Ремонт полотна
Рано или поздно лента теряет свои качества и нуждается в замене, но устанавливать новое полотно не всегда рентабельно. Имея значительный ресурс по своим прочностным характеристикам, экономически выгодно отдать на ремонт инструмент. Ленточнопильный станок освобождается от пилы, которая после определенных операций вновь будет работоспособной. Главной задачей становится восстановление режущих способностей полотна. Для этого определяют необходимые процедуры:
- Сварка. Применяется при нарушении целостности изделия, потери части зубьев или других серьезных повреждениях. При сварке учитывается марка стали и место стыка, требования к которому такие же, как и при промышленном производстве.
- Очистка. При работе возможно налипание оплавленных частиц обрабатываемого материала, окалины и прочих посторонних веществ. Это сильно затрудняет резку и ухудшает ее качество. Снижение рабочих качеств оказывает на основное производство не лучшее влияние. После очистки полотно пригодно для установки в ленточнопильный станок. Этот вид ремонта часто проводят на месте.
- Заточка. Режущая кромка восстанавливается с помощью обработки абразивным инструментом. При этом шаг зубьев и их форма должны оставаться прежними. Нарушение геометрии пилы приведет к изменению ее рабочих характеристик.
- Разводка. Необходимое качество для свободного хода ленты в обрабатываемом материале. Под нагрузкой в процессе работы отклонение зубьев от полотна, заданное при производстве уменьшается. Пилу начинает «закусывать» или она начинает отклоняться от вектора движения в сторону. Правильная разводка вернет необходимые эксплуатационные качества.
Ремонтироваться могут все виды полотна, и простые модели для дерева, и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает основные экономические показатели, делая производство более рентабельным.
Особенности
Для каждого вида материала существует свое режущее полотно.
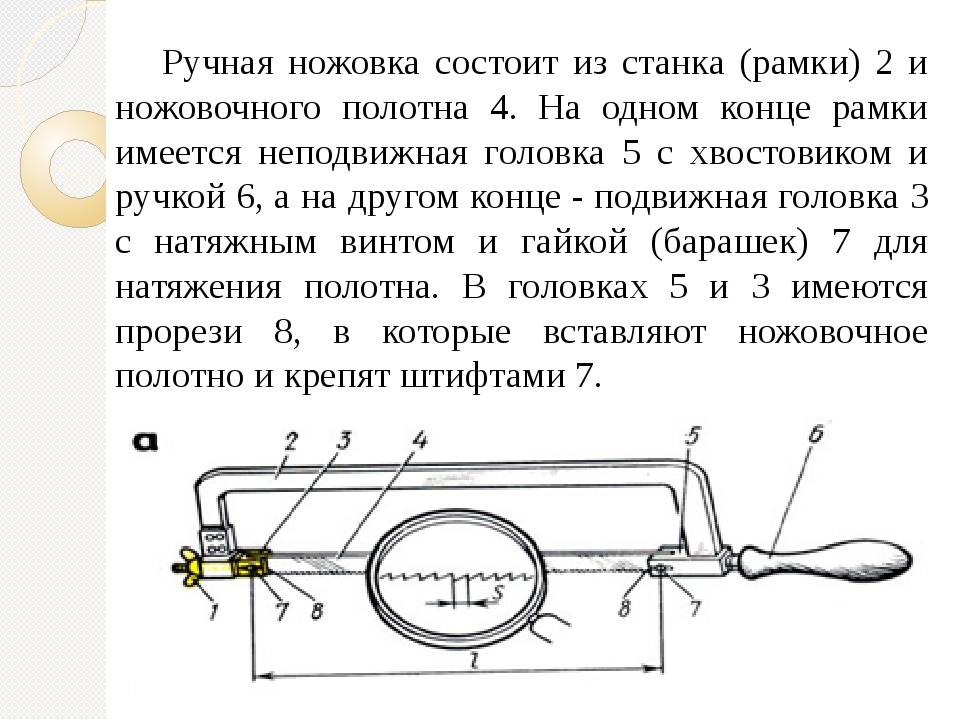
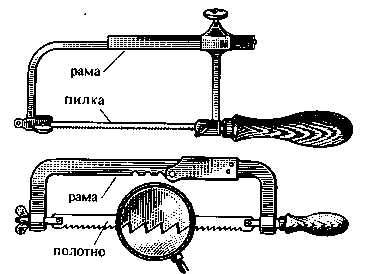
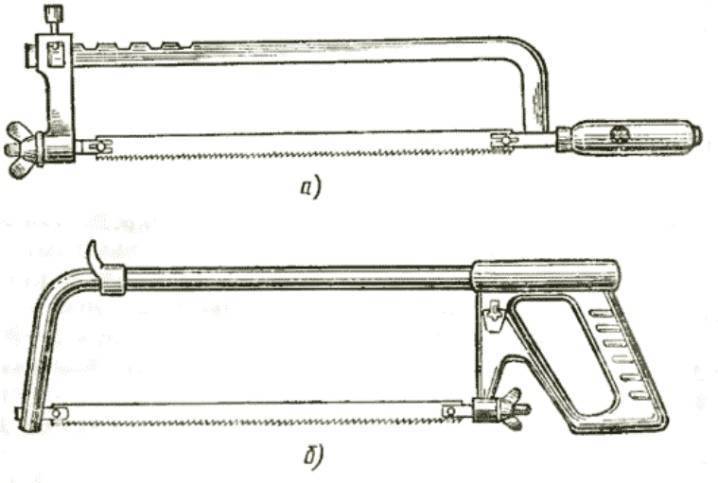
Ножовочное полотно по металлу представляет собой неширокую железную полосу с размещенными на ней тонкими зубьями. Рамы производятся снаружи схожими на буковкы С, П. Устаревшие модели рам оснащались древесными либо металлическими ручками, размещавшимися параллельно лезвию. Современные модели делаются с ручкой «пистолетного» типа.
Ножовочное полотно для работы с древесной породой – часто встречающийся столярный вариант изделия. Применяется для обработки и распила фанеры, различных по плотности древесных строй материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, с боковой стороны на полотне размещаются зубчики.
Для работы с бетоном полотно отличается более большими зубцами на режущей кромке. Обустроено напайками из твердосплавных металлов. Благодаря этому становится может быть распиливать бетонные конструкции, пеноблоки, пескобетон.
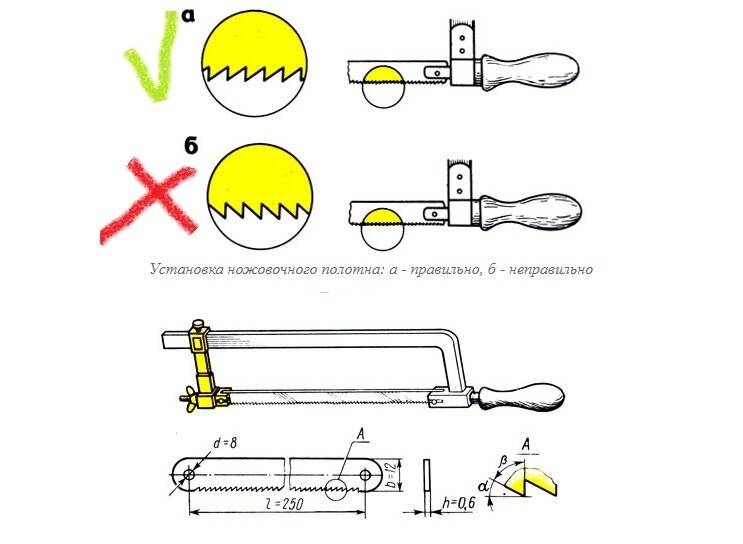
Для обработки изделий из металла используются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм размещено до 20 зубцов.
При обработке изделий из металла, владеющих разным показателем твердости, используются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягенький металл – 16 зубцов.
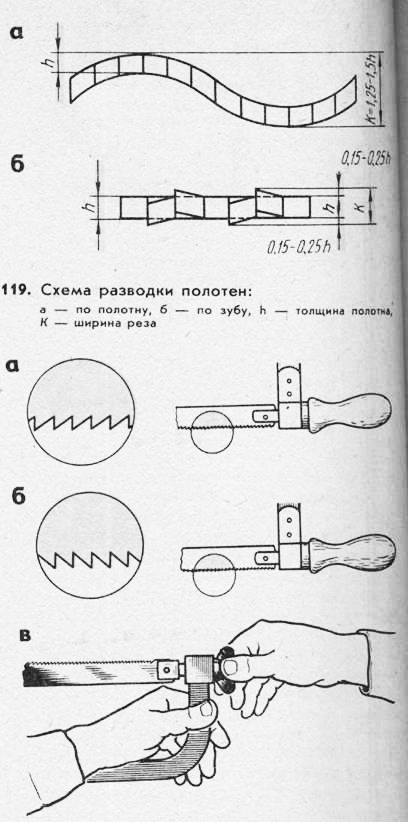
Для того чтоб пилка не застревала в обрабатываемом изделии, стоит за ранее выполнить разводку зубцов. Разглядим, по какому принципу делается разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов нужно отгибать в различные направления примерно на 0,25-0,5 мм.
- Пластинка с шагом более 0,8 мм разводится гофрированным способом. 1-ые несколько зубцов отводятся на левую сторону, последующие зубья – на право.
- При среднем шаге около 0,5 мм 1-ый зуб отводят в левую сторону, 2-ой оставляют на месте, 3-ий – в правую сторону.
- Пластинка с большим шагом до 1,6 мм – каждый зубец отводится в обратные направления. Нужно, чтоб разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
Для ручной
Ручные ножовки в среднем оснащаются одинарными полотнами 1 типа с маркировкой HCS, HM. Длина пилки находится в зависимости от длины рамки инструмента, средний показатель в районе 250-300 мм.
Как правильно пилить ножовкой по металлу
Общая теория пиления ножовкой по металлу смотрится так:
Смотря на эту картину, можно вдруг печалиться, потому предстоящее изложение материала будет основано на решении тех заморочек, которые появились в процессе недавнешнего случайного практического внедрения (в экономической теории это именуется обучением на практике. ) этого старого инструмента и соответственной технологии резки металлов.
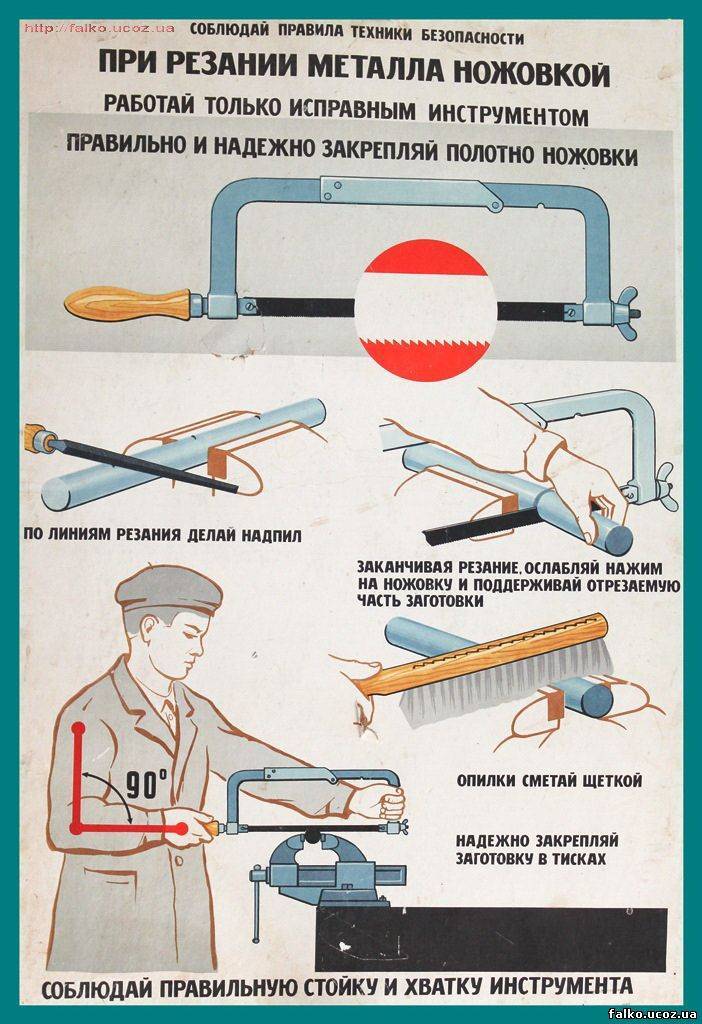
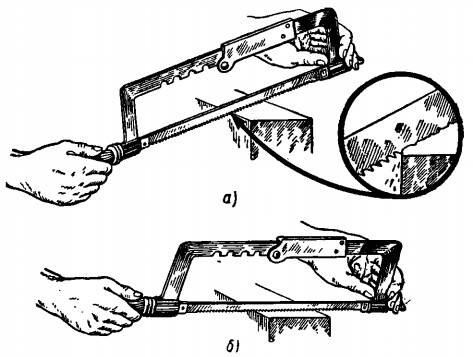
Итак, начнем с того, что резать ножовкой по металлу необходимо по горизонтали, захватывая инструмент обеими руками. Почему было бы отлично использовать ножовку с верно выраженной ручкой б / у.
Это весь рассказ о том, как пилить, фактически, и представлен, но сейчас будет представлен постскриптум с рядом дополнений и поправок (плюс маленькой пересказ содержания ).
Пиление по горизонтали неловко, потому что для этого нужно, чтоб заготовка была закреплена на уровне груди и пила стоя. Но верстаки, обычно, представляют собой столы, за которыми необходимо посиживать, а если пилить, то стоя и сверху вниз. Потому ножовки нередко делают одноручными и распиливают под углом 45.
Чтоб регулировать давление на пилу (чем тверже металл, тем больше необходимо нагружать полотно, надавите на него так, чтоб зубья вонзились в плоть; и напротив, если зубья очень очень врезаются, к примеру, в алюминий , то необходимо уменьшить давление) можно: а) поменять угол наклона при пилении, б) положить руку сверху, чтоб прирастить вес, в) повернуть лезвие зубцами вспять.
Пила нередко застревает в пропиле, когда добивается конца прута. Это связано с тем, что лезвие имеет волнообразный набор зубцов (так что пропил обширнее лезвия и он не застревает в пропиле), но с течением времени в центре лезвия амплитуда эта волна убывает, и на концах практически нет.
Несоосность появилась из-за пиления этим полотном, ранее не по всей его длине. Поправить уже нереально (прирастить разбавление в центре либо уменьшить на концах) из-за того, что зубы затвердели. Итак, мораль: с самого начала эксплуатации нового лезвия нужно всегда пропиливать его на всю длину.
Последующая неувязка: если вы разрежете узкий лист металла, который тоньше расстояния меж зубьями, пила застрянет:
Если металл жесткий (железо). хрен двигаете, а если мягенький (алюминий). вырывается большой кусочек металла, образуются рваные края, край гнется.
Выпилите под углом, чтоб сформировать пропил таковой длины, чтоб на нем сразу лежали как минимум два зуба (длина пропила ≥ два расстояния меж зубами).
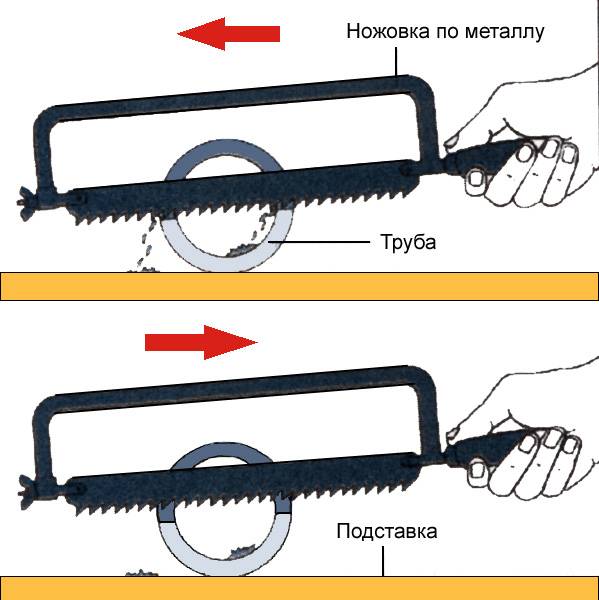
Последующая тема: Распил тонкостенной дюралевой трубы:
Устанавливаем лезвие зубьями вспять, закручиваем трубу по направлению зубцов (по другому лезвие застрянет у близкого края пропила и при приложении силы порвется).
Ну и еще до кучи полотно ножовки по металлу можно вернуть, зубья можно заточить, к примеру, таким методом:
Вначале этот алмазный диск был большего поперечника и это сверло с этим диском, прижатым таким макаром к лезвию, размещалось строго параллельно полосы скашивания зубьев лезвия, а диск, соответственно, был перпендикулярен. И в новейшей ножовке это было верно, фронтальные кромки-поверхности зубьев ортогональны полотну. Сейчас маленькой отрицательный угол формируется чуток наименее лучше, но тоже обычный.
Виды режущей оснастки для ножовок по металлу
Режущая гарнитура на ручные пилы по металлу выпускаются в трех видах:
- Одинарные — имеют общую длину полотен до 265 мм. Однако главным параметром на такой оснастке является расстояние между крепежными отверстиями, составляющее 250 мм
- Одинарные стандартные — это самые популярные модели полотен, которые имеют режущие зубья только с одной части. Промежуток между крепежными отверстиями составляет 300 мм, а общая длина полотна составляет до 315 мм. Если покупаете полотно для пил ручных, то учитывать (измерять) нужно не общую длину полотна, а расстояние от одного крепежного отверстия к другому. Обычно производители указывают размеры на боковой части оснастки
- Двойные — полностью идентичны предыдущему виду по размерам, только режущие части на таких устройствах расположены с двух сторон. Это позволяет увеличить срок службы гарнитуры, так как при истирании и притуплении зубьев с одной стороны, нужно перевернуть полотно, и продолжать его эксплуатацию
Полотно по металлу одинарного исполнения имеет толщину 0,63 мм, а двойные — 0,8-1,25 мм. На гарнитуре этот параметр указывается буквой S. Различие также имеется и в ширине или высоте полотен. Для одинарной гарнитуры высота составляет 12,5 мм, а для двойной — 20-25 мм.
ГОСТ Р 53411-2009 регламентирует такие главные показатели, как шаг зубьев и их количество, которые обозначаются буквами P и Z. Данные показатели влияют на качество и скорость реза металлических деталей и заготовок. Длина рассматриваемых устройств бывает также 150, 350 и 400 мм.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера
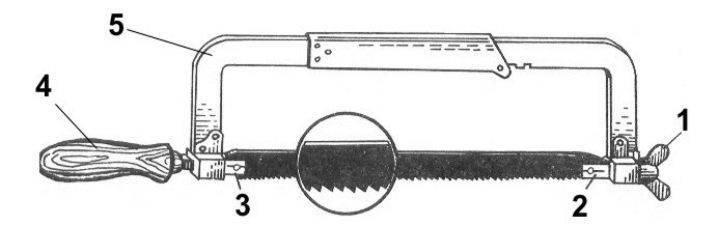
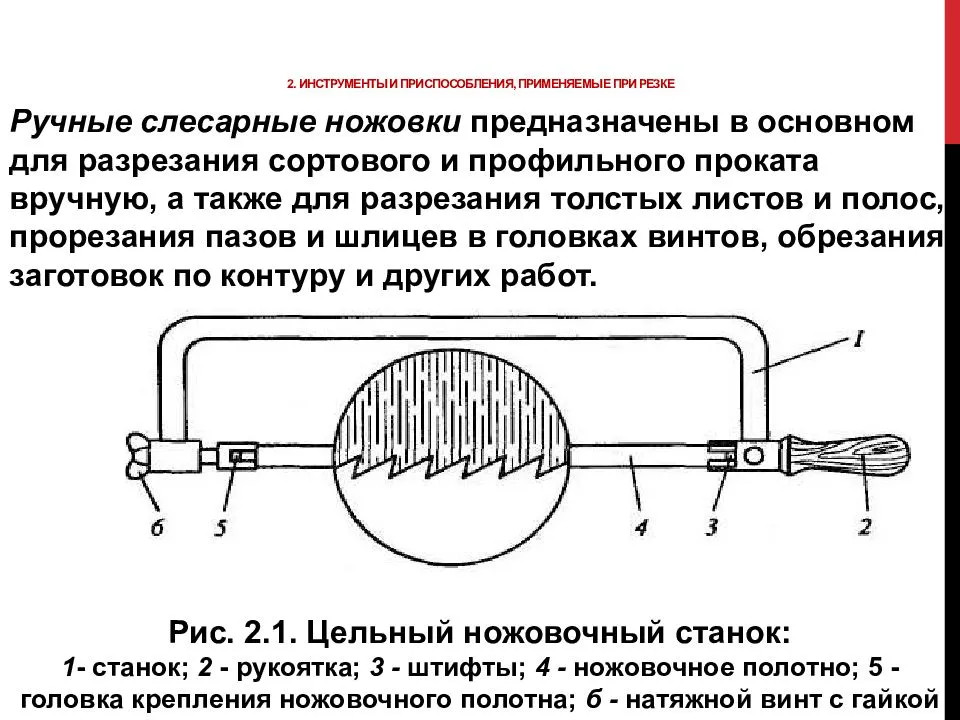
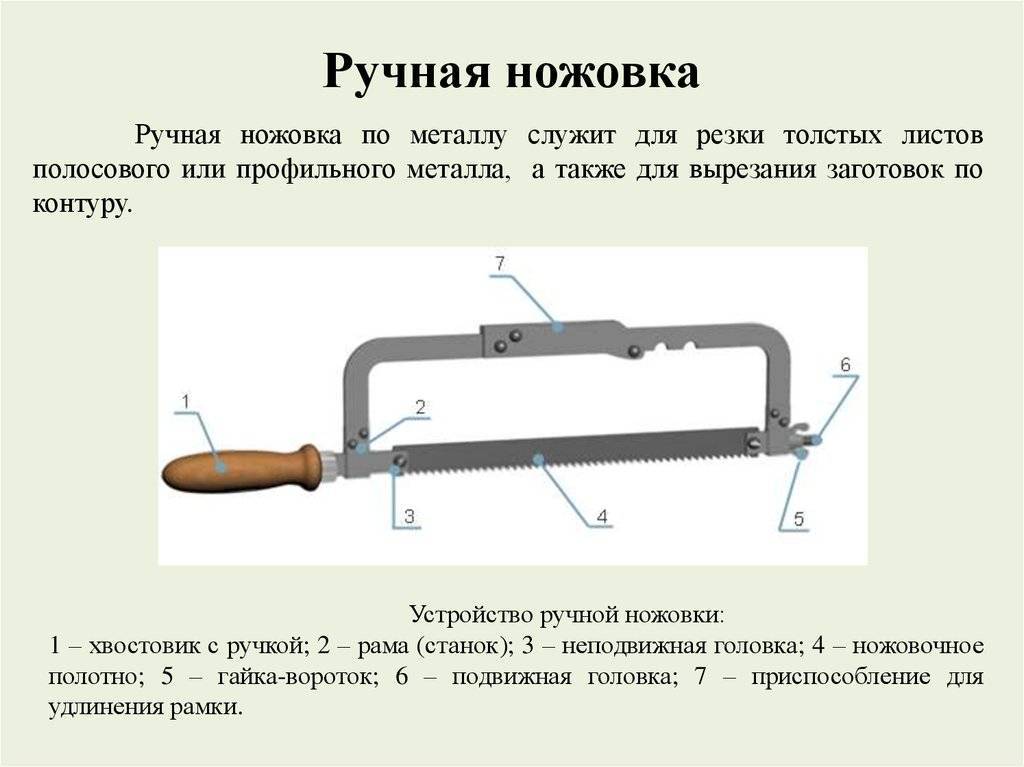
Конструкция ножовки по металлу
Самым распространенным и наиболее простым приспособлением для работы с металлом, конечно, является специальная ножовка по металлу, что внешне отличается от ножовки по дереву. Ножовка по металлу довольно часто применяется при строительно-ремонтных работах, когда нужно точно и аккуратно распилить не очень большие деревянные и металлические заготовки.
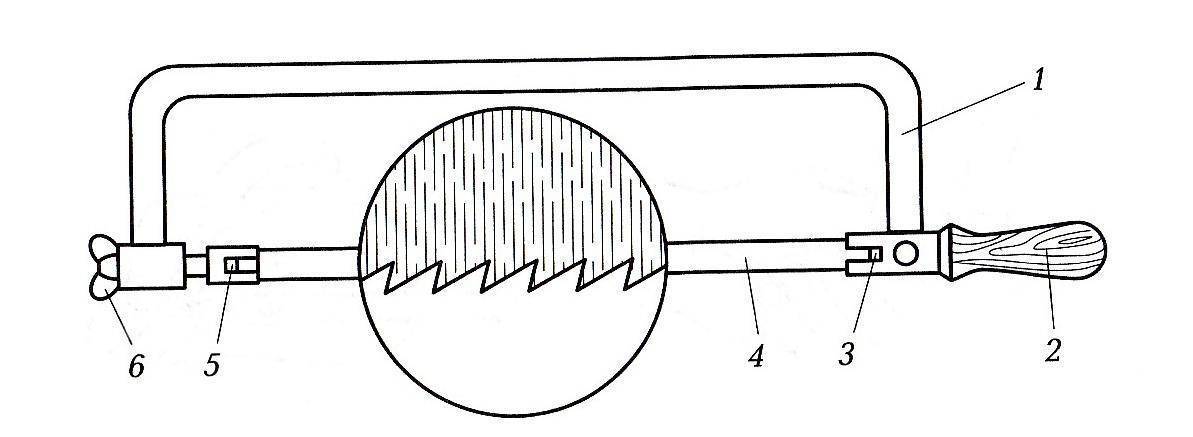
Конструкция ножовок по металлу является довольно простой: ножовочное узкое полотно растянуто между двумя концами металлической П-образной скобы. Рабочей частью подобной пилы выступает тончайшее полотно с зубьями, а работать с таким инструментом необходимо только двумя руками. Система крепления полотна бывает двух видов: зажим резьбовой — в таком случае натягивается полотно и далее фиксируется гайкой с барашком, механизм рычажный — когда полотно устанавливается и снимается при помощи специального рычажка.
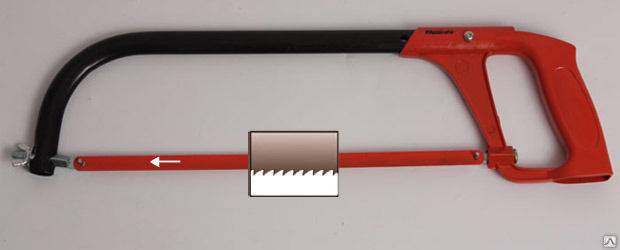


Ножовки, в которых применяется второй способ установки и натяжки полотна, конечно, дороже первого варианта из-за своей универсальности, а также быстроты установки и снятия полотна. Главным преимуществом ножовок по металлу является то, что в отличие от электроинструмента, с помощью ножовки по металлу можно работать в полевых условиях, из-за того что не нужна электросеть. Среди прочих преимуществ ножовок по металлу — простота в роботе, обслуживании и небольшой вес.
Полотен для ножовок в продаже довольно большое количество. И, конечно, стоимость полотен тоже отличается. Цена ножовки по металлу зависит от типа полотна и количества зубьев на дюйм (биметаллические или с калеными зубьями). Биметаллические полотна редко ломаются, более гибкие и дороже стоят каленых полотен.
Это интересно: Нутромер индикаторный НИ 50 100 — поверка, измерение, настройка
Выбор ножовки по металлу не переплачивайте!
Даже к выбору такового нехитрого инструмента, как ножовка по металлу, стоит подойти со познанием дела. Помните, что задачка торговца. реализовать самый дорогой инструмент, способности которого вы навряд ли используете на 10%. Используйте правило золотой середины, опасайтесь на сто процентов экономных моделей и не покупайте самые дорогие. Инструмент должен быть удобным, обеспечивать возможность работы под различными углами и различными лезвиями.
Популярность неких моделей разъясняется возможностью работать с полотнами хоть какой длины, и это вправду очень успешный ход
Также направьте внимание на возможность конфигурации угла наклона лезвия в самой раме; эта функция позволяет работать с металлами даже в недоступных местах. Возьмите инструмент в руки, возьмитесь за рукоять ладонью
Ладонь должна стопроцентно обхватывать ручку, при всем этом пальцы не должны мешать друг дружке и не должны упираться в детали. Опасайтесь полых рукояток, немного сдавливая и ломая инструмент. Изделие не должно болтаться, все детали подходят друг к другу и делают чувство надежности.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Советы по эксплуатации
Какой ножовкой по металлу пользуетесь Вы?
РучнойЭлектрической
Важно в работе с ручным и электрическим инструментом правильно подобрать и установить лезвие. Способ крепления полотна у каждой модели свой
Перед установкой зажимной механизм смазывают машинным маслом. В ручных ножовках лучше использовать одинарные полотна 1 типа. На лезвии должна быть маркировка HCS или HM.
Выбор полотна к электроножовкам зависит от того, с материалом какой плотности предстоит работать. Нельзя использовать лезвие с какими-либо признаками повреждения. Односторонние полотна устанавливаются зубьями к ручке. Иначе они застрянут в металле и сломаются.
Техника распиливания
Для успешного результата одного инструмента недостаточно
Важно соблюдать правильную технику работы. Это правило относится и к ножовкам по металлу

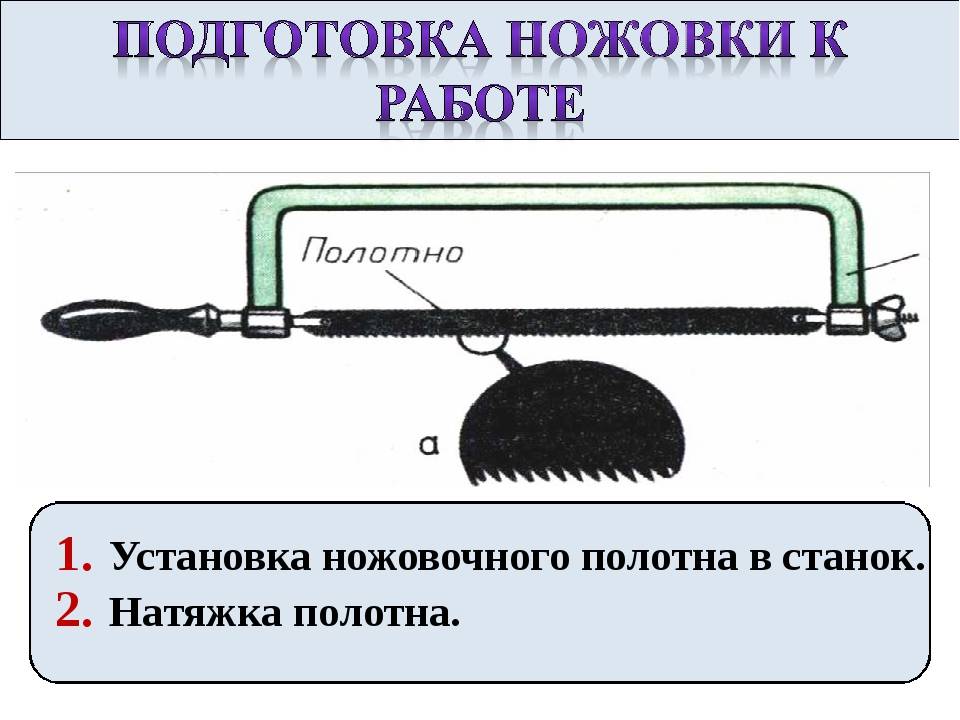
Вот, что советуют опытные мастера:
Во-первых, необходимо подготовить инструмент – надежно прикрепить полотно. Поскольку оно хрупкое, раму следует медленно раздвигать, чтобы режущая лента намертво присела и не сдвигалась. Причем во время раздвижения нужно посматривать на режущую плоскость, чтобы она не скашивалась.

Во-вторых, приступая непосредственно к работе, надо принять верную стойку – передней ногой упереться в пол, а заднюю расположить в одной плоскости со спиной.


В-третьих, необходимо соблюдать сильный прижим полотна к заготовке во время движения пилы вперед и ослабленный при возврате.

Если движение назад будет сильным, зубья будут быстро изнашиваться. Желательно, чтобы руки в локте сгибались на 80-110 градусов.

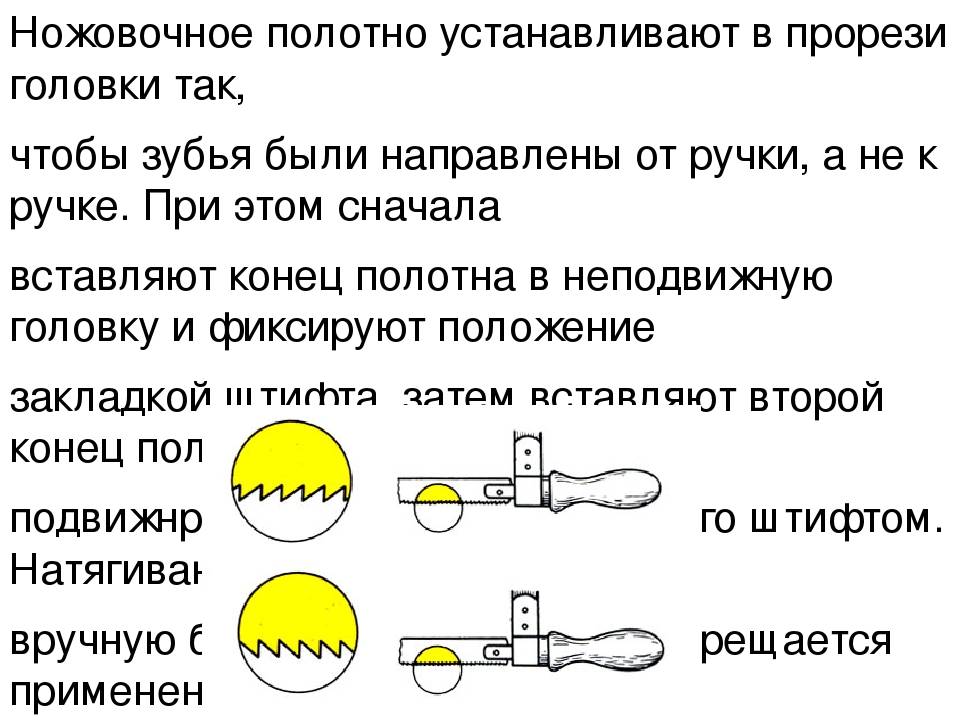
Для справки. Положение зубьев должно быть противоположным положению ручки инструмента. И, конечно, не надо забывать о креплении заготовки, чтобы она не болталась. Для этого существуют тиски.
Прежде чем вставлять деталь, ее с двух сторон надо огородить двумя тонкими дощечками, чтобы губки тисков не испортили металлическую поверхность.

Какую ножовку лучше купить
При выборе ножовки нужно особенно внимательно относиться к таким деталям. К примеру, нельзя использовать пилку для дерева при обработке металла. Как минимум, полотно придет в негодность, и уж точно не справится с поставленной задачей. В то же время специальная ножовка по металлу справится и с пластиком, и с деревом, и с керамикой, но обойдется она дороже.



Прямозубые полотна применяются только для поперечного распила. Если нужно пилить заготовку вдоль, то нужны наклонные резцы.
Зубья пилки по дереву могут быть крупными, средними и мелкими, с разным количеством резцов на дюйм:
- Пилу на 3-6″ используют для толстой древесины;
- Зубцы с шагом 3-3,5 мм распиливают средние заготовки;
- Мелкие детали обрабатывают пилками с шагом зубьев 2-2,5мм.
Закаленные зубья дольше сохраняют остроту и качественно режут любой материал, но повторно точить их нельзя.
Главное условие комфортной работы – хорошая рукоять. Захват должен быть крепким, без скольжения. Лучшая ручка – двухкомпонентная, со вставкой из резины.
Цена сменных полотен – еще один немаловажный фактор для тех, кто работает с инструментом на постоянной основе. Стоимость некоторых фирменных лезвий неоправданно завышена.
Рекомендации: 11 лучших дисковых электропил
12 лучших монтажных пил
13 лучших торцовочных пил
Классификация изделий
Полотна для ножовок являют собой узкую полоску, на концах которой имеются два отверстия для крепления к инструменту. Есть три основных критерия их классификации:
- назначение (для ручных/электрических ножовок);
- материал изготовления;
параметры зубьев.
Полотно ручной ножовки по металлу
Деление на группы по первому признаку происходит как у ножовок — выделяют полотна для ручных (механических) и электрических (иногда их называют машинными) инструментов. Размеры рабочих элементов варьируются. Так, для ручных используются полотна длиной 250-300 мм, шириной 12-25 мм, толщиной 0,63-1,25 мм. Пример — полотно отечественного производства из стали Х6ВФ с параметрами 1,25х12х300, которое обойдется покупателю в 30 рублей за штуку.
Параметры пилок для электроинструмента варьируются от 150 мм по длине, до 55 мм по ширине, от 1,25 до 2,5 мм по толщине. Пример — полотно для сабельной пилы HAMMER RS BL 001, параметры которого — 150х19х1,25 мм, а стоимость — 100 рублей за штуку.
Еще одно отличие пилок для ручных и сабельных пил — количество отверстий для крепежа. У первых их два, у вторых — одно.
Полотно для электроножовки
Второй критерий классификации — материал изготовления полотна. Выделяют изделия из сталей:
- углеродистой (наименее прочные, пригодны для цветного либо мягкого металла; маркируются как HCS); например, Bosch HCS TF 350 M 408 мм GFZ за 1400 рублей;
- быстрорежущей (имеют наиболее устойчивые к износу зубья, но отличаются хрупкостью и высокой ценой; маркировка HSS); Gross HSS 18TPI 300 мм — 160 рублей за пару;
- биметаллические полотна (инновация на рынке, вытесняющая аналоги; основа — углеродистая сталь, поверх которой наваривается полоса быстрорежущей, служащей основой для зубьев; обозначается BIM); Gross Variozahn 300 мм BIM от 300 рублей за пару.
Еще есть полотна из легированной стали (обозначение HM), но чаще они используются для резки кирпича, бетона или камня.
Размер зубьев для ножовок по металлу составляет 2-2,5 мм. Данный параметр считается «мелким», поскольку есть изделия с более крупным зубом (например, у пилок для дерева он составляет 4-6 мм).
Международная стандартизация предусматривает иной принцип деления полотен. Так, в расчет берется количество зубьев, приходящихся на 1 дюйм пилки. Данная цифра приводится в маркировке перед буквами PPI (points per inch — «остриё на дюйм») или TPI (формула «PPI – 1»). Чем число больше, тем более мелкий зуб представлен на данном полотне.
При выборе изделий для ножовки пользователю не придется долго гадать — большинство известных пилок имеют шаг зубьев 18 или 24. Так обозначается брендовая продукция для строительства (например, Standart 24 TPI 300 мм, полотно Kraft-Flex 18 TPI от производителя Kraftool).
Основная классификация полотен к ножовке по металлу составляется на основе приведенных критериев
Важно знать — наличие разведенных зубьев приветствуется, если пользователь ожидает комфортную работу без пауз и поломок инструмента. Теперь о том, как полотно ножовочное правильно установить в ручном или электрическом инструменте. Это интересно: Тонкости процесса шпаклевки потолка — излагаем главное
Это интересно: Тонкости процесса шпаклевки потолка — излагаем главное
Полотно для ножовки по металлу: что это?
Ножовочное полотно – узкая и тонкая стальная пластина с 2 отверстия и с зубьями на одном ребре. Полотна могут быть изготовлены из стали таких марок: Х6ВФ, Р9, У10А, твердость которых составляет HRC 61-64. В зависимости от своего назначения полотна могут быть машинными и ручными. Вставляются они в рамку зубьями вперед.
Длина (размер) ручного ножовочного полотна может быть определена по расстоянию, имеющемуся между центрами отверстий, отведенных под штифты. Практически всегда используют ножовочные полотна, предназначенные для ручных ножовок толщиной h – 0,8 и 0,65 мм, высотой Ь – 16 и 13 мм, длиной L – 250-300 мм.
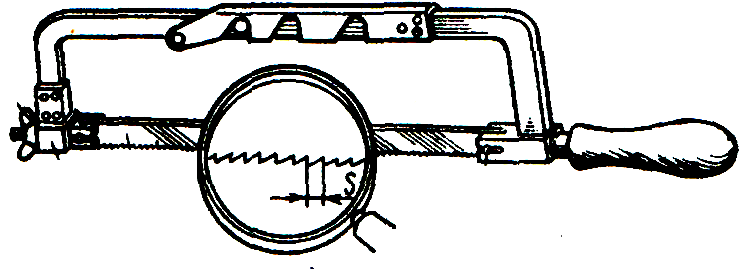
Работа ножовочного полотна различается условиями работы непосредственно резца, по этой причине тут другие значения углов. Во время резки металла, имеющего большую ширину, можно получить пропилы значительной длины: каждый зуб полотна будет снимать стружку, которая должна заполнять стружечное пространство до того момента, пока из пропила полностью не выйдет острие зуба. Величина стружечного пространства будет зависеть от шага S зуба, переднего угла Y и заднего угла A.
В зависимости от степени твердости обрабатываемого металла передний угол, имеющийся у ножовочного полотна зубьев, может быть отрицательным, положительным и нулевым.
КПД резания полотна, обладающего нулевым передним углом, будет ниже в сравнении с тем, у которого передний угол будет больше чем 0°.
Чтобы разрезать более твердые материалы, используют полотна, угол заострения зубьев которых больше. А с целью разрезания мягких данный показатель должен быть меньше. Более износоустойчивыми являются полотна, имеющие больший угол заострения.

Разводка зубьев
Удаление стружки с зоны резания проводится за счет определенной разводки режуще кромки. Как ранее было отмечено, по этому критерию выделяют несколько вариантов исполнения:
- Разводка по каждому.
- Разводка через один или два зуба.
При этом уделяется внимание и направлению зубьев. С учетом этого параметра проводится установка пластины

Сегодня на производстве ножовочного полотна специализируются многие производители инструментов. При этом отечественная продукция обходится намного дешевле, зарубежная стоит дороже, но при этом обладает более высокими эксплуатационными характеристиками. Для длительной работы требуется несколько изделий, так как они могут изнашиваться с высокой скоростью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
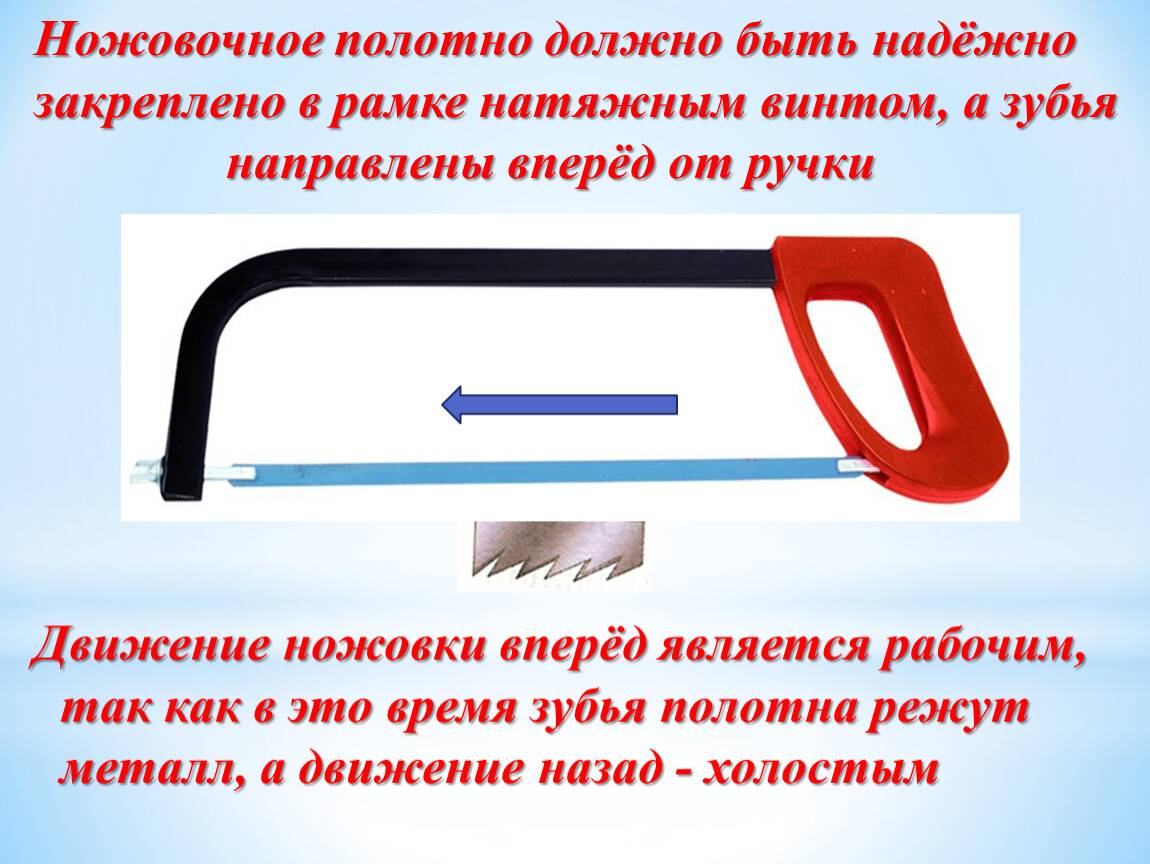
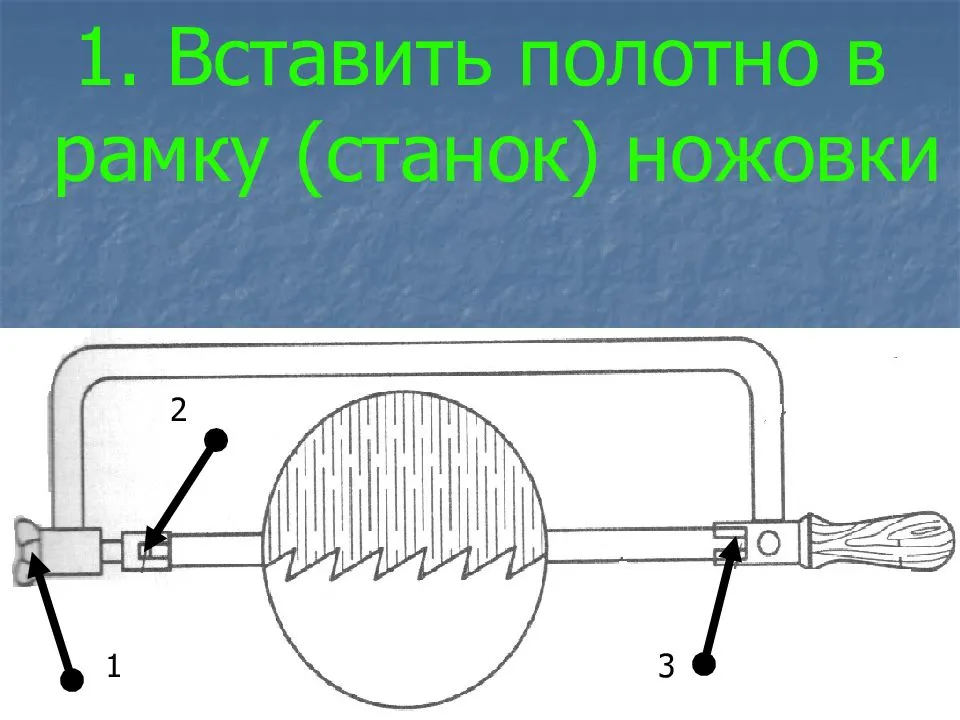
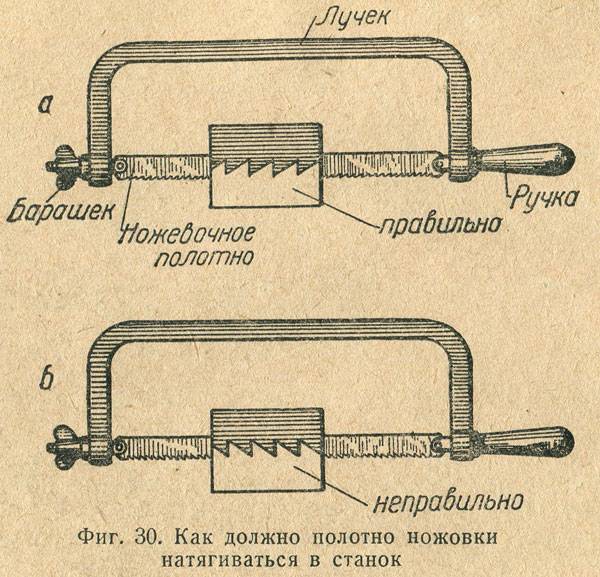
Полотно в ножовки по металлу вставляется зубом вперед (ну и, конечно вниз), чтобы рабочее движение при котором и осуществляется пиление было “вперед”.
Отверстия полотна или одеваются на специальные выступы на раме ножовки, либо (как выполнено в советских еще моделях – такой способ мне нравится больше, у него выше жесткость) вставляется в прорезь, в которой фиксируется шплинтами, в моей ножовку они давно утеряны – я использую обрезки гвоздей.
после этого винтом полотно натягивается. Лично я обычно кручу винт (“сколько крутится” – до упора. порвать полотно ни разу не выходило, а при слабой натяжке работать не удобно – пилка “гуляет”)


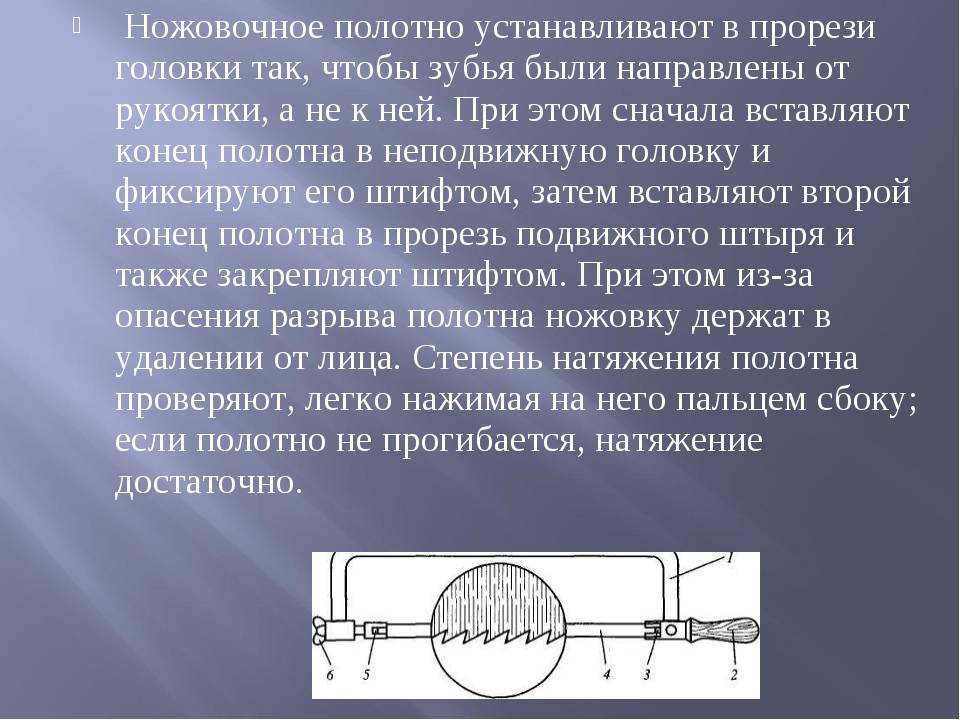
Чтоб раз и навсегда запомнить как правильно вставлять полотно в ножовку по металлу, нужно понять принцип работы самого полотна и его способ резки.
Так вот полотно скребёт своими зубьями металл, каждый маленький зубчик соскребает чуть, чуть металла, а так как их несколько десятков, то с каждым проводом полотна идут ощутимое углубление, что и называют резом.
Так вот полотно по металлу имеет направление зубьев в одну сторону, это сделано для того, чтоб зубчикам легче было скрести металл.
В силу таких особенностей полотно устанавливается исключительно зубьями от себя, так как при резке усилие работника прикладывается когда ножовка направляется в направлении от себя, а когда возвращается, усилие снимается.
То есть принцип напильника, поэтому зубья устанавливаются от себя, от рукоятки ножовки.
Теперь по поводу натяжки, полотно должно быть натянуто очень сильно, но затягивать регулировочный барашек нужно рукой, если использовать рычаг или ключ, но можно полотно просто разорвать, и конечно нужно следить, чтоб само полотно стояло идеально ровно, без прокрутов и перегибов, если вдруг ножовка уже бывалая и полотно становится в ней неровно, нужно либо устранить этот дефект, либо добиться максимального ровного полотна в ножовке – иначе, вы просто будите выламывать зубья, а полотно будет греться и застревать в резе!
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.