

Знакомимся с процессом нарезания резьбы метчиками и плашками
Сложно представить себе механический рабочий инструмент или функциональную деталь, которая бы не работала за счет использования резьбовых соединений. Автомобили, ручные инструменты, бытовая техника, сантехника – это только малый перечень оборудования, которое не смогло бы функционировать без современной резьбы.
Набор плашек для нарезки резьбы
Неудивительно, что так часто человеку приходиться затачивать резьбу на деталях самостоятельно. К счастью, делать это довольно легко. В работе вам потребуется небольшой набор базовых инструментов, метчиков и плашек.
Так как же выполнять нарезку резьбу правильно? Сейчас разберемся.
Понадобится
- Клупп под нужный диаметр трубы.
- Разводной ключ (газовый).
Клупп — резьбонарезной инструмент, типа плашки, только это насадка с направляющей юбкой. Его необходимо приобрести к сантехническом магазине. Дефицита на них нет, поэтому найдете без проблем, даже в поселке.
В данном случае представлен китайский вариант, довольно неплохой.
Стоит такая штука в районе 200-500 рублей. Все зависит от диаметра и наценки. Ходовые модели под диаметры 1/2, 3/4 дюйма и дюймовая как в моем варианте.
Можно спросить у сантехников советский аналог, если есть такая возможность. Тогда для вас это будет в обще бесплатно.
Как правильно, и без потерь инструмента нарезать резьбу вручную

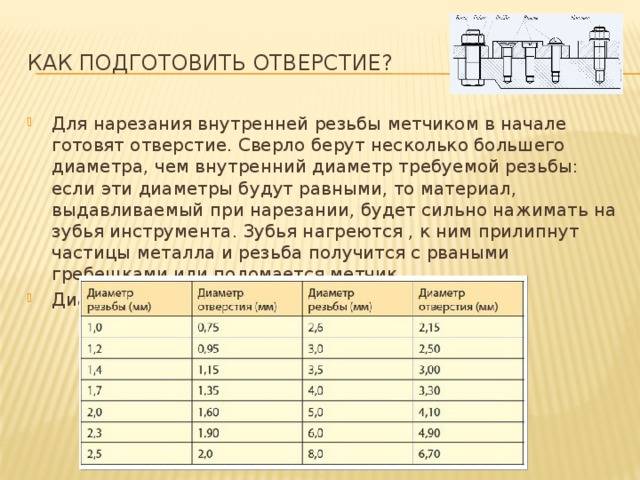
Подготовка отверстия
Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.
ВАЖНО! Сверло должно быть острым. В противном случае металл в отверстии будет «отпущен» от температурного воздействия, и резьба получится не такой прочной
Сверлить лучше на станке. Вход отверстия желательно зенковать. Это облегчит как нарезку, так и последующую закрутку винта.
При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы. Не следует для ускорения процесса начинать сразу со следующего номера.
В противном случае резьба получится грубой, с задирами. Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка. Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
ВАЖНО! Мнение о том, что некая резьба М4,5 будет крепче держать шпильку М5 – ошибочно в принципе.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
Очистка и проверка. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.

Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Рекомендации профессионалов
Профессионалы, изготовившие не одну сотню высококачественных деталей, придерживаются следующих правил, помогающих минимизировать брак и достигать в работе наилучших результатов.
- С чугунными и бронзовыми деталями можно работать без смазывания режущей части.
- Для работы с цветными металлами в качестве охлаждающей жидкости лучше всего подходят керосин, скипидар, олифа или льняное масло.
- Если приходится нарезать резьбу в глухом отверстии, то проверять вертикальность метчика необходимо в два раза чаще, а отводить стружку из канала оси прорезаемой детали в три раза чаще.
Помогла ли Вам наша статья ?
Да 77.42%
Нет 22.58%
Проголосовало: 31
Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы. Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности
Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок
Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону. Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.


Этапы работы с метчиком
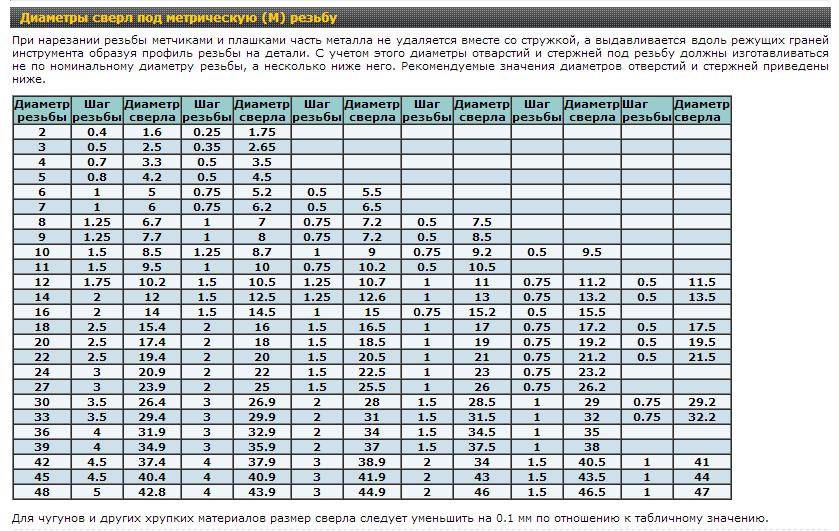
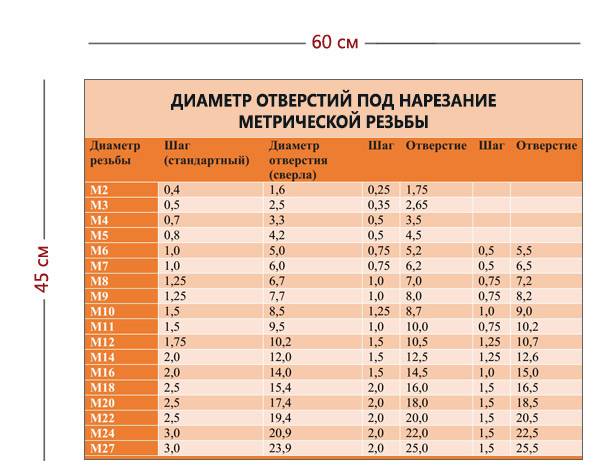
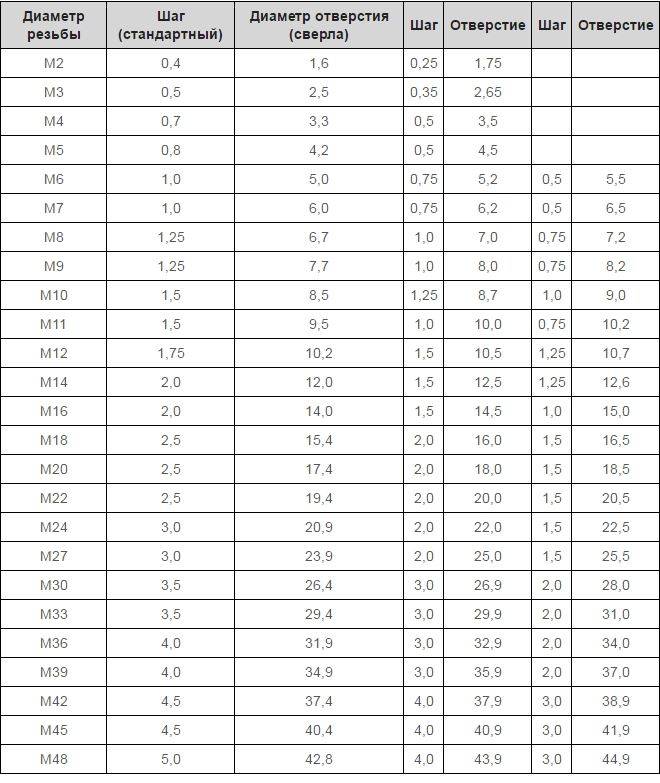
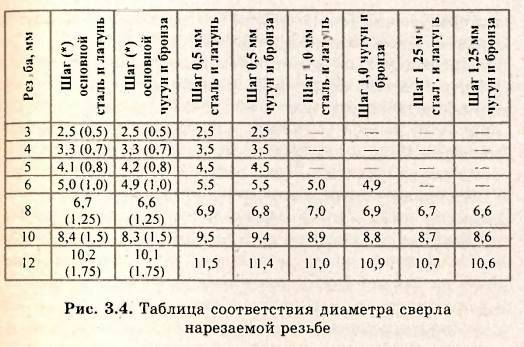
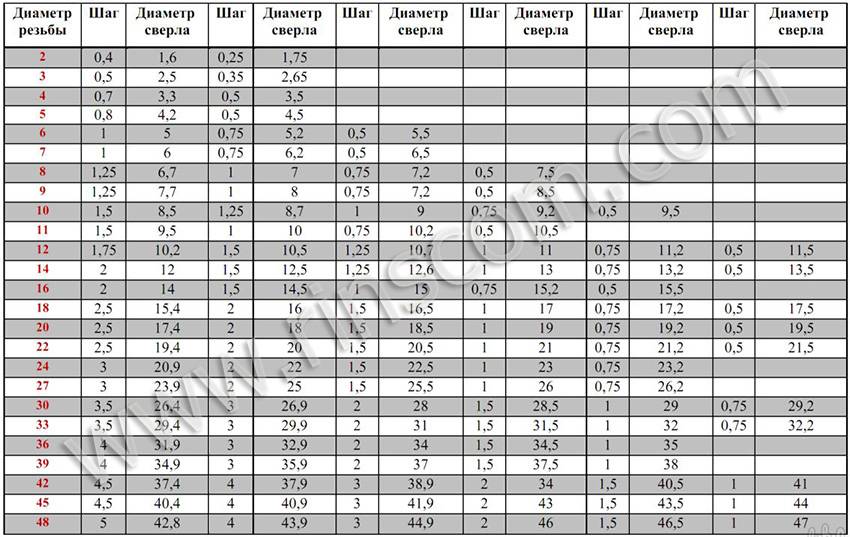
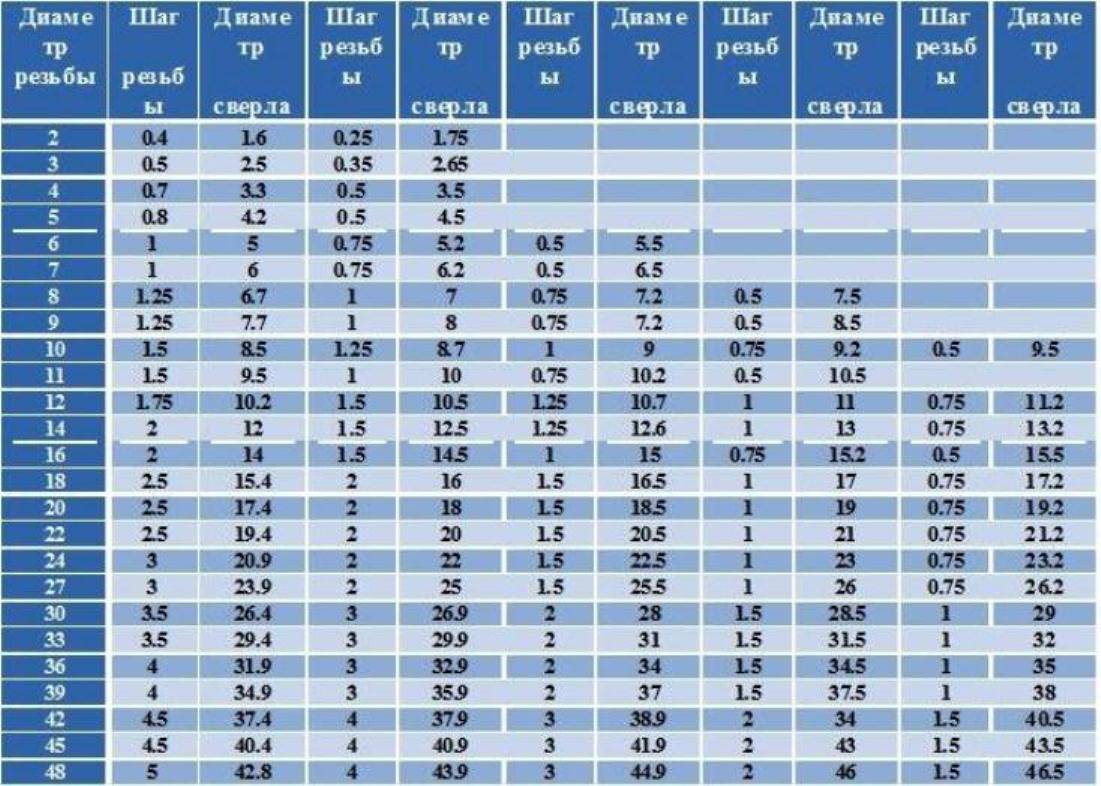
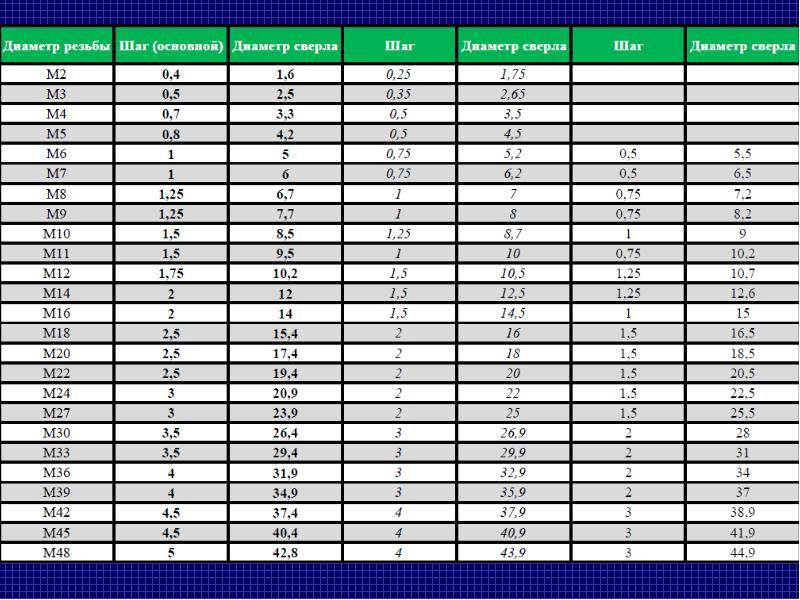
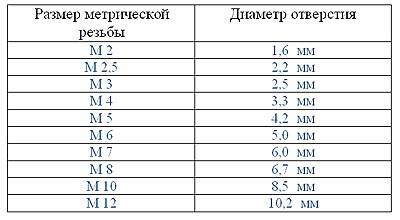
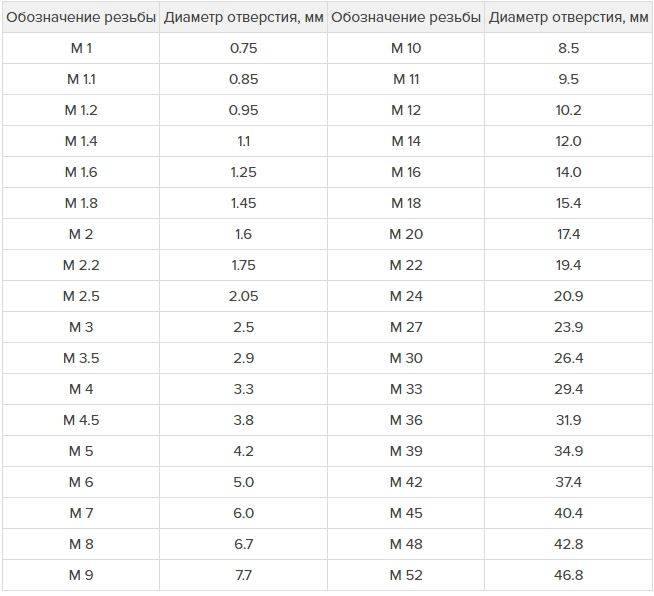
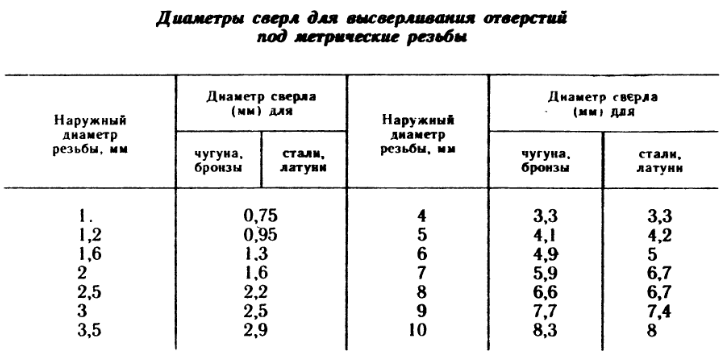
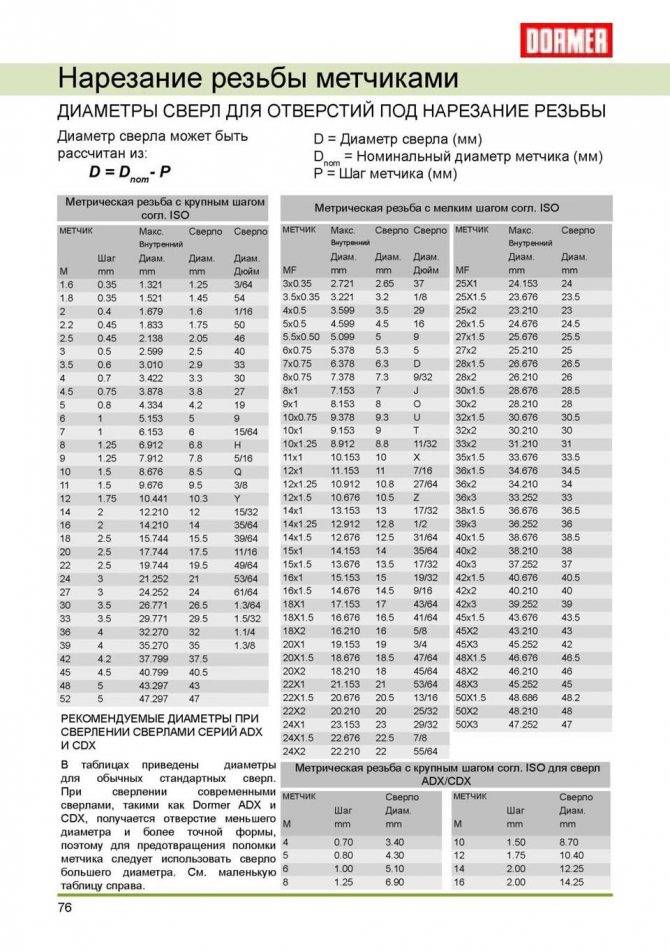
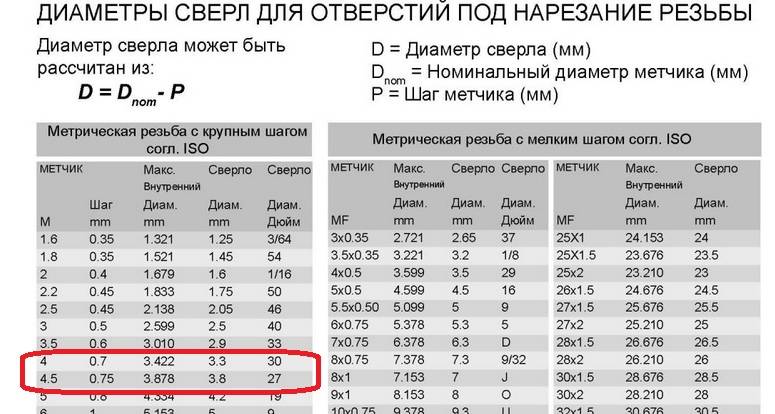
Чтобы успешно нарезать резьбу, нужно использовать метчик, соответствующий типу металла/сплава и отверстия. Понадобится просверлить дежурное отверстие. Проходное отверстие и сечение резьбы взаимосвязаны между собой и классифицированы по величинам. Таблица поможет определить соответствие метчика и сверла для нарезания резьбы. Также работает простая формула для вычисления размера сверла: нужно вычесть из диаметра желаемой резьбы ее шаг (расстояние между двумя соседними витками).
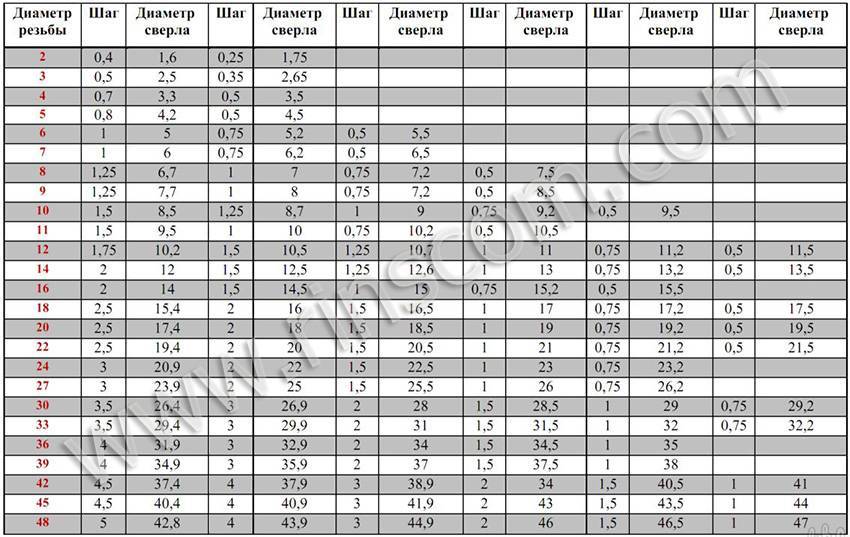
Рис. 3 . Таблица соответствия метчика и сверла
Цилиндрическая резьба трубного типа измеряется в дюймах. Мерные стандарты для нарезания резьбы метчиком также описаны в ГОСТе 19257 – 73.
- Подобрав сверло по таблице, просверлите отверстие. Сверло должно быть остро заточенным, иначе в процессе сверления стенки тоннеля будут «разбиты», а нанесенная резьба получит люфты. Эксперты советуют зенковать внешнюю каемку, чтобы избавиться от проблем с последующим вкручиванием метчика и винта.
Рис. 4 . Составные части экстрактора
Установив метчик нужной маркировки в держатель, аккуратно и ровно вставьте инструмент в отверстие и начинайте проворачивать. Следуйте алгоритму: полный оборот вперед, пол-оборота назад. Вороток держат за обе рукоятки и проворачивают медленно, не торопясь. Для нарезания идеальной резьбы большое значение имеет равноценность усилий, прилагаемых на каждом обороте инструмента. Из готового отверстия нужно удалить остатки стружки и пыль. Для этого применяют сначала ершик, а затем струю воздуха. Можно вкручивать винт
Важно, чтобы он входил в отверстие мягко, иначе возникают подозрения, что резьба нарезана неравномерно. Если метчик сломался внутри отверстия, то достать инструмент можно тремя способами:
Если метчик сломался внутри отверстия, то достать инструмент можно тремя способами:
- с помощью специального экстрактора для метчиков (прибор состоит из нескольких частей, тонкие стержни заводятся в пазы заклиненного метчика и выкручиваются с помощь ключа);
- кислотным раствором (правило работает для цветных металлов, раствор лимонной кислоты заливают внутрь отверстия и нагревают);
- методом надстраивания (к застрявшему обломку приваривают стержень Г-образной формы и выкручивают метчик).
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
Нужно нарезать резьбу, а под рукой нет воротка? Не расстраивайтесь. За полчаса вы при наличии подходящих деталей сможете сделать метчикодержатель своими руками. Тратить время на поход в магазин не придется. В этой статье мы в деталях расскажем, как изготовить самодельный вороток в домашних условиях.
Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
С необходимостью вытащить сломанный метчик из сквозных или глухих отверстий иногда сталкиваются даже опытные мастера. В этой статье мы опишем способы решения данной проблемы.
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.
Метчики и плашки, еще их называют лерками, незаменимый резьбонарезной инструмент в современном машиностроении. Причем они могут использоваться как для нарезания резьбы ручным способом, так и для формирования резьбы при помощи станка.
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке.
Телефоны в регионах
- +7 (495) 108-02-35 — Москва
- +7 (812) 425-62-55 — Санкт-Петербург
- +7 (4832) 59-90-71 — Брянск
- +7 (473) 200-71-64 — Воронеж
- +7 (343) 302-29-40 — Екатеринбург
- +7 (3412) 91-87-09 — Ижевск
- +7 (843) 207-29-50 — Казань
- +7 (861) 204-19-50 — Краснодар
- +7 (391) 290-23-65 — Красноярск
- +7 (831) 235-03-12 — Нижний Новгород
- +7 (383) 312-03-59 — Новосибирск
- +7 (8412) 23-45-29 — Пенза
- +7 (342) 211-15-68 — Пермь
- +7 (863) 309-08-02 — Ростов-на-Дону
- +7 (4912) 77-65-28 — Рязань
- +7 (846) 215-04-65 — Самара
- +7 (8452) 39-54-61 — Саратов
- +7 (4872) 75-10-25 — Тула
- +7 (347) 214-95-08 — Уфа
- +7 (351) 799-57-30 — Челябинск
Контакты
Бесплатный многоканальный телефон 8-800-200-48-32
Адрес основного представительства: 109202, г. Москва, ул. 1-я Фрезерная, д.2/1, стр.5, этаж 1
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Строй-Техника.ру
Строительные машины и оборудование, справочник
Категория:
Ремонт тракторов и автомобилей
Публикация:
Ремонт резьбовых соединений
Читать далее:
Ремонт шлицевых и шпоночных соединений
Ремонт резьбовых соединений
Изношенную (выбракованную) резьбу в отверстиях корпусных и других чугунных деталей восстанавливают нарезанием новой резьбы увеличенного размера, постановкой дополнительной детали и нарезанием резьбы на новом месте.
В деталях из стали изношенные резьбовые отверстия, кроме того, восстанавливают завариванием электросваркой и нарезанием резьбы номинального размера. При восстановлении резьбовых отверстий в корпусных, а также крупных и громоздких деталях используют ручные пневматические резьбонарезные машины. Наружную резьбу на валах и осях восстанавливают нарезанием новой уменьшенного размера, а также наплавкой и нарезанием резьбы нормального размера.
Восстановление под увеличенный размер. Изношенное резьбовое отверстие рассверливают на сверлильном станке или электродрелью под очередной размер и нарезают новую резьбу. Несмотря на простоту и надежность восстановления, такой способ не всегда целесообразен, так как требуется рассверливание отверстия сопрягаемой детали и применение болта увеличенного размера. В результате нарушается взаимозаменяемость деталей и усложняется последующий ремонт.
Дополнительные материалы по теме:
Ремонт постановкой дополнительной детали. Изношенное резьбовое отверстие рассверливают и нарезают в нем неполную резьбу (двумя первыми метчиками) под заранее изготовленную пробку. Специальным ключом завертывают пробку до полного ее захода в отверстие, отрезают переходную часть пробки и зачищают ее заподлицо с плоскостью детали. Завернутую пробку крепят гладким штифтом диаметром 3 мм и длиной не менее 10 мм. Можно закреплять пробку постановкой ее на клей типа БФ-2 или на эпоксидной основе. В установленной пробке по сопрягаемой детали или лучше по кондуктору сверлят отверстие и нарезают резьбу нормального размера. Толщина стенок пробки после нарезания резьбы должна быть не менее 4 мм.
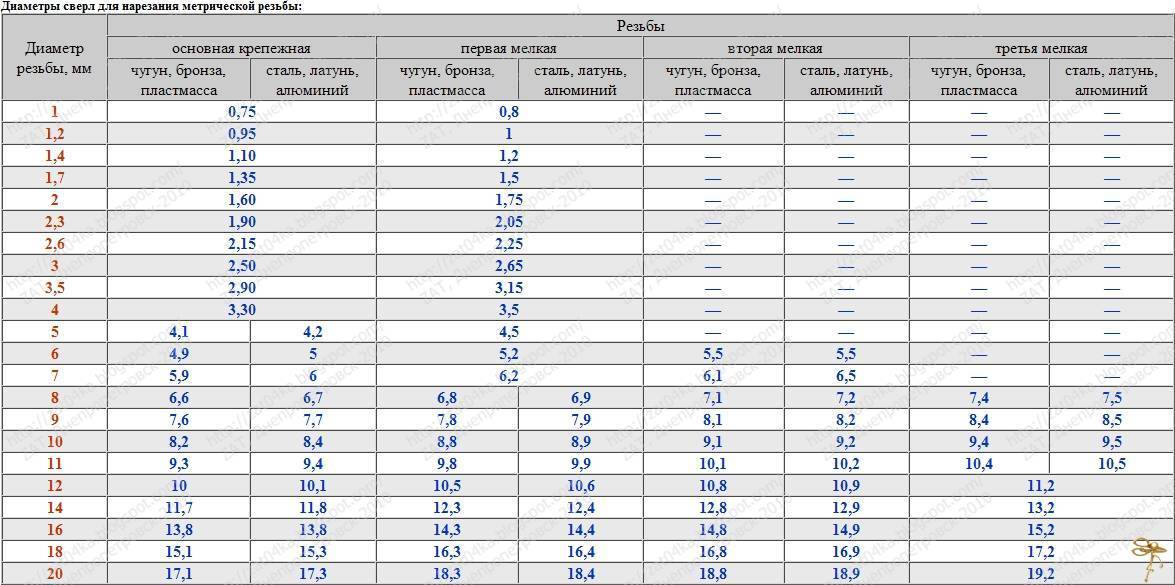
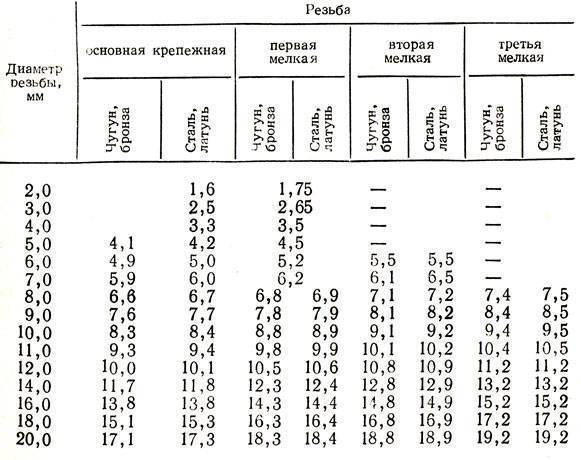
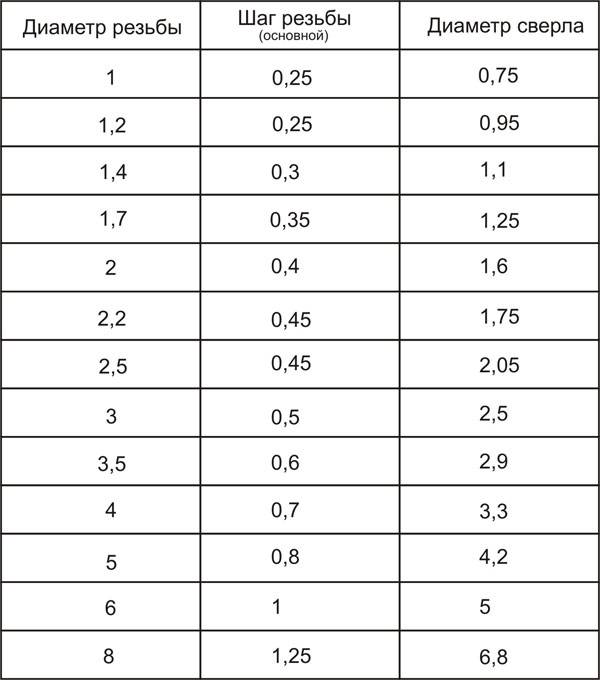
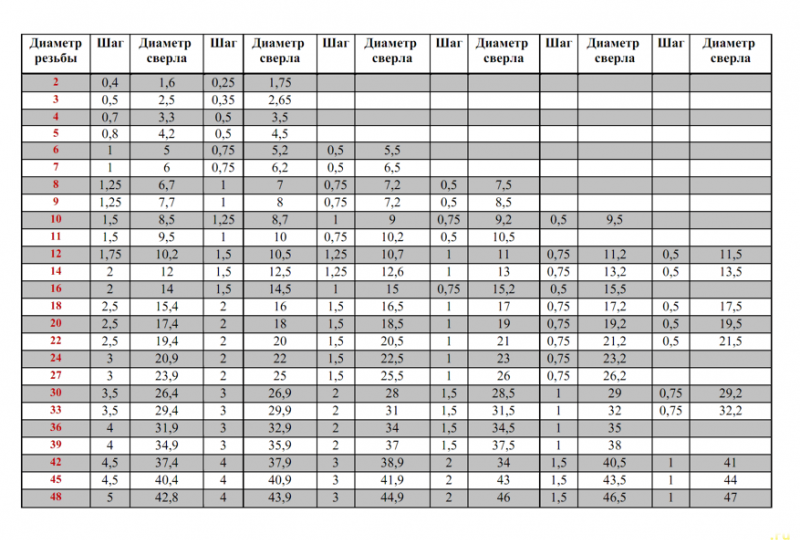
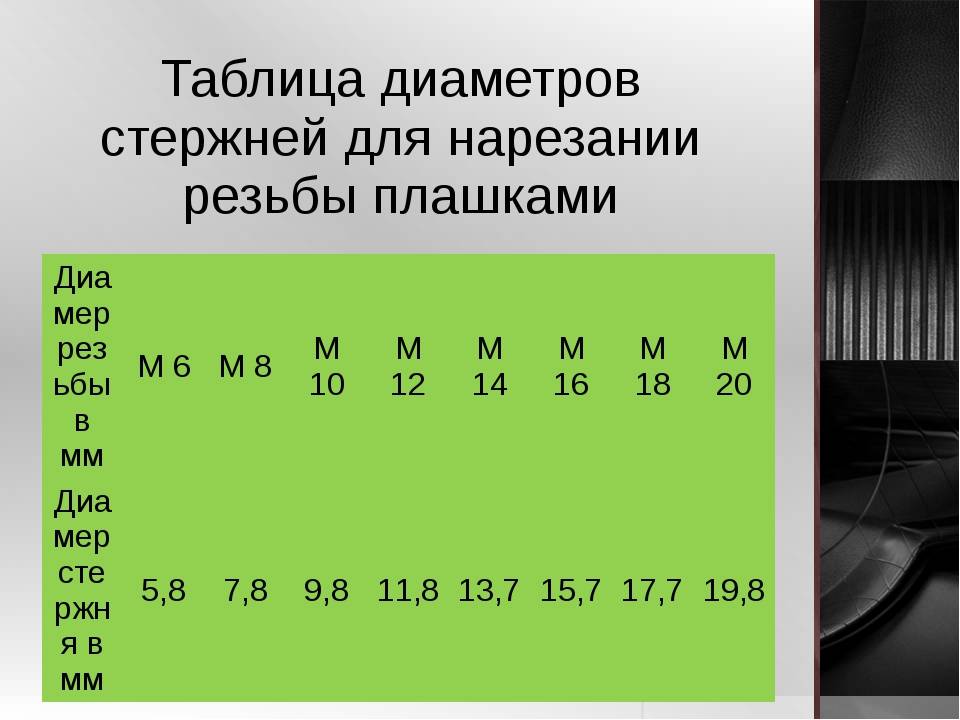

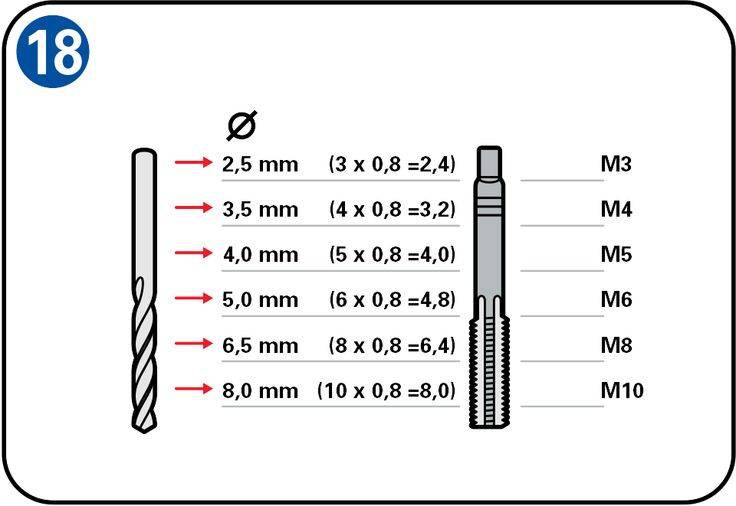
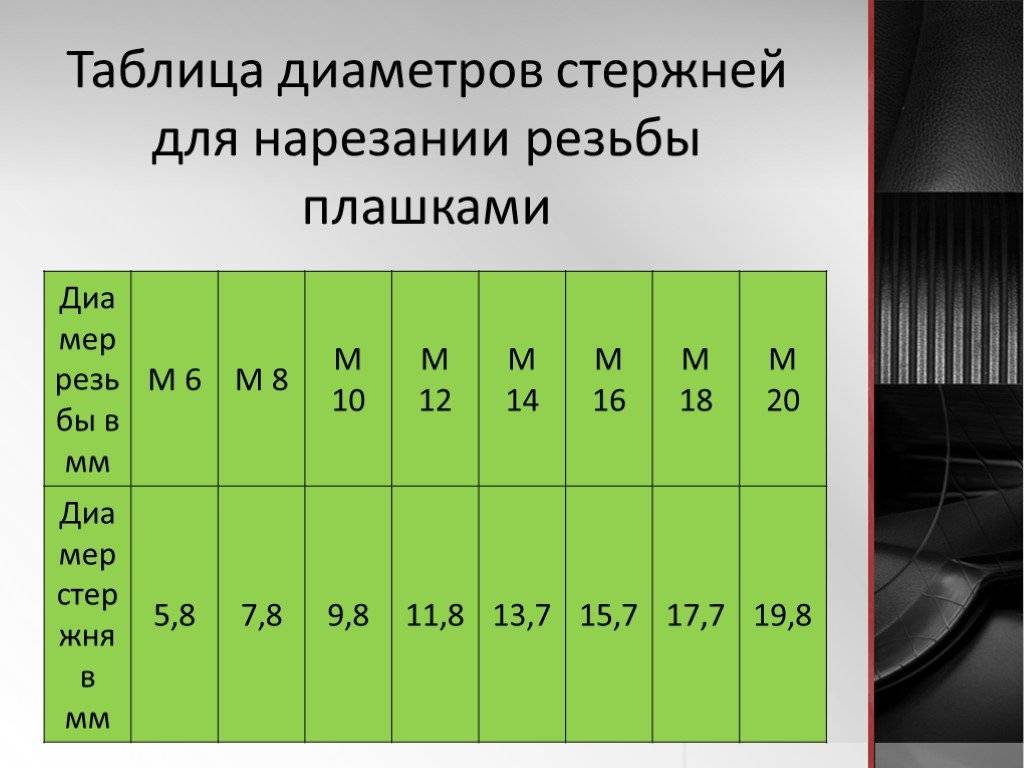
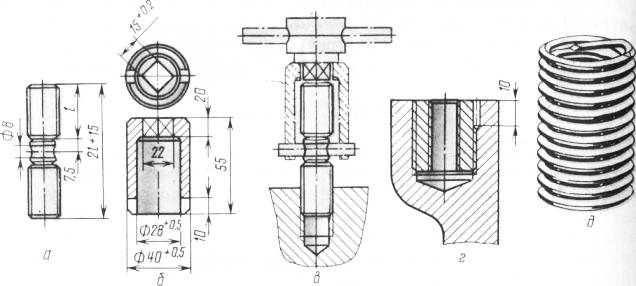
Рис. 1. Восстановление резьбы постановкой дополнительной детали: а — резьбовые пробки; б — ключ для завертывания пробок; в — завертывание пробки; г — крепление пробки штифтом; д — пружинная вставка.
Вместо резьбовой пробки сейчас успешно применяют пружинные вставки. Вставку изготавливают из пружинной проволоки ромбического сечения. Острые углы ромба равны 60°, то есть соответствуют профилю метрической резьбы. Пружинную вставку завертывают в подготовленное отверстие при помощи специального ключа, воздействующего на загнутый конец пружины, который после завертывания легко обламывается. Внутренний размер такой вставки после завертывания равен номинальному размеру резьбы.
При условии выпуска промышленностью пружинных вставок под соответствующие типоразмеры резьбовых отверстий — это наиболее простой и надежный способ восстановления внутренних резьб.
Восстановление нарезанием резьбы на новом месте заключается в том, что рядом с изношенным резьбовым отверстием сверлят новое, если позволяет конструкция детали, и нарезают резьбу нормального размера. Этот способ широко применяют при ремонте тракторов и автомобилей. Так восстанавливают резьбу под шпильки крепления полуоси в ступице колес автомобилей и в других деталях. При сверлении новых отверстий используют сопрягаемую деталь или специальные приспособления с кондукторами.
Восстановление под уменьшенный размер. Изношенную резьбу на валу (оси) протачивают, нарезают новую меньшего диаметра и по ней изготавливают новую гайку. Этот способ, как и при восстановлении внутренней резьбы, нарушает взаимозаменяемость, и, кроме того, с уменьшением диаметра снижается прочность резьбового соединения. Поэтому таким способом рекомендуется восстанавливать одну и ту же резьбу не более 1 раза.
Восстановление наплавкой. Этим способом лучше восстанавливать изношенную резьбу уменьшенного размера или номинальную на валу (оси). Успешно наплавляют изношенную резьбу плазменной струей с применением порошков и колебателя, обеспечивающего наплавку за один проход и один оборот детали. Перед наплавкой поврежденную резьбу зачищают стальной щеткой до блеска или протачивают. После наплавки деталь протачивают и нарезают резьбу номинального размера.
Резьбу на валах диаметром более 40 мм восстанавливают наплавкой под слоем флюса или плазменной струей.
Рекламные предложения:
Читать далее: Ремонт шлицевых и шпоночных соединений
Категория: –
Ремонт тракторов и автомобилей
Рабочая часть метчика
Так как метчик – инструмент металлорежущий, он должен изготовляться из высокопрочных материалов. Рабочая часть метчиков ручных выполняется из инструментальных сталей, машинных и машинно-ручных – из быстрорежущих и твердых сплавов повышенной прочности. Твердосплавные метчики менее 8 мм в диаметре изготовляются цельными. Инструмент диаметром 8-12 мм имеет цельную рабочую часть и стальной хвостовик, более 12 мм в диаметре – напайки твердосплавных пластин на стальной корпус. В продаже есть инструмент метчик с механическим креплением рабочей части. Его применение сокращает время на смену инструмента, уменьшает расход материалов и необходимый резерв инструмента на складе. Заборной или режущей называют переднюю конусную часть метчика, которая осуществляет черновое нарезание резьбы. Режущая часть вырезает слои металла по контуру резьбы, выполняя основную работу по удалению стружки и формированию профиля резьбы. Она же определяет её точность. Окончательно профиль формирует калибрующий участок инструмента. Метчики для резьбы обычно имеют такие геометрические параметры режущей части:
- передний угол на режущих кромках (обозн. на рис. γ),
- зданий угол на режущих кромках (далее обозн. α),
- угол заборного конуса (далее обозн. φ),
- угол наклона винтовых канавок (далее обозн. ω),
- осевой угол подточки передней поверхности (далее обозн. λ).
Обозначения:
- dт — диаметр на переднем торце метчика,
- dc — диаметр сверла,
- lзк — длина заборного конуса (подробнее ).
Заборная часть может изготовляться по двум схемам:
- профильной,
- генераторной.
Профильную схему вырезания металла применяют для конических и калибрующих метчиков. Инструмент с генераторной схемой более распространён — это гаечные, машинные и другие виды метчиков. Изготовление и заточка инструмента по генераторной схеме значительно проще, при этом главными режущими являются вершинные кромки переменной ширины, а вспомогательными – боковые кромки зубьев. Профильная схема позволяет повысить точность образуемой резьбы и стойкость инструмента, но изготовление такого инструмента более трудоёмкое.
Калибрующая часть метчика определяет размер и качество резьбы. От нее зависит окончательное формирование профиля, направление и самоподача метчика по резьбе. Калибрующий участок также играет роль запаса на переточку для заточки инструмента по режущему участку. Наибольшему износу подвержен первый виток, следующий после заборной части. Чтобы уменьшить трение и предупредить защемление машинного метчика в отверстии, калибрующий участок оснащают обратным конусом по наружному диаметру, уменьшающимся на 0,04-0,08 мм на 100 длины. Благодаря такому исполнению устраняется налипание стружки на витки резьбы. Для ручного инструмента (метчика) затылование не нужно. При нарезании резьбы метчиком в вязких и труднообрабатываемых материалах обычно зубья через один срезаются в шахматном порядке, что позволяет снизить силу трения на калибрующем участке.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Классификация
В строительных магазинах можно увидеть инструменты разных видов. Оборудование классифицируется по таким критериям:
- конструкции корпуса;
- способу создания витков на поверхности заготовки;
- форме оснастки.
Если говорить о классификации по форме, можно выделить следующие виды инструментов:
- круглые плашки;
- трубчатая оснастка;
- квадратные плашки;
- оснастка в форме многогранника.
Говоря о конструкции инструмента, можно выделить следующие группы:
- Цельная оснастка. Самый популярный вариант. Представляет собой круглую литую форму, у которой нельзя разобрать корпус. Она имеет несколько отверстий для закрепления воротка. Популярность этот вид инструмента получил благодаря простоте использования, надёжности, долговечности. Заточка резцов сохраняется длительное время.
- Разрезные инструменты. Специальные приспособления, которые имеет определённые особенности конструкции. Благодаря этому процесс создания резьбы упрощается.
- Раздвижные конструкции. Представляют собой современные приспособления, которые можно раздвигать до необходимого диаметра. Это дорогие модели.
Ещё одна классификация касается предназначения оснастки. Выделяется 3 группы:
- изготовление круглой резьбы;
- создания цилиндрического резьбового соединения;
- изготовление конической резьбы.
Приспособления делаются на заводах с соблюдением ряда стандартов, указанных в государственных документах ГОСТах.
Виды плашек для нарезки резьбы
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.


![Как нарезать резьбу метчиком на трубе [таблица, видео, советы]](https://benzo-electro-instrument.ru/wp-content/uploads/b/f/0/bf072d17891f94e1f1bcd77d5f1b7e0b.jpeg)

- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Это интересно: Выбор электрического отбойного молотка — познаем главное
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).





