

Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки
Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.
https://youtube.com/watch?v=6kiNFGZFZ2s%3F
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
Резка керамической плитки болгаркой и как правильно выполнять
Выбор и виды катушек на триммеры вся правда о качестве оснастки
Шлифовка и полировка насадками на дрель и шуруповерт виды и назначение
Насадка для разрезания металла на дрель зачем нужна и как пользоваться
Видео описание
Видео-инструкция по выбору фрез по дереву для начинающего:
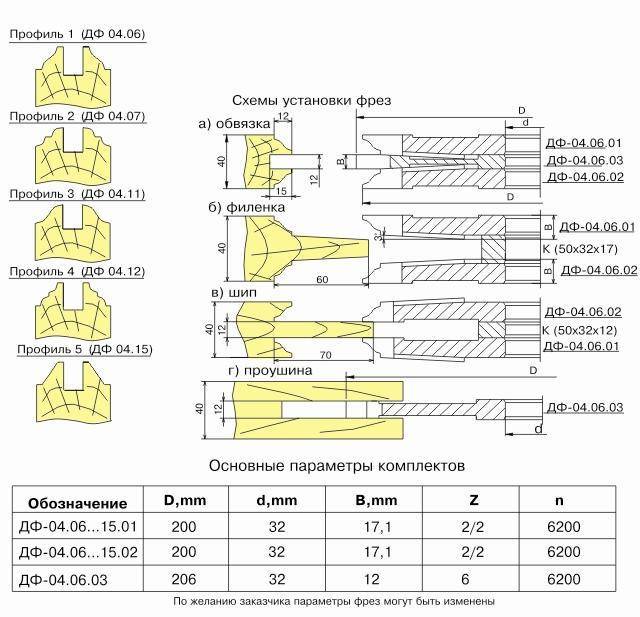
Торцам соединяемых заготовок с помощью конкретного типа фрез придается определенный профиль. Затем они соединяются путем смыкания в единую прочную конструкцию. Процедура выполняется без дополнительной подгонки выбранных поверхностей, так как комплектные инструменты идеально подогнаны друг к другу.
Фигирейные
Фрезы фигерейной разновидности предназначаются для формирования филенок. Пример – плинтуса, мебельные дверцы, декор-планки и проч. Как правило, инструмент достаточно массивен, и потому для обработки с его помощью заготовок применяются станки мощностью от 1,6 кВт. При этом фрезы подразделяются на три категории:
- Горизонтальные. Создают филенку.
- Двусторонние. Формируют филенку и шип.
- Вертикальные. Применяются для выборки профиля плинтусов.
Устройство и принцип работы инструмента
Металл обрабатывается благодаря множеству лезвий, которые располагаются на зубчатом теле фрезы. При вращении инструмента происходит фрезерование, во время которого одновременно несколько зубцов контактируют с материалом, срезая слои различной толщины.
Изготавливаются рабочие зубцы из твёрдых металлов, быстрорежущей стали, кардной проволоки или минеральной керамики. В некоторых случаях фрезу делают с алмазным напылением.
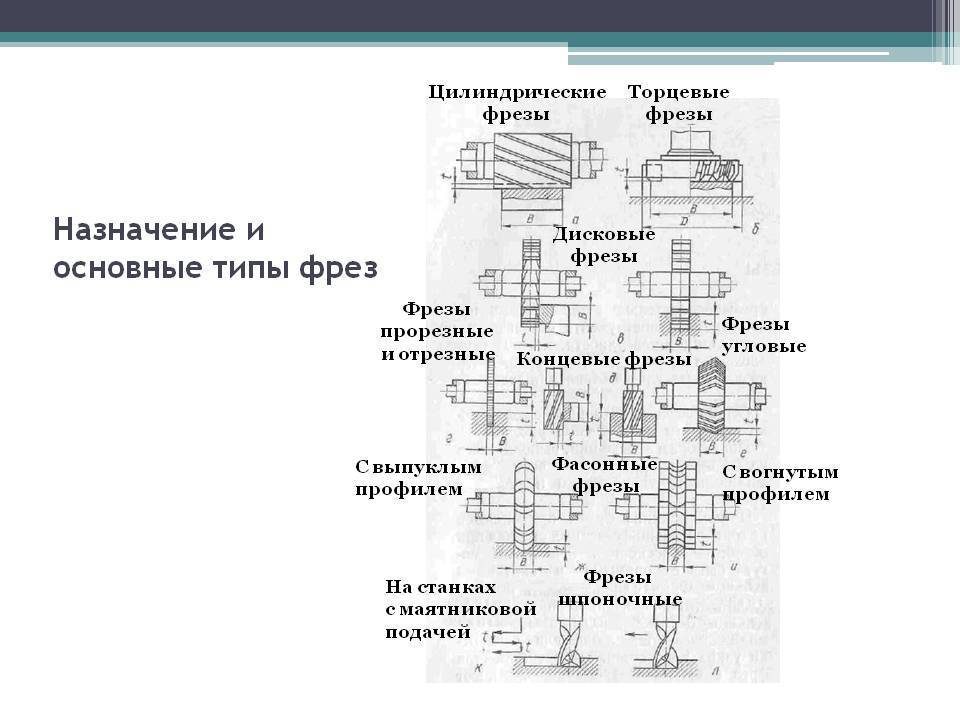
В зависимости от вида зубцов и устройства оборудования различают такие типы фрез:
- Сварные.
- Цельные.
- Сборные.
Цельное приспособление состоит из единого металла. Основными их частями являются рабочий участок (у концевых) или тело дисковой формы (у насадочных) и корпус-хвостовик.
К типу насадочному относят отрезные и дисковые инструменты. Они, в свою очередь, могут быть сварными или цельными. У сварных инструментов хвостовик и рабочая часть изготавливаются из различных металлов и друг к другу крепятся при помощи сварки.
Сборное оборудование тоже изготавливается из нескольких металлов (чаще всего двух), но они не намертво прикреплены друг к другу. Их части фиксируются при помощи болтов, винтов или клиньев. Основной частью сборных фрез является корпус, а вот резцы можно точить или заменять. Резцы чаще всего выполнены с твердосплавными напайками или из быстрорежущей стали.
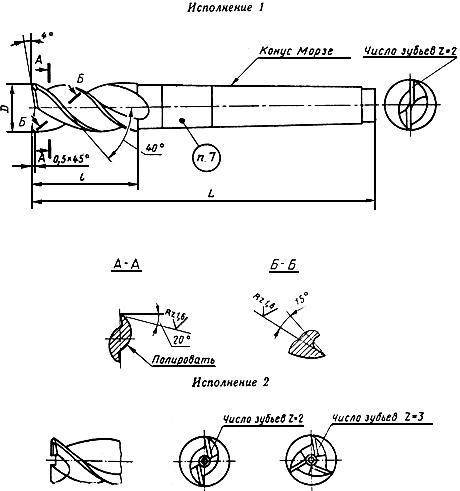
3 Особые требования Госстандарта 17025–71
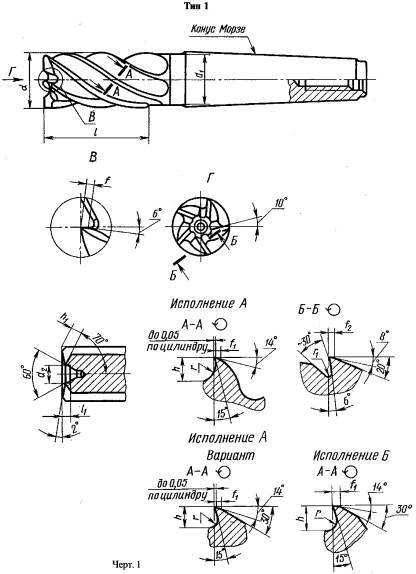
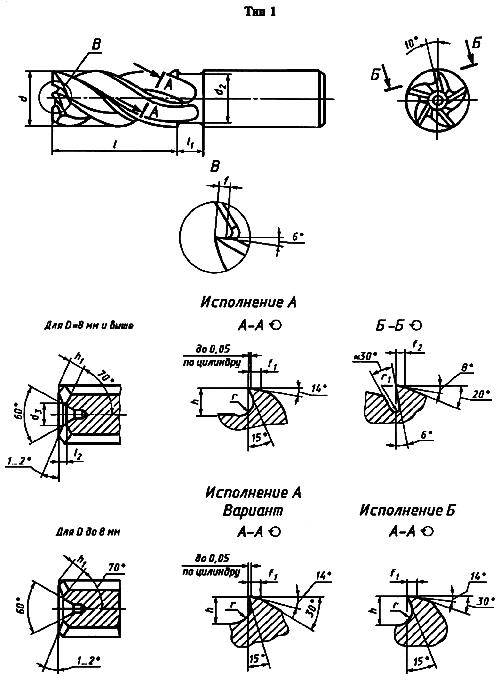
Стружечные канавки в таких инструментах имеют следующие углы наклона:
- концевая фреза Тип 1 – от 30 до 35 градусов;
- фреза Тип 2 – от 35 до 45 градусов.
Режущие приспособления, сечение которых не превышает четырех миллиметров, ГОСТ разрешает выпускать без зубьев на торцах. А инструмент сечением не более 12 миллиметров может изготавливаться без шейки. Центровое отверстие на торце, которым располагает каждая концевая фреза, должно отвечать требованиям Госстандарта 14034.
 Центровое отверстие на торце фрезы
Центровое отверстие на торце фрезы
Допускается производство инструмента без отверстия, но при условии, что фреза имеет сечение до шести миллиметров (если диаметр больше – наличие отверстия является обязательным). Геометрические параметры хвостовиков фрез оговариваются отдельно в стандарте 25534. Технические требования к процессу изготовления режущего инструмента излагаются в ГОСТ 17024. Концевая фреза может иметь выточку на обоих торцах инструмента либо только со стороны его рабочей части.
 Концевые фрезы без отверстия на торце
Концевые фрезы без отверстия на торце
Цилиндрические хвостовики для фрез концевого типа, позволяющие осуществлять крепление инструмента в патронах металлорежущих станков, выпускают в трех исполнениях (Госстандарт 25534): с одной либо двумя лысками, гладкой формы. Хвостовики с лысками используются для фиксации фрезы в патронах с зажимными винтами, гладкого исполнения – в обычных зажимных патронах.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
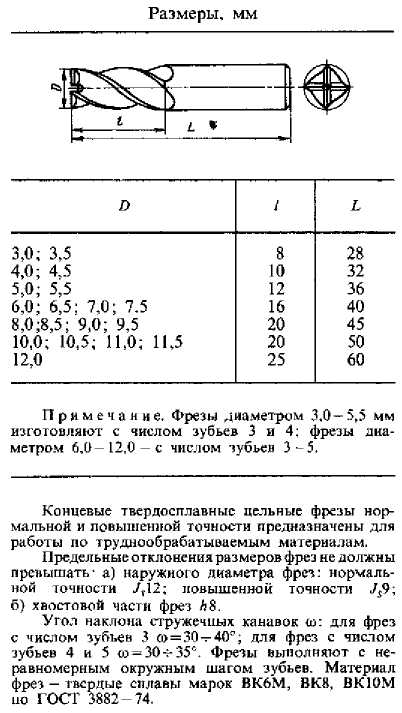
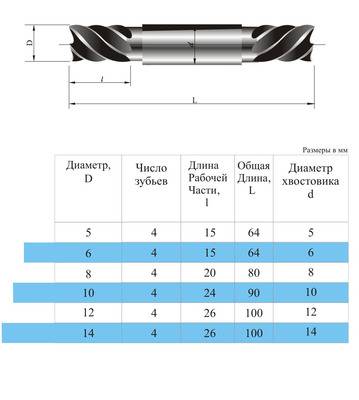
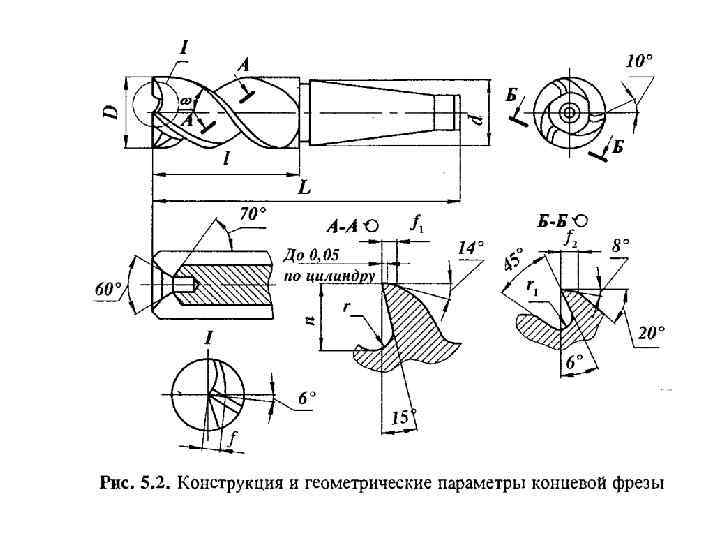
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.


Скачать ГОСТ 53937-2010
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.
Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно! Зазор между подручником и абразивным кругом допускается не более 3 мм. Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать
Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Конструктивные особенности
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).

Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.
Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.

Углы заточки концевых фрез
Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.
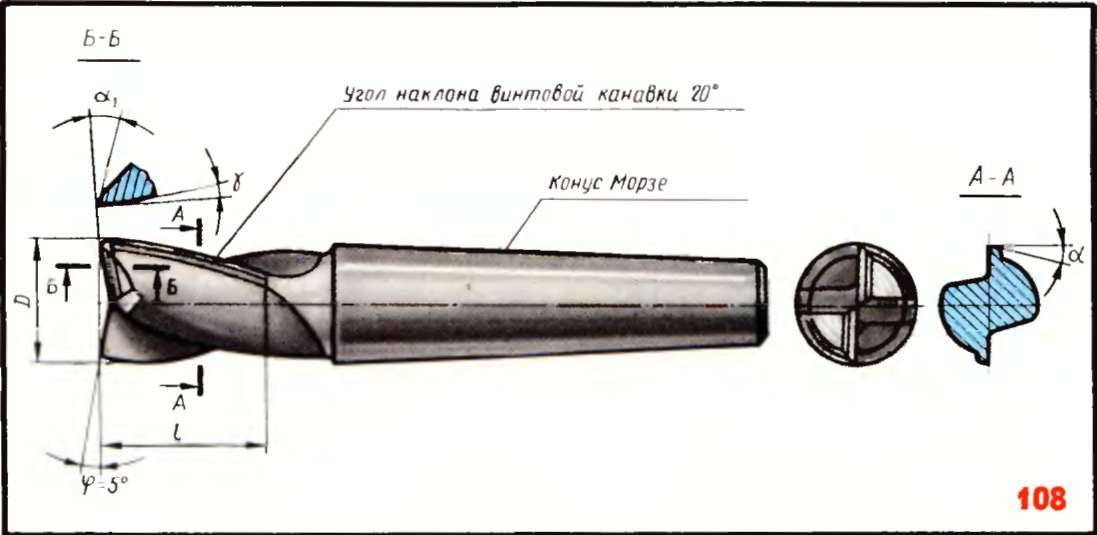
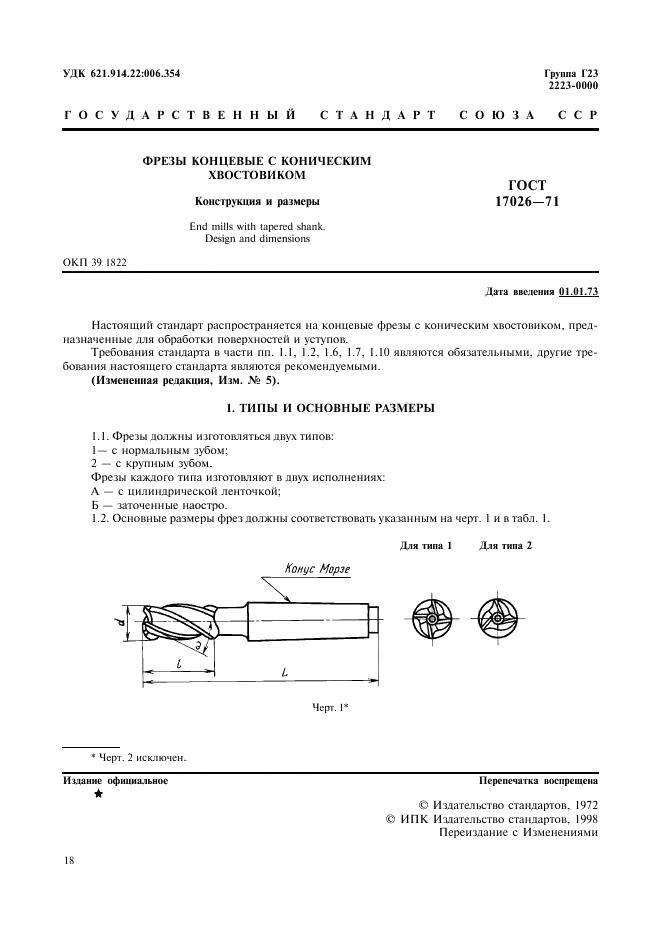
Фрезы концевые с коническим хвостовиком. Конструкция и размеры
Изменение к ГОСТ 17026-71. Утратил силу в РФ
| Обозначение: | Изменение к ГОСТ 17026-71. Утратил силу в РФ |
|---|---|
| Дата введения в действие: | 01.01.2010 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №1 к ГОСТ 17026-71
| Обозначение: | Изменение №1 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.02.1973 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №2 к ГОСТ 17026-71
| Обозначение: | Изменение №2 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 15.01.1977 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №3 к ГОСТ 17026-71
| Обозначение: | Изменение №3 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.01.1983 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №4 к ГОСТ 17026-71
| Обозначение: | Изменение №4 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.09.1985 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №5 к ГОСТ 17026-71
| Обозначение: | Изменение №5 к ГОСТ 17026-71 |
|---|---|
| Дата введения в действие: | 01.01.1996 |
Текст поправки интегрирован в текст или описание стандарта.
Как выбрать?
Чтобы правильно выбрать инвентарь, необходимо учесть:
- зависимость чистоты реза от количества зубцов – чем их больше, тем чище кромка;
- при 80 и более зубьях он используется для чистовой обработки – отвод стружки усложняется, увеличивается нагрузка на оборудование;
- при 10-40 зубах их применяют для черновой обработки, после которой нужна зачистка торца;
- при 40-80 зубцах можно использовать круг в качестве универсального инструмента;
- если прочность составляет 500-800 МПа, используют пилы с повышенным содержанием молибдена (Р6М5), а для особо твердых – кобальта;
- нержавейка обрабатывается дисками с напайками из карбида вольфрама, такие пилы повторной заточке не подлежат;
- скорость реза устанавливается на основании справочных данных, для быстрорежущих сталей она составляет 40-60 м/мин;
- при низкой подаче кромка получается чище.

Одним из лидеров в производстве дисков по металлу является компания Julia. Она предлагает полный ассортимент продукции для предприятий, мелкого и серийного производства. В каталоге есть круги с повышенным содержанием молибдена для сталей прочностью 500-800 Н/мм2, кобальта для нержавеющей и высокопрочной стали, изготовленные из быстрорежущей стали, из сплава DMo5, где присутствует 6,4% вольфрама, 5% молибдена, 1,9% ванадия. Они имеют разные характеристики, но все устойчивы к износу, прочны и надежны, долго сохраняют остроту заточки. Устанавливаются они на ручные, автоматические, полуавтоматические отрезные станки. Диаметр их составляет 160-620 мм, толщина – 1-6 мм. Отличаются они по типу покрытия, форме зуба и области применения.





Узнать больше подробностей и приобрести твердосплавные дисковые фрезы по металлу можно в .
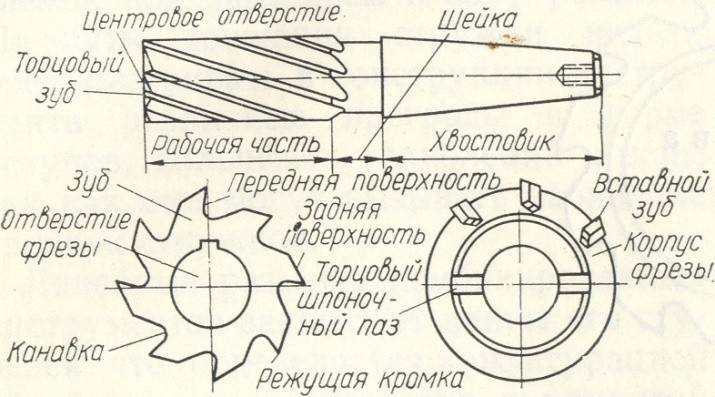
Конструкция и принцип работы
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
- • Части для работы.
- • Хвостика.
- • Центрового отверстия.
- • Торцовых зубьев и канавок между ними.
- • Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
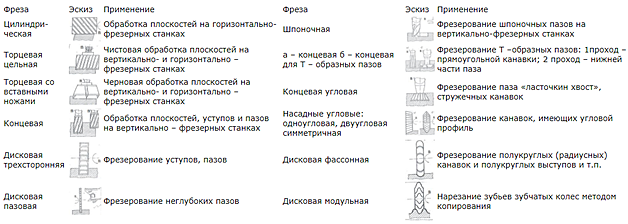
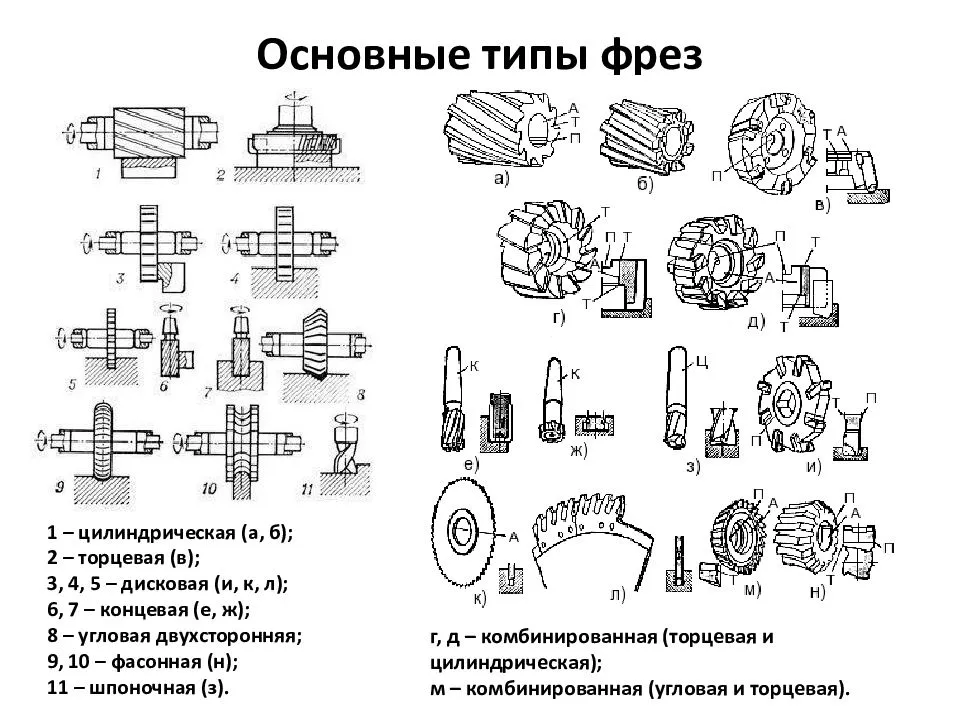
Специализированные виды
Помимо цилиндрических концевых фрезеров выпускается большая ассортимент фрезерного инструмента, которая относится к данной же группе, однако имеет прочие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры маленького размера, которые в большинстве случаев являются насадными, однако при малых диаметрах делаются цельнометаллическими и классифицируются как концевые.
Самые популярные такие варианты:
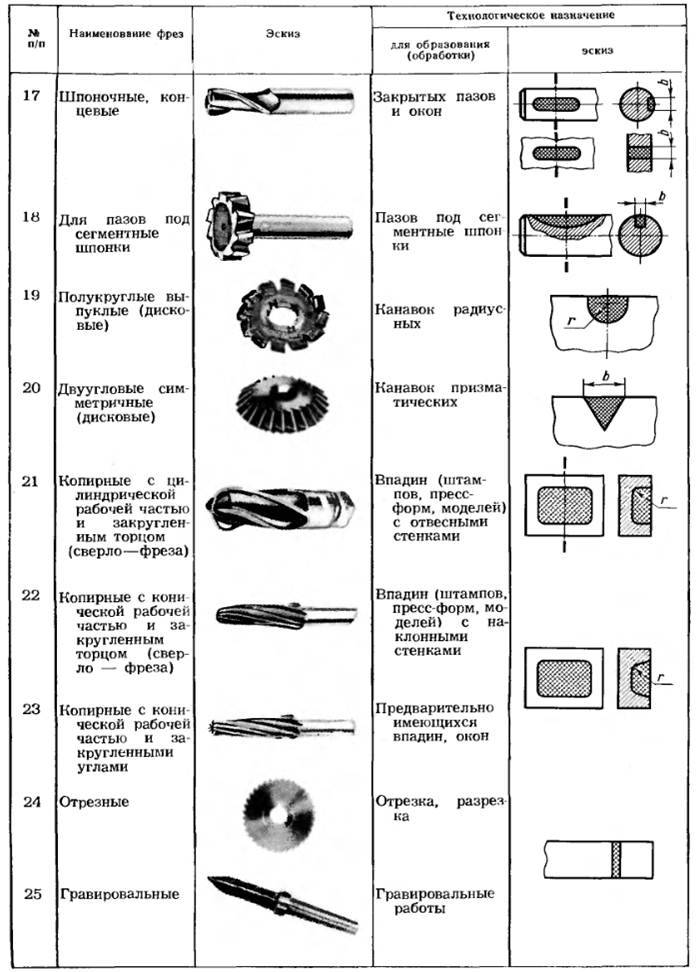
- Шпоночные. Имеют две режущие поверхности на срезе, что дает возможность исполнять резание как в продольном, так и в перпендикулярном направлении. Применяются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
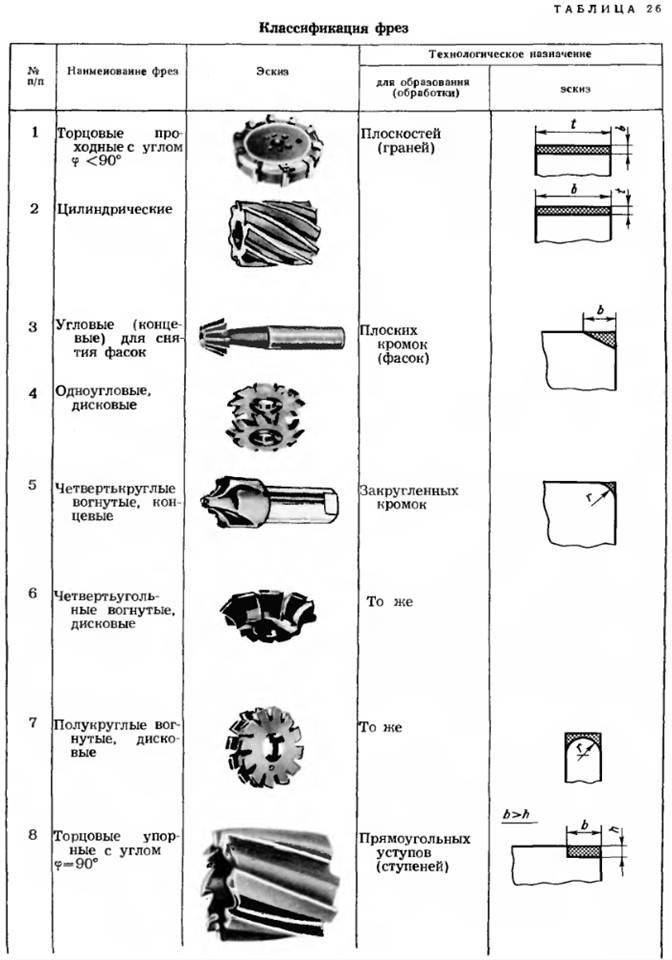
- Угловые. Их специфическая особенность — наклонные кромки для резки на срезе. Предназначаются для снимания прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Используются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Применяются для фрезеровки длинных пазов подобающей формы.
- Копирные с цилиндрической или конусообразной поверхностью для работы и закругленным торцом. Используются во время изготовления штампового инструмента, прессформ и разных моделей.
По мимо этого существует очень много видов фасонных концевых фрезеров, которые могут в один проход создать многоступенчатые с прямыми углами и округловатые профиля. Такой фрезерный инструмент используется в основном в столярных производствах и во время обработки пластиков.
Как выбрать пальчиковую фрезу по металлу
Собираясь заказать одну или несколько фрез, важно обратить внимание на характеристики станка, на котором она будет установлена. Кроме того, мы советуем ориентироваться на задачи, которые будет выполнять фреза пальчиковая по металлу. Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
- форма фрезы;
- габариты обрабатываемой поверхности;
- твердость металла, подлежащего фрезерованию;
- диаметр и длина рабочей части;
- общая длина фрезы;
- диаметр хвостовика (должен совпадать с характеристиками станка).
Помимо этого, стоит обратить внимание на количество рабочих кромок. Для легких металлов вполне достаточно трех-четырех перьев, а для сплавов повышенной твердости их число должно быть пять или более
Как правило, инструмент для работы с металлом изготавливают из особых материалов. В каталогах фреза пальчиковая по металлу может быть представлена в нескольких модификациях: из быстрорежущей стали, твердосплавные, с напылением. Общее правило при подборе инструмента таково: прочность ее зубьев должна соответствовать характеристикам обрабатываемого металла. Для того, чтобы подготовить мастерскую к решению любых задач, наши специалисты предпочитают приобретать фрезы нескольких разновидностей.
Фрезы концевые с удлиненной рабочей частью и винтовыми зубьями со сменными твердосплавными пластинами. Технические условия
ГОСТ 28709-90(СТ СЭВ 6674-89)Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ С УДЛИНЕННОЙ РАБОЧЕЙ ЧАСТЬЮ И ВИНТОВЫМИ ЗУБЬЯМИ СО СМЕННЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
Helical end mills with indexable carbide inserts and long cutting length.Specifications
Срок действия с 01.01.92 до 01.01.97*________________________________* Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11, 1995 год.). — Примечание.
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССРРАЗРАБОТЧИКИ
Д.И.Семенченко, Н.И.Минаева, Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.10.90 N 2729
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Стандарт полностью соответствует СТ СЭВ 6674-89
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Настоящий стандарт распространяется на концевые фрезы с удлиненной рабочей частью и винтовыми зубьями со сменными режущими пластинами из твердого сплава, предназначенные для фрезерования пазов и уступов в деталях из конструкционных, легированных и углеродистых сталей и чугуна.Требования стандарта в части разделов 1, 2, 4 и 5, а также пунктов 3.2 и 3.3 являются обязательными.
Силикон-карбидные шлифовщики и полировщики

Силикон-карбидные полировщики иногда также называют просто полирами, шлифовщиками и даже «фрезой-фотошопом». Вот эти фрезы можно по праву назвать безопасными. Даже если упереть вращающийся острый носик фрезы в ноготь, то спилится носик, а не ноготь. Эти насадки сделаны из плотного силикона с включениями карбидной крошки и предназначены для финальной шлифовки и полировки.
Абразивность СК-полировщиков
Абразивность, как и у корундовых насадок, не всегда связана с цветом. Обычно выделяют грубый, средний и тонкий абразив, ориентироваться следует опять же на описание в магазине. Наиболее функциональны грубый и средний.
- Полиры с зауженным носиком грубой абразивности можно использовать для зачистки птеригия, выглаживания эпонихия, дошлифовки сухой кожи от мелких чешуек.
- Заполировать кожу до эффекта фотошопа удастся средним полировщиком.
- Более крупные полиры, с закругленным носиком, средней и грубой абразивности, больше пригодятся в педикюре для работы с пергаментной кожей — они не истончат тонкий роговой слой, но снимут шелушения и продлят эффект идеально гладких пяток.
Работа этими насадками выполняется на небольших скоростях, около 5-7 тысяч об/мин. Их нужно и дезинфицировать в растворе, и стерилизовать в сухожаре или автоклаве.





