Точность болтов
Другое важное свойство – это точность. Производители выпускают продукцию двух классов точности
Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм.
Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня.
/5 — голосов
Отличия
В результате сопоставления приведенных данных, можно сформировать перечень основных отличий ГОСТа 7798-70 и ГОСТа 7805-70. Выглядит он следующим образом:
- диаметр резьбы минимальный – в ГОСТе 7798-70 он такой: M6, а в стандарте 7805.70 – M1,6;
- минимальный диаметр отверстия, высверленного в головке – в первом нормативном документе он равен 2,0, а во втором – 1,0;
- минимальный диаметр отверстия, высверленного в резьбовой части стержня по ГОСТу 7798-70 равен 1,6, по ГОСТу 7805-70 – 1,0;
- минимальная высота головки в первом стандарте составляет 4,0, во втором – 1,1;
- минимальный размер под гаечный ключ первый стандарт устанавливает такого значения – 10,0, второй – 3,2;
Кроме того, имеются отличия в минимальной длине болтов. По ГОСТу 7798-70 этот параметр равен 8,0, по ГОСТу 7805 -70 – 2,0.
Типы и виды анкеров и способы их крепления
Анкерное крепление по бетонным конструкциям бывают очень разнообразными, применять единственную или множество влияющих сил – опора, молекулярное звено в стадии слипания, трение, излома, стягивания и т.д.

По предназначению виды анкерных болтов для бетон конструкций изготавливаются: рамковыми, потолочными, опорными и многофункциональными. По конфигурации – кривыми и прямыми, с монтажной или целостной системой. Вид анкера бывает волнистой или приглаженной.

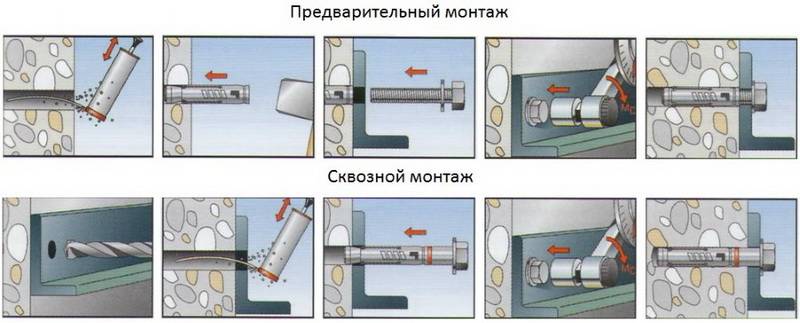
По методу сборки болт фундаментный бывает сквозного скрепления, вклинивания, вколачивания, ввертывания и т.п.

Значительный смысл содержит вещество, из которого произведен продукт. В случае стали, уровень крепости 6.8 и больше, обработанная средством против коррозии, тогда выдерживает она намного дольше. Латунь же не вынесет суровых отвесных напряжений.
Распорные
Распорный анкер строительного бетона довольно часто употребляются с гайками, в данном способе работает Fтр. Они похожи на не очень большой стержень с нарезкой, колпачком в форме втулки и конуса.

Если крепежный элемент ввертывается в фундамент, он расходится и крепко удерживает элемент в бетонной глыбе.

Распорочные анкера, установленные в стены, в следующий раз применяться не смогут.

Распорочные анкеры так же являются гильзовыми и втулочными. Применяются для плотных оснований бетон-конструкций. Маленькая зона соприкосновения порой при малом калибре модели предоставляет вариант удерживать весомые перегрузки.

Анкерный болт с гайкой бывает электроцинкованным, горячецинкованным, и имеет кислотоупорное свойство. К этому причисляют винтообразные анкеры, выполненные из нержавеющей стали.

Забивные
Забивные анкеры подбирают для крепких бетонов.

Болт фундаментный монтируется с применением этого вида штырей – при сборке коробов, верхних воздухозаборников, размещении технического оснащения.

Предварительно перед забиванием скобы в каменную стену, буравят подходящую пробоину. Позже заколачивают металлоизделие, ободом разводят это, вворачивают стержень с резьбой требуемой протяженности. Подобный фундаментный болт, касаются стержень-нагель, верхний (на потолке) анкер.

Практично укреплять на них подвесы, опоры, потолки Армстронг. Обычно крепежный элемент используют в роли охраннопожарного либо против вандализма, так как штырь постоянный и снят его нельзя.

Рамные
Применяются для разъединения проемов, где ставиться оконные и дверные коробки. Пиноль сделана с разрезом по длине, незначительная рассоединяющая муфта в ходе стягивания эффективно подпирает проем системы, пройдя до подходящего места.

С целью защищенности от смещений и привертывания рядом своей точки наверху пиноли присутствует акценты.

Саморезы по бетону
Тут прочность установки происходит резьбой, сделанной по цельной протяжности штыря. В стадии ввертывания в бетонированную опору формируется массивное противодействие на отрыв или смещение механизма. При применении такого образца крепежного элемента бывает довольно большая несущая возможность (до 100 кг).

Разжимные
Может использоваться для закрепления карнизов, стеллажей, источников света, полотен и прочих предметов в полые сооружения с малой несущей возможностью. Зажим на винте или штыре исполнен в качестве расходящейся юбочки, она в ходе ввинчивания штыря в фундамент вонзается во внутрь основы.

По наружной части зажима в арболит погружаются особые иглы, не позволяющие штырю сдвигаться или провертываться во время сборки.

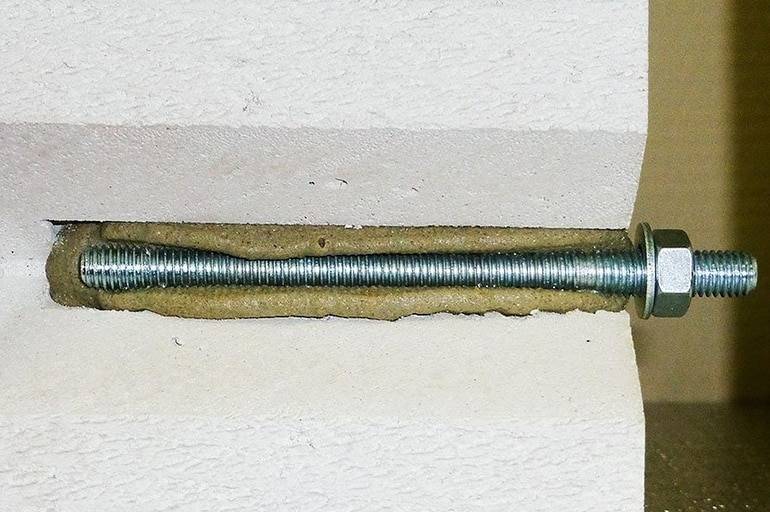
Химический анкер
Данный анкерный болт по бетону представляет собой полужидкую часть, легко затвердевает. Как раз данной частью штифт вклинивается в глыбу бетона. Ввиду данного состава, получается гарантировать прочное сцепление основы и штыря с однородным порядком нагружаемости по полной протяженности крепежного материала.

Хим. анкера для строительного монолита не побуждают скрытой нагрузки, значительно понижая опасность развала и деструкций.

Виды крепления болтов
Резьбовые соединения конструктивно отличаются друг от друга.
Болтовое
Болт – деталь, снабженная головкой и резьбой на разных концах. Резьба необходима для навинчивания гайки. Головку подхватывают снаружи гаечным ключом.
Для установки метиза на соединяемых поверхностях высверливают отверстия большего диаметра. С торцевой стороны снимают фаску.

Болтовое крепление легко заменить при обрыве.
Недостаток соединения – требует много места, что приводит к увеличению габаритов и веса конструкции.
Достоинство – легкая замена при обрыве.
Винтовое

Винт ввертывают в корпус специальным торцевым инструментом. Головка бывает разной формы, в т. ч. 6-гранной. Главное отличие – малая площадь установки.
Отрицательный момент: при монтаже резьба часто повреждается, извлечь часть крепежа трудно. Поэтому винтовое соединение не применяют при многократном монтаже/демонтаже.
С помощью шпилек
Шпилька – крепежное изделие цилиндрической формы без головки, на концах которого имеется резьба одинакового диаметра. На одной стороне выполнена тугая нарезка. Другой конец необходим для установки гайки.
Крепление с помощью шпилек востребовано при частой сборке конструкции.
Элемент востребован при частой сборке/разборке конструкции и установке в труднодоступных местах. Шпилька может гнуться и терять прочность. От сильных нагрузок резьба часто срывается.
Классы высокопрочных болтов
Болтовые изделия высокой прочности имеют широкую область применения: станки, оборудование, сельхозтехника, машиностроение, строительство мостов, зданий, судостроение, промышленность, производство. Монтаж с использованием высокопрочных болтов обеспечивает прекрасный эффект, подвергающихся вибрационным и динамическим нагрузкам, атмосферным воздействиям, химическим веществам. К высокопрочным болтам относятся отдельный вид изделий из металлического сплава в виде стержня, на котором нанесена наружная резьба и головка шестигранником, закручиваемые под гаечный ключ. Эти высокопрочные изделия должны соответствовать требованиям ГОСТ 7817-70.
Высокопрочный болт
Для распределения нагрузки при использовании болтов применяются шайбы. Болты из высокопрочной стали устойчивы к контакту с химическими веществами, сильным ветрам, осадкам, климатическим изменениям и обеспечивают надежный монтаж сооружениям, подвернутые к механическим нагрузкам и вибрациям. Таким образом, объясняется использование изделий в строительстве станков, мостов, судов. С целью получения необходимых характеристик крепёжных изделий высокой прочности установлены требования по физико-механическим показателей ГОСТ. Их изготавливают из стали 10, стали 20, 20Г2Р, 10КП, 20КП и закаливают в специальных печах при высокой температуры.





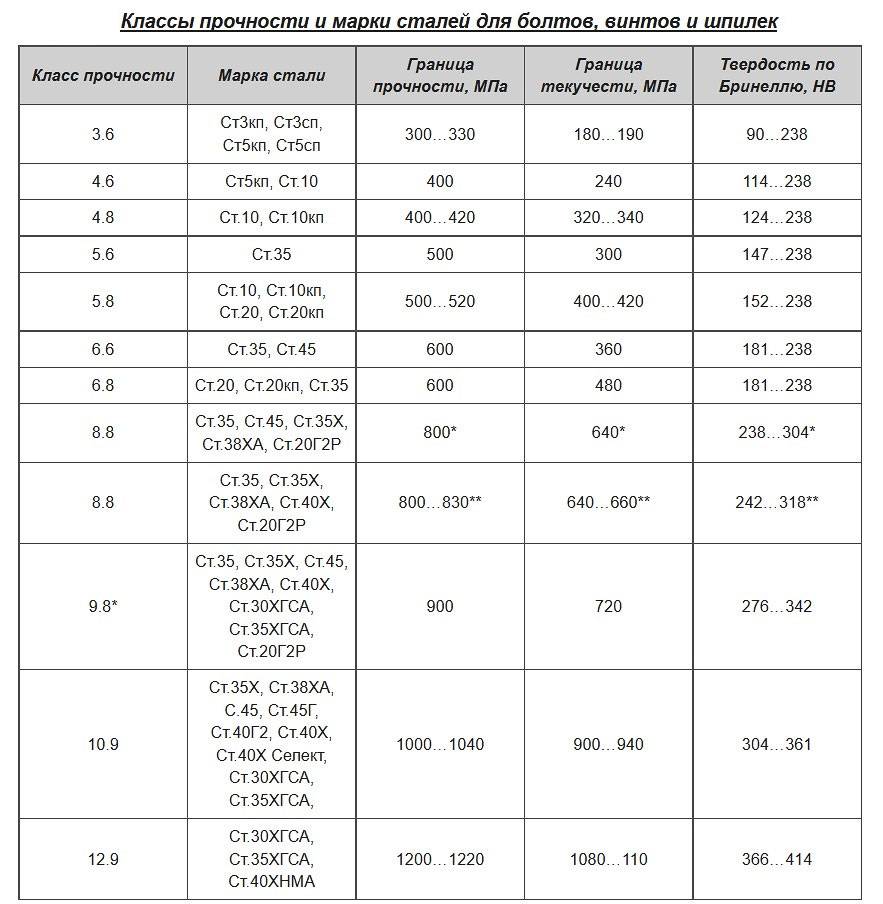
Следует отметить, при изготовлении крепёжных изделий с различной прочностью, используют разные способы обработки. Крепежным изделиям присваиваются разный уровень прочности. На болтах указывается класс прочности в виде двух цифр, Согласно нормативной технической документации высокопрочные и обычные болты делят на классы: 12.9; 10.9; 9.8; 8.8; 6.8; 6.6; 5.8; 5.6; 4.8; 4.6; 3.6.
Широкое применение при строительстве мостов и сложных конструкций применяют болты по ГОСТ с сопротивлением 800 МПа и выдерживают оптимальную нагрузку.
Марки стали для болтов, обладающими более подходящими эксплуатационными качествами выбираются с большой ответственностью. Основные параметры являются: способы обработки, класс точности, материал изготовления. Такие показатели как длина и диаметр крепежных изделий является основными показателями, которые в обязательном порядке учитываются. Больший диаметр крепежных изделий обеспечивает высокую прочность и надежность соединения. Различают диаметры: М6, М8, М10, М12, М14, М16, М20, М22, М24, М27, М30.
При механической нагрузки малый диаметр приводит к деформации резьбы. Назначение целей использования болтов необходимо осуществлять исходя из класса прочности крепежных изделий. Для соединения отдельных элементов сложных конструкций и обеспечивает их надежность или использование при высоких механических нагрузках.
Прочность болтов зависит не только от их материала и технология изготовления. Болты высокой прочности изготавливают из низкоуглеродистой стали с использованием метода высадки отливок холодным или горячим способами. Затем, специальными станками наносится резьба. Изделия проходят закалку в термических печах, что обеспечивает их длительную эксплуатацию и прочность. Для того, чтобы защитить от коррозии их покрывают специальным покрытием. На высокопрочных болтах наносится маркировка. В классификации высокопрочных болтов имеются специализированные изделия, используемые в производстве. Такие болты обозначаются буквы: У, ХЛ. Данные крепежные изделия применимы даже в быту. С их помощью возможен идеальный крепеж металлоконструкций на бетоне, крепления колес автомобиля.
Все характеристики основных видов болтов и обозначения прописываются в нормативной технической документации.
31.07.2019
Преимущества и недостатки
Сталь D2, используемая для изготовления ножей, имеет свои плюсы и минусы. Среди положительных свойств отмечают:
- высокий уровень твердости, позволяющий долго сохранять лезвие острым без заточки;
- состав сплава придает высокие антикоррозийные свойства, хотя сталь Д2 для ножей относят к полунержавеющим;
- отличную сопротивляемость коррозийным процессам, среди всех углеродистых сталей;
- отлично держит заточку кромки лезвия ножа или клинка;
- режущий инструмент из этого сплава выдерживает сильные удары и может использоваться охотниками для рубки костей животного или туристами — для срезания и обработки веток деревьев.
Кроме того, высококачественные изделия имеют невысокую стоимость, что делает их еще более привлекательными.
Как и любые другие, сплав не является идеальным, поэтому сталь D2 имеет свои недостатки и минусы; их немного.
- Не будучи полностью нержавеющим, нож, изготовленный из этого сплава, требует хотя бы минимального ухода, чтобы сохранить лучшие качества изделия.
- Его очень трудно заточить в походных условиях, без использования специальных материалов и приспособлений.
Кроме того, стоит знать, что поверхность сплава не поддается окончательной полировке лезвия, поэтому найти сверкающий абсолютно гладкий клинок из стали Д2 практически невозможно: его поверхность будет матовой.
Стали аустенитной группы обозначаются начальной буквой «A» с дополнительным номером, который указывает на химический состав и применяемость в пределах этой группы:
Аустенитная структура
| Группа стали | Номер материала | Краткое обозначение | Номер по AISI |
| А1 | 1.4305 | X 10 CrNiS 18-9 | AISI 303 |
| А2 | 1.4301 / 1.4303 | X 5 CrNi 18-10 / X 4 CrNi 18-12 | AISI 304 / AISI 305 |
| А3 | 1.4541 | X 6 CrNiTi 18-10 | AISI 321 |
| А4 | 1.4401 / 1.4404 | X 5 CrNiMo 18-10 / X 2 CrNiMo 18-10 | AISI 316 / AISI 316 L |
| А5 | 1.4571 | X 6 CrNiMoTi 17-12-2 | AISI 316 TI |
Сталь A2 (AISI 304 = 1.4301 = 08Х18Н10) — нетоксичная, немагнитная, незакаливаемая, устойчивая к коррозии сталь. Легко поддается сварке и не становится при этом хрупкой. Может проявлять магнитные свойства в результате механической обработки (шайбы и некоторые виды шурупов). Это наиболее распространенная группа нержавеющих сталей. Ближайшие аналоги — 08Х18Н10 ГОСТ 5632, AISI 304 и AISI 304L (с пониженным содержанием углерода).
Крепеж и изделия из стали A2 подходят для использования в общестроительных работах (например, при монтаже вентилируемых фасадов, витражных конструкций из алюминия), при изготовлении ограждений, насосной техники, приборостроения из нерж. стали для нефтегазодобывающей, пищевой, химической промышленности, в судостроении. Сохраняет прочностные свойства при нагреве до 425°C, а при низких температурах до -200°C.
Сталь A4 (AISI 316 = 1.4401 = 10Х17Н13М2) — отличается от стали А2 добавлением 2-3% молибдена. Это значительно увеличивает ее способность сопротивляться коррозии и воздействию кислот. Сталь А4 имеет более высокие антимагнитные характеристики и абсолютно не магнитна. Ближайшие аналоги — 10Х17Н13М12 ГОСТ 5632, AISI 316 и AISI 316L (с низким содержанием углерода).
Крепеж и такелажные изделия из стали A4 рекомендуются для использования в судостроении. Крепеж и изделия из стали A4 подходят для использования в кислотах и средах содержащих хлор (например, в бассейнах и соленой воде). Может использоваться при температурах от -60 до 450°С.
Классы прочности
Все аустенитные стали (от «А1» до «А5») подразделяются на три класса прочности независимо от марки. Наименьшую прочность имеют стали в отожженном состоянии (класс прочности 50).
Поскольку аустенитные стали не упрочняются закалкой, наибольшую прочность они имеют в холоднодеформированном состоянии (классы прочности 70 и 80). Наиболее широко используется крепеж из сталей А2-70 и А4-80.
Основные механические свойства аустенитных сталей:
| Тип по DIN | A2 | A4 | |||
| Тип по ASTM (AISI) | 304 | 304L | 316 | 316L | |
| Удельный вес (гр/см) | 7.95 | 7.95 | 7.95 | 7.95 | |
| Механические свойства при комнатной температуре (20°С) | |||||
| Твердость по Бринеллю — НВ | В отожжённом состоянии | 130-150 | 125-145 | 130-185 | 120-170 |
| Твердость по Роквеллу — HRB/HRC | 70-88 | 70-85 | 70-85 | 70-85 | |
| Предел прочности при растяжении, H/мм2 | 500-700 | 500-680 | 540-690 | 520-670 | |
| Предел прочности при растяжении, H/мм2 | 195-340 | 175-300 | 205-410 | 195-370 | |
| Относительное удлинение | 65-50 | 65-50 | 60-40 | 60-40 | |
| Ударная вязкость | KCUL (Дж/см2) | 160 | 160 | 160 | 160 |
| KVL (Дж/см2) | 180 | 180 | 180 | 180 | |
| Механические свойства при нагревании | |||||
| Предел текучести при растяжении, H/мм2 | при 300°C | 125 | 115 | 140 | 138 |
| при 400°C | 125 | 115 | |||
| при 500°C | 105 |
Как правильно затягивать и откручивать болт
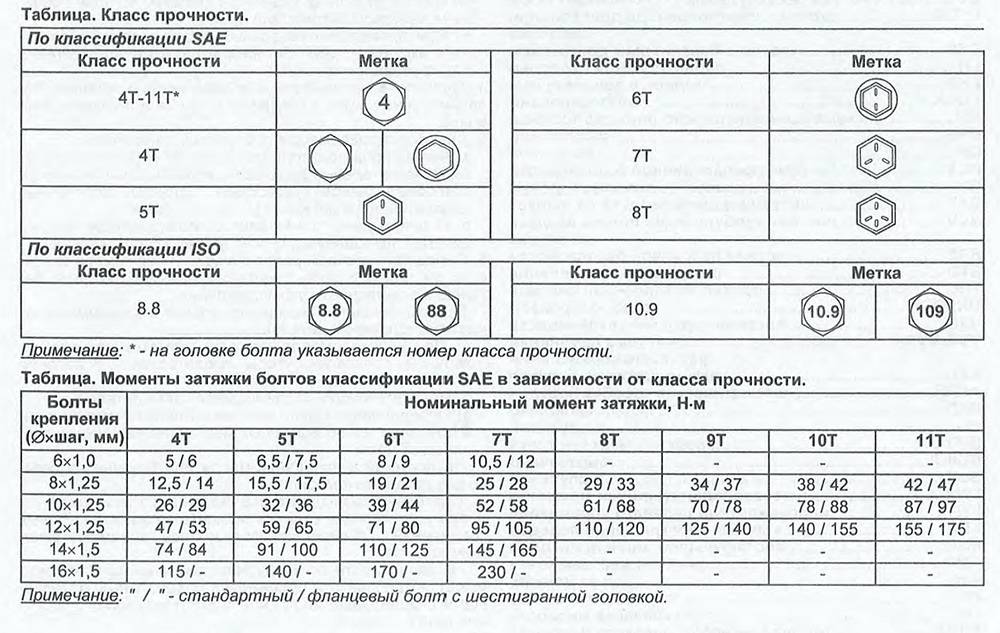
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Первая цифра обозначает 1/100 номинальной величины предела прочности на разрыв, измеренную в МПа. В случае 8.8 первая 8 обозначает 8 х 100 = 800 МПа = 800 Н/мм2 = 80 кгс/мм2Вторая цифра — это отношение предела текучести к пределу прочности, умноженному на 10. Из пары цифр можно узнать предел текучести материала 8 х 8 х 10 = 640 Н/мм2
Значение предела текучести имеет важное практическое значение, поскольку это и есть максимальная рабочая нагрузка болта
Предел прочности на разрыв — величина нагрузки, при превышении которой происходит разрушение — “наибольшее разрушающее напряжение”.
Предел текучести — величина нагрузки, при превышении которой наступает невосстанавливаемая деформация или изгиб.
Процент удлинения — это средняя величина удлинения деформируемой детали до её поломки или разрыва. Технический термин — “относительное удлинение” показывает относительное (в процентах) приращение длины образца после разрыва к его первоначальной длине.
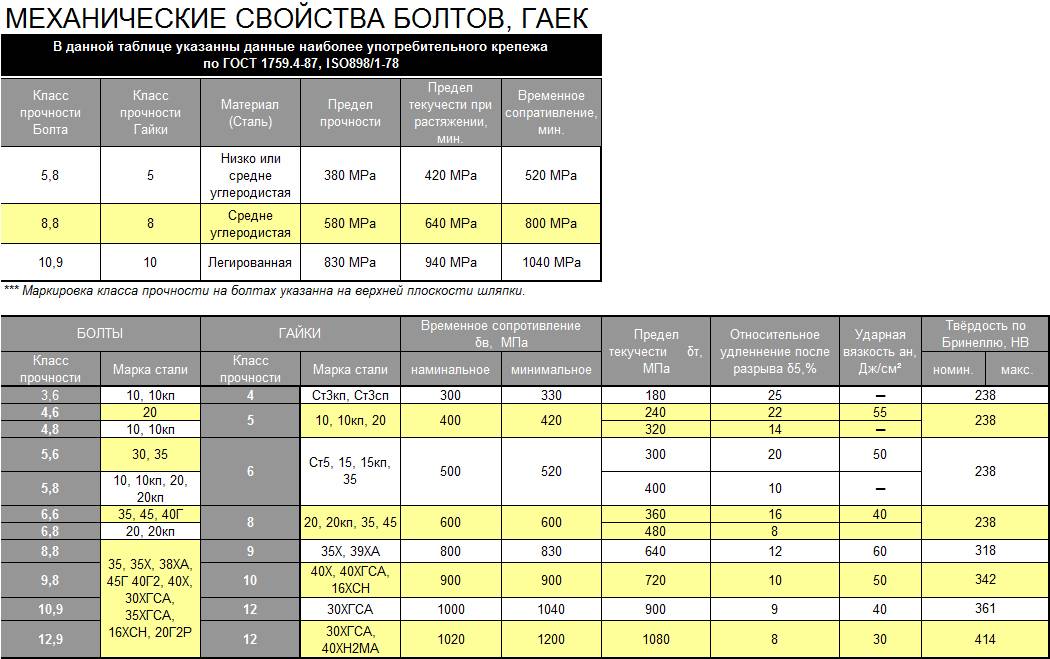
Важнейшим классификационным признаком болтов, винтов, шпилек и гаек является прочность. Помимо размера, она зависит от материала этих деталей и от термообработки. Для стальных болтов, винтов и шпилек ГОСТ 1759-70 устанавливает 12 классов прочности — 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 6.9; 8.8; 10.9; 12.9; 14.9. Первая цифра показывает предел прочности материала в кгс/мм, для удобства обозначения уменьшенный в десять раз. Вторая цифра — отношение предела текучести материала к пределу прочности, для удобства умноженное на 10. Например, класс прочности болта 5.8. Следовательно, предел прочности его материала 50 кгс/мм2, отношение предела текучести к пределу прочности 0,8. У стальных гаек семь классов прочности: 4; 5; 6; 8; 10; 12; 14. Эти цифры обозначают напряжение от испытательной нагрузки, деленное на 10.
Нюансы выбора крепежа
К выбору крепежа следует относиться с большой ответственностью. Это связано с тем, что показатель их прочности может существенно отличаться. Подбор проводится с учетом того, какая марка стали болтов обладает более подходящими эксплуатационными качествами. К ключевым моментам отнесем следующую информацию:
- Тип применяемого материала при изготовлении.
- Класс точности.
- Применяемые методы термической и химической обработки.
Высокопрочные болты могут изготавливаться из различных металлов. Ключевыми моментами назовем:
- В большинстве случаев применяются следующие металлы: 10КП, 20КП, сталь 10, сталь 20, 20Г2Р, 40Х. Эти металлы соответствуют всем установленным требованиям по физико-механическим качествам.
- Для повышения эксплуатационных качеств может проводится термическая обработка. Для выполнения подобной операции применяются специальные электрические печи. За счет создания специальной защитной среды обеспечиваются требуемые эксплуатационные качества.
- Углеродистые стали получили самое широкое распространение. Это связано с их относительно невысокой стоимостью, а также высокими эксплуатационными качествами.

Оцинкованые болты
Диаметр болтов также является важным критерием выбора. Диаметральные размеры могут варьироваться в достаточно большом диапазоне. С увеличением показателя площади поперечного сечения повышается прочностью и надежность соединения. Длина болтов считается важнейшим геометрическим показателем, который нужно учитывать
Применяемые материалы могут иметь самые различные характеристики К примеру, уделяется внимание тому, какова твердость болтов
Перед выбором наиболее подходящего крепежного элемента нужно учитывать особенности соединения деталей при применении этого крепежного материала:
- Проведенные исследования указывают на то, что при правильном выборе класса прочности и момента затяжки можно обеспечить наиболее качественное соединение. Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
- Качественный крепеж выдерживает поперечные и осевые нагрузки. При изготовлении крепежа применяются специальные металлы и сплавы, которые хорошо противодействуют нагрузкам, воздействующим в любом направлении.
- Существенно упрощается процесс монтажа и демонтажа. Стоит учитывать, что некоторые металлы могут окисляться, и через некоторое время пройти демонтаж конструкции будет сложно. Однако, упростить задачу можно при применении специального вещества.
- Есть возможность получить разъемные соединения. Очень часто можно встретить ситуацию, когда для выполнения различных работ требуется провести разбор конструкции. Для проведения демонтажных работ требуются простые инструменты, на выполнение работы, как правило, уходит немного времени.
- Существенно снижается стоимость получаемого изделия. Сварочное соединение обходится дорого, так как предусматривает использование специального сварочного аппарата.
Качество соединений можно существенно повысить при применении дополнительных различных элементов. К примеру, используются шайбы и контргайки, которые существенно повышают качество и надежность соединения. Однако, у резьбовых соединений есть и несколько существенных недостатков:
- Концентрация напряжения в месте впадины профиля резьбы. Стоит учитывать, что применение специального металла позволяет существенно повысить надежность резьбовой поверхности.
- Есть вероятность того, что гайка открутится при сильном механическом воздействии. Конечно, для исключения подобной вероятности могут применяться различные методы фиксации.
Кроме этого, выделяют несколько видов резьбового крепления. Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
Интересные факты
- Сплавы из титана, удельный вес которых превышает алюминиевые примерно на 70 %, прочнее их в 4 раза, поэтому, по удельной прочности сплавы, содержащие титан, выгоднее использовать для самолетостроения.
- Многие алюминиевые сплавы превышают удельную прочность сталей, содержащих углерод. Сплавы из алюминия имеют высокую пластичность, коррозийную стойкость, прекрасно обрабатываются давлением и резанием.
- У пластмасс удельная прочность выше, чем у металлов. Но из-за недостаточной жесткости, механической прочности, старения, повышенной хрупкости и малой термостойкости ограничены в применении слоистые пластики, текстолиты и гетинаксы, особенно в крупногабаритных конструкциях.
- Установлено, что по выносливости к коррозии и удельной прочности, металлы черные, цветные и многие их сплавы уступают стеклопластикам.
 Механические свойства металлов являются важнейшим фактором использования их в практических нуждах. Проектируя какую-то конструкцию, деталь или машину и подбирая материал, обязательно рассматривают все механические свойства, которыми он обладает.
Механические свойства металлов являются важнейшим фактором использования их в практических нуждах. Проектируя какую-то конструкцию, деталь или машину и подбирая материал, обязательно рассматривают все механические свойства, которыми он обладает.
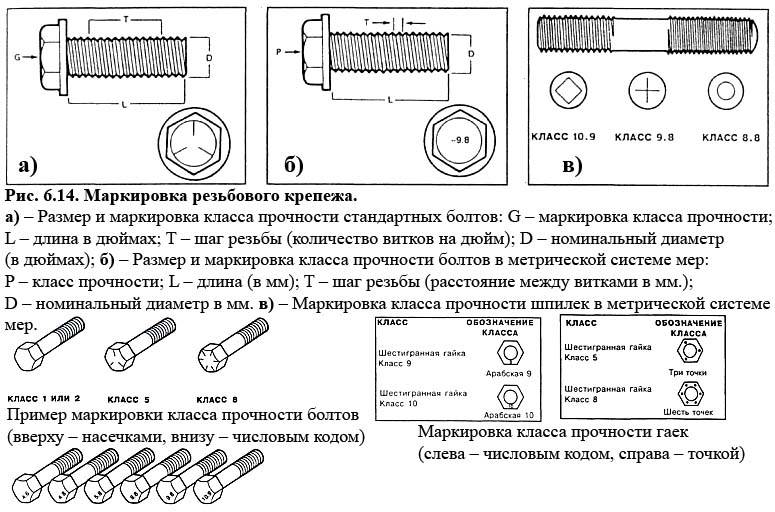
Маркировка болтов
Маркировка болтов может проводиться при применении разработанных стандартов ISO. Система маркировки подразумевает применение специальных таблиц. Кроме этого, все стандарты, применяемые на территории России, были разработаны несколько десятилетий назад
Класс прочности считается наиболее важным показателем, который учитывается при производстве практически всех крепежных элементов.Рассматривая обозначение болтов, следует уделить внимание нижеприведенным моментам:
- Обязательная маркировка проводится при изготовлении винтов, диаметр которых составляет более 6 мм. Наносится маркировка прочности болтов и других показателей на изделия меньшего диаметра только по желанию производителя.
- Сортамент применяемых крепежных изделий с крестообразными или прямыми шлицами не предусматривает маркировку. Изделия, имеющие шестигранные шлицы, маркируются обязательно.
- Обязательной маркировке не подлежат не штампованные варианты исполнения, которые изготавливаются путем точения и резания. Маркировка наносится только в том случае, если этого требует заказчик. При этом расшифровка может проводится по-разному, стандарты применяются не во всех случаях.
Рассматривая части болта, на которые наносится разметка, следует уделить внимание торцевой и боковой поверхности. Если применяется боковая поверхности, то обозначения наносятся углубленными знаками
Отличия и места применения нержавеющих сталей А2 и А4
Самые популярные стали среди нержавеющих – А2 и А4. Данное сырье относится к классу аустенитных материалов и отличается немагнитностью, повышенным сопротивлением коррозии, гигиеничностью. Благодаря этим своим свойствам стали А2 и А4 нашли широкое применение в крепежной, строительной, судовой, мебельной и других областях деятельности человека.
Рассмотрим каждую сталь и ее свойства по отдельности:
1. А2 – состоит из следующих элементов – 0.05% углерода, 2% марганца, 0.75% кремния, 18% хрома, 10% никеля. Такое сочетание придает стали хорошую коррозионную стойкость и высокую прочность (в сравнении с классами прочности углеродистых сталей, она приблизительно равна – 8.8). Так же материал практически немагнитен (может проявлять небольшие магнитные свойства при обработке), гигиеничен и не нуждается в покрытии или дополнительном уходе. Свое применение крепеж из А2 нашел в строительной и мебельной промышленностях.
2. А4 – в состав данного сплава входит – 0.05% углерода, 2% марганца, 1% кремния, 17% хрома, 12% никеля и 2% молибдена. Благодаря добавлению молибдена материал приобрел дополнительную прочность (соответствует прочности 10.9 для крепежа из легированных сталей), повышенную сопротивляемость воздействию коррозии и кислот, полную немагнитность. Так же, как и сталь А2, данное сырье гигиенично и не нуждается в каком либо покрытии или уходе. Из-за повышенной коррозионной стойкости основное место применение стали марки А4 – судостроение, пищевая и химическая промышленности.
Ниже приведены таблицы с основными механическими свойствами сталей А2 и А4:
Тип стали | А2 | А4 | |
Удельный вес (г/см) | 7.95 | 7.95 | |
Свойства сырья при температуре +200С | |||
Твердость по Бринеллю, НВ | В отожженном состоянии | 125…150 | 120…185 |
Твердость по Роквеллу, HRB/HRC | 70…88 | 70…85 | |
Предел прочности при растяжении, Н/мм2 | 500…700 | 520…690 | |
Предел прочности при растяжении, Н/мм2 | 175…340 | 195…410 | |
Относительное удлинение | 50…65 | 40…60 | |
Ударная вязкость | KCUL, Дж/см2 | 160 | 160 |
KVL, Дж/см2 | 180 | 180 | |
Свойства сырья при нагревании | |||
Предел текучести при растяжении, Н/мм2 | при 3000С | 115…125 | 138…140 |
при 4000С | 97…98 | 115…125 | |
при 5000С | 88…93 | 95…105 |
Приблизительные значения моментов затяжки и усилий предварительной затяжки для болтов из нержавеющих сталей:
Диаметр резьбы, мм | А2, класс прочности 70 | А4, класс прочности 80 | ||
Усилие предварительной затяжки, Н | Момент затяжки, Нм | Усилие предварительной затяжки, Н | Момент затяжки, Нм | |
5 | 3000 | 3.5 | 4750 | 4.7 |
6 | 6200 | 6 | 6700 | 8 |
8 | 12200 | 16 | 13700 | 22 |
10 | 16300 | 32 | 22000 | 43 |
12 | 24200 | 56 | 32000 | 75 |
16 | 45000 | 135 | 60000 | 180 |
20 | 71000 | 455 | 140000 | 605 |
30 | 191000 | 1050 | 255000 | 1400 |
Другие статьи
Прочность болтов
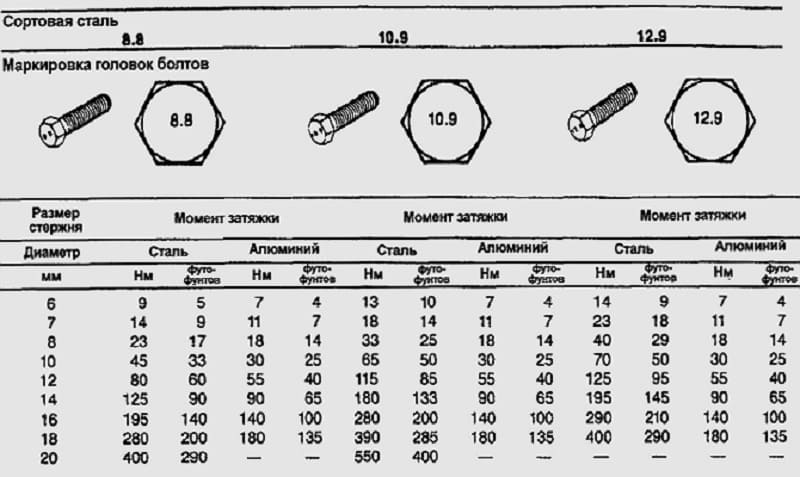
Все болты, с резьбой более М6, должны маркироваться. На головке болта маркируется прочность болтов по ГОСТ или по ISO, а также их исполнение. Если резьба болта или винта больше чем М6, и на головке нет маркировки, то от использования такого болта следует отказаться. Рассмотрим, что обозначает класс прочности болтов и как он обозначается непосредственно на головке.

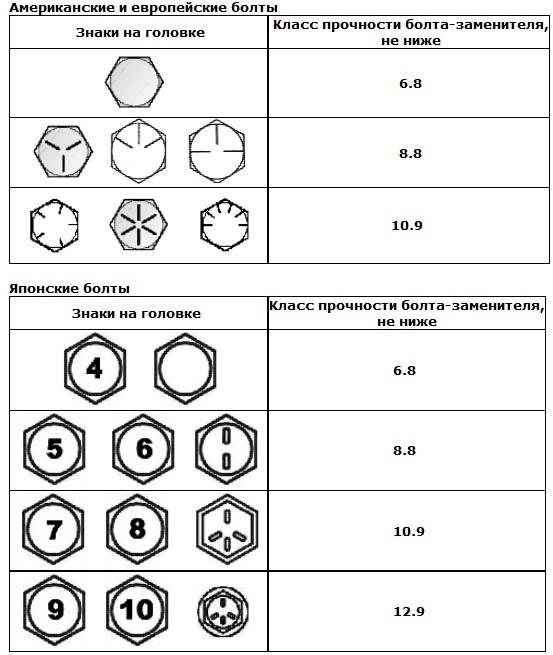


На картинке изображены три вида маркировки. Прочность болтов 8.8 самая распространенная. Болт класса прочности 10.9, соответственно, более прочный, чем 8.8. Обозначение «Х» на головке болта указывает, что болт каленый, как правило, такое обозначение на карданных болтах. Существуют классы прочности болтов 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Точка между цифрами может отсутствовать.
Теперь поговорим о том, что обозначают эти цифры. Первая цифра маркировки равно 0,01 пределу прочности болта на растяжение, чтобы понять предел прочности, делим первую цифру на 0,01 и получаем предел прочности на растяжение в МПа. Вторая цифра равно 0,1 отношения предела текучести болта к пределу прочности на растяжение. Если перемножить цифры, и результат умножить на 10, то получим предел текучести в МПа. Приведем пример расшифровки. Прочность болта 12.9 расшифровывается следующим образом:
12/0,01 = 1200 (МПа) – предел прочности на растяжение.
12х10х9 = 1080 (МПа) – предел текучести.
Болты класса прочности до 5.6 чаще всего используются в мебельном производстве, остальные используются в машиностроении и строительстве. Причем класс прочности 10.9 и 12.9, ввиду высокой цены, используется при сборке особо ответственных узлов.
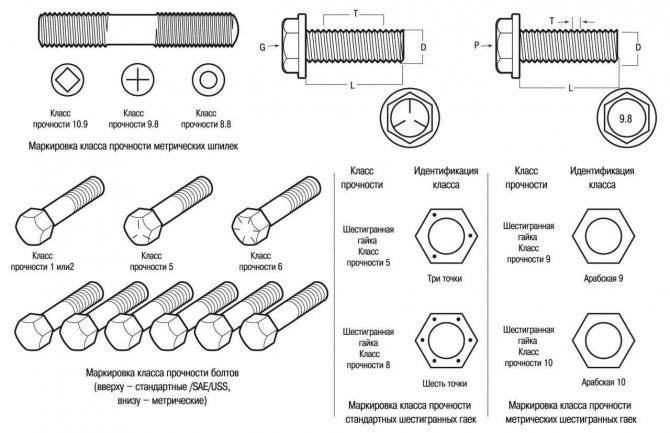
Помимо болтов со стандартной шестигранной головкой, также используются винты с внутренним шестигранником, болты с фланцем, болты с полукруглой головкой и квадратным подголовником и другие. Место расположения маркировки у таких болтов отличается от стандартных болтов. Маркировка может наноситься на цилиндрическую поверхность или под головку болта.
На картинке изображены примеры нанесения маркировки на болт с полукруглой головкой (слева) и на болт с внутренним шестигранником (справа).
Существуют и болты, предназначенные для использования в определенных узлах, они могут иметь дополнительные маркировки. Например, болты для строительства мостов могут иметь маркировку «ХЛ», что означает допустимое применение болта при температурах до – 65 0 С. Иногда на головках болтов указывают марку стали, примененную при изготовлении.
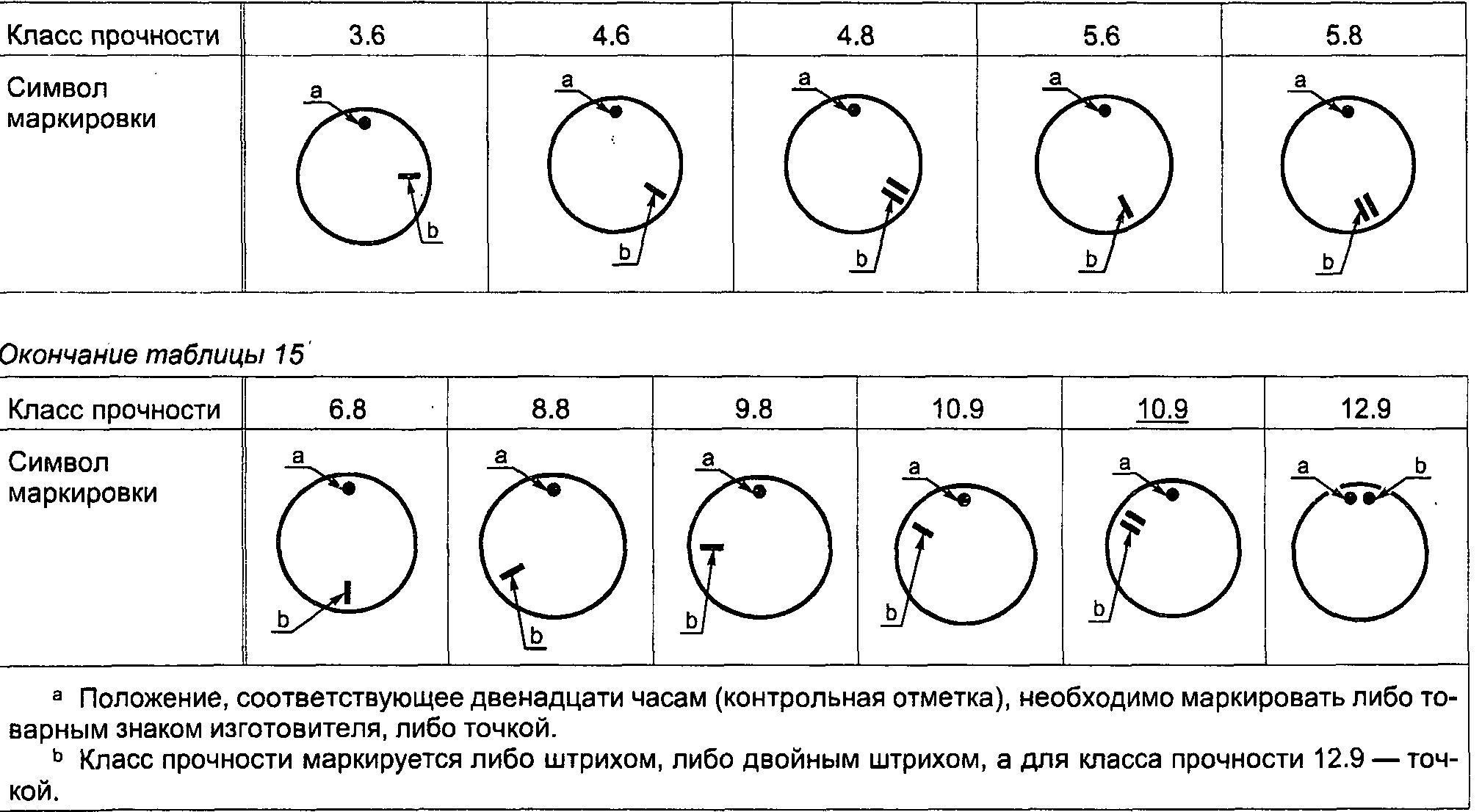
На шпильках также указывается класс прочности, наносится он цилиндрическую часть, где отсутствует резьба, но с двумя существенными различиями: 1) На болтах маркировка выступает над поверхностью, на шпильках наоборот – маркировка углубляется в материал. 2) Шпильки маркируются, начинаются с класса прочности 5.6. На диаметрах шпилек, менее М12, иногда маркируют не цифры, а условные знаки, каждый из которых соответствует классу прочности.
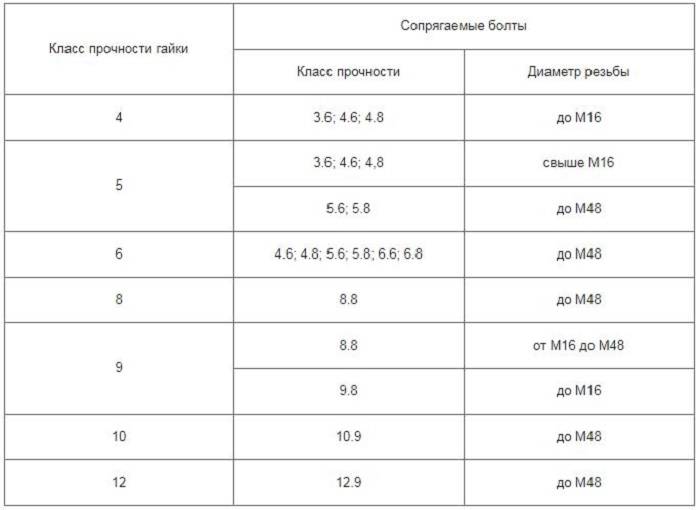
Маркировка гаек осуществляется немного по другому принципу. При нанесении маркировки на гайку учитывают отношение ее высоты к диаметру резьбы. По отношению высоты гайки к диаметру, гайки делятся на 5 видов: 1) Низкие Н/d меньше 0,8 2) Нормальные с отношением высоты к диаметру резьбы 0,8 3) Высокие с отношением 1,2 4) Сверхвысокие с отношением 1,5. 5) Сверхнизкие, маркировка на них обычно не наносится.
Для низких гаек существует всего два класса прочности – 04 и 05. Для расчета предела прочности на растяжение откидываем 0 и умножаем на 100. Получаем 400 и 500 МПа соответственно. По полученному значению смотрим, с каким классом прочности болта следует использовать гайку.
Нормальные, высокие и сверхвысокие гайки имеют 7 классов прочности – 4, 5, 6, 8, 9, 10, 12. Аналогично умножаем на 100 и получаем значение предела прочности на растяжение. Таким образом, гайку 8 класса прочности лучше всего использовать с болтом 8.8. Распределение нагрузки в резьбе в таком случаи будет равномерным.
Иногда встречаются и другие маркировки на болтах, но, как правило, бывает это очень редко. Подавляющее большинство болтов маркируется именно по такому принципу.
В следующей статье расскажу, как сделать расчет болта на растяжение, срез и смятие.
Задавайте вопросы, оставляйте комментарии, делитесь впечатлениями от статьи!