

Введение
Я буду на 100% прав, если скажу, что установка электропилы — самая важная задача. Если оборудование не настроено должным образом, может появиться так называемая «волна». Этот дефект может быть вызван распиловкой бревен, и здесь необходимо учитывать множество факторов. Я думаю, что все знают, как выглядит «волна» — удары по поверхности доски в точке распиливания.
В дополнение к волне, вы можете получить заниженную или завышенную толщину пиломатериалов, что также хорошо, потому что тогда после сушки невозможно укладывать доски на одни и те же четырехугольники без дополнительных операций и размеров.
Я подробно описал, как получить максимальную отдачу от лесопилки в моей новой книге «Как получить максимальную отдачу от лесопилки». Для получения дополнительной информации см. Раздел «КНИГИ» в разделе «Верхнее меню».
Введение
Я буду на 100% прав, если скажу, что установка электропилы — самая важная задача. Если оборудование не настроено должным образом, может появиться так называемая «волна». Этот дефект может быть вызван распиловкой бревен, и здесь необходимо учитывать множество факторов. Я думаю, что все знают, как выглядит «волна» — удары по поверхности доски в точке распиливания.
В дополнение к волне, вы можете получить заниженную или завышенную толщину пиломатериалов, что также хорошо, потому что тогда после сушки невозможно укладывать доски на одни и те же четырехугольники без дополнительных операций и размеров.
Я подробно описал, как получить максимальную отдачу от лесопилки в моей новой книге «Как получить максимальную отдачу от лесопилки». Для получения дополнительной информации см. Раздел «КНИГИ» в разделе «Верхнее меню».
Введение
Буду прав на 100% если скажу, что настройка пилорамы является самой важной задачей. Если оборудование неправильно настроить, то может появится так называемая «волна»
Такой дефект может получится при распиливании бревна и здесь играют роль множество факторов, которые обязательно нужно учесть. Думаю, каждый знает, как выглядит «волна» — неровности на поверхности доски в месте распиливания.
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Достаточно подробно о том как получать максимальную прибыль на пилораме я описал в своей новой книге «Как выжать максимум из ленточной пилорамы». Более подробно о ней в разделе мои «КНИГИ», см. верхнее меню.
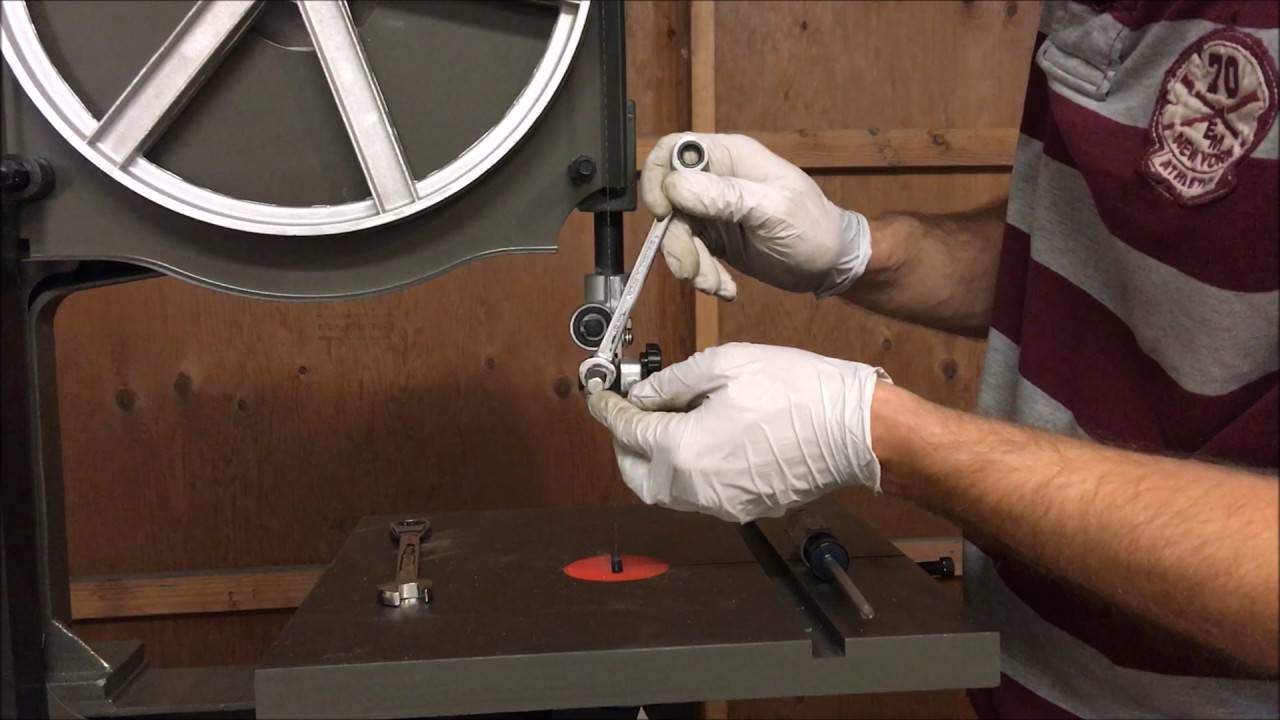
Как настроить разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов.
Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго.
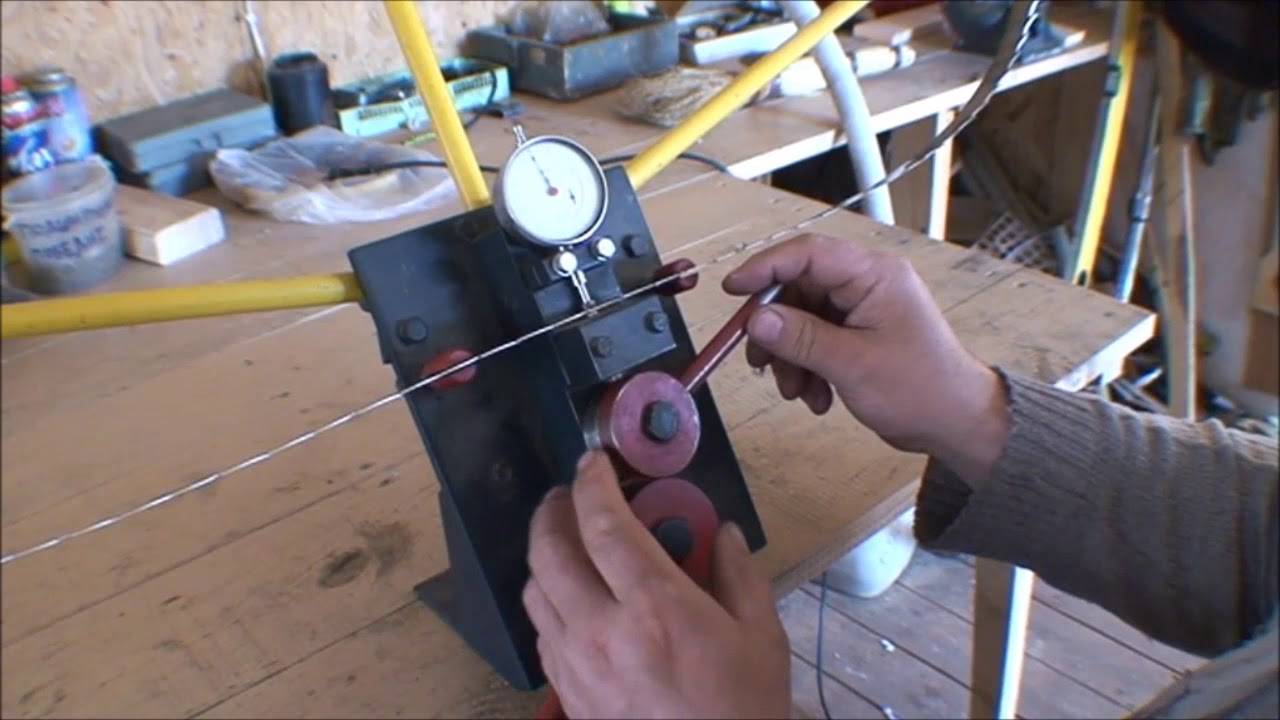
Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев
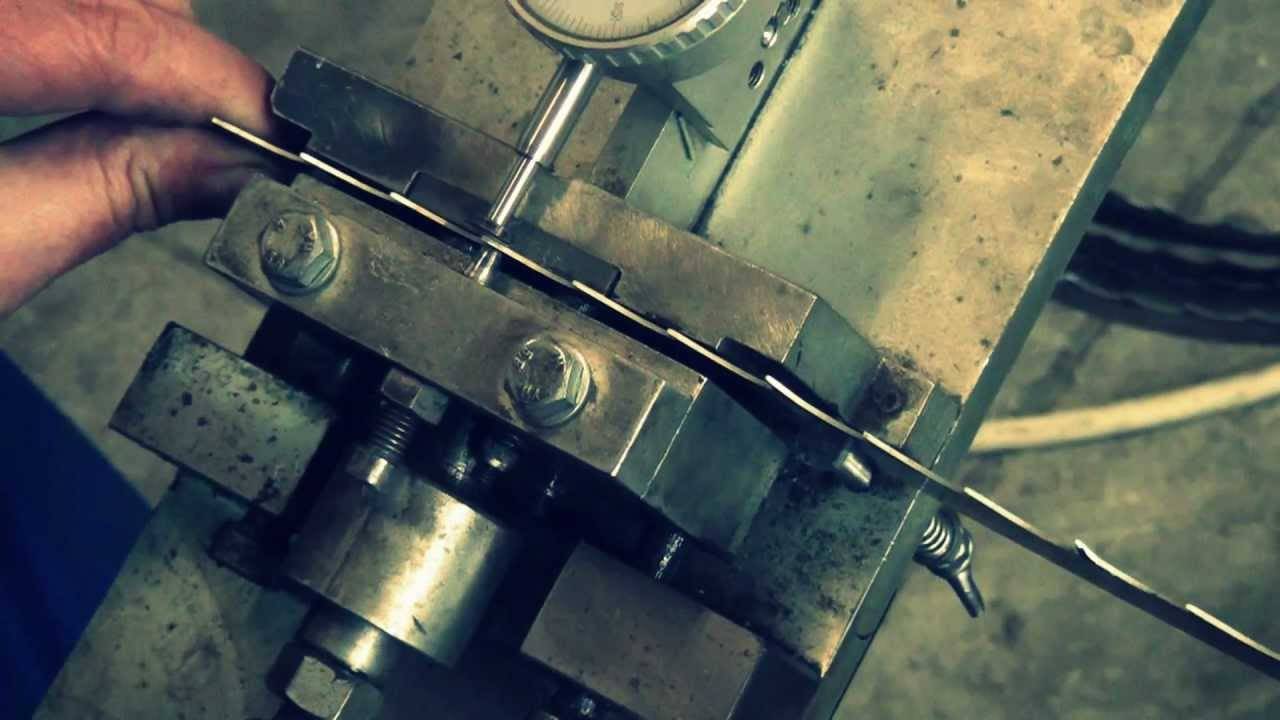
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным. В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления. Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах. Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил. Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно. Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования. , пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.


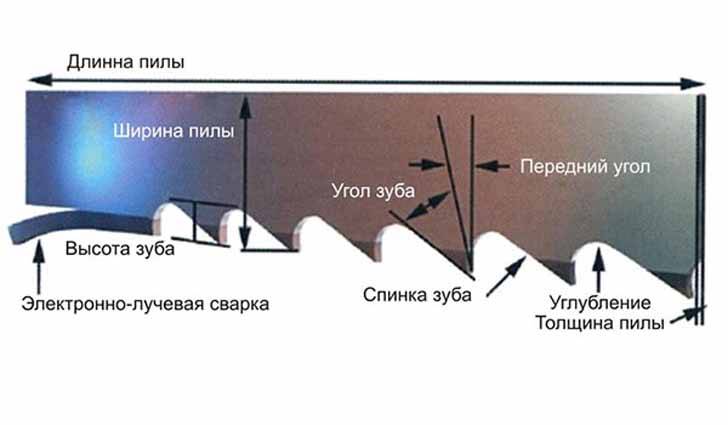
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
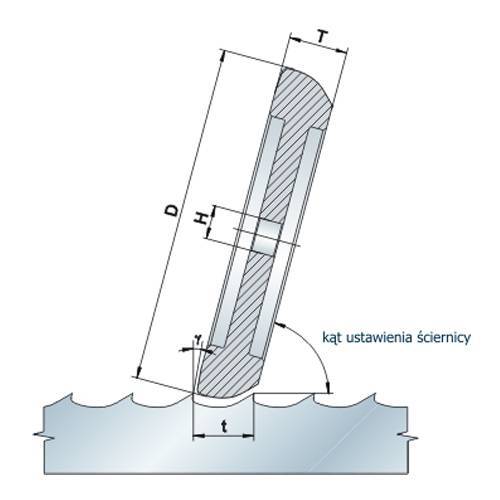
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
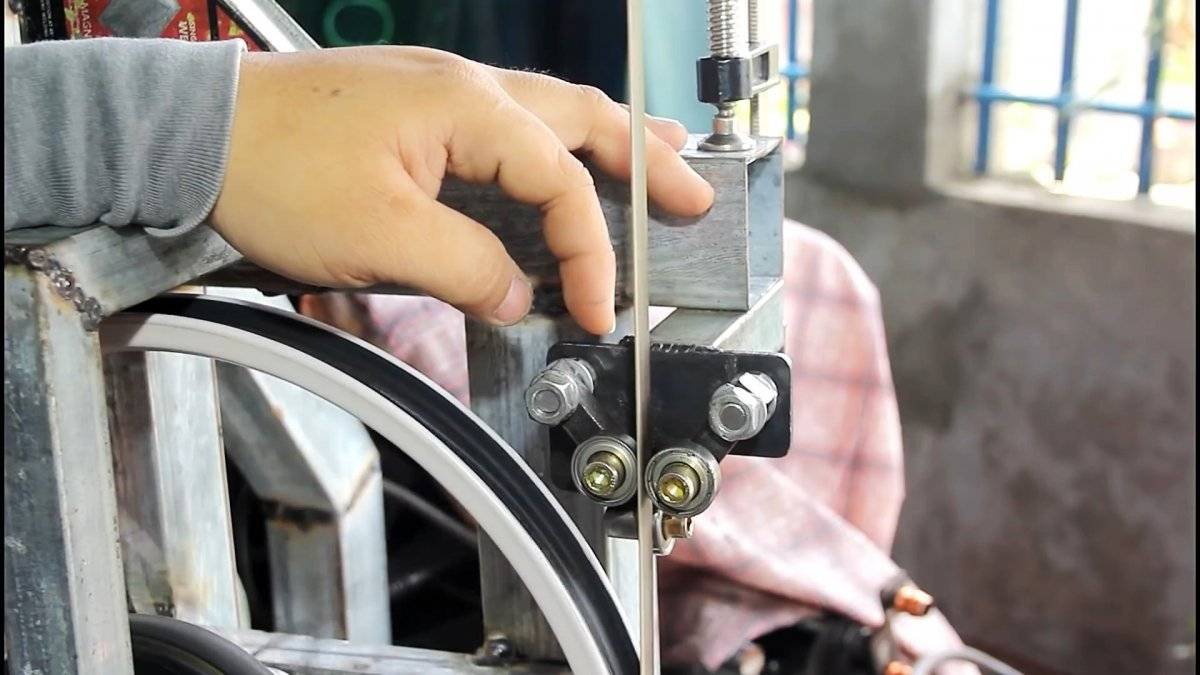
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Зенкеры по металлу — ГОСТ, диаметры, виды
Типы
Существует несколько наиболее распространенных видов агрегатов с вертикальным расположением пильного полотна:
ручные или бытовые;
Вертикальный ленточнопильный станок Энкор Коверт-31. Фото 220Вольт
полуавтоматические;
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
с автоматическим столом;
Вертикальный ленточнопильный станок с автоматическим столом CORMAK V-25/33/50. Фото Стербруст
с ЧПУ;
Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
с наклонной рамой;
Ленточнопильный вертикальный станок с наклонной рамой Siloma V 423DGH FU. Фото Стербруст
с подвижным столом;
Ленточный вертикальный станок СРЗ-200-02 с подвижным столом. Фото Ростанко Завод
с наклонным столом;
Ленточнопильный вертикальный станок Stalex VS-400 с наклонным столом. Фото ВсеИнструменты.ру
универсальные с поворотной пилой для фигурной резки.
Ленточнопильный вертикальный станок для прямолинейных и фигурных пропилов КРАТОН WMBS-8-02. Фото 220Вольт
Ручные вертикальные ленточнопильные станки иногда называют бытовыми и применяют непосредственно на строительных площадках или для обеспечения частных потребностей. Оборудование отличается сравнительно низкой стоимостью, невысокой производительностью и мобильностью. Поэтому в случае, когда требуется распил небольшого количества разных заготовок непосредственно на месте строительных или других работ, этот тип станка наиболее оптимальный.
У настольного оборудования незначительные размеры, а также вес агрегата. За счет этого сужается область применения, поскольку для точного распила допускается обработка заготовок небольших сечений. Оборудование может применяться для бытового и производственного процесса. Установка станка требует специальных постаментов или столов.
Ленточнопильный настольный станок JET JWBS-9X. Фото 200Вольт
По степени автоматизации вертикальные ленточнопильные станки бывают полуавтоматическими, автоматическими и с ЧПУ. В полуавтоматических агрегатах управление пильной рамой осуществляется с помощью серводвигателя. Устройства с автоматическим столом оборудованы рабочей областью с приводом, движущим его назад-вперед, контролируемым панелью управления и ручными тисками.
На заметку. Стоит отметить, что альтернативами покупке оборудования является заказ ]ленточнопильной резки металла или сборка агрегата своими руками.
Модели с ЧПУ выполняют резку в соответствии с движением подвижного гидравлического стола относительно пильного полотна в пространстве по координатным осям. Чаще всего сложное числовое программное управление применяется в станках для узкоспециальных задач, например, резки или утилизации гребневых винтов и подобных крупногабаритных конструкций.


Стоит учесть. Оборудование с ЧПУ стоит намного дороже по большей части из-за установки числового программного управления и применяется на производствах с крупными объемами работы агрегата.
По особенностям движимых элементов станки ленточнопильные вертикального типа бывают с наклонной рамой, с подвижным столом и универсальными с поворотной пилой для фигурной резки. Наклонная рама позволяет выполнять срезы под разными углами относительно вертикали, поскольку движется относительно неподвижного стола само пильное полотно, которое фиксируется в нужном положении. Аппараты с подвижным столом обеспечивают подачу заготовок относительно пилы в горизонтальной плоскости только по одной оси, а для агрегатов с поворотной пилой доступно выполнение фигурной резки заготовок.
Важно помнить, что вертикальные станки не бывают двухстоечными
Несколько слов о самых популярных моделях ленточных пил
Если вас интересуют технологии, то, вероятно, информация о самых популярных моделях не будет лишней. Бренды отлично себя зарекомендовали: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектрум, МВ 2000, Титан.
Авангардный
Лесопильные работы этой марки отличаются производительностью и высоким качеством работы. Помимо точной обработки, машины характеризуются низким потреблением энергии. Vanguard-LP легко транспортировать и устанавливать, так как не требует специального фундамента.
Атлас
Данная модель используется для продольной распиловки бревен. Выход — доски, доски, шпалы. Дизайн Атланты очень мощный и имеет ряд преимуществ. Благодаря этому препарату вы можете получать продукты отличного качества.
MB-2000
Эта мощная машина распиливает бревна на доски и балки различной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 характеризуется повышенной жесткостью и прочностью.
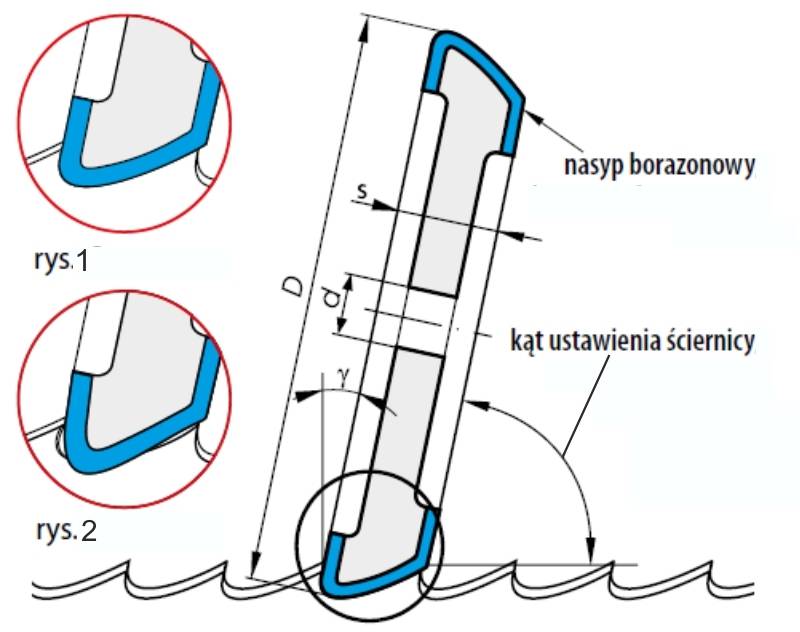
Варианты заточки
Существует 2 способа заточки зубьев пилы:
- Полнопрофильный, производится на автоматическом станке для заточки ленточных пил. Боразоновый круг, соответствующий профилю зуба, за 1 проход восстанавливает профиль межзубовой впадины и затачивает режущие кромки инструмента.
- Заточка режущих кромок зубьев. Может производиться вручную или на станке с плоским заточным диском. При этом заостряются грани, и убираются микротрещины на рабочей поверхности инструмента, образовавшиеся в процессе работы.
Видео инструкция по заточке ленточных пил покажет последовательность правильных действий при выполнении этого процесса.
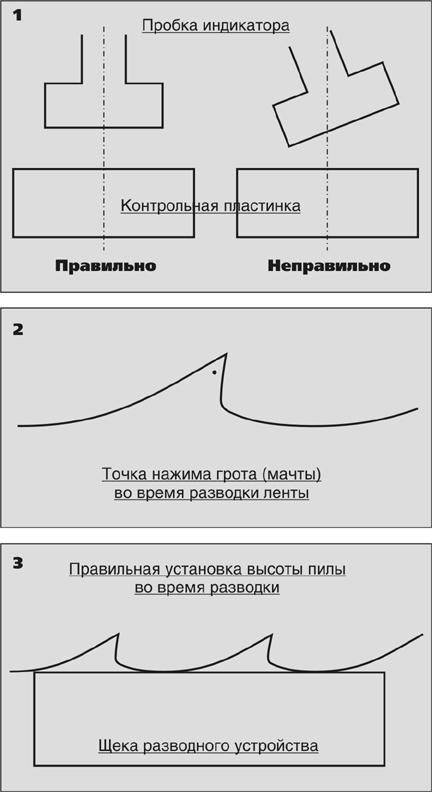
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
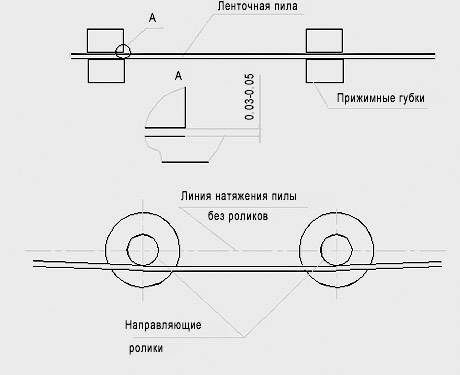
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
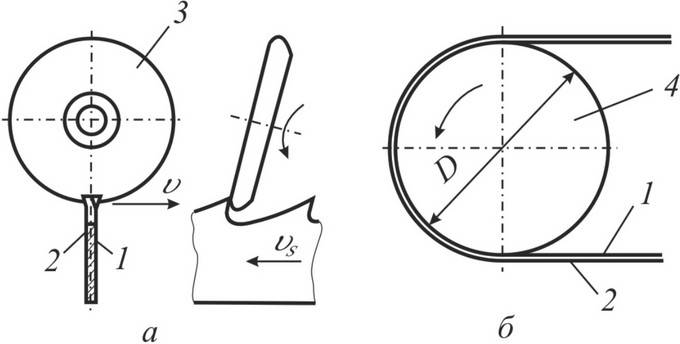
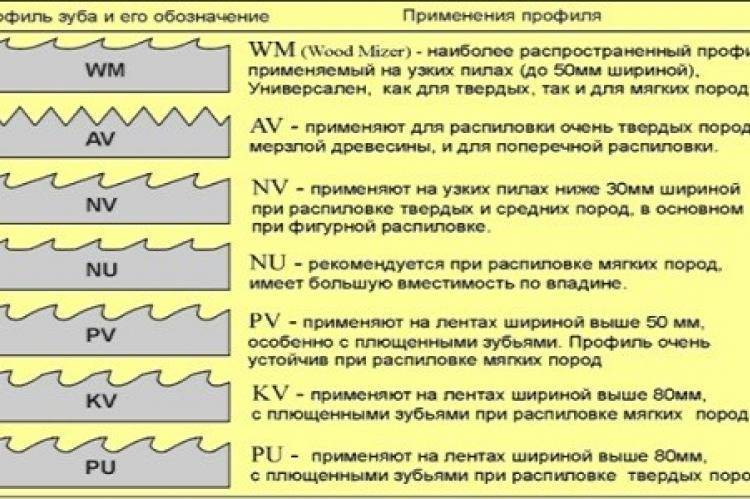
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
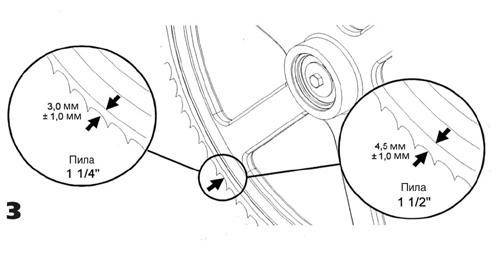
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
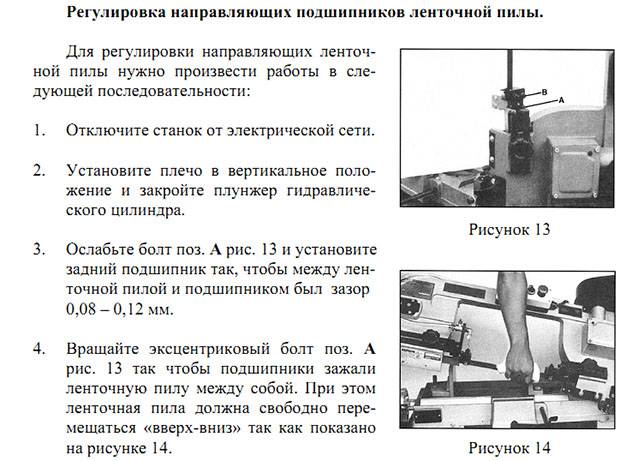
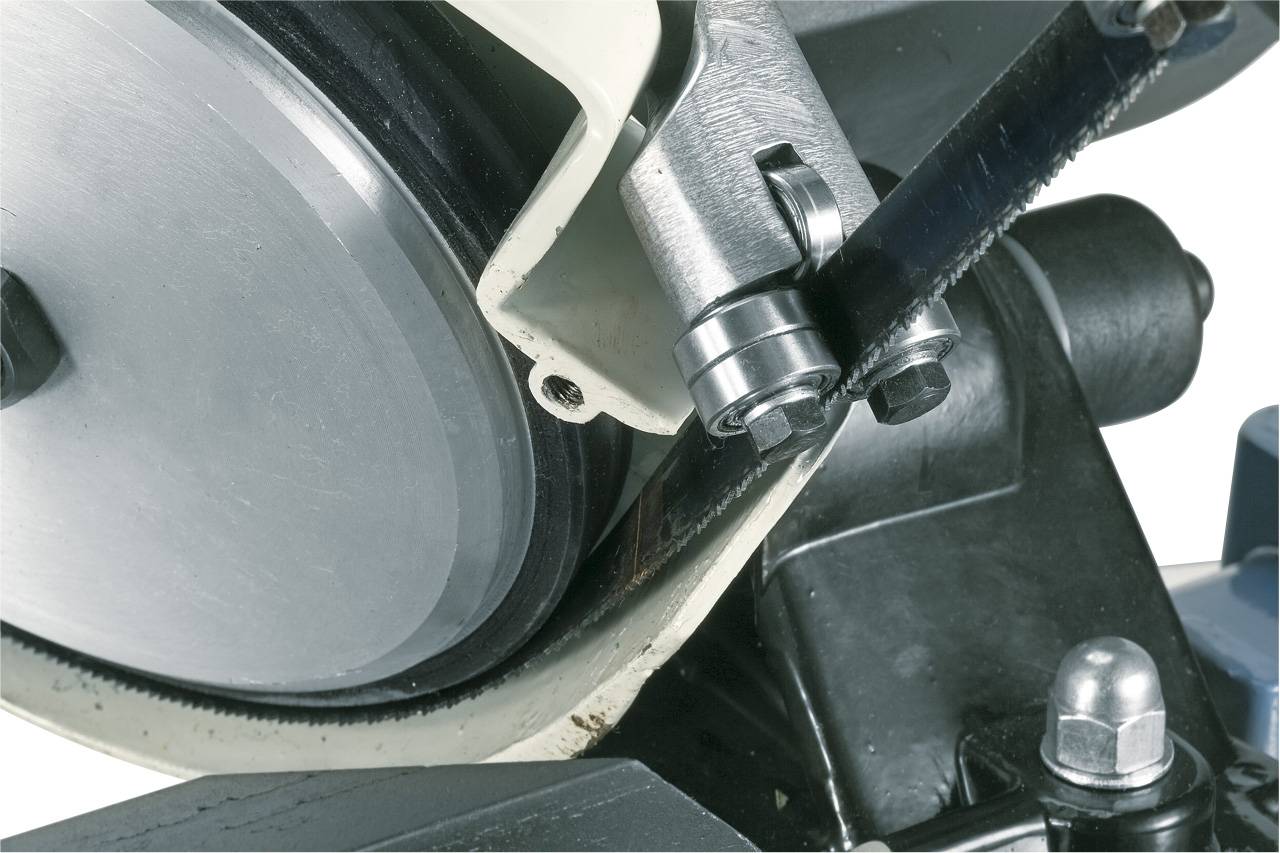
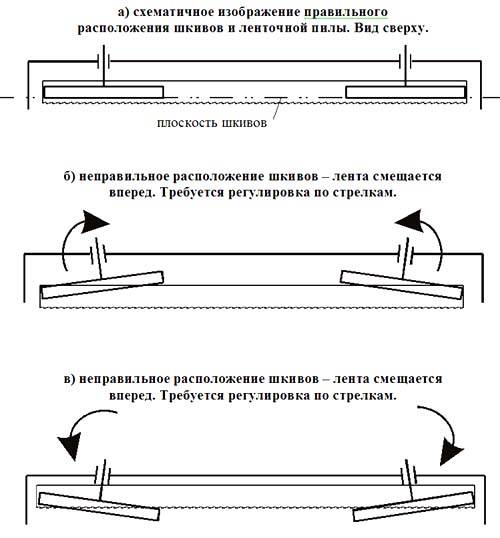
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно;
- «ведомый» – перемещается продольно.
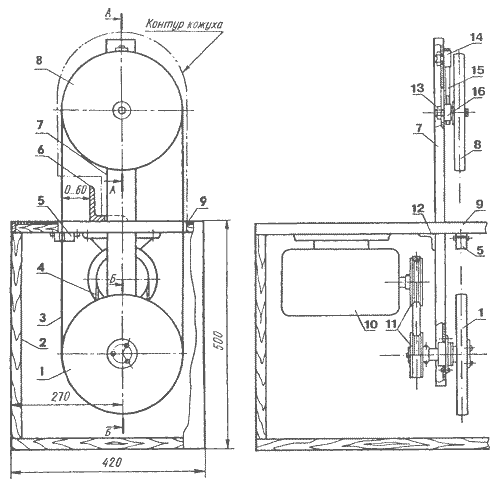
Схема рамы ленточнопильного станка
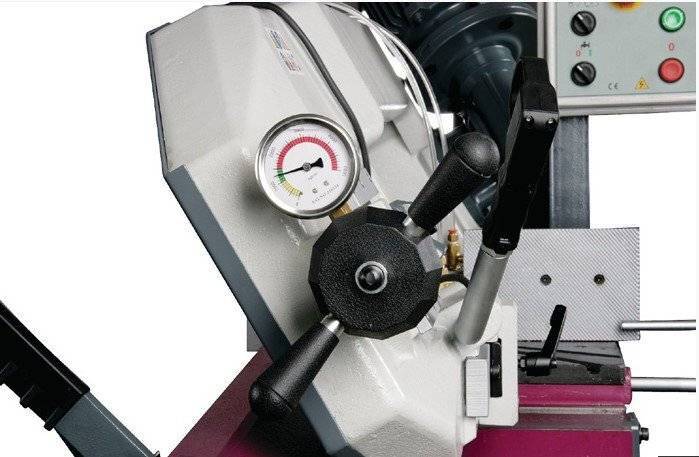
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Критерии выбора электрической пилы
Первое, что вам нужно сделать, это решить, для какой цели вы покупаете пилу. Обычно он нужен мастерам, работающим с деревом. Но есть и ленточные пилы. Это также стоит отметить.




При покупке электрической пилы обратите особое внимание следующие пункты:
- Материал ленточной пилы;
- Качество и безопасность эксплуатации;
- Гарантийный срок службы электроинструмента;
- Размеры пилы;
- Индикатор уровня шума во время работы;
- Скоростной режим;
- Качество зубьев ленточной пилы;
- Цена.
Существуют и другие критерии выбора, но они вам понадобятся при выборе конкретного распылительного устройства.
Приведите пример, Немецкий производитель Proxxon предлагает широкий ассортимент моделей ленточных пил, которые позволяют резать заготовки из толстого дерева, металла, пластика, керамики и даже стекла.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Как выбрать оборудование для заточки?
Качественный заточный станок выбрать довольно трудно, однако на современном рынке становится все больше по-настоящему качественных инструментов. С появлением автоматических инструментов заточки пил увеличилось и качество процесса, так как человеческий фактор в таком процессе сводится к минимуму, а значит, исключаются неправильные углы наклона заточенных зубьев или сбивание пазух.
Среди качественных станков можно выделить модели нескольких брендов.
«Кедр». Одна из самых распространенных и известных марок. Относится этот инструмент к полностью автоматическому станку, в котором используется работа за счет установленной программы. А также здесь подразумевается постоянный контроль и использование охлаждающей жидкости для нормального функционирования. «Кедр» довольно прост в обращении и подойдет даже начинающим мастерам. Угол установить вручную тоже не составит труда, достаточно просто ослабить два специальных болта, находящихся на тыльной стороне инструмента, и отрегулировать винтом около основания нужный вам угол. А также на инструменте имеется регулятор скорости движения полотна.
Более современные вариации позволяют использовать точильные алмазные круги.
«Тайга». Марка не менее известная, чем предыдущая, имеет практически те же характеристики, управление в ней даже немного проще. Угол и скорость подачи полотна также легко можно отрегулировать на инструменте.
Использовать этот станок можно как для широких, так и для узких ленточных пил.
«АЗУ-02». Самый модифицированный из всех предыдущих станков. Все модели имеют специальное устройство для автоматической подачи охлаждающей жидкости. На инструменте имеются несколько переключателей, позволяющих полностью контролировать работу заточного станка. А также во всех моделях используются алмазные диски, которые ускоряют процесс работы и улучшают ее качество.
На АЗУ-02 еще можно регулировать скоростные режимы передвижения полотна, что тоже значительно упрощает процесс.
«ПЗСЛ 30/60 профи». Современный, полностью автоматический станок, имеющий высокую скорость заточки. Для охлаждения этого станка используется специальное охладительное масло. Для работы с таким станком не требуется никакого профессионализма, в процессе работы понадобится только поверхностный контроль, так как станок выключается сам при протачивании одного круга зубьев пилы.
«ПЗСЛ 10/2». Автоматический станок для узких ленточных пил, подходит как для пил по дереву, так и для пил по металлу. Этот агрегат, как и предыдущий, имеет масляное охлаждение. Процесс полностью автоматизирован, в задачу мастера входит только установить нужный процесс и внести полотно в станок, далее станок сам сделает всю работу.
Astron (А-1). Полнопрофильный боразоновый станок, процесс работы с таким агрегатом полностью автоматизирован. Станок протачивает всю ленту пилы за 1 полный проход. Для заточки используется эльборовый диск, который отличается высоким качеством и долговечностью. Настройка процесса происходит очень легко и не требует высокого профессионализма.
На современном рынке инструментов существует огромное количество самых разнообразных точильных станков для пил, выше приведены именно самые основные и популярные заточные станки.





