегат до сих пор и в огромных количествах. При должном уходе он даже сейчас работает практически безотказно. А все потому что кинематическая схема его сборки и технические характеристики подобраны так, чтобы механизм мог работать в любых условиях, а в случае поломки быстро ремонтировался подручными средствами.
Как вы сами понимаете, такие технические характеристики привлекают производителей. Ведь достаточно взглянуть в паспорт изделия, чтобы понять, что оно мало чем уступает современным моделям станков.

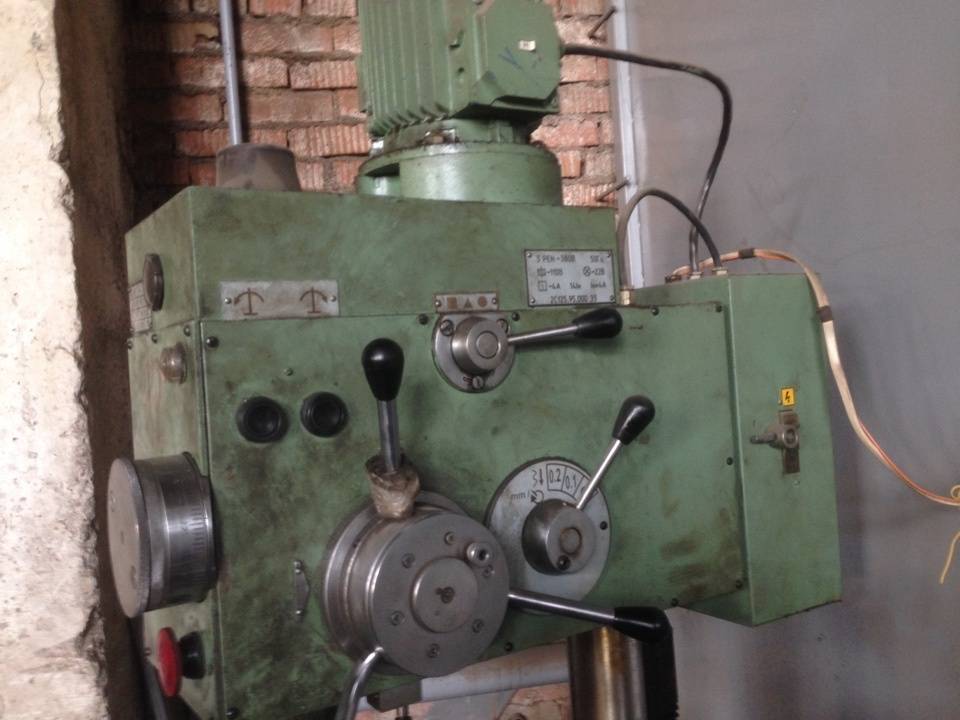
Внешний вид станка 2н125 в производственном цеху
Да, оно намного тяжелее, не столь удобно в работе, но опытный рабочий на механизме такого типа сможет выполнять те же функции с одинаковой производительностью. А вот стоимость станка, если взглянуть в паспорт, на порядок отличается от стоимости современных моделей.







1.1 Основные разновидности
Паспорт станка 2Н125 не зря указывает, что он является универсальным агрегатом и предназначается для использования в разных ситуациях.
Об этом свидетельствует и кинематическая схема его сборки. И хотя изначально его поставляли в виде одношпиндельной модели, но длительный процесс эксплуатации позволил производителям выпустить несколько интересных модификаций.
На рынке сейчас представлены следующие разновидности станка 2Н125:
- 2Н125А;
- 2Н125С;
- 2Н125Н;
- 2Н125К;
- 2Н125Ф2.
Модели 2Н125А – это своеобразная попытка сделать устройство автоматизированным. Здесь схема настройки задается с помощью подкрутки шпинделя, головок и регулировки нескольких положений. После этого рабочему остается только запустить агрегат и наблюдать за процессом.

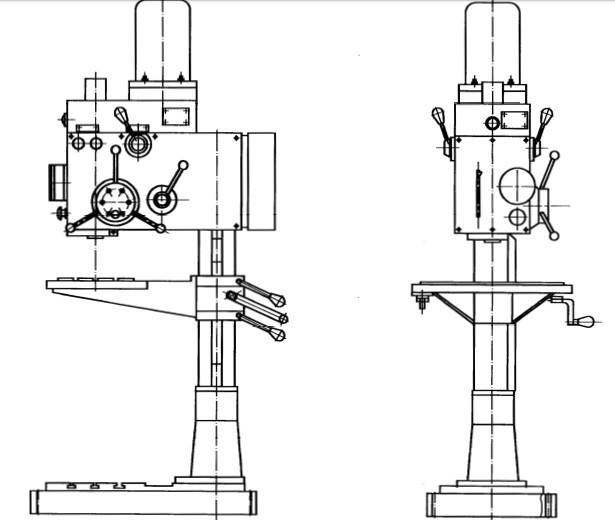
Вертикально сверлильный станок модели 2Н125 С
Модель 2Н125С – это многофункциональные станки, на которые предусматривается возможность установки шпинделя с несколькими гнездами. Причем шпиндель можно регулировать, закреплять в нужном положении и т.д.
Модель 2Н125Н имеют не только многошпиндельные головки, но и многофункциональные стволы с возможностью вращения.
Образец 2Н125К оборудован крестовым столом и возможность настраивать точные координаты сверления.
Ну а станки 2Н125Ф2 оборудованы механизмом ЧПУ, револьверной головкой шпинделя и крестовым столом, как в предыдущей версии. Они считаются самыми продвинутыми.
Не будем забывать и про модели 2Н135, которые тоже являются разновидностью рассматриваемого механизма. Последние две цифры в его маркировке – это максимальный диаметр сверления отверстий. Поэтому модель 2Н135 или сверлильный станок 2н125 отличается от базовой, только возможностью создавать отверстия диаметром до 35 мм.
Приемы сверления легких сплавов
Многие виды и марки легких сплавов характеризуются меньшим сопротивлением резанию, чем черные металлы. Поэтому их обрабатывают на повышенных скоростях резания инструментами из быстрорежущих сталей, оснащенными твердыми сплавами. При обработке отверстий, например в магниевых сплавах (МЛ4, МЛ5 и др.), на сверлильных станках следует учитывать, что экономичная величина скоростей при пользовании указанными инструментами значительно выше той, которую могут обеспечить сверлильные станки. Кроме того, при обработке магниевых сплавов на больших скоростях возникает опасность их самовоспламенения.
Учитывая специфику обработки легких сплавов, сверление их рекомендуется производить, соблюдая следующие правила:
- 1. Отверстия в заготовках из магниевых сплавов надо сверлить сверлами из углеродистых или легированных иструментальных сталей. На передней поверхности сверла делать фаску с передним углом, равным 5° (рис. 87), и шириной 0,2..0,6 мм в зависимости от диаметра сверла (фаски тем шире, чем больше диаметр сверла).
- 2. Для уменьшения осевой силы резания и получения дробленой стружки у этих же сверл следует подтачивать перемычку до толщины 0,08..1,0 диаметра сверла D; угол φ делать равным 45°, задний угол α ~ 15°.
- 3. У сверл для сверления отверстий в дюралевых сплавах марок Д1, Д16 и др. должна быть хромирована режущая часть. Это предохраняет от прилипания к сверлу мелких частиц металла, которые усложняют сход стружки, увеличивают шероховатость обработанной поверхности и ускоряют износ сверла.
- 4. Для сверления алюминиевых сплавов необходимо применять сверла с большими углами φ и ω, чем для сверления черных металлов; угол φ должен быть равен 66..70°, а угол наклона винтовых канавок ω равен 35..45°, задний угол α = 8..10°.
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150
- Главная
- Видеотека Естествознание Физика
- Математика
- Химия
- Биология
- Экология
Обществознание
- Обществознание — как наука
Иностранные языки
История
Психология и педагогика
Русский язык и литература
Культурология
Экономика
Менеджмент
Логистика
Статистика
Философия
Бухгалтерский учет
Технические науки
- Черчение
Материаловедение
Сварка
Электротехника
АСУТП и КИПИА
Технологии
Теоретическая механика и сопромат
САПР
Метрология, стандартизация и сертификация
Геодезия и маркшейдерия
Программирование и сеть
- Информатика
Языки программирования
Алгоритмы и структуры данных
СУБД
Web разработки и технологии
Архитектура ЭВМ и основы ОС
Системное администрирование
Создание программ и приложений
Создание сайтов
Тестирование ПО
Теория информации и кодирования
Функциональное и логическое программирование
Программы
- Редакторы и компиляторы
Офисные программы
Работа с аудио видео
Работа с компьютерной графикой и анимацией
Автоматизация бизнеса
Прочие
- Музыка
Природное земледелие
Рисование и живопись
Библиотека
- Естествознание Физика
Математика
Химия
Биология
Экология
Астрономия
Обществознание
- Иностранные языки
Технические науки
- Теоретическая механика и сопромат
Сварка
Железная дорога
Паспорта и техническая документация
- Металлообра-батывающие станки
Деревообра-батывающие станки
Сварочное оборудование
Правила
Контакты
forkettle.ru
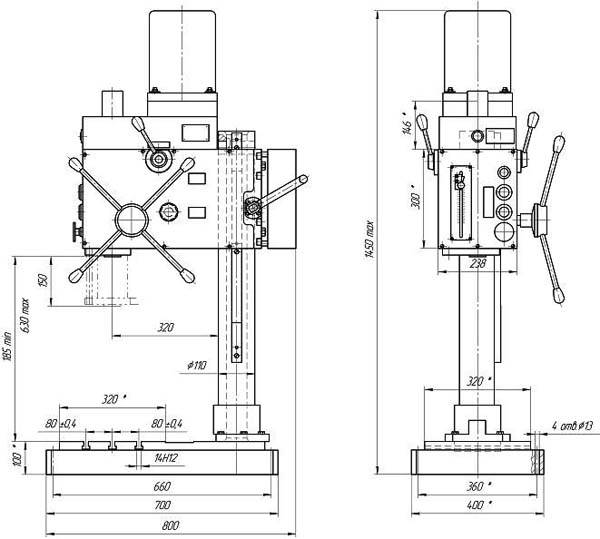
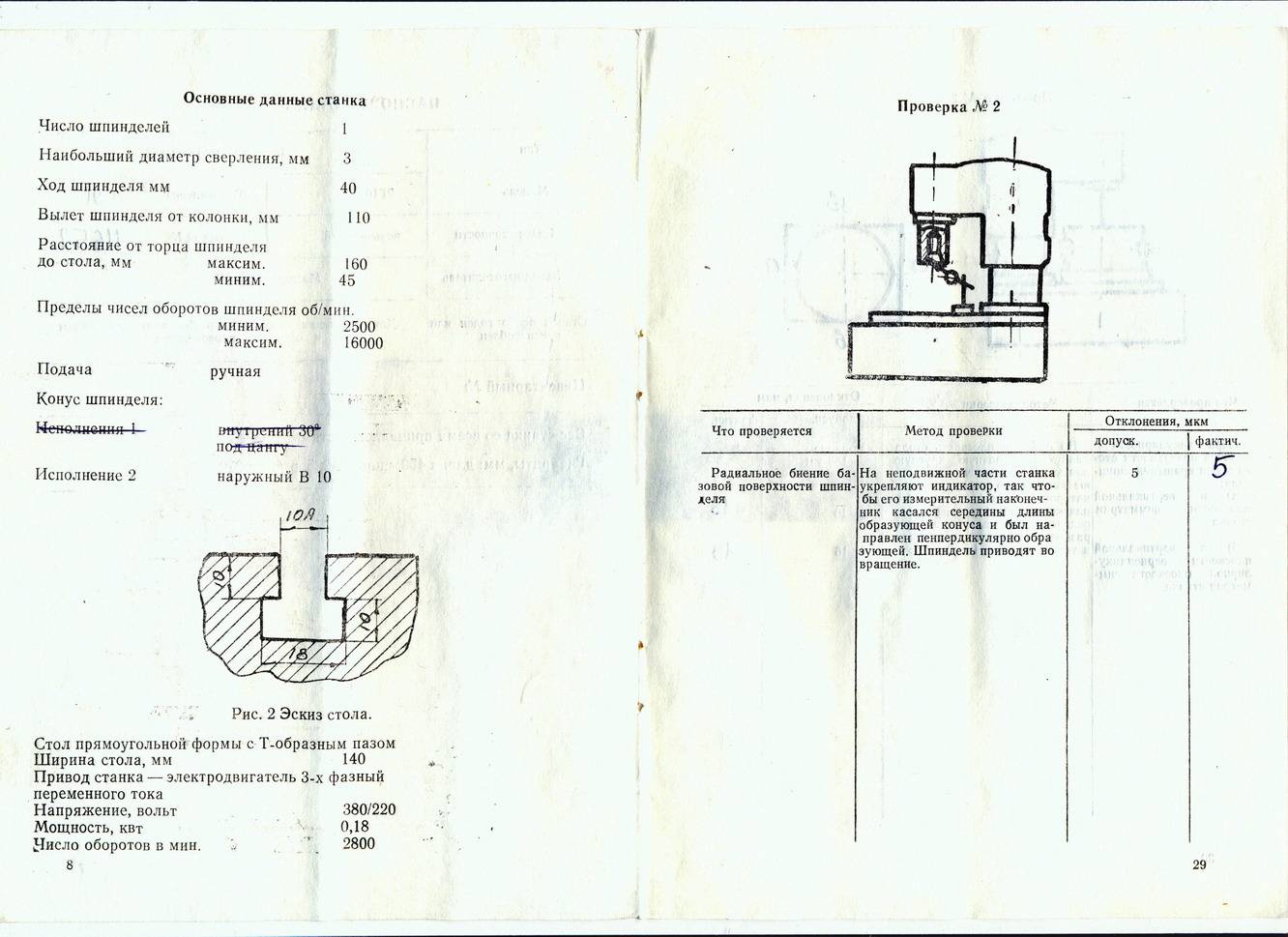
2С125-01 Настольный вертикально-сверлильный станок (2С125-01 (бывший СН16))
Характеристики
Технические характеристики
- Максимальный диаметр сверления в стали 45, мм 25
- Диапазон нарезаемой резьбы в стали 45 М5 – М22
- Конус шпинделя Морзе 2 внутр. (ГОСТ 25557-82); В18 наружн.*
- Ход шпинделя, мм 110
- Количество скоростей вращения шпинделя 6
- Диапазон частот вращения шпинделя, об./мин 200, 320, 560, 800 1200, 2100
- Диапазон подач шпинделя, мм./об ручная
- Величина перемещения сверлильной головки по колонне, мм 300
- Расстояние от оси шпинделя до колонны, мм 200
- Наибольшее расстояние от торца шпинделя до плиты, мм 100-500
- Размер рабочей поверхности плиты, мм 300×300
- Количество Т-образных пазов 2
- Класс точности H
- Мощность, кВт 1,5
- частота вращения, об/мин 1500
- Напряжение, В 380
- Масса, кг 170
- Масса брутто, кг 200
- Габаритные размеры, мм 665x465x1285
- Габаритные размеры в упаковке, мм 830x600x1350
Описание
Станок 2С125-01 считается относительно новой моделью на рынке металлообрабатывающих устройств, так как производится с 2012 года Стерлитамакским станкостроительным заводом и считается улучшенной моделью станка СН-16.
Оборудование выполняет следующие работы:
- сверление;
- рассверливание;
- зенкерование;
- зенкование;
- развертывание;
- формирование резьбы с помощью метчиков.
Вертикально-сверлильный станок применяется в мастерских, сборочных цехах и для линий серийного и мелкосерийного производства. Оборудование отлично подойдет для тех, кто занимается обработкой заготовок и деталей в бытовых условиях.
Преимущества
Инструмент оборудования выполнен из твердых износостойких материалов, которые позволяют быстро и без погрешностей обрабатывать заготовки. За счет своих небольших размеров и малого веса, устройство может монтироваться на специальные тумбы или столы.
Обратите внимание! Станок 2С125-01 – это отличный выбор для малых производственных площадей. Особенности конструкции
Особенности конструкции
За счет универсального строения, оборудование можно совершенствовать дополнительным оснащением, которое позволяет сократить время на осуществление рабочего процесса, а соответственно уменьшить себестоимость выпускаемой продукции. Есть возможность комплектовать механизм за дополнительную оплату: тисками, системой охлаждения, дополнительным освещением, сверлильным патроном, клиньями к инструменту и др.
Отличительные особенности
- наличие коробки переключения скоростей с плунжерным насосом (9 ступеней с частотами вращения от 200 до 2100 оборотов в минуту);
- в процессе рыботы, высокий уровень шума поглощается герметичным корпусом, в котором находится жидкая смазка;
- увеличеный крутящий момент на шпинделе, если сравнивать с предыдущими моделями;
- за счет широкого диапазона оборотов, специалист выбирает наиболее подходящий вариант для выполнения тех или иных работ;
- оператор может обрабатывать заготовки высотой до 450-500 мм на плите станка;
- устройство оснащено циркуляционной системой смазывания сверлильной головки;
- данная модель рассчитана на обрабатывание деталей из металла, пластика или дерева;
- оборудование позволяет перемещать шпиндельную головку на наибольшее расстояние – 400 мм, в сравнении с 2С125, который не обладает таким свойством;
- необходимо подключение к питающей электросети – 380В;
- в конструкции отсутствуют клиномерные передачи;
- за счет чугунной станины достигается высокая точность обработки заготовок, а также обеспечивается жесткость и устойчивость агрегата;
- за счет массы 170 кг, в процессе обработки деталей, уровень вибрации минимальный.
При покупке, в комплект оборудования входит инструкция по эксплуатации, ключ к электрошкафу, рукоятка подъема головки.
На данный станок возможно устанавливать корончатые сверла и фрезы, благодаря чему, специалист может осуществлять ряд сложных процессов. В ходе эксплуатации, оборудование стоит регулярно осматривать и при необходимости доливать масло, убирать стружку и пыль.
Станок 2С125-01 – это долговечное и многофункциональное устройство, которое позволяет создавать глухие и сквозные отверстия. Перед тем, как заказывать аппарат, стоит определить, какие именно работы необходимо выполнять на производстве и будут ли нужны дополнительные приспособления, так как от этого будет зависеть цена 2С125-01.
Отзывы
Горизонтально-расточной станок 2А635, 2Б635 сегодня
Горизонтально-расточной станок 2А635, 2Б635 выпускал «Коломенский завод тяжёлых станков». На сегодняшний день этот завод производитель прекратил своё существование. Вместе с тем мы можем предложить вам аналоги этих станков производства Европы. Современные аналоги станка 2А635, 2Б635 значительно превосходят эту модель по возможностям, скорости и точности обработки заготовок.
Современные аналоги
В нашем каталоге представлены горизонтально-расточные станки TOS VARNSDORF производства Чехии. Обладая современной конструкцией, лучшими комплектующими, собственными разработками и уникальными know-how, горизонтально-расточные станки TOS VARNSDORF являются одним из лучших предложений на Европейском рынке. Около 95% продукции завода экспортируется во многие страны мира c развитой промышленностью. Это говорит о бескомпромиссном качестве и высочайшем уровне производимых станков.
Аналоги
Горизонтально-расточной станок TOS VARNSDORF WHN130
Оснастка станка
Выполнение перечисленных операций, требующих большого внимания от мастеров, используя сверлильный станок 2а125, обеспечивает взаимодействие следующих элементов оборудования:
- Станина – на ней смонтирована плита и стол.
- Механизм, обеспечивающий вертикальную подачу рабочего инструмента к детали.
- Коробки скоростей.
- Коробки подач.
- Системы охлаждения.
- Шпинделя для крепления инструмента.
И электрооборудование – в его состав входит электродвигатель, способный создавать крутящий момент на коробке скоростей через ременную передачу и механизм электрореверса.
Для допуска к работе с этим агрегатом специалист обязан пройти инструктаж, проверку на знание правил безопасности, а также регулярный медицинский осмотр. Оборудование не относится к особенным или специализированным, но функциональность агрегата повышенная, не каждый мастер сможет ним правильно управлять.




Работа на подобном агрегате требует качественного освещения, мастер обязан видеть резьбу, ее направление и четкость работы деталей конструкции. Вентиляция подходит как естественная, так и принудительная. Второй вариант обязателен в больших цехах.
Сведения о производителе вертикально-сверлильного станка 2С132
Изготовитель сверлильных станков моделей 2С132, 2С132К, 2С132Ц, 2С132ПФ2И — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — сверлильные и хонинговальные станки, токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
- 2135 — станок вертикально-сверлильный универсальный Ø 35
- 2А125 — станок вертикально-сверлильный универсальный Ø 25
- 2А135 — станок вертикально-сверлильный универсальный Ø 35
- 2А150 — станок вертикально-сверлильный универсальный Ø 50
- 2Г175 — станок вертикально-сверлильный универсальный Ø 75
- 2Н125 — станок вертикально-сверлильный универсальный Ø 25
- 2Н135 — станок вертикально-сверлильный универсальный Ø 35
- 2Н150 — станок вертикально-сверлильный универсальный Ø 50
- 2Р135Ф2 — станок вертикально-сверлильный с ЧПУ Ø 35
- 2С125, 2С125-1 (2с125-01), 2С125-04 — станок вертикально-сверлильный универсальный Ø 25
- 2С132, 2С132К — станок вертикально-сверлильный универсальный Ø 32
- 2С150ПМФ4 — станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 500 х 1000
- 400V — станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 400 х 900
- 500V (СТЦ Ф55) — центр фрезерный вертикальный 630 х 1200
- СФ-16, СФ-16-02, СФ-16-05 — станок фрезерно-сверлильный настольный Ø 16
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
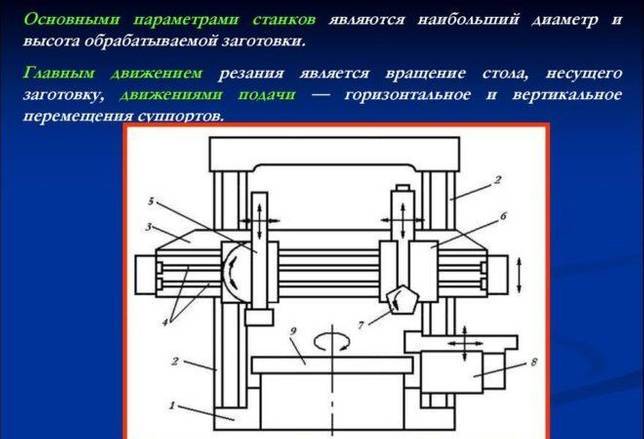
Движения в станке
- Движение резания — вращение шпинделя с режущим инструментом
- Движение подачи — осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.





