

Магнитное дутье при сварке способы устранения
Корзина
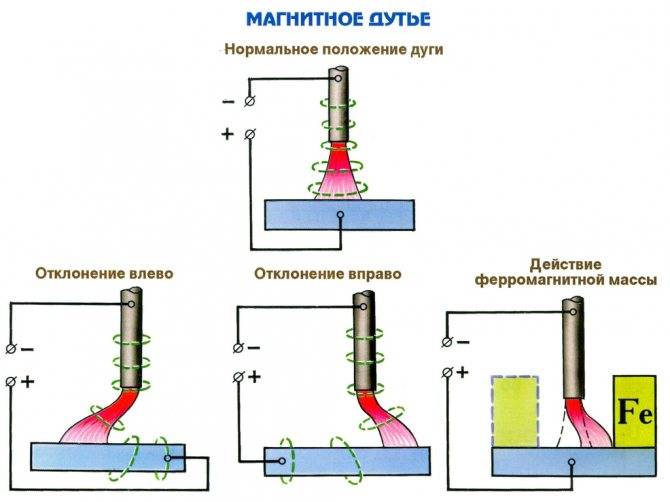
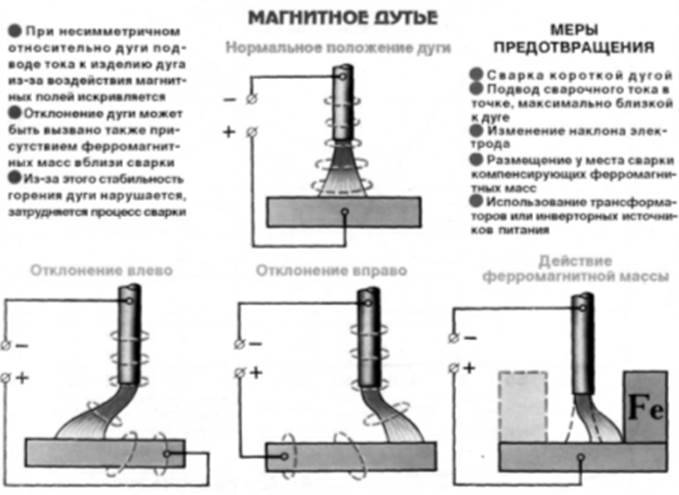
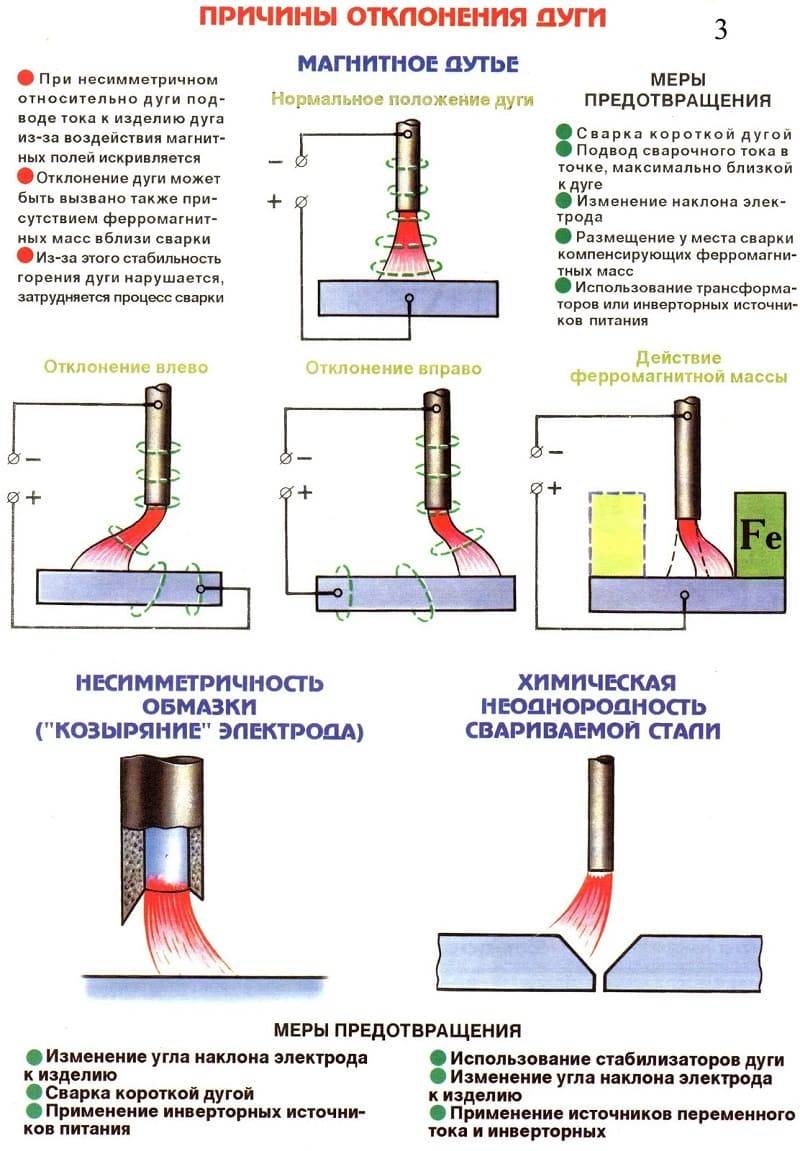
Во время проведения сварочных работ, особенно при ремонте трубопроводов, как правило, наблюдается эффект «магнитного дутья». «Магнитное дутье» — это эффект, возникающий при сварке намагниченных труб. От действия магнитного поля затрудняется поджиг дуги, нарушается стабильность ее горения, происходит отклонение ее на одну из свариваемых кромок, что приводит к выбросу металла из сварочной ванны.
В последнее время внутритрубная диагностика магнитными зондами стала чрезвычайно популярна, а это, как, впрочем, и магнитопорошковая дефектоскопия, служит причиной образования магнитных полей в трубах. Нахождения же труб вблизи линии электропередач, а так же электрохимзащита труб ведут к появлению эффекта намагниченности.
В отечественной промышленности выпускают специальные устройства для размагничивания трубопроводов. Например: установка АУРА или прибор ЛАБС. Но они дороги и требуют специально обученного персонала для выполнения этих работ, а это уже является недостатком, как, впрочем, и громоздкость этих устройств, необходимость во внешнем источнике питания, что в совокупности с уже вышеперечисленными недостатками создает острую необходимость в более совершенной и универсальной системе для борьбы с намагниченностью труб. Именно такой системой является комплект магнитных компенсаторов МС-1. Использование этого комплекта возможно в любых климатических зонах на стальных трубопроводах, на любых толщинах металла, при сварке труб. Допускается его использование при сварке труб с диаметром от 100 мм, верхний предел не ограничен.
Принцип работы МС-1 заключается в создании встречного магнитного потока, компенсирующего остаточную намагниченность изделия. Комплект компенсаторов состоит из двух П-образных элементов, которые представляют собой стальной магнитопровод с врощенными в него магнитами высокой мощности, помещенный в защитную оболочку, что защищает магнит от коррозии и механических разрушений, а так же от высоких температур. Устанавливают магнит таким образом, что он является мостом между трубами. Размеры магнита подобраны таким образом, чтобы он не мешал установленному на трубу наружному центратору. При установке магнита МС-1 на трубу его направленный магнитный поток компенсирует магнитное поле трубы на участке 200-400 мм вдоль стыка в оба направления. Размеры рабочей зоны МС-1 зависят от степени намагниченности трубы. Комплект магнитных компенсаторов МС-1 не потребляет электроэнергию, и не требует источников питания. Порядок постановки прихваток при использовании МС-1 не отличается от обычного способа, принятого на предприятии. Исходя из того что трубы имеют неравномерную намагниченность по длине стыка, необходимость установки МС-1 определяется самим сварщиком в процессе постановки прихваток. Намагниченность можно определить по появлению «магнитного дутья» или используя магнитометр (поставляется по желанию заказчика) любого типа, или просто приложив отрезок проволоки диаметром 3-4 мм и длиной 20-30 мм (огарок электрода) на кромку стыка в месте будущей прихватки. Если проволока (огарок электрода) примагнитится к трубе, то остаточная намагниченность присутствует. Обычно после установки прихваток явление «магнитного дутья» исчезает, но при сильной намагниченности трубы выполнение корневого прохода и заполнения возможно с применением МС-1.
источник
Потенциальные причины вспышки электрической дуги
Вспышки дуги могут возникать по разным причинам. В большинстве случаев основной причиной будет поврежденный элемент оборудования, такой как провод. Это также может быть результатом того, что кто-то работает над оборудованием, что позволяет электричеству выходить с пути, к которому он обычно привязан.
Даже когда есть потенциальный путь за пределами проводки, электричество будет идти по пути наименьшего сопротивления. Вот почему вспышка дуги не обязательно произойдет, как только что-то будет повреждено или появится альтернативный путь. Вместо этого электричество будет продолжать идти по намеченному пути, пока не станет доступен другой вариант с меньшим сопротивлением.
Вот некоторые вещи, которые могут создать путь с меньшим сопротивлением и, следовательно, вызвать вспышку дуги:
- Пыль — в пыльных местах электричество может начать проходить через проводку или другое оборудование через пыль.
- Уроненные инструменты — например, если инструмент упал на провод, он может повредить его и пропустить электричество в инструмент. Оттуда он должен найти другой путь, чтобы продолжить свое движение.
- Случайное прикосновение — если человек касается поврежденной области, электричество может распространяться через его тело.
- Конденсация — когда образуется конденсат, электричество может выходить из проводки через воду, и тогда возникнет дуга.
- Отказ материала — Если провод поврежден до точки, в которой возникли проблемы с прохождением электричества, путь может быть более устойчивым, чем выход за пределы провода.
- Коррозия — Коррозия может создать путь за пределами проволоки, после чего возникает вспышка дуги.
- Неправильная установка — Если оборудование установлено неправильно, это может затруднить или сделать невозможным для электричества следовать по намеченному пути, что может вызвать вспышку дуги.
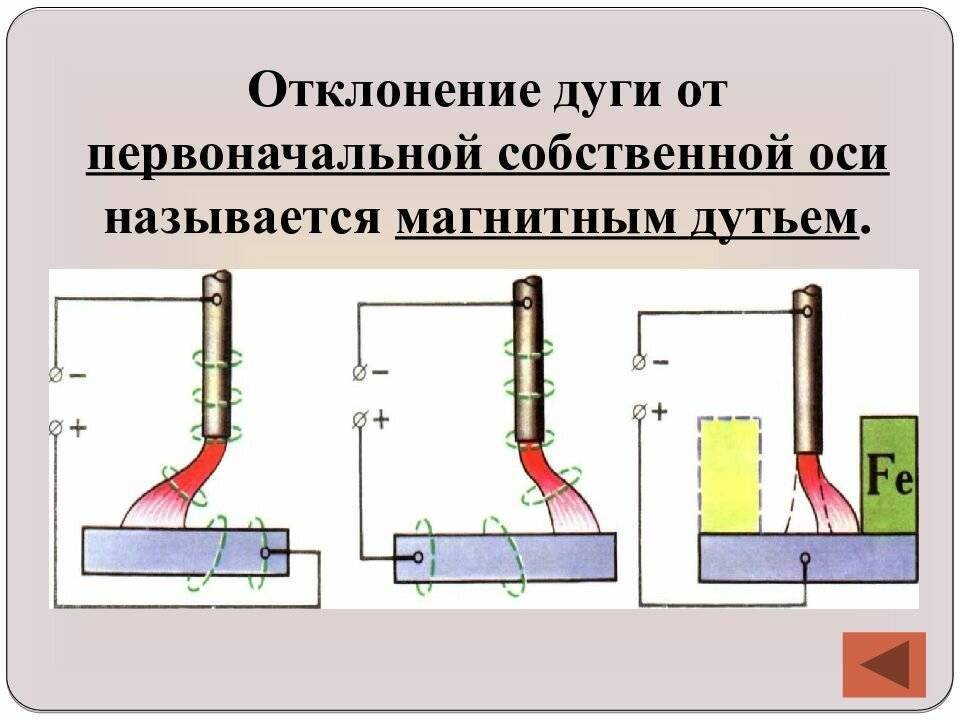
Магнитное дутье
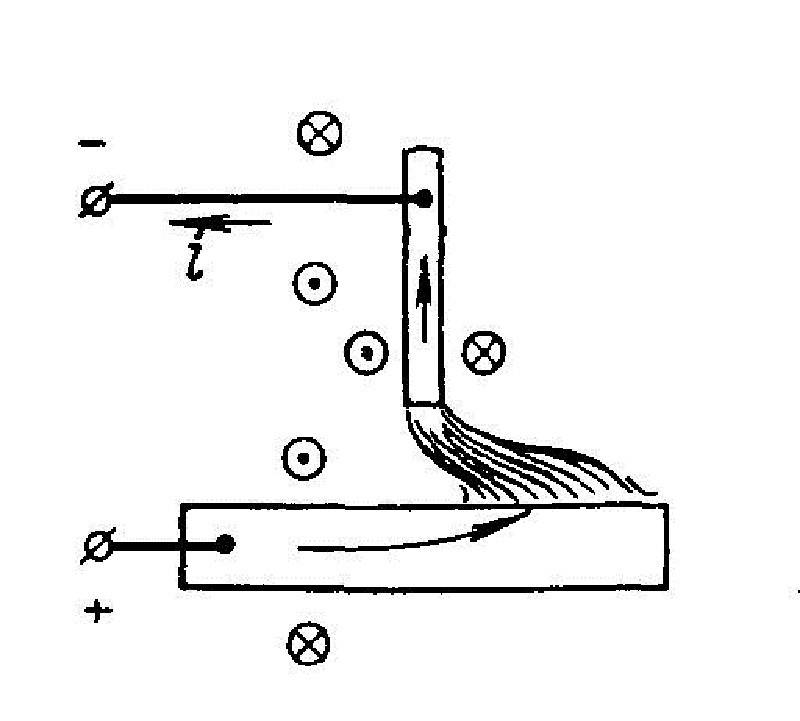
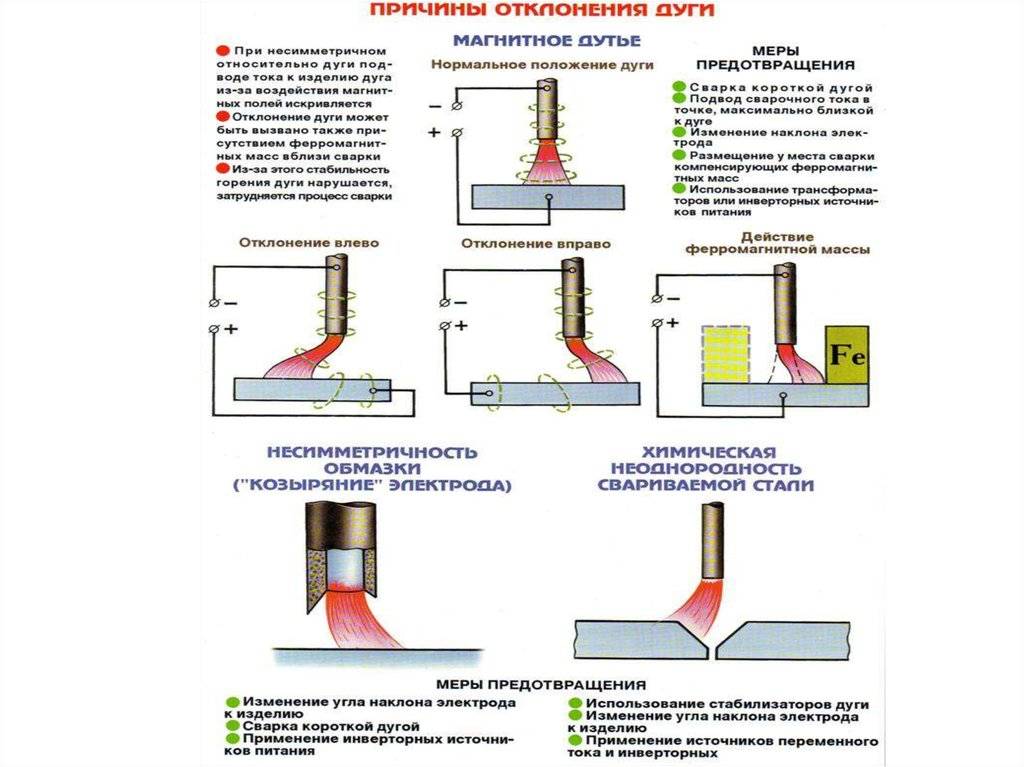
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока. Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 – 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
| Отклонение дуги магнитными полями. |
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу.
Магнитное дутье создается электромагнитом, катушка которого включается последовательно в контур дуги. Важным элементом выключателя является камера гашения, которая способствует растягиванию и охлаждению дуги. На рис. 5 – 22, а показана камера с плоской узкой щелью, в которую дуга затягивается магнитным дутьем из широкой части камеры. Отдавая теплоту стенкам камеры, дуга гаснет. Третий тип камеры гашения показан на рис. 5 – 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
| Эффект магнитного дутья при дуговой сварке. |
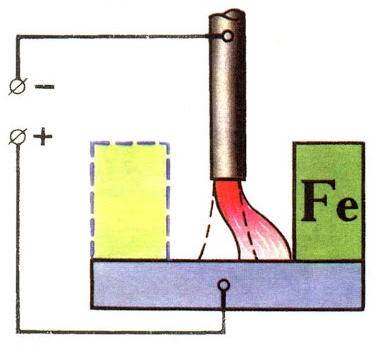
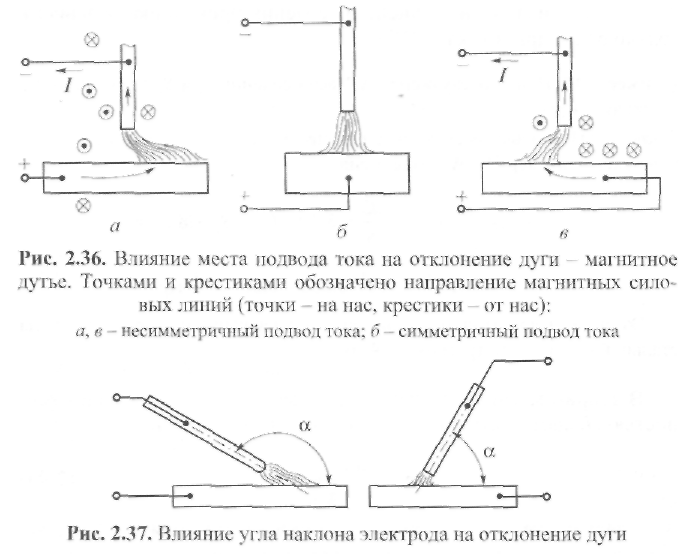
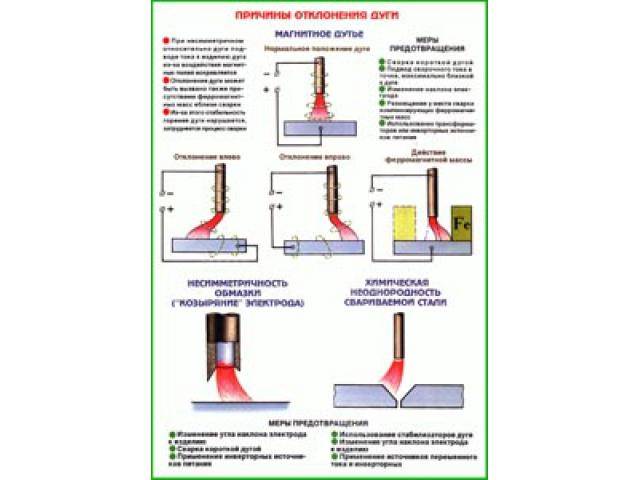
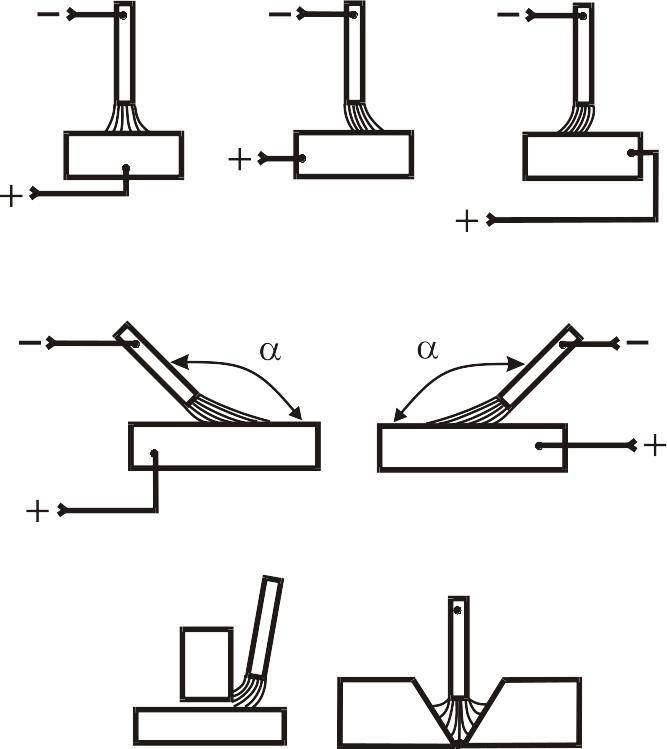
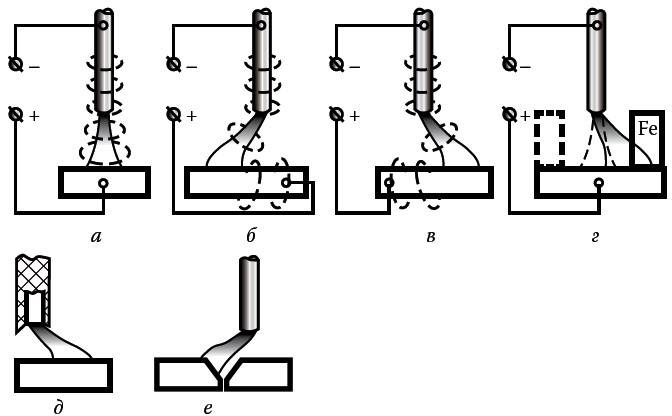
Магнитное дутье ведет к непроварам и ухудшает внешний вид шва. Уменьшить или устранить влияние магнитного дутья на качество сварного шва можно изменением места токоподвода к изделию и угла наклона электрода, временным размещением в зоне сварки дополнительного ферромагнитного материала, создающего симметричное магнитное поле, а также заменой постоянного тока переменным, если это допустимо по условиям свариваемости данного металла.
Параллельное магнитное дутье обычно используется в контакторах, рассчитанных на небольшие номинальные токи. Контактор с системой параллельного дутья реагирует на направление тока. Если направление магнитного поля сохранится неизменным, а ток изменит свое направление, то сила F будет направлена в противоположную сторону. Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону – на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Меньшее магнитное дутье в дуге переменного тока является существенным преимуществом последнего.
| Удельное сопротивление некоторых металлов. |
Магнитное дутье дуги переменного тока значительно слабее, чем дуги постоянного тока. В ряде случаев это является существенным достоинством использования переменного тока для сварки.
Если магнитное дутье вызывается наличием в свариваемой конструкции больших ферромагнитных масс, рекомендуется присоединить обратный провод со стороны, противоположной отклонению дуги.
Уменьшить магнитное дутье можно применением многостороннего или переносного токопровода, наклоном сварочного электрода при сварке ( этим практически широко пользуются сварщики), наложением внешних ( продольных или поперечных) магнитных полей, стабилизацией столба дуги потоком защитных газов, а также другими приемами. В каждом конкретном случае необходимо опробовать несколько приемов и выбрать лучший.
Система магнитного дутья состоит из последовательной катушки 15, размещенной на стальном сердечнике 14 с двумя стальными пластинами – полюсами 13, охватывающими дугогасительную камеру. Ток нагрузки, протекающий по катушке 15, создает магнитный поток Фк ( рис. VII.4, б) в зоне горения дуги. Дуга растягивается, интенсивно охлаждается и гаснет. Для облегчения гашения дуги могут применяться камеры с изоляционными перегородками 10, которые способствуют увеличению длины дуги и ее сопротивления.
| Схема отклонения элек – сумме магнитных потоков сва-трической дуги магнитным полем рочного и вихревых токов, значительно меньше магнитного. |
Что такое сварочная дуга и почему так называется
По определению сварочная дуга это электрический разряд, который может стабильно гореть благодаря действию электрического поля. Сварочная дуга возникает только вы ионизированный смеси газов и паров металла. Она используется как инструмент обработки металла, являясь концентрированным источником тепловой энергии. Температура на дуге может достигать 20000 градусов Цельсия, что используется не только для сварки, но и для резки металла большой толщины.
Само название дуга появилась в 1802 году при экспериментах, описанных В. В. Петровым. Эксперимент выполнялся со столбчатыми разрядами, которые изгибались в “Дугу” под действием тёплого воздуха ими же разогретого.
Классификация сварочной дуги – основные виды
Существует несколько различных классификаций сварочной дуги:
- В зависимости от подключения к сварочному аппарату.
- По используемым в процессе электродам.
- В зависимости от тока.
- По степени сжатие.
- В зависимости от защиты.
- В зависимости от длины.
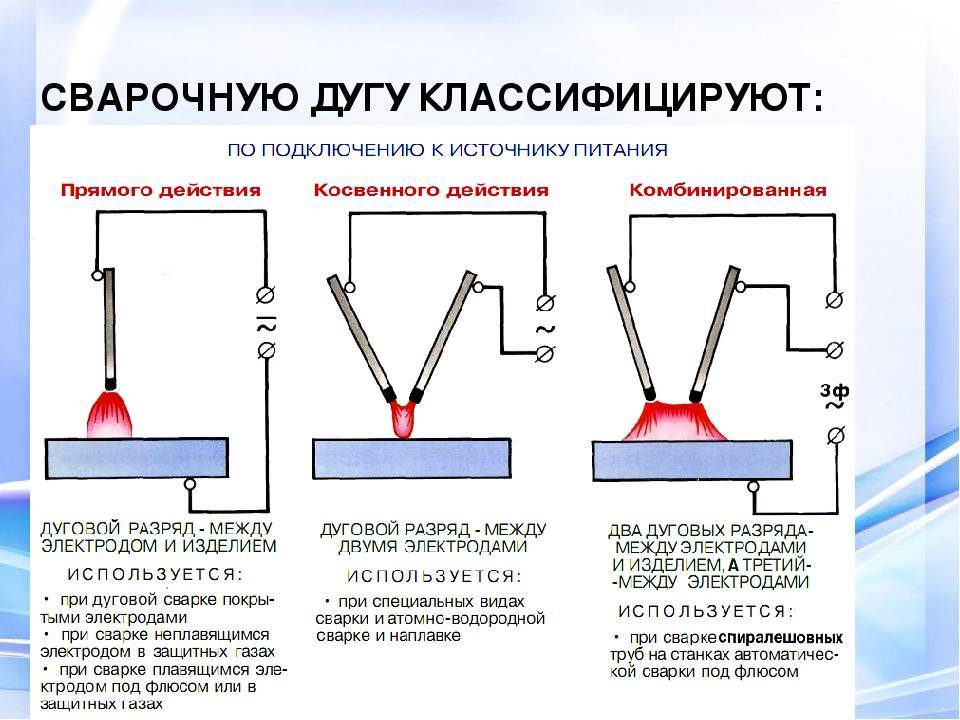
От подключения к сварочному аппарату
Тут уже идёт внутренний классификация: прямого действия; косвенного и комбинированная.
- Прямого действия – дуга горит между деталью и одним электродом;
- Косвенного – разряд горит между несколькими электродами, на изделия ток не подаётся (как пример атомно-водородная наплавка и сварка)
- Комбинированный способ включает в себя симбиоз методов прямого и косвенного. Дуга горит как между электродами, так и между изделиями (выполняется на трёхфазном токе)
По используемым в процессе электродам
При сварке могут использоваться следующий виды электродов, от которых будет отличаться дуга и её свойства:
- плавящиеся электроды – штучные электроды с обмазкой и металлическим стержнем внутри, порошковая проволока и проволока сплошного сечения;
- неплавящиеся электроды угольные или графитовые;
- неплавящиеся электроды из вольфрама и различными тугоплавкими добавками лантана, иттрия, тория и прочих.
От тока
В зависимости от тока существует следующая классификация:
- Дуга постоянного тока;
- Переменного тока;
- Импульсная.
Свою очередь дуга постоянного тока подразделяется на:
- прямая полярность;
- обратная полярность.
По степени сжатие
Дуга может быть:
- свободногорящая – дуговой разряд горит в защитной атмосфере без мероприятий по увеличению давления и сжатия.
- Сжатая – дуговой разряд сжимается за счёт воздуха или инертного газа с использованием специальных сопел и плазмотронов или с помощью электромагнитного поля.
В зависимости от защиты
Здесь выделяют три следующих в классификации:
- открытая – защита осуществляется газовой средой образующиеся от испарения обмазки электрода;
- открытая в среде инертного газа – защита осуществляется подачей инертного Газа;
- закрытая под слоем флюса – защита осуществляется за счёт плавления флюса, под которым и происходит ее горение.
В зависимости от длины
Классификация в зависимости от расстояния между электродом и изделием:
- Короткая – длинной 1,5-2,0 мм.
- Нормальная 2,0 – 3,0 (максимум 3,5 мм).
- Длинная – более 3,5 мм.
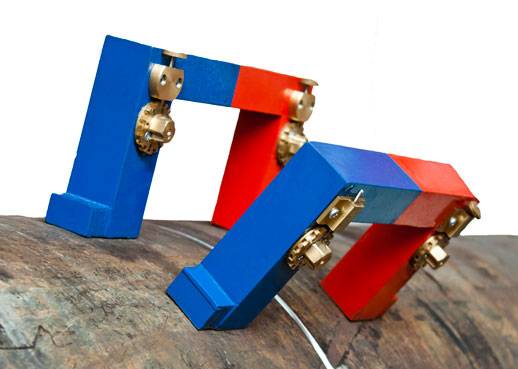
Технологический комплект «МАГ». Магнитные системы.
Намагниченность трубопроводов и листового металла создает большие трудности при ремонтных работах, так как существует эффект “магнитного дутья”. Действие магнитного поля нарушает стабильность горения дуги, происходит ее отклонение на одну из свариваемых кромок, что приводит к выбросу металла из сварочной ванны. Технологический комплект «МАГ» предназначен для исключения отрицательного влияния эффекта «магнитного дутья» при сварке трубопроводов и металлоконструкций.



В состав технологического комплекта входят:
- индикатор «магнитного дутья» – «Дельта»;
- два компенсационных магнита МКР-1, МКР-2 или МКС-С.
Работа с технологическим комплектом:
Устранение «магнитного дутья» производится с помощью постоянных магнитов, методом компенсации остаточных магнитных полей. Размещением магнитов на различном расстоянии от места сварки, производится изменение величины компенсирующего поля. Величина скомпенсированного поля контролируется индикатором «магнитного дутья» – «Дельта».

Установка позволяет повысить производительность труда при сварке намагниченных труб и конструкций, повысить качество сварного шва за счет устранения разбрызгивания металла. Установка применяется при сварке трубопроводов и металлоконструкций, как в цеховых, так и в полевых условиях.
Технические характеристики магнитных систем: | |
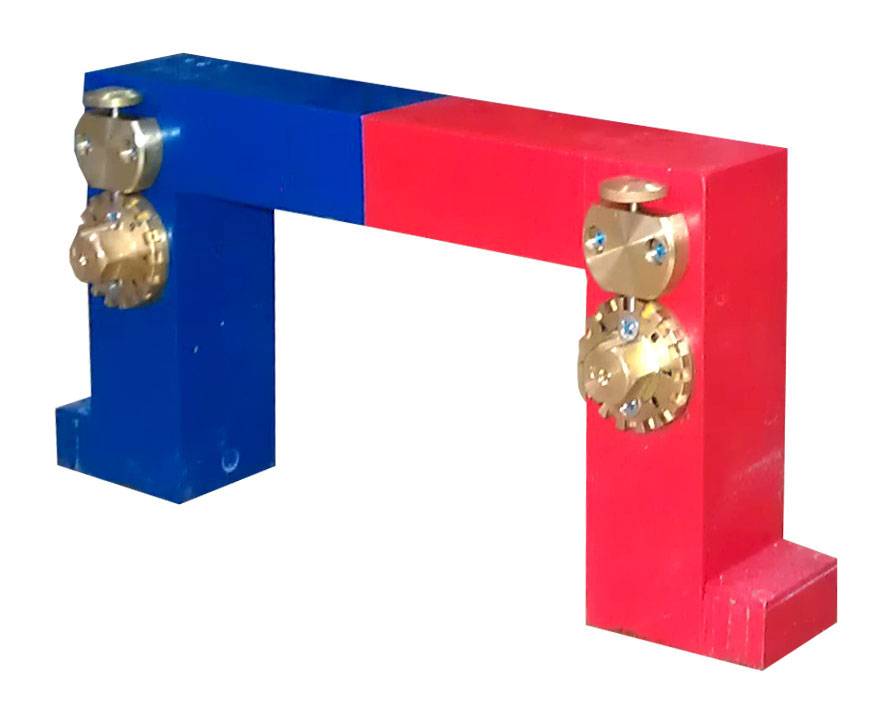 | МКР-1: МКР-1 представляет П-образную магнитную систему с учетом размеров зева для установки трубных центраторов. В отличие от литых магнитов имеет более устойчивые показатели к размагничиванию. МКР-1 имеет регулировку для подбора нужных параметров для быстрого и эфективного устранения магнитного дутья. В отличие от электрических приспособлений для размагничивания трубопроводов, не требует источника питания, что делает его незаменимым в полевых условиях. |
| Величина компенсируемого магнитного поля, до 2000 Гс | |
| Длина компенсируемого участка 150 – 300 мм | |
| Размер 200х120 мм | |
| Масса 5,5 кг | |
 | МКР-2: МКР-2 представляет собой два регулируемых магнитных элемента, соединенных гибким тросом. Гибкая конструкция компенсационного магнита позволяет устранять эффект магнитного дутья при сваривании труб различных диаметров и элементов, установленных под углом. Выполнен по той же технологии, что и МКР-1: обладает теми же устойчивыми показателями к размагничиванию в сочетании с возможностью изменения компенсирующего магнитного поля. |
| Величина компенсируемого магнитного поля, 210 – 1500 Гс | |
| Длина компенсируемого участка 150 – 300 мм | |
| Размер 284х98х42 мм | |
| Масса 3 кг | |
 | |
| МКС-С: | |
| Величина компенсируемого магнитного поля до 200 Э (1600 А/м); | |
| Длина компенсируемого участка 150-300 мм; | |
| Размеры «окна» магнита 200 х 120 мм; | |
| Вес магнита 5,5 кг. |
| Индикатора «магнитного дутья» «Дельта»: |  |
| Габариты индикатора – 105х90х80 мм; | |
| Вес индикатора – 0,5 кг; | |
| Толщина щупа датчика индикатора – 2 мм; | |
| Длина кабеля датчика индикатора -1 м; | |
| Диапазон рабочей температуры -20 +50°С; | |
| Питание – три гальванических элемента типа АА. |
Версия для печати
Строение
Электрическая дуга состоит из трёх основных зон:
- катодной;
- анодной;
- плазменного столба.
В сварочных дугах размеры катодной и анодной зоны незначительные, по сравнению с длиной столба. Толщина этих зон составляет тысячные доли миллиметра. В зоне катодного падения напряжения (на конце отрицательного электрода) наблюдается наличие катодных пятен, которые образуются в результате сильного нагревания.
На рисунке 4 изображена схема строения дуги, создаваемой сварочным аппаратом.
Рис. 4. Строение сварочной дуги
Обратите внимание: с целью достижения наглядности, на картинке сильно преувеличены электродные зоны. В действительности их толщина измеряется в микронах
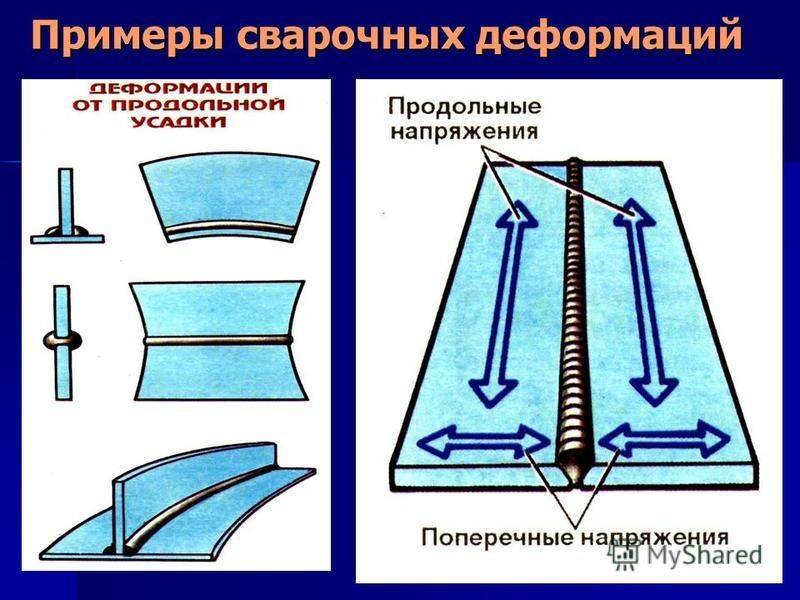
МЕТОДЫ БОРЬБЫ СО СВАРОЧНЫМИ ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Рациональное конструирование сварных узлов. Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных напряжений и деформаций. Для этого сварные соединения конструируют таким образом, чтобы объем наплавленного металла был минимальным. Например, при толщине металла более 12 мм
следует применять X и К-образную подготовку кромок. С этой же целью заменяют прерывистые соединения на сплошные швы меньшего сечения. Выполняют стыковые швы при минимальном угле раскрытия шва и минимальном зазоре. Избегают резких переходов сечений, а также применяют преимущественно стыковые соединения и не допускают концентрации и пересечений сварных швов.Технология сборки и сварки. Порядок сборки под сварку, способ сварки, режимы сварки и последовательность наложения шва по его длине и сечению оказывают значительное влияние на величину деформаций и на пряжений при сварке. Чтобы уменьшить остаточные деформации и напряжения конструкций и изделий при сборке по возможности не допускают скрепления узлов и деталей прихватками, которые создают жесткое закрепление. Для обеспечения подвижного состояния закрепленных деталей используют клиповые, центровочные и другие сборочные приспособления. На образование остаточных деформаций и напряжений значительное влияние оказывает способ сварки. На величину и характер сварочных напряжений и остаточных деформаций влияет погонная энергия сварки и режим сварки. Увеличение сечения шва, как правило, способствует росту деформаций. Величина остаточных деформаций и напряжений зависит и от порядка наложения швов по длине и сечению. Например, при сварке листовых конструкций вначале выполняют поперечные швы отдельных поясов, а затем соединяют (сваривают) пояса между собой. Уравновешивание деформаций. Сущность этого способа заключается в том, что устанавливают определенную последовательность наложения швов, при которой деформации от предыдущих швов снижаются при выполнении последующих швов. Этот способ широко применяют при сварке стержневых конструкций или деталей симметричного сечения. Обратные деформации. Перед сваркой конструкции или элемента для уменьшения остаточной деформации искусственно создают деформацию, обратную по знаку, по отношению к той, которая может возникнуть при сварке. На рис. 34 показаны некоторые примеры использования обратной деформации.
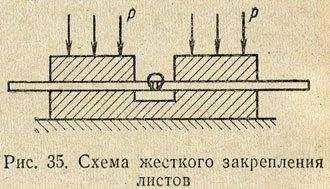
Жесткое закрепление (рис. 35). Закрепление обеспечивает уменьшение сварочных деформаций по сравнению со сваркой в незакрепленном состоянии, если зона нагрева до температур выше 600°С не превышает 0,15 общей ширины свариваемого элемента. Если зона нагрева будет более 0,15 ширины листа, то жесткое закрепление не уменьшает деформаций, а наоборот, может увеличить их по сравнению со сваркой в свободном состоянии.
Проковка швов и околошовной зоны. Проковка способствует снижению напряжений и деформаций. При выполнении проковки необходимо соблюдать следующие условия: при многослойной сварке проковку выполнять послойно, а первый и последний слой не проковывать; проковку следует выполнять на участке шва длиной 150 — 200 мм
сразу же после сварки или после подогрева его до 150 — 200° С; при сварке металла толщиной более 16мм необходимо проковывать и металл околошовной зоны.Общий отжиг сварного изделия. Отжиг применяется для сталей, имеющих склонность к образованию закаленных зон вблизи сварного шва (особенно при большой толщине свариваемого металла), и для конструкций, работающих при знакопеременных нагрузках. Механическая правка конструкций после сварки. Правку выполняют приложением ударной или статической нагрузок при холодном или нагретом состоянии металла. Термическая правка конструкций и изделий после сварки. Правка выполняется наплавкой валиков с обратной стороны шва или местным нагревом, производимым в особом для каждой конструкции порядке. Для получения сварных конструкций заданных проектных размеров необходимо давать припуски на усадку сварных швов. На один поперечный стыковой шов проката или листа толщиной 8 — 16 мм припуск должен составлять около 1мм .
Электросварка. В. П. Фоминых А. П. Яковлев
https://tehinfor.ru/s_14/svarka_29.html
Вопрос 26
Природа возникновения явления
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного — к катоду. Начинается процесс протекания тока в плазме.
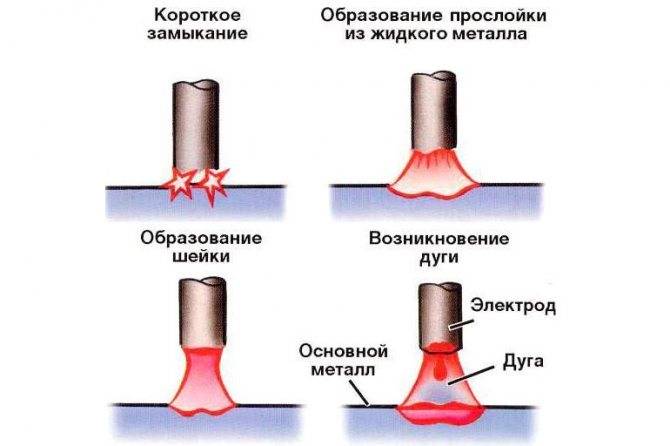
В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится. Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
- Входного выпрямителя.
- Инвертора — электронного устройства с быстропереключающимися транзисторами, управляемого микросхемой.
- Трансформатора.
- Выходного выпрямителя.

Инвертор является источником питания дуги.
Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.





Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.

Мощность варьируют силой тока, которая зависит от длины дуги.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Магнитное дутье при сварке и способы его устранения
При сварке трубопроводов и других массивных металлоконструкций сварщики нередко встречаются с эффектом “магнитного дутья”.
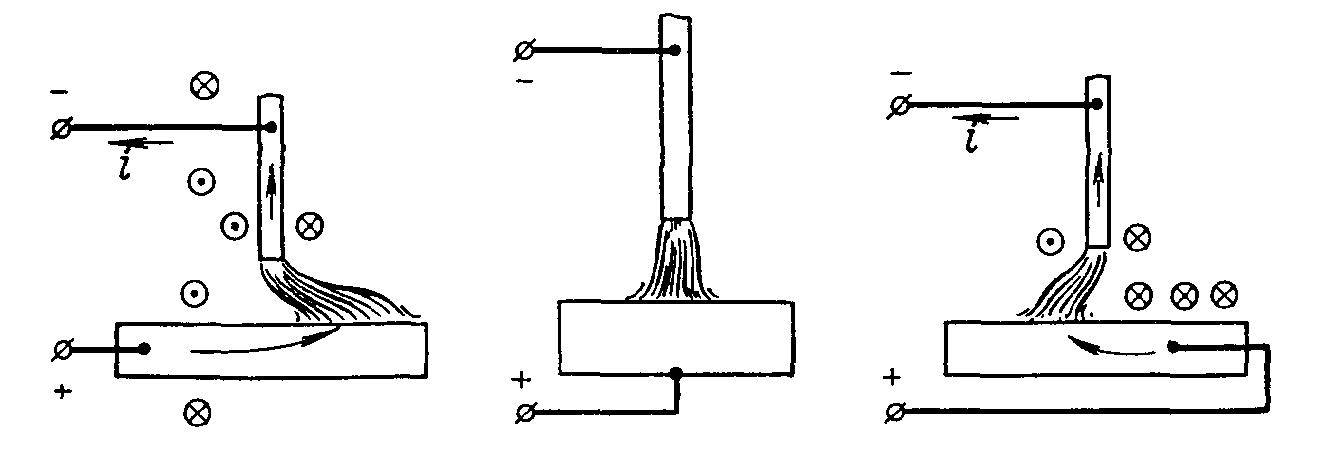
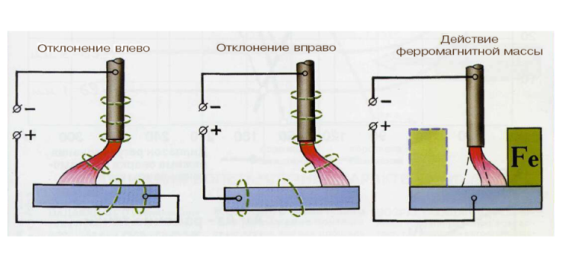
Магнитное дутье возникает при воздействии постороннего магнитного поля (намагниченные трубы) на магнитное поле дуги. Дуга отклоняется от оси электрода и зоны сварки, нарушается стабильность горения.
Отклонение дуги внешним магнитным полем
Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие меры:
1. выполнять сварку, когда это возможно, на переменном токе;
2. крепить обратный провод возможно ближе к месту сварки;
3. надежно заземлять свариваемое изделие;
4. ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если вышеперечисленные методы не устраняют магнитное дутье, то существует более радикальный способ борьбы с этим эффектом.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают сварочный провод сечением не менее 25мм² (6-8 витков). Концы провода подключают к сварочному источнику постоянного тока (выпрямитель, инвертор) и пропускают через провод ток 200 – 300 А в течение 2-3 мин.
Устранение намагниченности проверяется стальной проволокой диаметром 1-1,6мм и длинной примерно 0,5м – проволока не должна притягиваться к трубе.
Если проволока притягивается, то надо пропустить через провод ток в обратном направлении (поменять полярность подключения концов провода).
Преимущества и недостатки вакуумных выключателей
К преимуществам данного вида коммутационных аппаратов следует отнести:
- Сравнительно небольшие габариты, в отличии от масляных и воздушных;
- Отличаются малыми габаритами и возможностью быстрой замены, особенно в выкатных ячейках;
- Не производят такого большого шума при переключениях;
- Отлично выполняют свои функции не зависимо от положения камер в пространстве;
- Полностью экологичны и безопасны для здоровья в отличии от элегазовых выключателей;
- Не требуют дозаправки и содержания отдельного хозяйства для этой цели;
- Отличаются высокой надежностью.
К недостаткам вакуумных выключателей относят:
- Неспособность выдерживать большие токи короткого замыкания;
- Возникновение перенапряжения при отсекании малых индуктивных токов;
- Малый коммутационный ресурс отключения аварийных токов.
Источник
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Режимы
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
Закалку легированной стали производят в минеральных маслах. Кстати, тонкие изделия из углеродистой стали также проводят в масле. Главное преимущество масляных ванн заключается в том, что скорость охлаждения не зависит от температуры масла: при температуре 20 градусов и 150 градусов изделие будет охлаждаться с одинаковой скоростью.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.

Читать также: Самодельный электролобзик своими руками
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором
При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле
Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Если вас интересует, как сделать токарную обработку металлических изделий, читайте статью по https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ ссылке.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке:
структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
- литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.





