

6 Состав и классификация стандартов Единой системы конструкторской документации
6.1 Межгосударственные стандарты ЕСКД распределяют по классификационным группам, приведенным в таблице 1. Таблица 1
Номер группы | Наименование классификационной группы стандартов | Номер группы | Наименование классификационной группы стандартов |
Общие положения | 5 | Правила изменения и обращения конструкторской документации | |
1 | Основные положения | 6 | Правила выполнения эксплуатационной и ремонтной документации |
2 | Классификация и обозначение изделий и конструкторских документов | 7 | Правила выполнения схем |
3 | Общие правила выполнения чертежей | 8 | Правила выполнения документов при макетном методе проектирования |
4 | Правила выполнения чертежей различных изделий | 9 | Прочие стандарты |
6.2 Перечень стандартов, входящих в ЕСКД, приведен в указателе стандартов, публикуемом в установленном порядке.
Дополнения к правилам по выбору
При обработке поверхности за одну установку погрешности использующейся базы, а также приспособления, применяющегося для работы, не будут влиять на точность расположения деталей. Благодаря этому, появляется возможность в данном случае использовать в качестве установочного элемента любую плоскость, в независимости от того, является ли она обработанной или черновой. Чаще всего подобный подход используется в том случае, когда применяется укрупненный метод технологического процесса. Преимущество заключается в том, что удается либо значительно снизить затраты на обработку, либо повысить точность приспособлений.
Если обрабатывать изделия на нескольких установках, то в этом случае погрешность как поверхности, так и самого приспособления будут сильно влиять на точность работы. Из этого следует, что обрабатывать их можно лишь при установке на одну и ту же плоскость, то есть на чистовую базу.
Одно из важных требований, которое предъявляется к плоскости, состоит в том, что она должна обеспечивать продольное и постоянное движение заготовки по станку. В качестве базы разрешается использовать торцы изделия или же уступы
Соблюдение этого требования наиболее важно в том случае, если идет процесс серийного выпуска деталей или же просто очень крупной партии
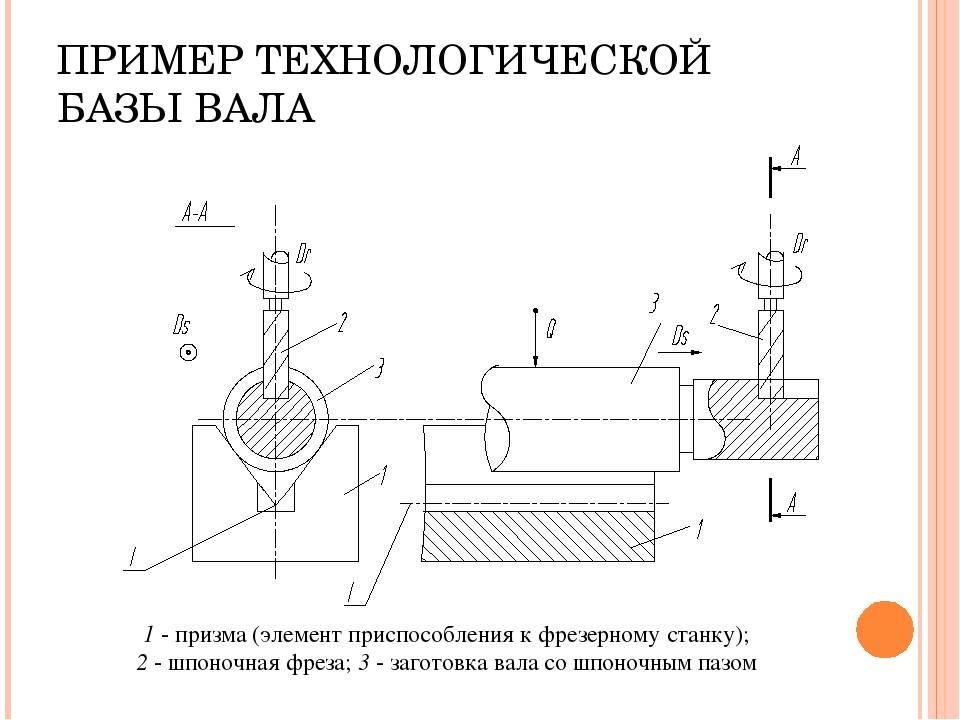
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
5.1 Изделия по конструктивно-функциональным характеристикам
5.1.1 Устанавливаются следующие виды изделий по конструктивно-функциональным характеристикам: деталь, сборочная единица, комплекс и комплект.
5.1.2 Деталь – изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций, например валик из одного куска металла; литой корпус; пластина из биметаллического листа; печатная плата; маховичок из пластмассы (без арматуры); отрезок кабеля или провода заданной длины. Эти же изделия, подвергнутые покрытиям (защитным или декоративным), независимо от вида, толщины и назначения покрытия, или изготовленные с применением местной сварки, пайки, склейки, сшивки и т. п., например винт, подвергнутый хромированию; трубка, спаянная или сваренная из одного куска листового материала; коробка, склеенная из одного куска картона.
5.1.3 Сборочная единица – изделие, составные части (СЧ) которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, сваркой, пайкой, запрессовкой, развальцовкой, склеиванием, сшиванием, укладкой и т. п.), например автомобиль, станок, телефонный аппарат, микромодуль, редуктор, сварной корпус, маховичок из пластмассы с металлической арматурой.


К сборочным единицам, при необходимости, также относят:
а) изделия, для которых конструкцией предусмотрена разборка их на составные части;
б) совокупность сборочных единиц и/или деталей, имеющих общее функциональное назначение и совместно устанавливаемых на предприятии-изготовителе в другой сборочной единице, например электрооборудование станка, автомобиля, самолета; набор составных частей для установки врезного замка (замок, запорная планка, ключи);
в) совокупность сборочных единиц и/или деталей, имеющих общее функциональное назначение, совместно уложенных на предприятии-изготовителе в укладочные средства (футляр, коробку и т. п.), которые предусмотрено использовать вместе с уложенными в них изделиями, например набор чертежных инструментов (готовальня), набор концевых плоскопараллельных мер длины;
г) упаковочную единицу, представляющую изделие, создаваемое в результате соединения упаковываемой продукции с упаковкой.
5.1.4 Комплекс – два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций.
Каждое из этих специфицированных изделий, входящих в комплекс, служит для выполнения одной или нескольких основных функций, установленных для всего комплекса, например цех-автомат; завод-автомат, автоматическая телефонная станция, бурильная установка; изделие, состоящее из метеорологической ракеты, пусковой установки и средств управления; корабль.
В комплекс, кроме изделий, выполняющих основные функции, могут входить детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций, например детали и сборочные единицы, предназначенные для монтажа комплекса на месте его эксплуатации; комплект запасных частей, укладочных средств, тары и др.
5.1.5 Комплект – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, комплект инструмента и принадлежностей, комплект измерительной аппаратуры, комплект упаковочной тары и т. п.
К комплектам также относят сборочную единицу или деталь, поставляемую вместе с набором других сборочных единиц и/или деталей, предназначенных для выполнения вспомогательных функций при эксплуатации этой сборочной единицы или детали, например осциллограф в комплекте с укладочным ящиком, запасными частями, монтажным инструментом, сменными частями.
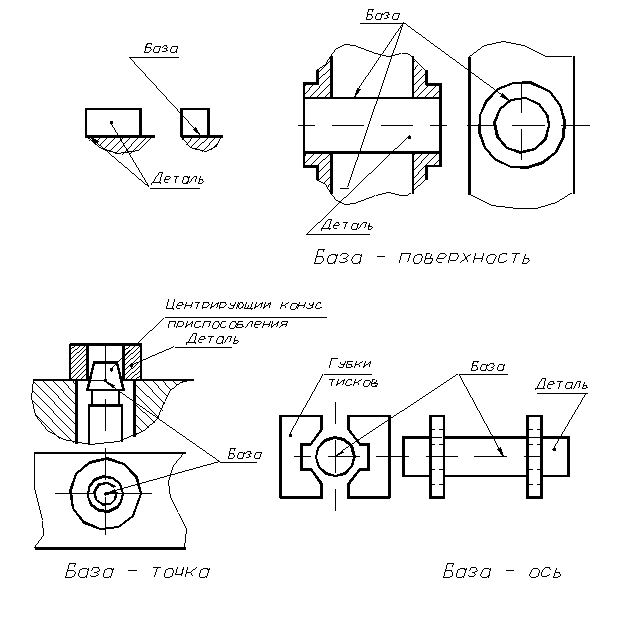
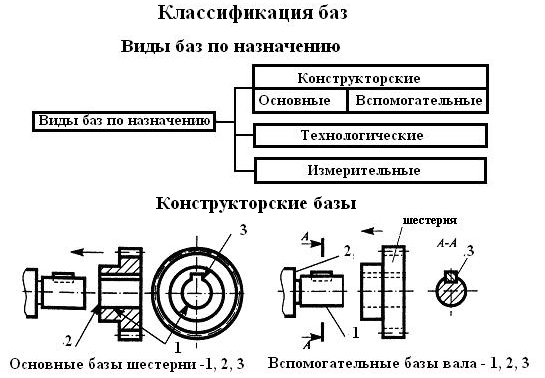
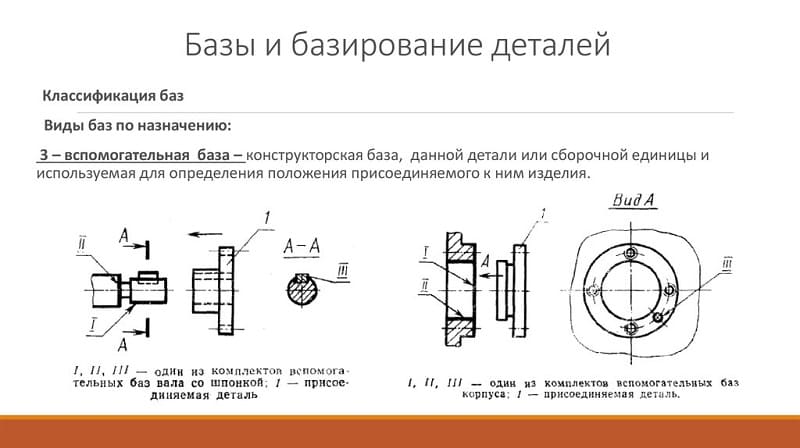
Виды баз
Деление на классы осуществляется по установленным признакам:
- назначению и области применения;
- количеству фиксированных независимых координат в направлении которых осуществляется вращение или перемещение совокупности точек на поверхности (они именуются степенями свободы);
- по степени открытости;
- особенностям применения.
По назначению применяются четыре вида баз:
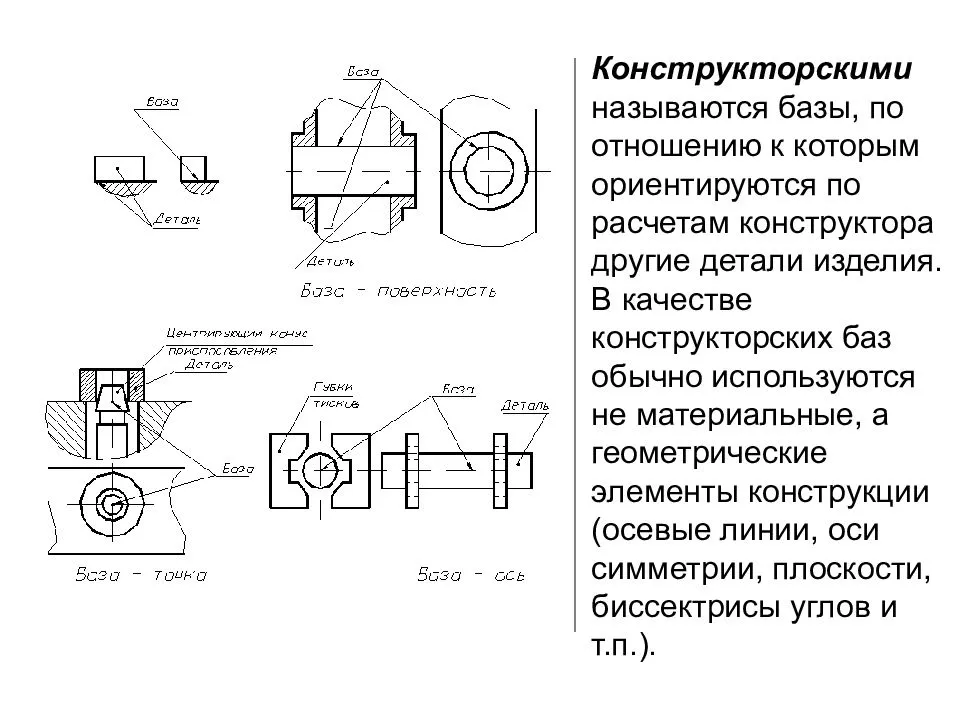
- конструкторские;
- технологические;
- настроечные;
- измерительные.
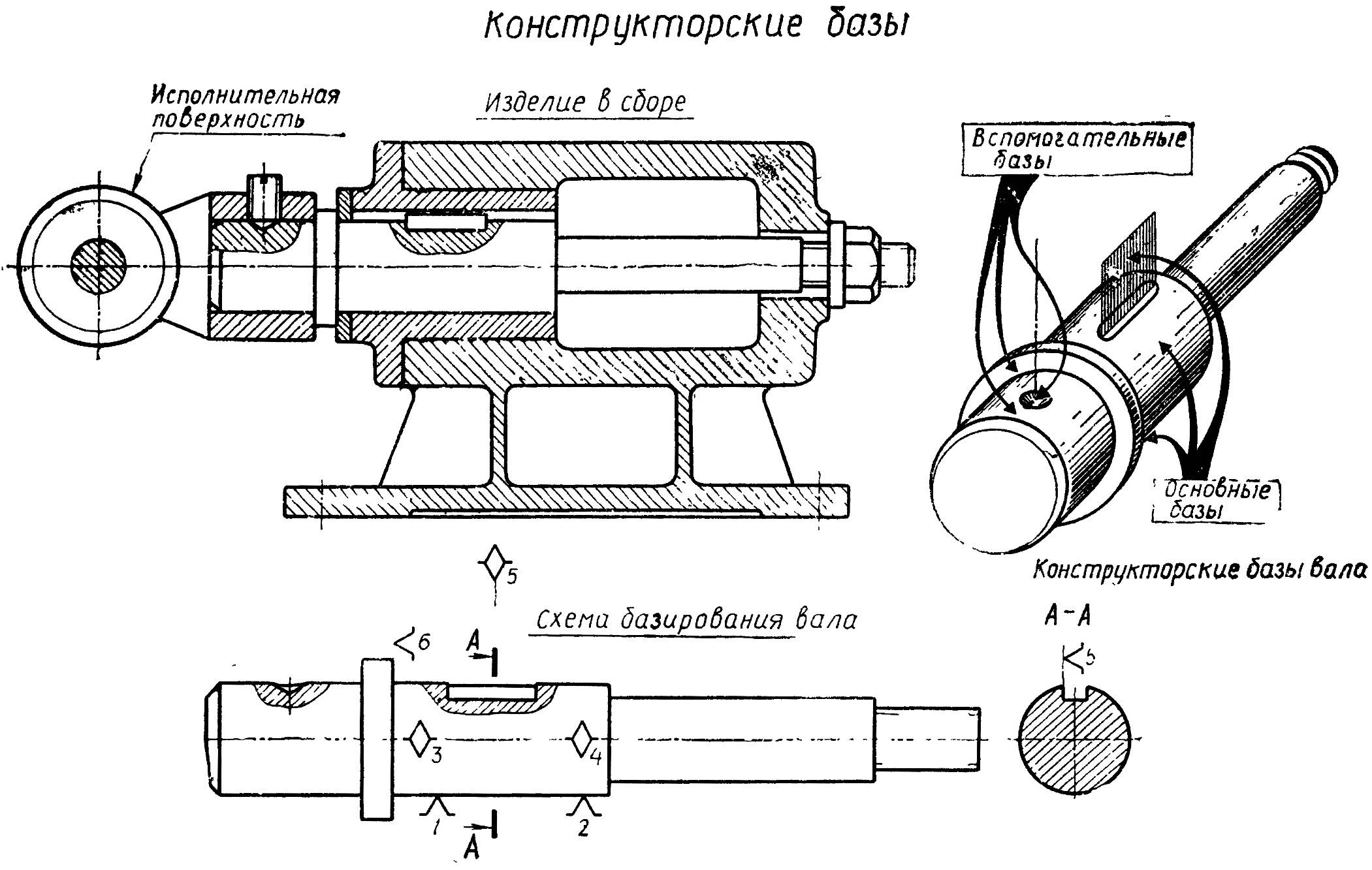
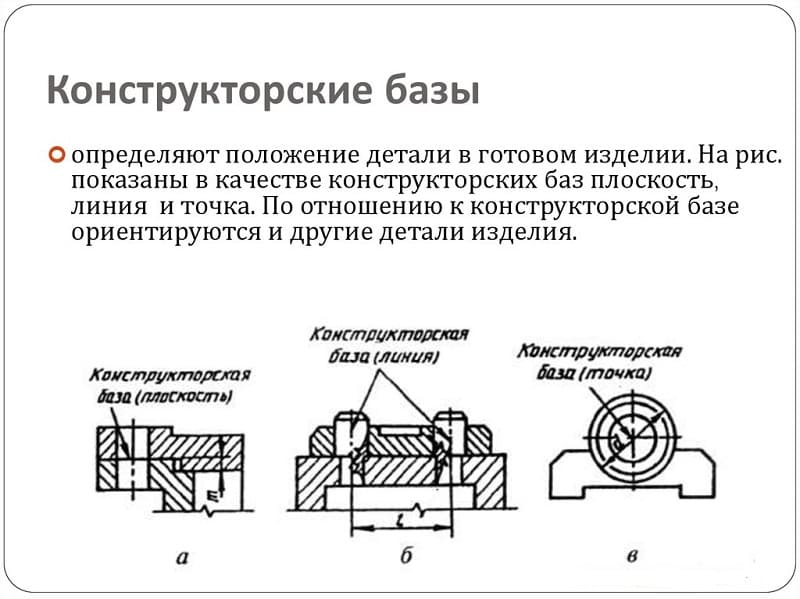
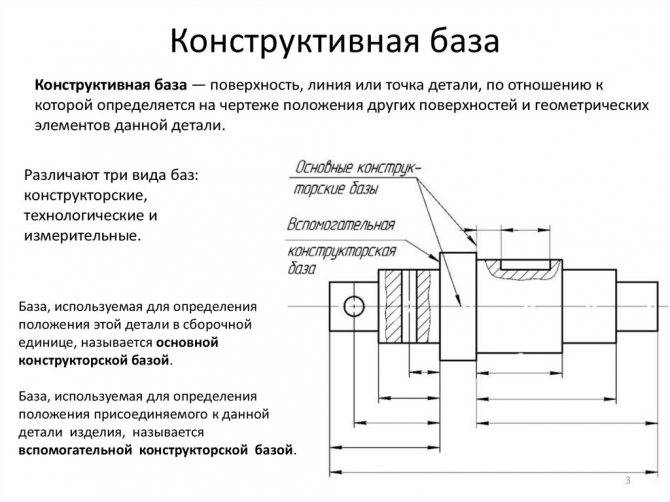
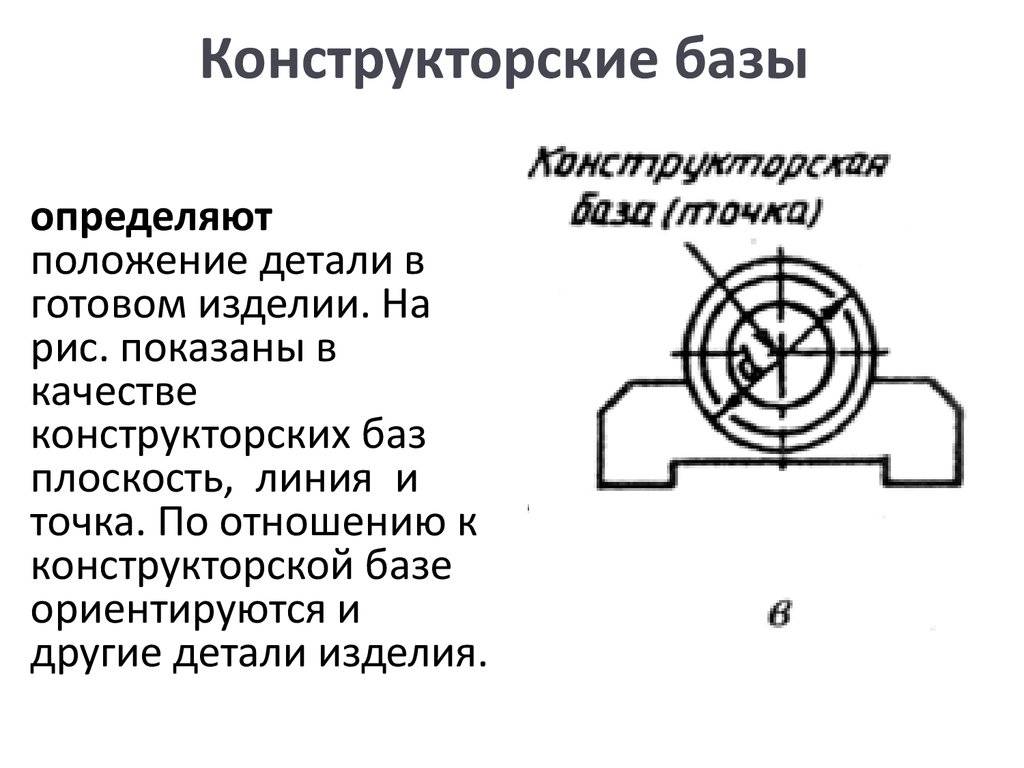
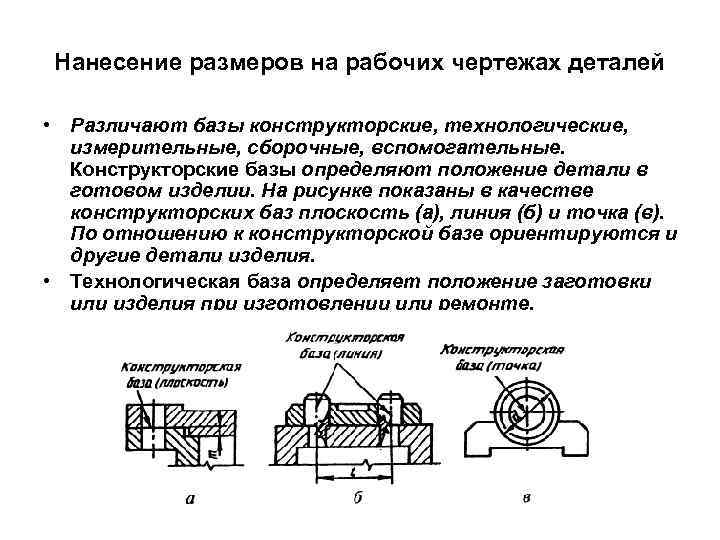
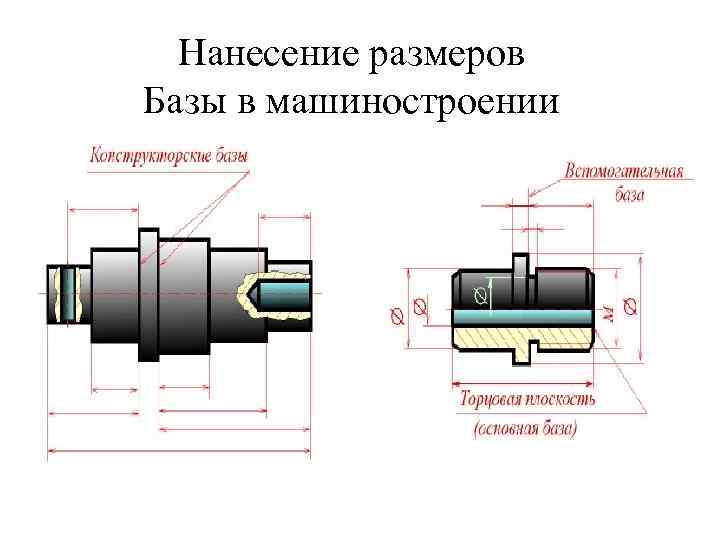
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.
Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
- настроечные;
- проверочные.
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.
Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
- установочная;
- направляющая (одинарная или двойная);
- опорная (одинарная или двойная);
https://youtube.com/watch?v=mcvsPADJSkY
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».
7 Обозначение стандартов Единой системы конструкторской документации
7.1 Обозначение стандартов ЕСКД — согласно ГОСТ 1.0.
7.2 Обозначение стандарта состоит из: — индекса стандарта — ГОСТ; — цифры 2, присвоенной комплексу стандартов ЕСКД; — цифры (после точки), обозначающей номер группы стандартов в соответствии с таблицей 1; — двузначного числа, определяющего порядковый номер стандарта в данной группе; — четырех цифр (после тире), указывающих год утверждения стандарта. В стандартах, утвержденных до 2000 года, указаны две последние цифры года. Пример обозначения ГОСТ 2.316-2008 Единая система конструкторской документации. Правила нанесения надписей, технических требований и таблиц на графических документах:
Погрешность – базирование
Погрешность базирования Де § определяют соответствующими геометрическими расчетами или анализом размерных цепей, что обеспечивает в ряде случаев более простое решение задачи.
Погрешность базирования вызывается погрешностями изготовления поверхностей заготовки, используемых в качестве технологических установочных и измерительных баз.
Погрешность базирования имеет место при несовмещении измерительной и установочной баз заготовки; она не является абстрактной величиной, а относится к конкретному выполняемому размеру при данной схеме установки. Поэтому величине ее в расчетах нужно присваивать индекс соответствующего размера.
Погрешности базирования и закрепления, объединяемые погрешностями установки, учитывают отклонение фактического положения детали, установленной в приспособлении, от идеального.
| Установка заготовки по плоскости основания и двум боковым сторонам.| Установка заготовки по плоскости и двум отверстиям. а – теоретическая схема базирования. б-схема установки. |
Погрешность базирования равна сумме погрешностей размеров, соединяю – Щих конструкторские и технологические базы.
Погрешности базирования также влияют на кинематическую точность передачи. Погрешности базирования возникают за счет несовпадения рабочей оси колеса с геометрической осью зубчатого венца. Они складываются из эксцентриситета и перекоса оси. При суммировании этих погрешностей необходимо учитывать фазы влияния каждой погрешности. Кинематическая точность работы отдельного колеса характеризуется кинематической погрешностью. Плавность работы колеса характеризуется циклической погрешностью.
Погрешность базирования влияет на точность выполнения размеров и взаимного положения поверхностей, но не влияет на точность получения формы поверхностей. При совмещении установочной и измерительной баз для некоторых схем установки ( например, на рис. 5.5, а) погрешность базирования равна нулю. Она также равна нулю для всех размеров, определяющих взаимное положение поверхностей, обработанных при неизменной установке заготовки. Погрешность закрепления вызывается смещением заготовки под действием сил зажима.
| Схема расчета погрешностей базирования. |
Погрешность базирования возникает, когда в качестве технологической базы выбирается поверхность не являющаяся измерительной.
Погрешность базирования в радиальном направлении при установке детали на конус отсутствует, так как ось детали будет совпадать с осью конической оправки. Для получения минимальной погрешности базирования необходимо всегда стремиться к тому, чтобы измерительная база совпадала с установочной.
Погрешность базирования Дед возникает в процессе базирования заготовок в приспособлениях и определяется как предельное поле рассеивания расстояний между измерительной и установочной поверхностями в направлении выдерживаемого размера. Приближенно Дяй можно оценить величиной размаха – разностью между наибольшим п наштпыним значениями указанного расстояния.
Погрешность базирования еб возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами. При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает.
Погрешности базирования зависят от выбранной схемы установки детали в приспособлении и могут быть заранее рассчитаны.
| Расчетная схема погрешности закрепления.| Зависимость For реакции в опоре. |
7 Обозначение стандартов Единой системы конструкторской документации
7.1 Обозначение стандартов ЕСКД — согласно ГОСТ 1.0.
7.2 Обозначение стандарта состоит из: — индекса стандарта — ГОСТ; — цифры 2, присвоенной комплексу стандартов ЕСКД; — цифры (после точки), обозначающей номер группы стандартов в соответствии с таблицей 1; — двузначного числа, определяющего порядковый номер стандарта в данной группе; — четырех цифр (после тире), указывающих год утверждения стандарта. В стандартах, утвержденных до 2000 года, указаны две последние цифры года. Пример обозначения ГОСТ 2.316-2008 Единая система конструкторской документации. Правила нанесения надписей, технических требований и таблиц на графических документах:
АВИАЦИОННАЯ ТЕХНИКА
Издание официальное
Москва Стандартинформ 2020
Предисловие
- 1 РАЗРАБОТАН Некоммерческим партнерством «Национальная технологическая палата» (НП «Национальная технологическая палата»)
- 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 323 «Авиационная техника»
- 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому ре* гулированию и метрологии от 21 июля 2021 г. № 375-ст
- 4 ВВЕДЕН ВПЕРВЫЕ
Пробила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (но состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)





Стандартинформ. оформление. 2020
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и рас* пространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
1 Область применения
2 Нормативные ссылки
3 Термины, определения и сокращения
4 Основные положения
5 Содержание технологического контроля
6 Организация и порядок проведения технологического контроля конструкторской документации.. .7
7 Соблюдение требований технологического контроля
8 Информационное обеспечение технологического контроля
Приложение А (обязательное) Форма первой страницы ведомости замечаний и предложений технологического контроля конструкторской документации
Приложение Б (обязательное) Форма второй и последующих страниц ведомости замечаний и предложений технологического контроля конструкторской документации
Приложение 8 (обязательное) Форма последней страницы ведомости замечаний и предложений технологического контроля конструкторской документации
ж W
ж
5.1 Изделия по конструктивно-функциональным характеристикам
5.1.1 Устанавливаются следующие виды изделий по конструктивно-функциональным характеристикам: деталь, сборочная единица, комплекс и комплект.
5.1.2 Деталь – изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций, например валик из одного куска металла; литой корпус; пластина из биметаллического листа; печатная плата; маховичок из пластмассы (без арматуры); отрезок кабеля или провода заданной длины. Эти же изделия, подвергнутые покрытиям (защитным или декоративным), независимо от вида, толщины и назначения покрытия, или изготовленные с применением местной сварки, пайки, склейки, сшивки и т. п., например винт, подвергнутый хромированию; трубка, спаянная или сваренная из одного куска листового материала; коробка, склеенная из одного куска картона.
5.1.3 Сборочная единица – изделие, составные части (СЧ) которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, сваркой, пайкой, запрессовкой, развальцовкой, склеиванием, сшиванием, укладкой и т. п.), например автомобиль, станок, телефонный аппарат, микромодуль, редуктор, сварной корпус, маховичок из пластмассы с металлической арматурой.
К сборочным единицам, при необходимости, также относят:
а) изделия, для которых конструкцией предусмотрена разборка их на составные части;
б) совокупность сборочных единиц и/или деталей, имеющих общее функциональное назначение и совместно устанавливаемых на предприятии-изготовителе в другой сборочной единице, например электрооборудование станка, автомобиля, самолета; набор составных частей для установки врезного замка (замок, запорная планка, ключи);
в) совокупность сборочных единиц и/или деталей, имеющих общее функциональное назначение, совместно уложенных на предприятии-изготовителе в укладочные средства (футляр, коробку и т. п.), которые предусмотрено использовать вместе с уложенными в них изделиями, например набор чертежных инструментов (готовальня), набор концевых плоскопараллельных мер длины;
г) упаковочную единицу, представляющую изделие, создаваемое в результате соединения упаковываемой продукции с упаковкой.
5.1.4 Комплекс – два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций.
Каждое из этих специфицированных изделий, входящих в комплекс, служит для выполнения одной или нескольких основных функций, установленных для всего комплекса, например цех-автомат; завод-автомат, автоматическая телефонная станция, бурильная установка; изделие, состоящее из метеорологической ракеты, пусковой установки и средств управления; корабль.
В комплекс, кроме изделий, выполняющих основные функции, могут входить детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций, например детали и сборочные единицы, предназначенные для монтажа комплекса на месте его эксплуатации; комплект запасных частей, укладочных средств, тары и др.
5.1.5 Комплект – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, комплект инструмента и принадлежностей, комплект измерительной аппаратуры, комплект упаковочной тары и т. п.
К комплектам также относят сборочную единицу или деталь, поставляемую вместе с набором других сборочных единиц и/или деталей, предназначенных для выполнения вспомогательных функций при эксплуатации этой сборочной единицы или детали, например осциллограф в комплекте с укладочным ящиком, запасными частями, монтажным инструментом, сменными частями.
5 Область распространения стандартов Единой системы конструкторской документации
5.1 Стандарты ЕСКД распространяются на изделия машиностроения и приборостроения гражданского и военного назначения. Область распространения отдельных стандартов может быть расширена, что должно быть оговорено во введении к ним. (Поправка. ИУС N 1-2018).
5.2 Установленные стандартами ЕСКД правила, требования и нормы по разработке, оформлению и обращению документации распространяются на следующую документацию: — все виды конструкторских документов; — учетно-регистрационную документацию для конструкторских документов; — документацию по внесению изменений в конструкторские документы; — нормативную, технологическую, программную документацию, а также научно-техническую и учебную литературу, в той части, в которой стандарты ЕСКД могут быть применимы для них и не регламентируются другими нормативными документами, например форматы и шрифты для печатных изданий и т.п. Установленные в стандартах ЕСКД правила, требования и нормы распространяются на указанную выше документацию, разработанную организациями и предпринимателями всех форм собственности (субъектами хозяйственной деятельности) стран — участников соглашения (СНГ), а также научно-техническими, инженерными обществами и другими общественными объединениями.
По лишаемым степеням свободы
18. Установочная база
D. Auflagebasis Е. Setting base
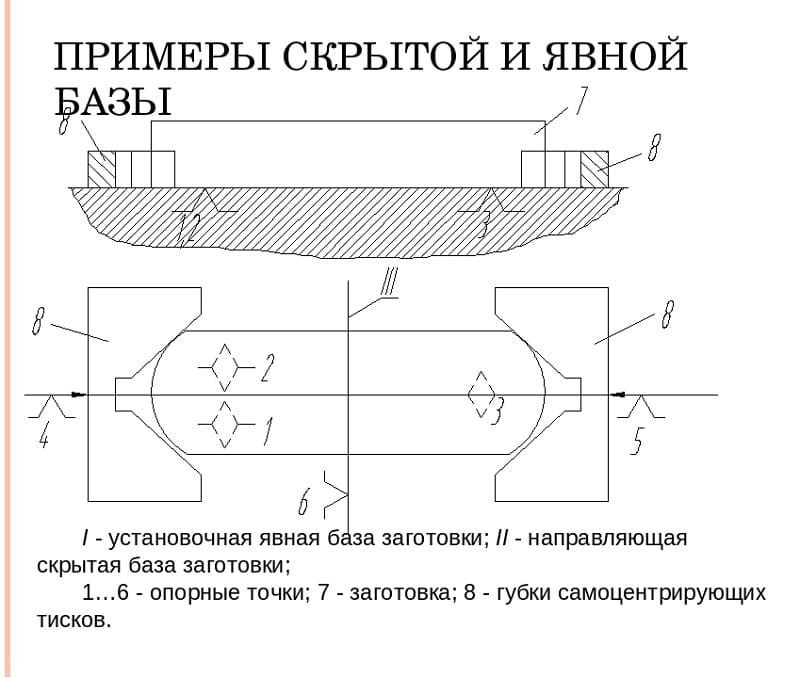
База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей I — установочная база заготовки, лишающая ее перемещения вдоль оси и поворотов вокруг осей и ; II — направляющая база заготовки, лишающая ее перемещения вдоль оси и поворота вокруг оси ; III — опорная база заготовки, лишающая ее перемещения вдоль оси ; 1 — заготовка; 2 — опоры приспособления.
19. Направляющая база
D. Anlagebasis Е. Guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их: двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси
20. Опорная база
D. Е. Resting base
![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://benzo-electro-instrument.ru/wp-content/uploads/d/2/1/d2123c056193e7674220e732f8e999b4.jpeg)



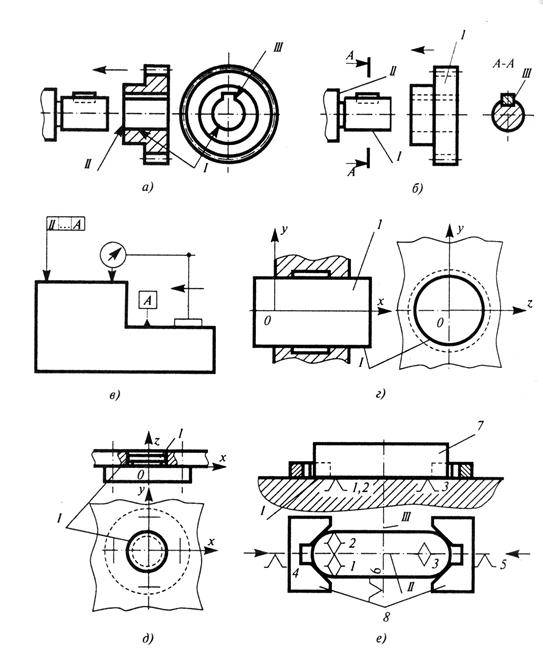

База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси
21. Двойная направляющая база
D. Doppelte Anlagebasis Е. Double guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этих осей I — двойная направляющая база детали, лишающая ее перемещений вдоль осей и и поворотов вокруг осей и ; 1 — деталь
22. Двойная опорная база
D. Doppelte Е. Double resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей I — двойная опорная база детали, лишающая ее перемещений вдоль осей и ; 1 — деталь
Схема базирования призматических деталей.
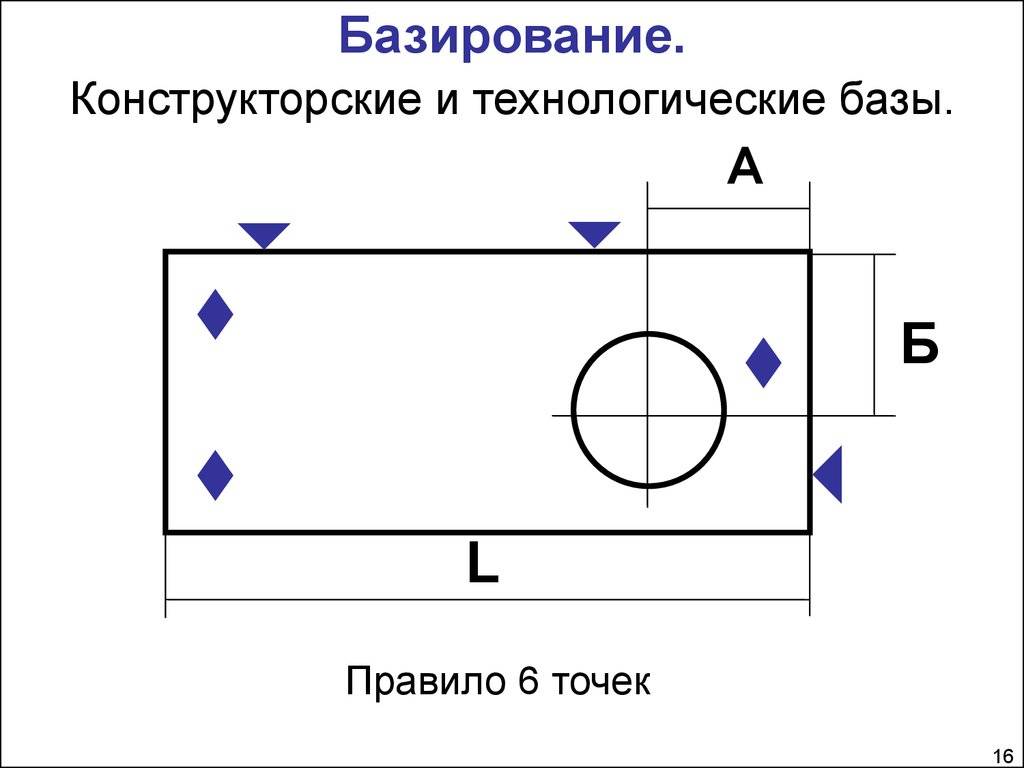
| Всякое твердое тело, рассматриваемое в системе трех взаимно-перпендикулярных осей, может иметь шесть степеней свободы: три перемещения вдоль осей OX, OY, OZи повороты относительно тех же осей. Три координаты, Две координаты, определяющие положение детали Шестая координата, определяющая положение Поверхность детали, несущая три опорные точки, В качестве главной базы желательно выбирать | 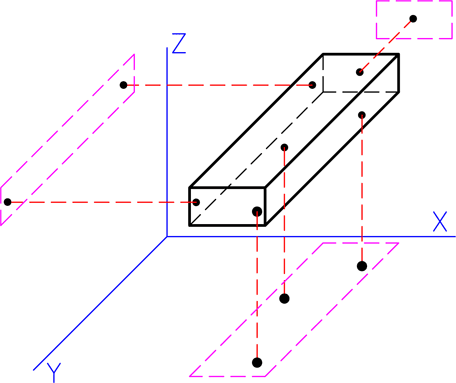 |
По лишаемым степеням свободы
18. Установочная база
D. Auflagebasis
Е. Setting base
База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей
I — установочная база заготовки, лишающая ее перемещения вдоль оси и поворотов вокруг осей и ; II — направляющая база заготовки, лишающая ее перемещения вдоль оси и поворота вокруг оси ; III — опорная база заготовки, лишающая ее перемещения вдоль оси ; 1 — заготовка; 2 — опоры приспособления.
19. Направляющая база
D. Anlagebasis
Е. Guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их: двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси
20. Опорная база
D.
Е. Resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси
21. Двойная направляющая база
D. Doppelte Anlagebasis
Е. Double guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этих осей
I — двойная направляющая база детали, лишающая ее перемещений вдоль осей и и поворотов вокруг осей и ; 1 — деталь
22. Двойная опорная база
D. Doppelte
Е. Double resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей
I — двойная опорная база детали, лишающая ее перемещений вдоль осей и ; 1 — деталь





