

Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
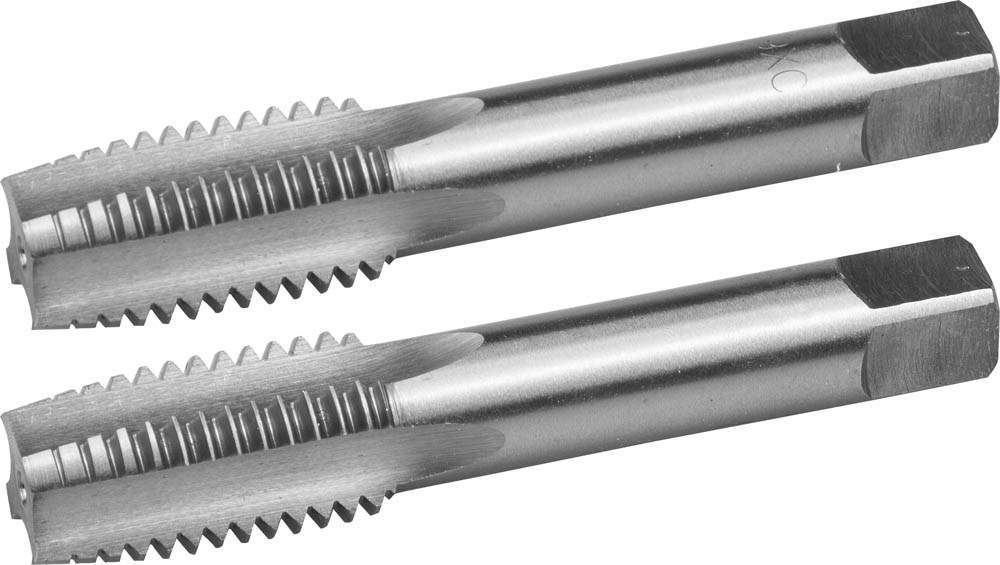
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке
С его извлечением проблем будет намного больше, чем с покупкой нового инструмента
сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. | Набор резьбонарезной M12-M24 с предохранительными вставками |
Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
- способ применения – ручной, машинно-ручной или машинный;
- размер резьбы;
- тип стали, использованной при производстве приспособления;
- профиль создаваемой резьбы;
- направление вращения инструмента.
При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.
При выборе метчика обращайте внимание на размер резьбы. Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода
Комплексный подход позволяет выполнять резьбу максимально качественно
Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
Инструментальный материал, из которого изготавливают метчики
Инструмент должен обладать достаточной прочностью, износостойкостью, чтобы обрабатывать крепежные детали. Выпускают его из высокоуглеродистых сталей, например, из У10А, У12А, ХВГ и других. Такие изделия оптимальны для устройств ручной работы.
При машинной обработке металла применяются более высокие скорости вращения, поэтому изделия этого класса делаются из быстрорежущих сталей типа Р6М5, Р9М4, Р18. По стоимости они несколько дороже ручных аналогов.
На некоторых производствах применяются изделия с твердосплавными напайкам, однако в продаже их можно увидеть редко. Хорошими эксплуатационными характеристиками обладают и изделия из порошковой стали, выполненные путем спекания под высоким давлением.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
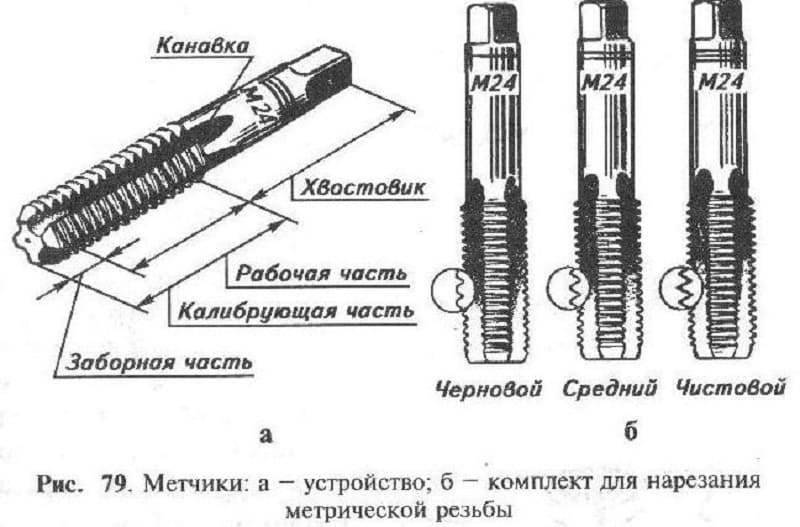
Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.








Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
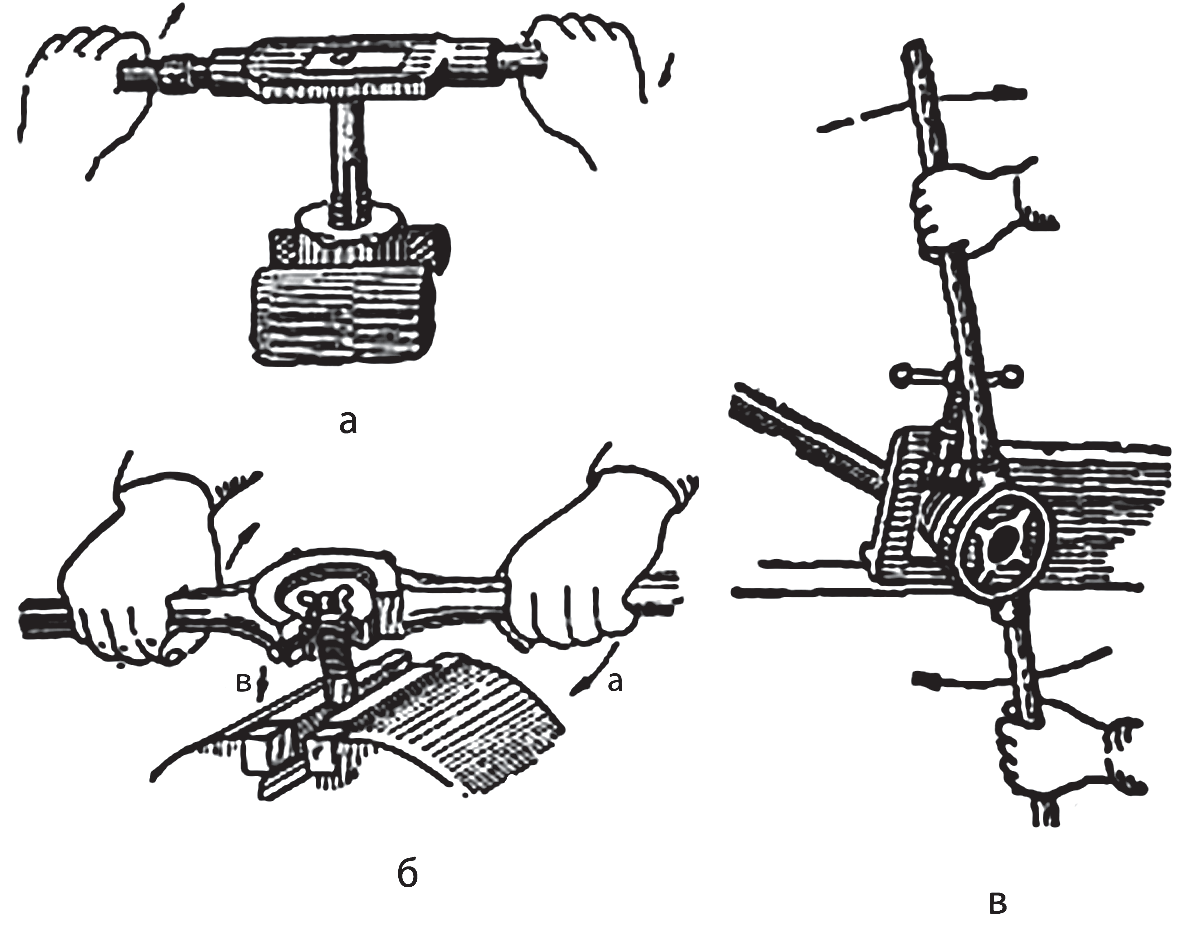
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 11 856
Устройство и характеристики метчиков
Конструкция метчика включает хвостовую часть с хвостовиком, посредством которого его фиксируют в станочном патроне либо метчикодержателе, и рабочей части с внешней резьбой, состоящей из:
- Заборного (режущего) фрагмента – крайний отрезок конической или цилиндрической формы, выполняет непосредственно формирование витков.
- Калибрующего фрагмента – перетекающее продолжение предыдущего фрагмента, зачищающее и калибрующее только что нарезанные витки отверстия.
Боковая поверхность рабочей части оснащена несколькими продольными или винтовыми канавками, разделяющими нити резьбы на так называемые перья или зубья, последние располагаются по окружности инструмента, и имеют форму резцов.
Именно перья, исходя из места своего расположения, режут, и калибруют резьбовые витки.
Канавки же выполняют функцию стружкоотводов, так как стружка неизбежно появляется в процессе работы.
Для формирования правой резьбы используют метчик правостороннего сверления, для левой соответственно левосторонний вариант его исполнения.
Материал
В производстве метчиков используют следующие материалы:
- Легированная сталь. Это, как правило, марки ШХ15, 9ХС и ХВСГ.
- Инструментальная сталь, зачастую, марок У11А и У12А.
- Быстрорежущая сталь – Р6М5Ф4, Р6М5К5, а также Р18 и Р6М5.
Современные метчики некоторые разработчики производят методом запекания из порошковой быстрорежущей стали.

Как известно, с повышением твердости снижается прочность, потому иногда твердосплавному инструменту этой прочности может быть недостаточно, несмотря на такие плюсы, как:
- Способность работать на очень высоких скоростях резанья станка.
- Красностойкость.
- Износостойкость.
- Жаропрочность.
Что касается быстрорежущей стали, кроме повышенной прочности, следует отметить схожесть с твердыми сплавами почти по всем характеристикам.
Метчики также производят с различным дополнительным покрытием для придания необходимых свойств инструменту.
Форма
Метчик по форме напоминает сверло, а разные модели между собой разнятся параметрами заходной части, которая выполняется в виде цилиндра или усеченного конуса.

Первая необходима для работы по глухим отверстиям, а вторая – для сквозных.
Размеры и вес
Общая длина гаечного метчика обычно составляет 35 – 240 мм, ширина – до 52 мм, высота рабочей части может достигать 15 – 20 резьбовых ниток.
Метчики нарезают мелкую, среднюю и крупную резьбу размерностями от М2 до М52.
Вес обычно не превышает 200 г.
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.









На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
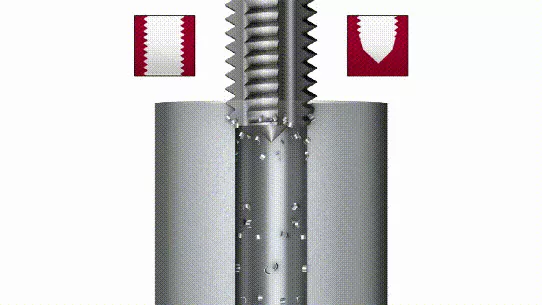
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Источники
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://proinstrumentinfo.ru/lerka-dlya-narezki-rezby-na-trubah-tsena/
- https://www.rocta.ru/info/kak-narezat-metchikom-vnutrennyuyu-rezbu-pravilnaya-narezka-vruchnuyu-v-metalle/
- https://metallz.ru/articles/kak_pravilno_narezat_rezbu_metchikom/
- http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
- https://sovet-ingenera.com/santeh/trubodel/kak-narezat-rezbu-na-trube.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby
Обозначения для резцов
Если на токарном станке делают резьбу с использованием специальных резцов, то важно выбрать такую модель, которая соответствует заданным параметрам. Для того, чтобы правильно выбрать деталь, достаточно узнать точное название
В нём указывают следующие характеристики:
Буквенная часть определяет тип резца. Каждый из них имеет свои сильные и слабые стороны, которые необходимо учитывать при выборе.
Цифры, характеризующие номинальный размер инструмента.
Указывают шаг резьбы, который можно создать этим резцом. Если их несколько, то в названии указывают самый мелкий из них.
Если предполагается создать многозаходную резьбу, то сообщают количество заходов и шаг
Последнее число берут в скобки.
Важно знать, для какого направления применяется резец. По умолчанию считается, что оно правое
В случае, если речь идёт о левом, то применяется обозначение LH.
Класс точности инструмента или используемое поле допуска.
Указывают длину свинчивания в том случае, если она отличается от обычной.
Правила обозначения можно объяснить на следующем примере. Вот обозначение на резце: 1: М16х1,5LH–6H. Далее будет рассмотрен каждый его элемент:
«М» говорит о том, что речь идёт об обработке цилиндрической детали. Предполагается, что резец предназначен для создания метрической резьбы.
«16» — это номинальный диаметр.
«1,5» говорит о том, что используется шаг резьбы, равный 1,5 мм.
«LH» означает, что таким образом нарезают левую резьбу.
«6Н» говорит о том, что точность равна 6, а Н — основное отклонение. Использование прописных букв говорит о том, что речь идёт о нарезке внутренней резьбы.
Поскольку длина свинчивания не указана, то это означает, что она нормальная.
Какие бывают типы резьбовых метчиков?
По другому драйву: метчики ручные и машинные.
- Метчики машинные обычно относятся к метчикам из быстрорежущей стали с высокой точностью изготовления. Метчики подходят для нарезания резьбы на станках;
- Ручные метчики относятся к метчикам для накатки (или резцов) из углеродистой инструментальной стали или легированной инструментальной стали, подходящим для ручного нарезания резьбы.
По способу обработки: метчики для нарезания резьбы и метчики для формования.
По потокам, которые будут обрабатываться: метчики с метрической резьбой, метчики с метрической мелкой резьбой и метчики с трубной резьбой.
По форме он делится на метчики с прямой канавкой, метчики со спиральными канавкамии метчики спиральные.
По стандартам: Метчики DIN, ISO, JIS и ANSI.
По материалам: обычные метчики из быстрорежущей стали, кобальтовые и твердосплавные метчики.
В этой статье, Хейго более подробно расскажет о следующих типах метчиков с резьбой: метчики с прямой канавкой, метчики со спиральной канавкой, метчики со спиральным концом и метчики для формования.
1, Метчики с прямой канавкой
Метчики с прямой канавкой являются наиболее часто используемым типом метчиков. Прямые метчики изготавливаются из материалов высокой твердости, таких как быстрорежущая сталь и твердый сплав. Метчики с прямой канавкой могут иметь 2, 4 или 6 зубьев в режущем конусе. Скорость резания ниже. Метчик с длинным хвостовиком и прямой канавкой используется для сквозных отверстий, а метчик с прямым хвостовиком – для глухих отверстий.
Преимущество метчиков с прямой канавкой:
- Метчиками с прямой канавкой легко нарезать металлическую резьбу, но они имеют немного меньшую точность и большую производительность.
- Метчики с прямой канавкой широко используются в обрабатывающей промышленности благодаря удобству обработки, низкой цене и надежной универсальности.
Недостатки метчиков с прямой канавкой:
Сильная универсальность означает слабую актуальность. Поэтому метчики с прямыми канавками не подходят для нарезания резьбы по пластиковым материалам с высокой пластичностью (например, нержавеющей стали, титановым сплавам и т. Д.)






Важно отметить, что это не рекомендуется, когда глубина резьбы такого материала превышает диаметр в два раза
Метчики с прямой канавкой Применение:
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.





