

Технология обработки
Принцип работы — постепенное снятие стружки с заготовки с помощью станка и ручных инструментов.
Станина должна располагаться параллельно телу. Не следует нагибаться над рабочим местом, отходить от него далеко. Оптимальное расстояние — длина предплечья. Высота установки — на уровне локтя.
Нужно соблюдать время работы, делать перерывы через каждые 20–30 минут.
Первичная обработка болванки производится захватом инструмента сверху, сомкнув пальцы снизу. Так надежно удерживается грубое изделие при высоких оборотах токарного станка.
Обрабатывать обточенную деталь удобнее нижним захватом. Это положение обеспечивает более точное движение инструмента при финишной корректировке.
Этап 1: делаем заготовки
Действия:
- Нужно взять брусок любой породы дерева. Его размеры должны незначительно отличаться от габаритов предполагаемого изделия.
- Топором заготовке придается форма цилиндра. Крепить к станку целиковый брусок не рекомендуется: велик риск получить травму от отлетевших крупных кусков древесины.
- Обозначается место, где будет произведено вытачивание формы (центр вращения).
Этап 2: выбор стамески
Для обработки болванки требуется 3 стамески:
- Желобчатая. Ее полукруглая форма подходит для снятия грубого верхнего слоя с заготовки.
- Желобчатая полукруглая вогнутая. Для подготовки изделия к финишной отделке.
- Косая. Помогает вытачивать конусы, подрезать торцы, производить чистовую обработку.
Резьбу по дереву начинают с заточки стамесок, других режущих инструментов.
Этап 3: фиксация заготовки
На всех станках предусмотрено место для крепления обрабатываемой детали. Зачастую крепежом выступает шестигранник с шипами. Чтобы заготовка не выпала из механизма при работе, рекомендуется с помощью стамески сделать в ее торцах углубления в местах прилегания шипов.
Опорную скобу подручника (поддержку для руки) устанавливают на расстоянии 5 мм от болванки и немного выше оси вращения. По мере стачивания объема заготовки подручник приближают к поверхности изделия, подкручивают задний шпиндель станка через каждые 5–10 минут.
Точение с приспособлением
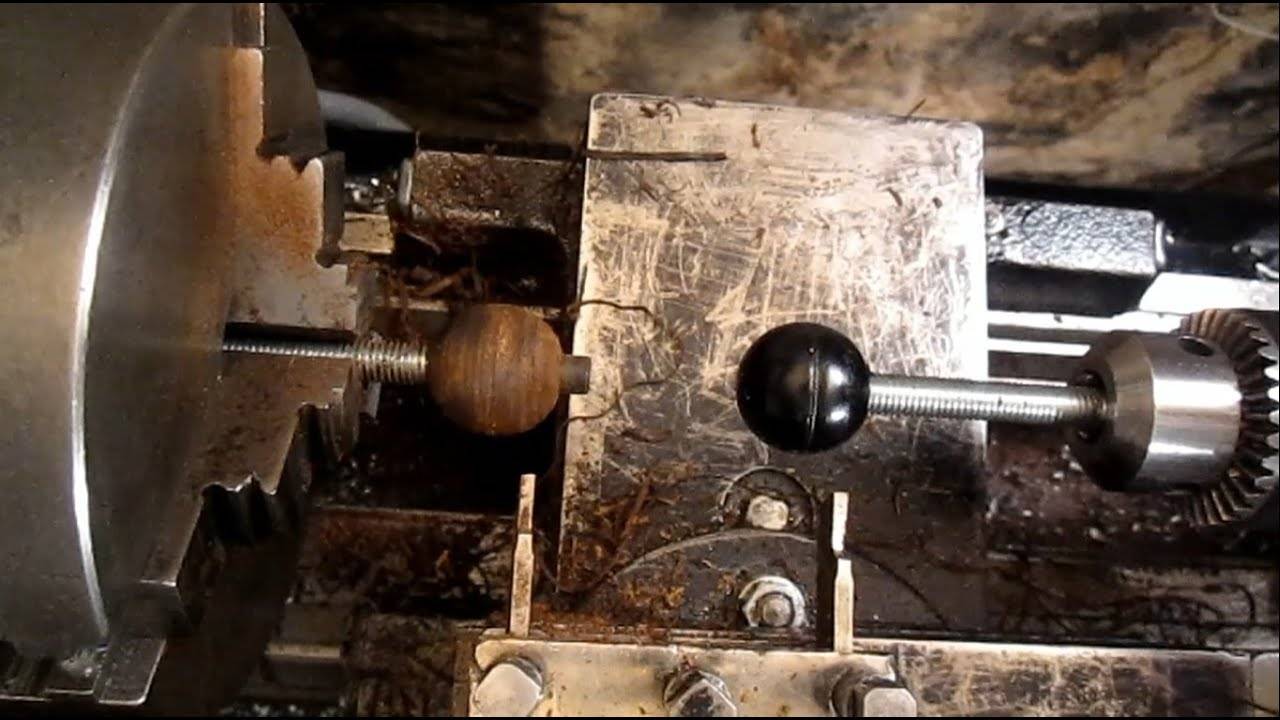
Более сложным является способ выточить шар на станке с применением предварительно изготовленного приспособления. В связи с идеальностью сферической поверхности, точность изготовления механизма должна быть максимальной. На следующем предлагаемом видео приспособление является ручным, а обработка частично выполняется после предварительной обточки резцами до формы, близкой к шару:
Особенностью данного способа точения сфер является возможность применения его лишь при обработке мягких металлов. Но и такая задача является достаточно частой и при большом количестве заказов такое приспособление всегда может помочь токарю.
Шароточка
К сожалению, ничего нового на этих картинках нет.
Слева — самая растоространеная конструкция (тут на форуме). Достоинств два: она довольно жесткая и не слишком сложная. Недостатков три: самый существенный и неустранимый — шарик точится далеко от патрона (нежесткая деталь), устранимый: нет плавной подачи резца (изменение радиуса сферы); неудобство: чтобы смонтировать приспособу надо снять поворотные салазки с резцедержателем.
Конструкция посредине — довольно неудачная. Обычно такая штука вставляется в ЗБ и не требует юстировки ни по Y ни по Z, а тут требует по Y. Обе конструкции нежесткие, не имеют плавной подачи резца и требуют большого расстояния от шарика до патрона. Зато просты в изготовлении и не требуют никакой разборки для монтажа.
Правая очень похожа на конструкцию ТС, но в ней использована недешевая жесткая заводская расточная головка. При этом результирующая жесткость хуже, чем у ТС, где все самодельное и дюралевое. Бестолковый крепеж (тонкий дюраль, винты, большой вылет) все портит. Достоинства обеих конструкций: сферу можно точить довольно близко к патрону; резец можно плавно подавать, подгоняя радиус сферы, монтаж не требует никакой разборки.
Да простится мне моя непрошенная экспертиза! Я в свое время долго разбирался с конструкциями шароточек, а потом делал собственную в несколько заходов, устраняя непредвиденные тупики и огрехи. А потом с ней работал и выяснял всякие дальнейшие плюсы и минусы.Изменено 07.08.2013 15:43 пользователем vsh
Виды точения: какие приемы используются?
Токарное дело – обширная область знаний. Специалист должен выбрать не только подходящее оборудование, но и знать особенности выполнения всех приемов. Основных видов токарных работ насчитывается около десятка, но следует понимать, что каждый вид обработки может касаться деталей различного диаметра, размера, фактуры. Следовательно, сосчитать точно, какие виды точения и приемы есть не представляется возможным. Основные виды точения:
- обработка наружных поверхностей цилиндрической формы;
- точение наружных поверхностей конического образца;
- обработка уступов и торцов деталей;
- обработка поверхностей цилиндров и кубов с внутренней стороны;
- отрезка заготовки;
- вытачивание канавок и отверстий;
- сверление отверстий;
- работы, сопутствующие сверлению — развертывание и зенкерование сторон;
- нарезание внутренней и наружной резьбы;
- обработка фасонных плоскостей;
- накатывание рифлении и другое.
Как видно из списка, приемов токарных работы множество. Рабочий в обязательном порядке должен не только знать досконально их все, но и быть в курсе правил безопасности при выполнении обтачивания или нарезания определенных заготовок.
Изготовление деревянных шаров – плохой и хороший методы

Плохой метод
Чтобы сделать маленькие шарики примерно на один дюйм, я разрезал кубики, снял края с помощью ножа, а затем оставил их сидящими в перевернутом боксе, установленном поверх шлифовальной машины. Этот метод очень низок, он занимает много времени, и шары не выходят нигде рядом. Конечное зерно и длинное зерно куба изнашиваются с разной скоростью.

Распродажа: с 23 августа 10:00 по 28 августа 09:59 (МСК). Электроника для самоделок вкитайском магазине.
Лучший способ
После просмотра дорогостоящей установки токарного станка с ЧПУ с резаком, как дырокол, который вы используете на дрели. Я решил попробовать что-то подобное. Я сделал простые салазки с фиксированными бегунами, чтобы держать мою беспроводную дрель. С отверстием, установленным в патроне (снято пилотное сверло) и вращающимся токарным станком, я подал его в токарный станок. Результат – довольно хорошая сфера. Тем не менее, он оставляет грубую отделку и требует немного шлифования.

Эта установка звучит пугающе, и, хотя я очень легко справился с первой попыткой, это было не так уж плохо. До тех пор пока салазки не является безопасным, не играть в бегунов и коронка подается в медленно, то все должно быть в порядке. Но вы должны делать это только в том случае, если вам это нравится, и вы делаете это на свой страх и риск.









Требуется меньше минуты, чтобы сделать каждый шар, а затем несколько минут шлифования. Это должен быть самый простой способ сделать их, но у него есть ограничения. Я сделал два дюйма шариков, поскольку это был размер моих самых больших отверстий. Я не думаю, что ты мог бы пойти намного больше.

Я решил сделать некоторые из них, склеив чередующиеся цветные сегменты, чтобы сделать пустой. Когда я закончил, я вкрутил в проушину, затем привязал ленту, чтобы украсить елочку.
Так вот, это простой и быстрый способ сделать деревянные шары.
Альтернативные способы изготовления основы для топиария
Монтажная пена
В полиэтиленовый пакет выдавливаем монтажную пену, чтобы получилась заготовка — фигура, приближенная к форме сферы, но обязательно больше необходимого диаметра шара. Ждем, пока герметик полностью затвердеет, снимаем пакет, канцелярским ножом придаем массе нужную форму — не только шар.
Пенопластовый шар своими руками
Вместо монтажной пены можно использовать заготовку из пенопласта, например, упаковку от бытовой техники либо склеить несколько листов между собой — для получения необходимой толщины.

Но пенопласт неоднородный и сильно крошится: сделать шар для топиария правильной формы сложно, мусора остается очень много. Из пенопластового листа можно также вырезать основу для плоского топиария.
Техника папье-маше
Надуваем воздушный шарик до нужного размера, поверхность промазываем ПВА, клеим листы бумаги (можно туалетной), фрагменты старых газет или салфетки. Продолжаем наращивать массу, обильно промазывая каждый слой клеем, набираем толщину минимум 7-10 мм.
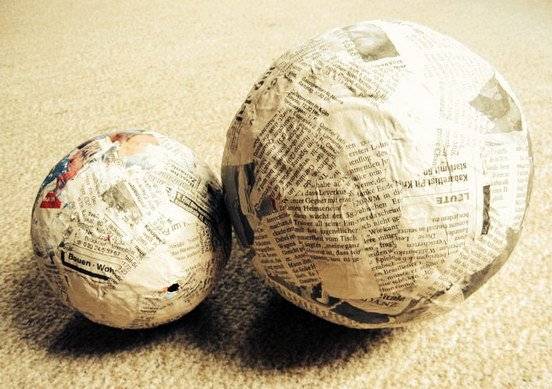
После полного высыхания заготовки воздушный шар аккуратно сдуваем и вытягиваем, каркас остается. Получился хрупкий, но оригинальный шар для топиария в технике папье-маше. Способ трудоемкий, основа долго сохнет.
Вязальные нитки
Способ в точности имитирует технику папье-маше, но вместо бумаги используются вязальные нитки: получается каркас, подходящий для легкой кроны. Не рекомендуем использовать бечевку вместо пряжи: материал дорогой и сильно впитывает клей.

Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
 Еще одно изделие в виде шара, изготовленное на токарном станке
Еще одно изделие в виде шара, изготовленное на токарном станке
 Поделка, выполненная на токарном станке Нарезано на токарном станке из заготовки типа «Шар»
Поделка, выполненная на токарном станке Нарезано на токарном станке из заготовки типа «Шар»
Приемы установки и выверки заготовок
Для получения требуемой точности взаимного расположения поверхностей обрабатываемой детали, кроме правильной установки и выверки приспособлений, следует произвести проверку правильности положения заготовки. С этой целью при ее установке в станочных тисках необходимо придерживаться определенных правил и выполнять их в такой последовательности:
- Развести губки тисков на величину, несколько большую ширины заготовки.
- Протереть ветошью рабочие поверхности тисков и заготовку. При наличии на ней заусенцев удалить их напильником.
- Если заготовка имеет небольшую высоту, подобрать и установить на направляющие корпуса тисков одну или две одинаковые параллельные подкладки такого размера, чтобы зажимаемая часть заготовки составляла не менее 2/3 ее высоты. Нельзя пользоваться для этого случайными металлическими брусками. Подкладки должны быть стальными, закаленными и шлифованными.
- В случаях, когда тиски оснащены рифлеными губками, боковые поверхности заготовки окончательно обработаны, на тиски следует установить нагубники в виде небольших уголков из мягкой листовой стали или цветного металла.
- Установить и слегка закрепить заготовку в тисках.
- Осадить заготовку легкими ударами молотка с мягким бойком из цветного металла до плотного прилегания ее к направляющим тисков или к подкладкам и окончательно закрепить.
- Когда заготовка имеет окончательно обработанную нижнюю опорную поверхность, точность ее прилегания к направляющим тисков (подкладкам) выверяют слесарным рейсмусом.
Для этого отогнутое острие иглы подводят к основанию заготовки с небольшим зазором (0,1 — 0,2 мм). Затем перемещая рейсмус по столу станка определяют равномерность зазора в четырех точках углам заготовки. Если зазор неравномерный, зажим заготовки немного ослабляют, вновь выполняют действия пункта и контролируют установку заготовки рейсмусом.
Заготовки, закрепляемые непосредственно на столе станка прихватами, выверяют способами, рассмотренными ранее. При этом необходимо соблюдать ряд практических правил:
- Для повышения прочности крепления болты прихватов располагают как можно ближе к заготовке.
- Затяжку гаек выполняют в диагональном порядке вначале предварительно, затем окончательно.
- Прихваты располагают на участках заготовки, имеющих опору на столе станка.
- Подставки выбирают такой высоты, чтобы прихваты размещались параллельно опорной поверхности заготовки.
Как правильно установить тиски на рабочем столе фрезерного станка
Обработка конической поверхности широкими резцами – Обработка конических поверхностей на токарном станке – Комплексные работы
Широкими резцами обрабатывают конусы длиной до 20 мм на жестких деталях. При этом добиваются высокой производительности, но чистота и точность обработки невысокие.
Обрабатывают конусную поверхность так. Заготовку зажимают в патроне передней бабки.
| Обработка конической поверхности широким резцом |
Обрабатываемый конец заготовки должен выступать из патрона не более 2,0 — 2,5 диаметра заготовки. Главную режущую кромку резца при помощи шаблона или угломера устанавливают под нужный угол конуса. Обтачивать конус можно при поперечной и продольной подачах.
При выступании конуса заготовки из патрона больше 20 мм или длине режущей кромки резца свыше 15 мм возникают вибрации, которые делают невозможным обработку конуса. Поэтому этот способ применяют ограниченно.
Запомните! Длина конуса, обрабатываемого широкими резцами, не должна превышать 20 мм.
Вопросы
- Когда обрабатывают конус широкими резцами?
- В чем заключается недостаток обработки конусов широкими резцами?
- Почему конус заготовки не должен выходить из патрона более 20 мм?
Обработка конической поверхности путем поворота верхней части суппорта
Для обтачивания на токарном станке коротких наружных и внутренних конических поверхностей с углом уклона конуса α = 20° нужно повернуть верхнюю часть суппорта относительно оси станка под углом α.
| Обработка конической поверхности путем поворота верхней части суппорта |
При таком способе подачу можно производить от руки, вращая рукоятку винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Если угол а задан, то верхнюю часть суппорта повертывают, используя деления, нанесенные обычно в градусах на диске поворотной части суппорта. Устанавливать минуты приходится на глаз. Таким образом, чтобы повернуть верхнюю часть суппорта на 3°30′ нужно нулевой штрих поставить примерно между 3 и 4°.
Недостатки обтачивания конических поверхностей с поворотом верхней части суппорта:
- снижается производительность труда и ухудшается чистота обработанной поверхности;
- получаемые конические поверхности сравнительно короткие, ограниченные длиной хода верхней части суппорта.
Вопросы
- Как нужно установить верхнюю часть суппорта, если угол а уклона конуса задан по чертежу с точностью до 1°?
- Как установить верхнюю часть суппорта, если угол задан с точностью до 30′ (до 30 минут)?
- Перечислите недостатки обтачивания конических поверхностей с поворотом верхней части суппорта.
Упражнения
- Настройте станок для точения конической поверхности под углом 10°, 15°, 5°, 8°30′, 4°50′.
- Изготовьте кернер по технологической карте, помещенной ниже.
Технологическая карта на изготовление кернера
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич










В шестом и седьмом классах вы познакомились с различными работами, выполняемыми на токарном станке (например, наружное цилиндрическое точение, отрезание деталей, сверление). Многие заготовки, обрабатываемые на токарных станках, могут иметь наружную или внутреннюю коническую поверхность. Детали с конической поверхностью широко используют в машиностроении (например, шпиндель сверлильного станка, хвостовики сверл, центры токарного станка, отверстие пиноли задней бабки)….
Конические отверстия с большим углом при вершине обрабатывают следующим образом: заготовку закрепляют в патроне передней бабки и для уменьшения припуска на растачивание отверстие обрабатывают сверлами разного диаметра. Сначала заготовку обрабатывают сверлом меньшего диаметра, затем сверлом среднего диаметра и, наконец, сверлом большого диаметра. Последовательность сверления детали под конус Растачивают конические отверстия обычно путем поворота верхней части…
При обработке конических поверхностей возможны следующие виды брака: неправильная конусность, отклонения в размерах конуса, отклонения в размерах диаметров оснований при правильной конусности, непрямолинейность образующей конической поверхности. Неправильная конусность получается главным образом из-за неточно установленного резца, неточного поворота верхней части суппорта. Проверив установку корпуса задней бабки, верхней части суппорта перед началом обработки, можно предотвратить этот вид…
Разновидности и характеристики станков для обработки дерева
Разнообразие типов, размеров и форм деревянных деталей предполагает многообразие оборудования, на котором происходит обработка.
В перечень разновидностей станков для деревообработки входят:
Пилильные
Данная группа используется для распиловки заготовок и целых древен, а также для придания формы плоским элементам. Пилильные в свою очередь следует разделить на следующие подгруппы:
- Пилорамы, при помощи которых осуществляется продольная и поперечная распиловка материала при помощи линейных пил, которые совершают возвратно-поступательные движения относительно заготовок. Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко.
- Круглопильные, которые представляют собой автоматические и ручные, выполняющие распиловку древесины в наклонной и вертикальной плоскостях при помощи круглых пил. Такое оборудование нашло применение при формовке. Классифицируется по количеству пил, их диаметру, мощности и производительности.
- Ленточные, функционирующие автоматически и с ручным управлением. Разрезание дерева происходит при линейном движении ленты. Используется как во время заготовки, так и при дальнейшей обработке. Достоинством данного оборудования можно назвать простоту обслуживания и экономичность, однако более низкую точность, если сравнивать с круглопильными.

Строгальные
Предназначены для снятия верхнего слоя материала при перемещении режущего инструмента. К основным разновидностям станков этого типа относятся:
- Рейсмусовые, одно и двухсторонние. Односторонние способны обрабатывать только верхнюю плоскость, так что их используют только при обработке только крупных заготовок. Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
- Фуговальные, которые не только производят обработку плоскостей, но и способны снять фаски под определенных углом.

Токарные
Токарные станки подразделяются на большое количество разновидностей, исходя из точности, габаритов самих станков и обрабатываемых деталей и т.д. Деревообрабатывающие разновидности токарных станков используются при точении декоративных элементов, корпусных деталей и элементов крепежа. Основным параметром классификации является степень автоматизации и универсальности. По степени автоматизации существуют следующие разновидности:
- Станки с ручным управлением предполагают регулирование скорости вращения шпинделя, подачу деталей и прочие параметры рабочим.
- Автоматизированное оборудование оснащаются копированными устройствами, благодаря которым сокращается время обработки детали, однако все процессы по-прежнему под контролем человека.
- Автоматические процессы предполагают выполнение всех переходов в автоматическом режиме. Все параметры контролируются компьютером станка. Токарные станки с ЧПУ стали особо популярны в последнее время.
Основные приемы работы со станком
Обязательны к выполнению приемы работы с токарным станком. От этого напрямую зависит безопасность пользователя
Важно:
- проверить исправность механизма перед началом работы, в том числе крепление деталей и щитки;
- при каждом использовании смазывать ходовой валик и винты;
- проверить уровень заправки;
- включить на холостом ходу — проверить рычаг, пусковой механизм, суппорт, скорости и передачи;
- следить за направляющим и станиной;
- не допускать резкого переключения на обратный ход, перехода коробки передач в другой режим.
Обязательно по окончанию работ провести чистку механизма. Убирают остатки стружки, протирают тканью, смоченной в керосине.
Можно ли это сделать?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
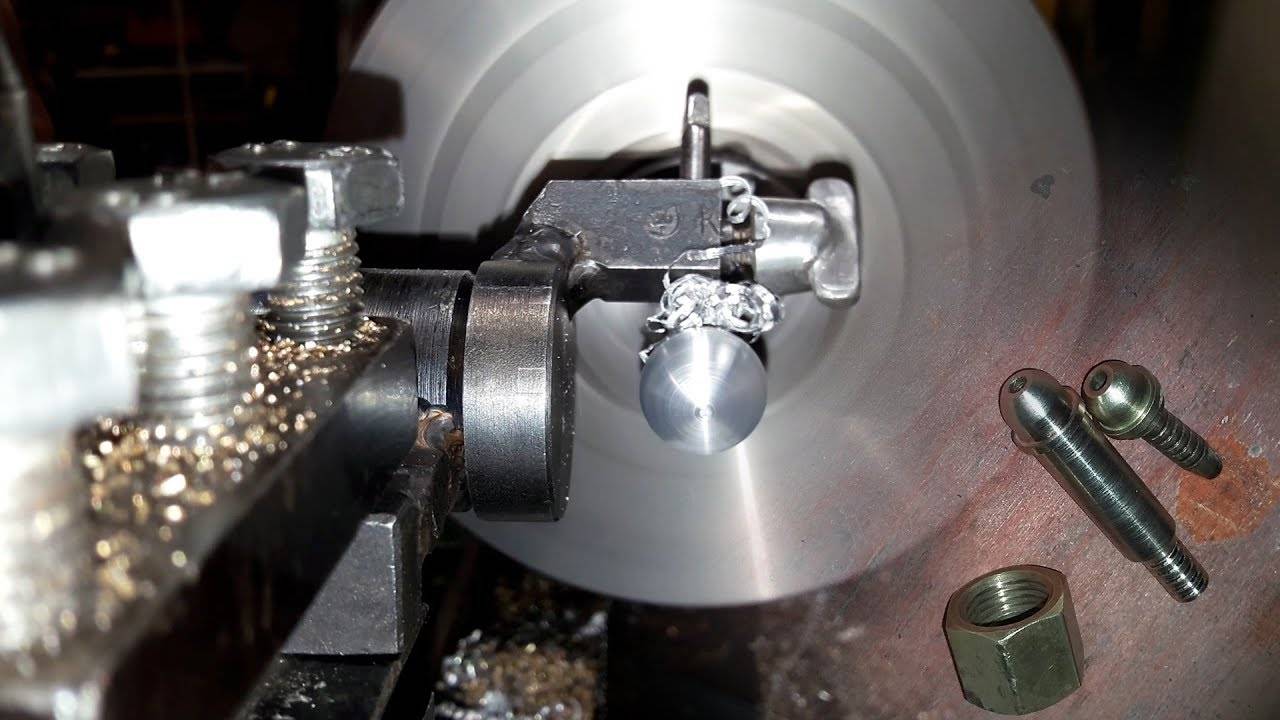
Как выточить шар на токарном станке: видео, фото, инструкция
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?

Шары, выточенные на токарном станке
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:










- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
- Еще одно изделие в виде шара, изготовленное на токарном станке
- Поделка, выполненная на токарном станке
- Нарезано на токарном станке из заготовки типа «Шар»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Примечания
- ↑ Техническая энциклопедия под ред. Мартенс Л. К. т.20 М.: Советская энциклопедия 1933 г.
- ↑ГОСТ 25557-82 использует 7 размеров конусов, от 0 до 6.
- ↑ По таблице размеров конусов Морзе предоставленной на сайте MORSE CUTTING TOOLS предоставлено 9 размеров конусов.
- ↑ По ГОСТ 9953-82 — Конусы инструментов укороченные. Основные размеры.
Wikimedia Foundation . 2010 .
Смотреть что такое «Конус морзе» в других словарях:
Конус Морзе — коническая поверхность с малым углом конуса для сопряжения инструмента и шпинделя. См. также: Инструменты Финансовый словарь Финам … Финансовый словарь
зенкер с хвостовиком «конус Морзе» — зенкер с хвостовиком «конус Морзе» Тематики сверла EN core drill with Morse taper shank DE Aufbohrer mit Morsekegelschaft FR foret aléseur à queue cône Morse … Справочник технического переводчика
Конус инструментальный — Содержание 1 Конус Морзе и метрический конус 1.1 Метрический конус … Википедия
25.060.20 — Ділильні та затискальні пристрої для різального інструменту й оброблюваних деталей ГОСТ 8.046 85 ГСИ. Головки делительные оптические. Методика поверки. Взамен ГОСТ 8.046 73 ГОСТ 31.1066.01 85 Приспособления к металлорежущим станкам. Оправки… … Покажчик національних стандартів
Хвостовики свёрл и буров — Хвостовик часть сверла или бура, зажимаемая в патроне дрели, станка или строительного перфоратора. Содержание 1 Виды хвостовиков 1.1 … Википедия
Фрезерный станок — У этого термина существуют и другие значения, см. Станок. Фрезерные станки группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел… … Википедия
Развёртка (инструмент) — У этого термина существуют и другие значения, см. Развёртка (значения). Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6 9 … Википедия
15069 — ГОСТ 15069 Оправки с цилиндрической цапфой и хвостовиком конус Морзе для горизонтально фрезерных станков. Конструкция и размеры. ОКС: 25.060.20 КГС: Г27 Приспособления и вспомогательный инструмент Взамен: ГОСТ 15069 69 Действие: С 01.01.77… … Справочник ГОСТов
15070 — ГОСТ 15070 Оправки с поддерживающей втулкой и хвостовиком конус Морзе для горизонтально фрезерных станков. Конструкция и размеры. ОКС: 25.060.20 КГС: Г27 Приспособления и вспомогательный инструмент Взамен: ГОСТ 15070 69 Действие: С 01.01.77… … Справочник ГОСТов
17178 — ГОСТ 17178 Втулки переходные с буртиком и отверстием конус Морзе к токарно револьверным станкам. Конструкция и размеры. ОКС: 25.060.20 КГС: Г27 Приспособления и вспомогательный инструмент Взамен: МН 1006 60 Действие: С 01.01.73 Изменен: ИУС… … Справочник ГОСТов





