

Устройство строгальных станков
Главные элементы строгального станка:
- электромотор;
- ножевой вал;
- вальцы;
- рабочая поверхность.
Рабочая поверхность состоит из двух параллельных половин, между которыми установлен вал ножей, назначение которого в удалении верхнего слоя заготовки. Доска подается на резку вручную или автоматически. Фиксируется доска на рабочей поверхности вальцами.
Основание — самодельная станина выполняется из металлического уголка 50х50 мм. Ширина основания определяется промежутком между подшипниками вала (опорными). На станину болтами крепится корпус. В качестве самодельных поперечин выступают металлические пруты.
Своими руками рабочую поверхность выполняют из двух частей: зафиксированной и подвижной. Обе части накладываются на сварную раму из металлического уголка 25 х 25 мм. Длина рам должна быть на 5 см меньше, чем длина рабочей поверхности. Ширина совпадает с шириной стола. Рабочая поверхность выполняется из листа металла толщиной 3 мм.
Фиксированная рамка стола своими руками приваривается на стойки из трубы прямоугольного сечения 40 х 10 мм. Монтаж неподвижной части столешницы осуществляют в следующем порядке:
- при помощи клиньев он выставляется параллельно основанию и валу;
- стойка сваркой крепится к основанию.
Мобильная часть столешницы выполняется в форме прямоугольного треугольника в сечении. Чтобы относительно вала поднять или опустить стол, предусматривают винтовое соединение (талреп).
К раме столешница крепится потайными винтами на прокладках. На фиксированном уголке прикрепляется шплинт, который не позволяет изменение высоты больше чем на 3 мм.
Для упора обрабатываемых деталей предусматривается линейка, которая дает возможность изменять наклон опоры.
Оборудование на базе строгальных валов
Чаще всего самодельные мастера используют ножевой вал. Его изготавливают из стали 40Х или ХВС. Прочность металла довольно высокая, твердость на уровне HRC 42…48, что позволяет выполнять обработку с помощью металлорежущего инструмента.
Общий вид ножевого вала:

Чертеж:
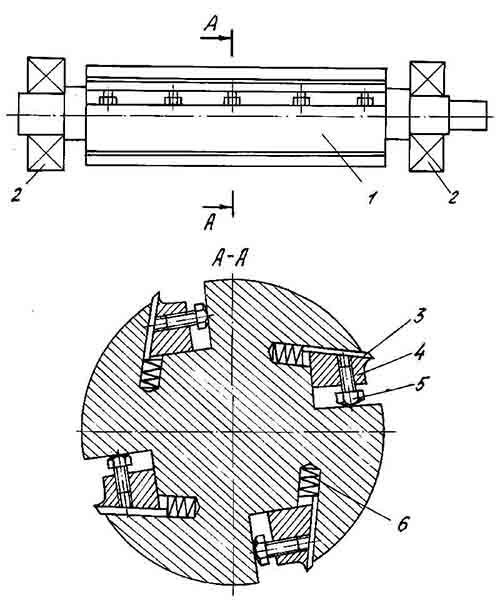
Устройство ножевого вала: 1 – цилиндрический вал; 2 – подшипники опорные; 3 – нож; 4 – прижимная (клиновая) планка; 5 – прижимные (фиксирующие) болты; 6 – пружина.
На цилиндрическом валу 1 проточены специальные пазы, в них установлены клиновая планка 4 и нож 3 (используется инструментальная быстрорежущая сталь). Установленные во внутреннем пазу пружины 6 позволяют выдвинуть нож 3. Фиксация в заданном положении относительно центра вала выполняется фиксирующими болтами 5.
На станине вал 1 установлен на подшипниках 2 (обычно используются литые корпуса). Выбирают исполнение подшипникового узла, защищенное от попадания влаги и опилок. Тогда гарантируется длительная эксплуатация вала.
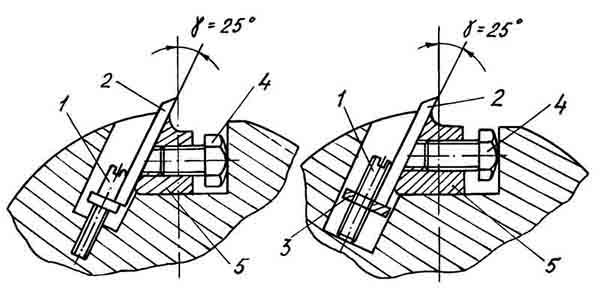
Варианты установки ножей на валу: 1 – регулировочный винт; 2 – нож; 3 – упорная гайка; 4 – фиксирующий болт; 5 – клиновая (фиксирующая) планка.
Иногда применяются иные виды исполнения ножевого вала. У каждого производителя свои конструкции и предпочтения при изготовлении.
Внимание! Для закрепления ножа в определенном положении нужно выворачивать болт. Он действует в распор паза
Подобное решение обусловлено тем, что при вибрации болтовые соединения стремятся отвернуться. Решение продиктованы безопасностью исполнения изделия.
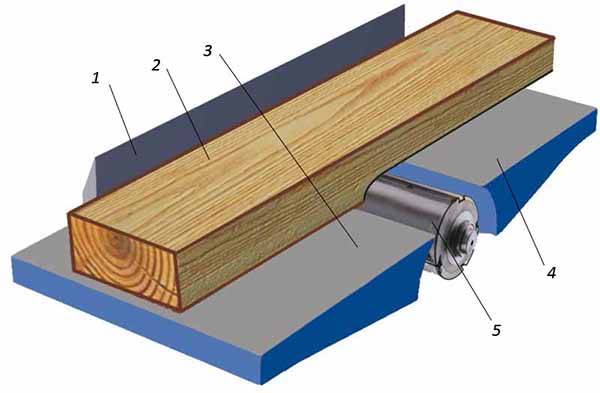
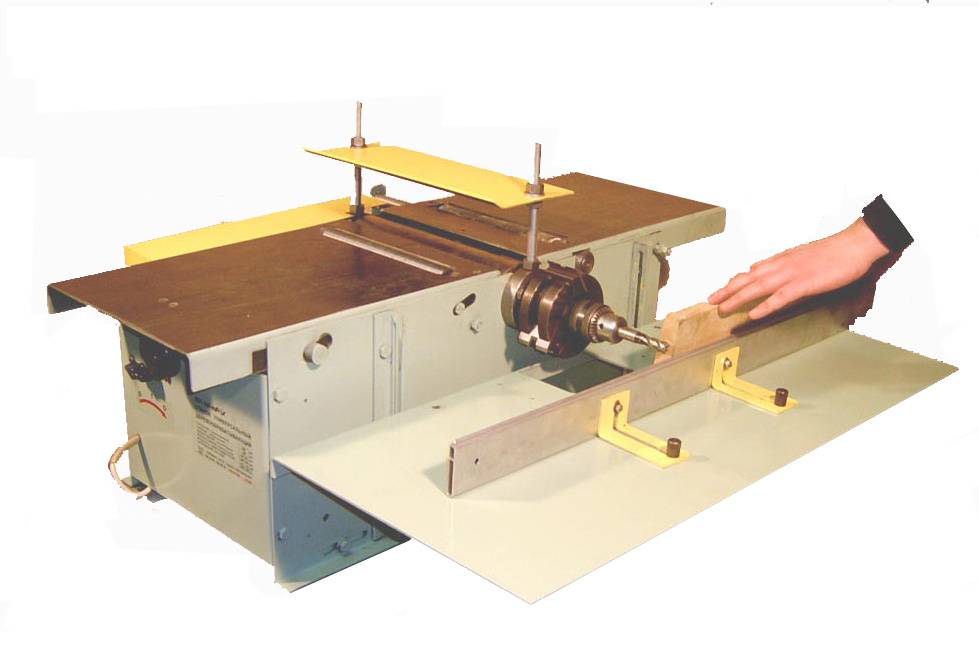
Процесс строгания доски: 1 – направляющая планка; 2 – обрабатываемая доска; 3 – подающая поверхность; 4 – приемная поверхность; 5 – ножевой вал.
Процесс фугования происходит в определенной последовательности.
- Заготовка укладывается на подающую поверхность стола.
- Ее прижимают к направляющей планке.
- Ножевой вал снимает часть слоя древесины (обычно 0,3…0,7 мм).
- Обработанная деталь перемещается на приемную поверхность стола.
Между подающей и приемной поверхностями расстояние соответствует толщине срезанного слоя.
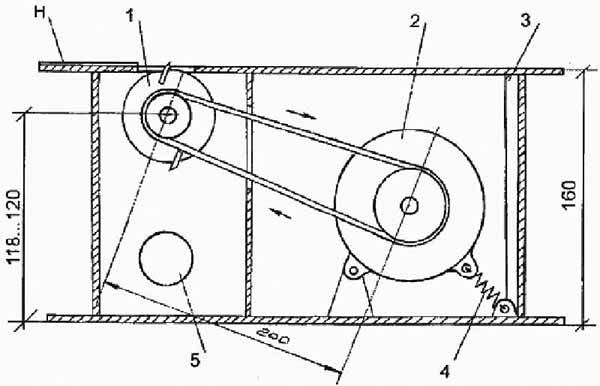
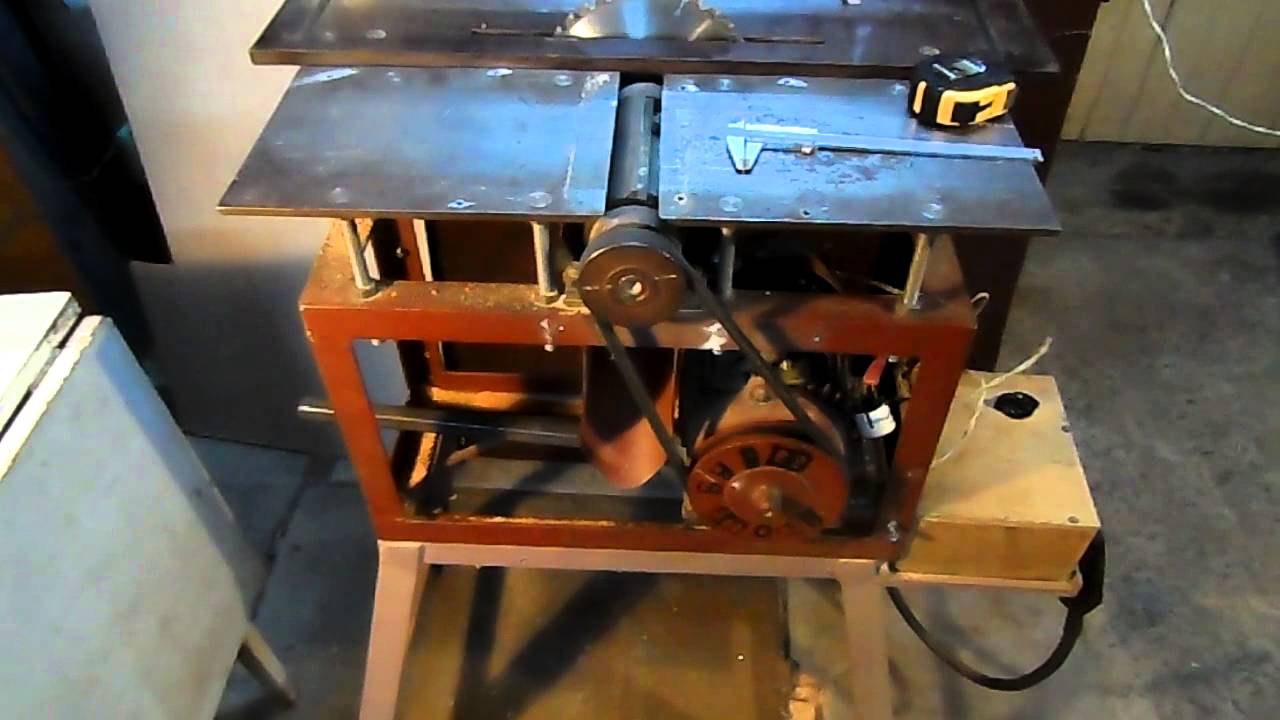
Клиноременная передача в фуговальном станке: 1 – ножевой вал; 2 – электродвигатель; 3 – корпус станка; 4 – натяжная пружина; 5 – отверстие для трубопровода от стружкоудалителя (пылесоса).
Привод вращения от электродвигателя к ножевому валу выполняют с помощью клиноременной передачи. Линейная скорость ремня V ременного редуктора определяется по формуле:
V = (π·D·n)/60, м/с, где D – диаметр ведущего шкива, м; n – частота вращения вала двигателя, об/мин; π = 3,14.
Тип ремня (профиль) выбирается в зависимости от скорости и передаваемой мощности. Для этого используется таблицы.
Определение профиля ремня в зависимости от величины передаваемой мощности и линейной скорости клинового ремня:
| Мощность привода, кВт | Скорость движения ремня, м/с | ||
| менее 5 | 5…10 | более 10 | |
| 0,5…1,0 | О, А | O | О |
| 1,0…2,5 | O, A, Б | O, А | О, A |
| 2,5…5,0 | А, Б | О, A, Б | О, А |
| 5,0…10,0 | Б, В | A, Б | F, Б |
| 10,0…20,0 и более | B | Б, В | Б, В |
В домашних условиях используют двигатели до 5 кВт. Желательно применять моторы, работающие с частотой 2880 об/мин. Тогда Качество обработанной поверхности будет выше. При подборе шкивов стараются создавать повышающий редуктор. Но с помощью шкивов можно обеспечить увеличение частоты вращения ножевого вала в 1,5…2,5 раза по сравнению с оборотами электродвигателя.






Формирование шероховатости при строгании доски:
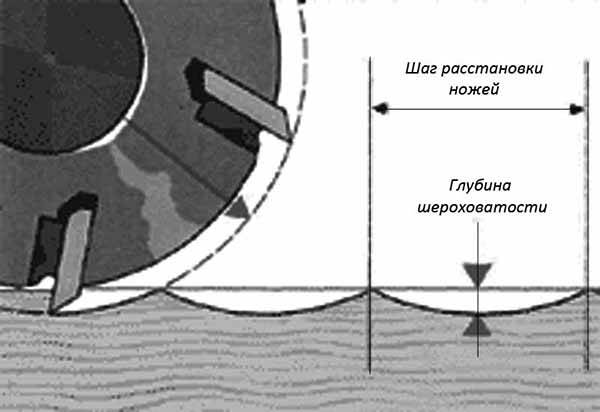
Если перемещать заготовку с высокой подачей при низкой частоте вращения ножевого вала, то на обработанной поверхности можно наблюдать волнообразную шероховатость.
Перед изготовителем стоят следующие задачи:
- Необходим жесткий каркас станка, изготовленного из уголка или профильной трубы.
- Нужна неподвижная опора для подающей поверхности.
- Для приемной поверхности требуется монтировать регулируемую опору. При настройке ее перемещают относительно подающей поверхности.
- Для изготовления используется листовая сталь толщиной более 6 мм.
- Вал устанавливается на подшипниках, размещенных в специальных корпусах. Фиксируется на каркасе.
- Электродвигатель подвешивается на нижней опоре, дополнительно оснащается натяжной пружиной.
Изготовление подставки для электрорубанка
Работая с электрическим рубанком постоянно, рекомендуется иметь специальную подставку, которая подойдет для его хранения и установки инструмента на нее сразу после выключения.
Необходимость специальной подставки обусловлена тем, что металлический барабан с лезвиями после отключения питающего напряжения от электродвигателя инструмента останавливается не сразу, а через некоторое время (примерно 6 секунд). Весь этот период он еще движется по инерции. От массивности барабана и мощности используемого оборудования зависит сама инерционная продолжительность вращения. При этом ставить подошвой на стол или верстак электроинструмент нельзя, потому что можно не только повредить их поверхности, но и получить травму.

Чтобы все время, пока барабан останавливается, не держать в руках инструмент, нужно использовать подставку специальной конструкции. Главным элементом является паз шириной примерно 8 см, а глубиной 0,6 см. Он необходим, чтобы барабан свободно вращался до полной своей остановки. Точность расположения поставленного на подставку электрического рубанка (когда лезвия находятся над вырезанным пазом) обеспечивается наличием переднего упора из планки.
Необходимые инструменты и материалы
Чтобы сделать подставку самостоятельно, потребуются следующие инструменты:
- электрический лобзик, оснащенный пилкой для вырезания фигур;
- шуруповерт с набором бит;
- дрель со сверлами по металлу 3 и 4 мм диаметром;
- шило;
- пила ручная по дереву с мелкими зубьями;
- линейка или рулетка;
- угольник;
- карандаш либо маркер;
- фреза по дереву сферической формы;
- бумага наждачная;
- стамеска (достаточно с 3-4 сантиметровой шириной наконечника).
Для создания конструкции потребуются такие материалы:
- кусок доски длиной до 1 м, толщиной 20 мм, а шириной 140 мм;
- шурупы по дереву – 2 штуки 4 на 45 мм;
- планка из дерева шириной 30 мм, толщиной 20 мм, а длиной 140 мм;
- 4 самореза с большими шляпками 4 на 15 мм.
Все инструменты и материалы рекомендуется приготовить заранее перед изготовлением подставки, чтобы не отвлекаться по мелочам в процессе работы.

Последовательность создания
При изготовлении подставки под электрический рубанок действуют по следующему алгоритму:
- Отрезают от доски пилой или электролобзиком фрагмент 50 см длиной.
- По схеме, приведенной выше, размечают планку с доской.
- Сверлят под шурупы (по нанесенным в нужных точках отметкам) отверстия, предназначенные для фиксации упора.
- Примеряют используемую модель электрического рубанка к подготовленной заготовке основания подставки, отмечая по расположению барабана инструмента будущее размещение паза.
- По разметке вырезают пилкой паз, делая его шириной примерно на 4 см большей, чем данный параметр у прорези под барабан. Надпилы производят по краям и в центре.
- Стамеской удаляют древесину из паза и зачищают его.
- Отпиливают электролобзиком лишнее от заготовки.
- С помощью шурупов закрепляют передний упор. По краям закручивают 4 самореза, которые будут служить «ножками» подставки.
- Наждачной бумагой шлифуют сделанную подставку, чтобы убрать шероховатости.
Закончив работу, следует убедиться, что паз сделан нужной ширины и глубины: для этого достаточно просто поставить электроинструмент сверху подставки и посмотреть сбоку на расположение барабана. При необходимости понадобится углубить либо расширить паз.
После выключения (когда барабан еще продолжает вращаться) инструмент ставят следующим способом:
- вначале опирают передний край подошвы рубанка в упор;
- только затем опускают электроинструмент на подставку.
Изготовление подставки не требует особых затрат времени, труда и денежных средств. Но такое приспособление облегчает работу.
Сделанные самостоятельно из электрорубанка рейсмусы и фуганки обходятся значительно дешевле своих заводских аналогов, но их функциональные возможности уступают фирменному оборудованию. Впрочем, их вполне достаточно для выполнения основных операций, для которых предназначены данные устройства. Практическое использование самодельных станков заметно ускоряет обработку дерева, улучшает ее точность и качество по сравнению с ручным применением электрического рубанка.
Для чего необходимо такое приспособление
Лифт для фрезера, при помощи которого обеспечивается точное перемещение закрепленного на нем ручного электроинструмента в вертикальной плоскости, необходим во многих ситуациях. К таким ситуациям, в которых качество и точность обработки изделий из древесины имеют не последнее значение, следует отнести декоративную отделку мебельных панелей, выполнение технологических пазов и проушин на элементах мебельных конструкций. Качество обработки в таких случаях будет зависеть не от опыта выполняющего ее мастера и твердости его рук, а только от точности настроек приспособления и степени его устойчивости.
Читать также: Строим забор своими руками
Даже у человека, обладающего неплохой физической подготовкой, при работе с ручным фрезером, вес которого может составлять 5 кг и даже более, устают руки. Это напрямую отражается на точности и качестве работы. Кроме того, такую точность обработки, которую способен обеспечить ручной фрезер, установленный на лифте, при манипуляциях, выполняемых с электроинструментом вручную, получить невозможно.

У большинства фрезеров штатная регулировка при установке инструмента в столе становится просто не удобной
К необходимости изобретения такого полезного приспособления, каким является лифт для фрезера, привело то, что разнообразие типов декоративной отделки изделий из древесины значительно расширилось, усложнились технологические приемы обработки данного материала, а также повысились требования к точности ее выполнения. Все вышеперечисленные факторы требуют, чтобы в ручном фрезерном электрооборудовании сочетались высокая подвижность его рабочего органа, а также точность совершаемых им перемещений. Именно таким требованиям в полной мере отвечает лифт для фрезера, при помощи которого используемый электроинструмент быстро поднимается и опускается на необходимую высоту над рабочим столом, а также удерживается на заданном уровне в течение требуемого количества времени.
Рейсмусовый станок своими руками
Потребность в изготовлении рейсмусового станка своими руками возникает зачастую в ситуации, когда использования обычного фуговального строгания уже становится явно недостаточно для получения гладенькой поверхности будущего пола или паркета. Использовать электрорубанок не получится, качество поверхности после электрического рубанка, возможно, будет достаточно высоким, но избавиться от полос, появляющихся на поверхности дерева с каждым проходом, явно не удастся.
Выход один – попытаться сделать по чертежам рейсмус из электрорубанка своими руками. Благодаря мощной станине и направляющим рейкам поверхность дерева после обработки доски рейсмусовым валом получится относительно однородной и плоской.
Рейсмус из электрического рубанка
Для постройки полноценного рейсмусового приспособления в первую очередь необходимо изготовить станину или столик, на котором будет закреплен инструмент. Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
Вторым этапом выбираем схему компоновки рейсмуса. Наиболее простой вариант приспособления приведен на чертеже и фото.
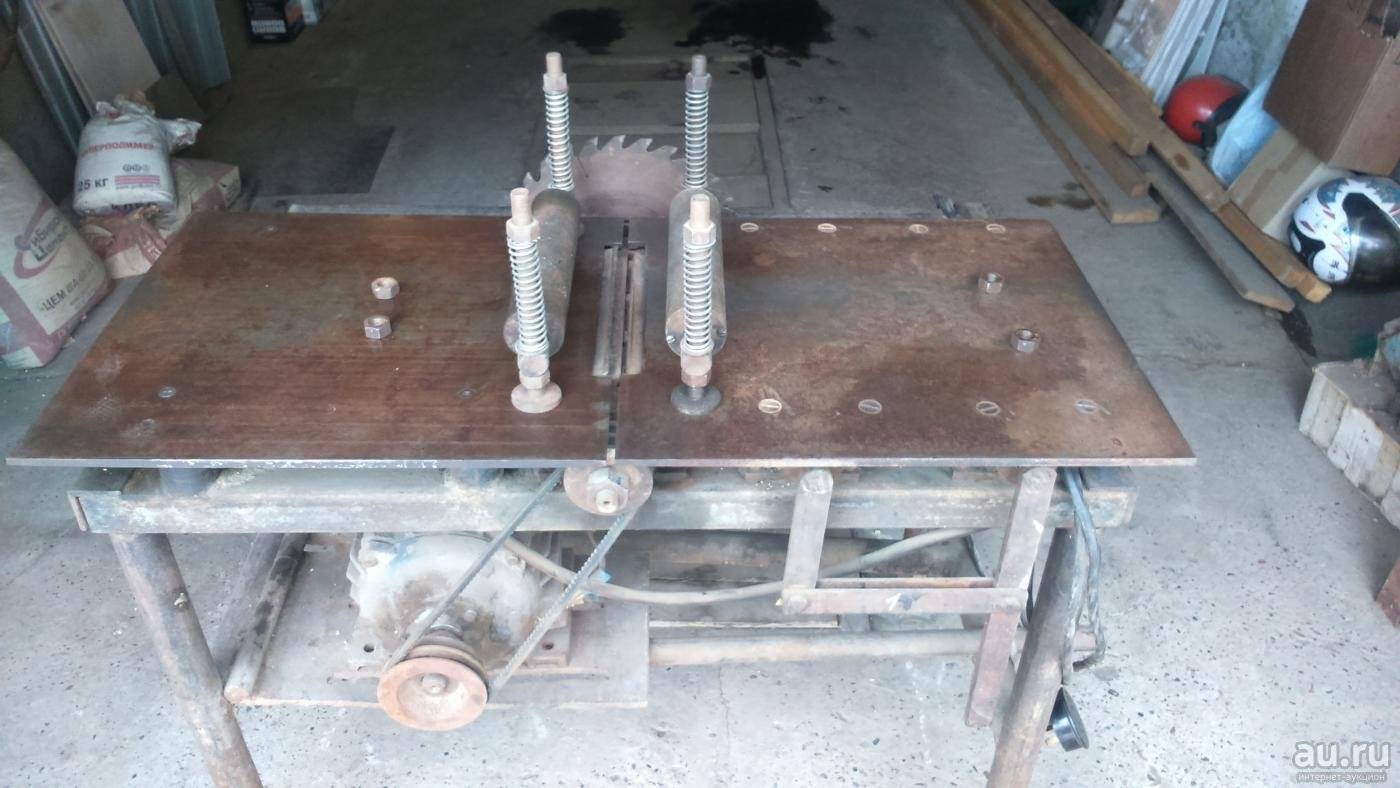
Фактически необходимо изготовить подвижную платформу, на которой будет закреплен сам электрорубанок. Высота подъема подошвы инструмента на обрабатываемой поверхности регулируется с помощью четырех пар «винт-гайка», установленных по бокам приспособления.
Основная сложность в работе электрорубанка заключается в корректной регулировке высоты подъема режущей кромки. В нормальном режиме вылет ножа над плоскостью подошвы регулируется винтовой подпружиненной рукояткой. Величину вылета обычно проверяют визуально или руками, тогда как при работе в режиме рейсмусового станка придется руководствоваться только показаниями шкалы на рукояти.
Единственными недостатками рейсмуса подобной схемы будут небольшая ширина обрабатываемой поверхности, 90-100 мм, и фактическая потеря электрорубанка в качестве ручного инструмента. Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.
Самодельный деревообрабатывающий рейсмусовый станок
Нередко при проведении столярных работ возникает потребность прогнать рейсмусом доску или склеенный из реек щит шириной более 100 мм. Планки и панели из дерева 100-140 мм еще кое-как можно ровнять обычным ручным электрорубанком, при условии, что материал надежно зафиксирован на верстаке. Правда, строгать приходится по диагонали в несколько проходов с последующей обработкой ручной шлифовальной машинкой.









Перекрестное строгание широких досок еще можно использовать для одной-двух досок, но если речь идет о двух десятках щитов или досок, то без самодельного рейсмусового станка явно не обойтись.
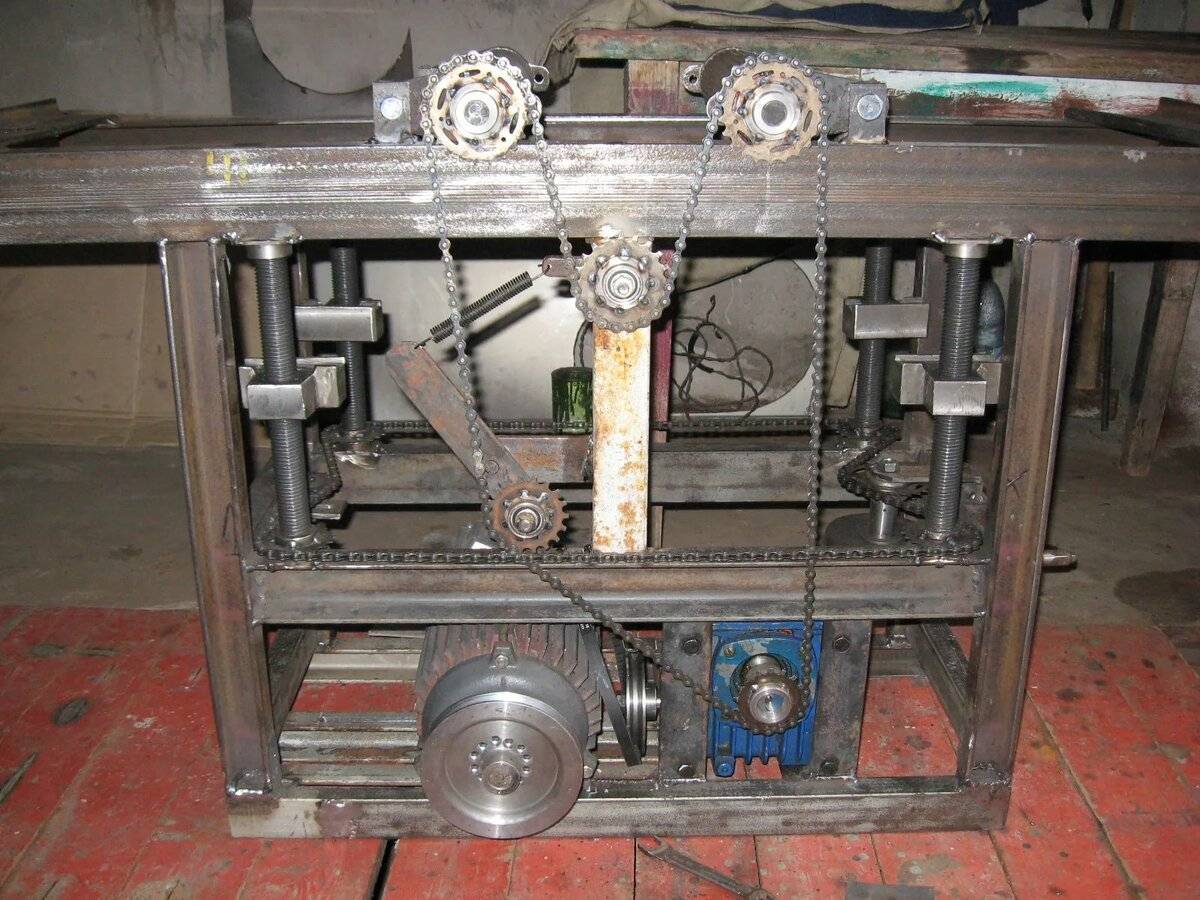
Простейший вариант рейсмус-фуговального станка приведен на схеме.
Основой конструкции является массивная стальная рама-каркас, сваренная из стального уголка. В нижней части станины рейсмусового станка устанавливается асинхронный двигатель мощностью 1,5-1,8 кВт и оборотами не менее 1200 об/мин. Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Вторым по важности элементом является цилиндрический блок с гнездами для ножей и подшипниковыми опорами. Эту деталь рейсмуса придется купить готовой, сделать ее своими руками практически нереально. Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола
Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола.
На последнем этапе подбираются два шкива для ременной передачи, соотношение диаметров шкивного ручья должно быть в пределах 2,5-2,8. Шкив большего диаметра насаживается на вал двигателя, меньшего на вал барабана. Скорость вращения под нагрузкой не должна превышать 4 тыс. об/мин.
Суть станка рейсмусового типа
Считается, что свое название рейсмусовый станок получил от известного столярного инструмента рейсмуса, используемого для нанесения разметки параллельных линий на заготовках и щитах из цельного и клееного дерева. В этом утверждении есть определенная доля правды, так как рейсмусовые типы станков используются преимущественно для двух операций:
- Чистовое строгание, обеспечивающее гладкую поверхность дерева;
- Калибровка параллельности плоскостей щита, резанной деревянной рейки, доски.
В прежние времена параллельность плоскостей после строгания проверялась рейсмусом, после того как стало возможным изготовление станков с высокооборотными цилиндрическими ножами, название рейсмусовый так и осталось за надежными и очень удобными в работе устройствами.

Типы фуговального оборудования
Самодельное оборудование для длинного строгания древесины можно изготовить, используя разные исходные инструменты:
- Ножевые валы – их производят отдельные заводы в качестве продукции ширпотреба. На них устанавливаются по три-четыре ножа, расположенные под углом 90 или 120 ⁰. Рабочая длина валов может составлять от 250 до 650 мм.
- Электрорубанки – готовый инструмент, оснащенный устройствами для настройки, отвода стружки, включения и выключения. Для монтажа на столе присутствует опорная рама, которую нетрудно приспособить для небольшого станка в домашней мастерской.
- Ручные фрезеры – электроинструмент, обеспечивающий высокое качество обработанной поверхности. Производительность фрезы ниже, чем может дать строгальный резец. Однако, при обработке древесины практически исключены задиры. Для твердых пород дерева использование этого типа устройств оказывается незаменимым.
Некоторые мастера создают небольшие фуговальные станки, которые имеют небольшие габаритные размеры и массу. Их можно перевозить на объект. Уже на месте оборудование устанавливается на козлики. Потом выполняется необходимый объем работ.
Промышленные установки достаточно тяжелы, в них применяют чугунное или дюралюминиевое литьё. При самодельном исполнении используют металлопрокат или дерево.
Изготовление самодельного фуговального станка
Боковая стенка
Прежде всего, изготовим боковую стенку, для этого используем фанеру толщиной 18-20мм размерами 150х480мм. Вырезав в заготовке место, в котором будет закреплён электрорубанок. Делать это следует при помощи электрического, или ручного лобзика, так как форма выборки имеет сложную конфигурацию.
На сверлильном станке в боковой панели следует сделать два паза на расстоянии 70 мм, с их помощью, в дальнейшем, будет крепиться основание переднего стола.
Основание станка
Изготавливаем основание. Это простой прямоугольник, который нужно вырезать на циркулярке или ином распиловочном станке из той же фанеры толщиной 18-20мм размерами 180х480мм. Тут все просто – соединяем основание и боковую стенку под углом 90 градусов саморезами в торец стенки.
В дальнейшем рубанок будет устанавливаться следующим образом.
Задний стол
Задний стол также изготавливается из фанеры 18-20мм размерами 150х600мм; выпиливается технологический проем, чтобы получилась вот такая форма.
Торцевую кромку проема нужно спилить под углом. Сделать это можно на циркулярной пиле или электролобзиком.
Далее, открутив 4 винта, снимаем неподвижную «подошву» с электрорубанка и размечаем стол будущего станка.
Просверлив необходимые технологические отверстия, их нужно их немножко раззенковать, чтобы штатные винты были утоплена «заподлицо» и не препятствовали движению заготовки.
Устанавливаем наш самодельный задний стол на место снятой подошвы электрорубанка штатными винтами. После этого нужно зафиксировать этот стол на боковой стенке саморезами в торец этой стенки.
Передний подвижный стол
Передний стол, который должен регулироваться по высоте, делается из двух прямоугольных деталей, скрепленных под углом 90 градусов. Для большей прочности конструкции нужно между ними сделать треугольные упоры. В данном примере все крепится на саморезы, тем не менее, рекомендуется для большей прочности еще места стыков промазать столярным клеем. В итоге должна получиться вот такая конструкция.
На расстоянии 70 мм друг от друга нужно сделать два сквозных отверстия диаметром 8-10 мм и в них забить мебельные забивные гайки. Лучше это сделать до сборки основания.
Установка подвижного стола делается с помощью двух винтов с обратной стороны боковой стенки. Для удобства можно использовать бинты с барашковой головкой или сделать самодельные крепления-держатели. Установка должно производиться так, чтобы плоскость подвижной части «подошвы» электрорубанка была в одной плоскости с подвижным столом фуговального станка.
Боковой упор
Боковой упор нужен, чтобы обеспечить ровное и параллельной движение заготовки, а также для выведения точного угла 90 градусов между рабочим столом и плоскостью упора. Изготавливается упор просто – из двух деталей, которые можно выполнить как из фанеры, так и из массива дерева. В данном случае использован массив.
Две прямоугольных заготовки скрепляются под углом 90 градусов, образуя «уголок». После чего его жестко крепят к неподвижной части стола.
Фуговальный станок своими руками из электрорубанка готов к работе.
Самодельный рейсмусовый станок из электрорубанка
Для обработки деревянных изделий может использовать специальный рейсмус из электрорубанка изготовленный самостоятельно и предназначенный для чистовой обработки древесных заготовок. Для изготовления рейсмуса своими руками можно использовать электрорубанок, который применялся для работ достаточно длительное время, но сохранил все свои эксплуатационные характеристики.
Конструкция рейсмусового станка
В состав рейсмусового станка входит:
- рабочий горизонтальный стол для обработки деревянных изделий;
- рабочий обрабатывающий вал;
- прижимные валики для подачи заготовки в зону обработки;
- система регулировки высоты стола;
- предохранительное устройство, препятствующее возврату заготовки.
Рейсмусовый станок из электрического рубанка
Рейсмусовые станки производятся на промышленных предприятиях и используются на производстве, где требуется чистовая обработка поверхности деревянных заготовок.
Применение рейсмуса значительно сокращает время обработки заготовок, но при достаточно высокой продажной цене станка и выполнении разовых операций лучше сделать агрегат самостоятельно своими руками. Используя электрорубанок, который эксплуатировался достаточно долгое время можно изготовить рейсмусовый станок, на котором можно производить обработку различных изделий с достаточно высоким качеством и точностью.






Для того чтобы изготовить рейсмус из электрорубанка своими руками необходимы агрегаты и комплектующие:
- электрорубанок;
- бруски деревянные;
- фанера 10-15 мм;
- фиксаторы;
- штанга;
- шпильки;
- колодки.
Принцип работы станка заключается в осуществлении операции обработки деревянной заготовки, зафиксированной с помощью зажимов и подаваемой в зону рабочего вала рубанка.
Изготовление станка
Для изготовления рейсмусового станка осуществляется несколько операций в ходе, которых выполняются работы:
- Изготавливается основание для рабочего стола из фанеры (10-15 мм), размером 400х500 мм.
- Проводится фиксация подставок для платформы с электрорубанком. Для изготовления подставок используется фанера. Сборка конструкции проводится с помощью шурупов с фиксацией к основанию с последующей установкой электрорубанка.
- Вырезается платформа для монтажа электрорубанка. На платформе крепится рубанок, с учетом специального отверстия вырезанного точно по центру, совпадающего с размером рубанка. Для крепления используются специальные планки, которые фиксируются при помощи шурупов.
- Монтируются резьбовые винты с шестеренками на платформу. Для подъема и опускания платформы устанавливается специальный механизм. По углам основы монтируются 4 винта.
- Платформа монтируется на готовые подставки и совместно с электрорубанком крепится при помощи шурупов. Прокладывается электропроводка для электропитания рубанка, с учетом возможности предотвращения повреждения проводки при обработке заготовок.
- Проводится монтаж ручки управления платформой с электрорубанком.
- Устанавливается планка со шкалой и специальный указатель. Измерительная планка необходима для точного измерения заготовок и соблюдения заданных размеров.
После окончания сборки рейсмусового станка проводится проверка и настройка. Электрорубанок после проведения работ должен в обязательном порядке проходить чистку и смазку рабочих деталей.
Особенности изготовления рейсмуса
Первоначально перед изготовлением рейсмуса изготавливается чертеж станка с указанием точных размеров всех деталей.
Точно устанавливаются габариты элементов конструкции станка, которые необходимо сделать, соблюдая:
- ширину направляющих;
- длину направляющих;
- длину шпильки,
определяющих размеры обрабатываемых заготовок.
Производится разметка установки шпильки, которая должна, находится между двумя ручками точно посередине, что обеспечивает удобство работы на станке. Для смещения шпильки в верхней части крышки корпуса монтируется подшипник, а к пластине приваривается гайка для регулировки высоты обработки заготовки.
Необходимо также учитывать, что длина направляющих изготавливаемых из брусков должна быть больше основания. За счет этого обеспечивается параллельное поступление заготовки при обработке относительно ножей электрорубанка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Правила работы на фрезерах
Знание правил работы на рейсмусе позволит повысить качество обработки пиломатериалов, избавив домовладельца от каких-либо сложностей с эксплуатацией сделанного им инструмента.
Правила работы следующие:
- Шпильку станка устанавливают в правильное положение.
- В зависимости от размеров обрабатываемых деталей задают ход рейсмуса, для чего фиксируют направляющий брусок.
- Станок слегка наклоняют, что открывает режущую часть шпильки, закладывают внутрь обрабатываемый пиломатериал, после чего инструмент натягивают на себя, это позволяет режущей головке снять тонкий слой древесины.
- Раз за разом выполняют поступательные движения головкой рейсмуса, снимая слой древесины с обрабатываемых пиломатериалов, добиваясь их идеально ровной поверхности.
Правильно собранный рейсмусный фрезер на основе электрорубанка по функциональным возможностям, эффективности и производительности не будет уступать дорогому заводскому оборудованию. Потребуется лишь отыскать в интернете качественную схему изготовления рейсмуса и в последующем следовать чертежам, собирая электрический станок. Проще всего такой инструмент выполнить на основе электрического рубанка, который монтируется на фанерной основе. Простейшей рейсмус, изготовленный самостоятельно, будет отличаться функциональностью в использовании, гарантируя качественную обработку древесины.
Строгание древесины – непременная стадия деревообработки. Строгать можно как ручным рубанком, так и электрическим, но для более профессиональной работы лучше подойдёт фуговальный станок. Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.





