

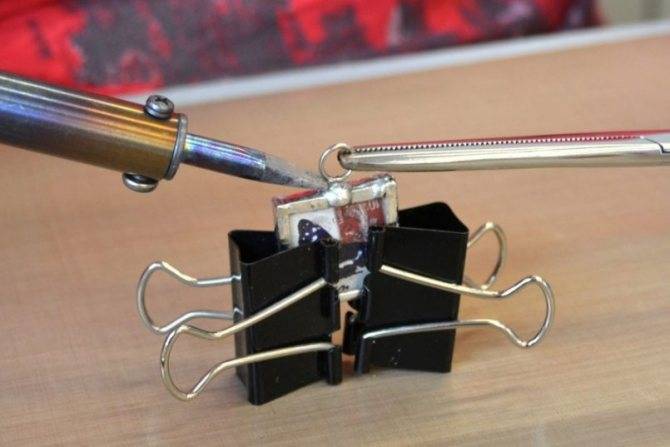
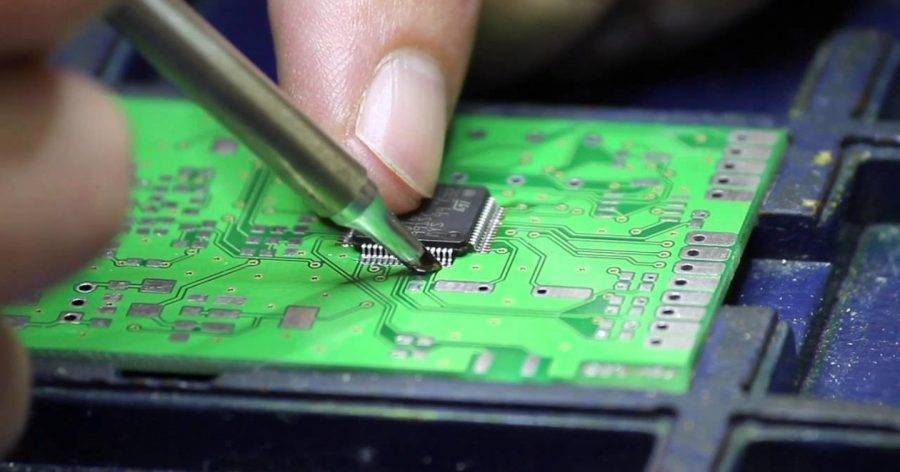
Выпаивание микросхем с помощью пластины
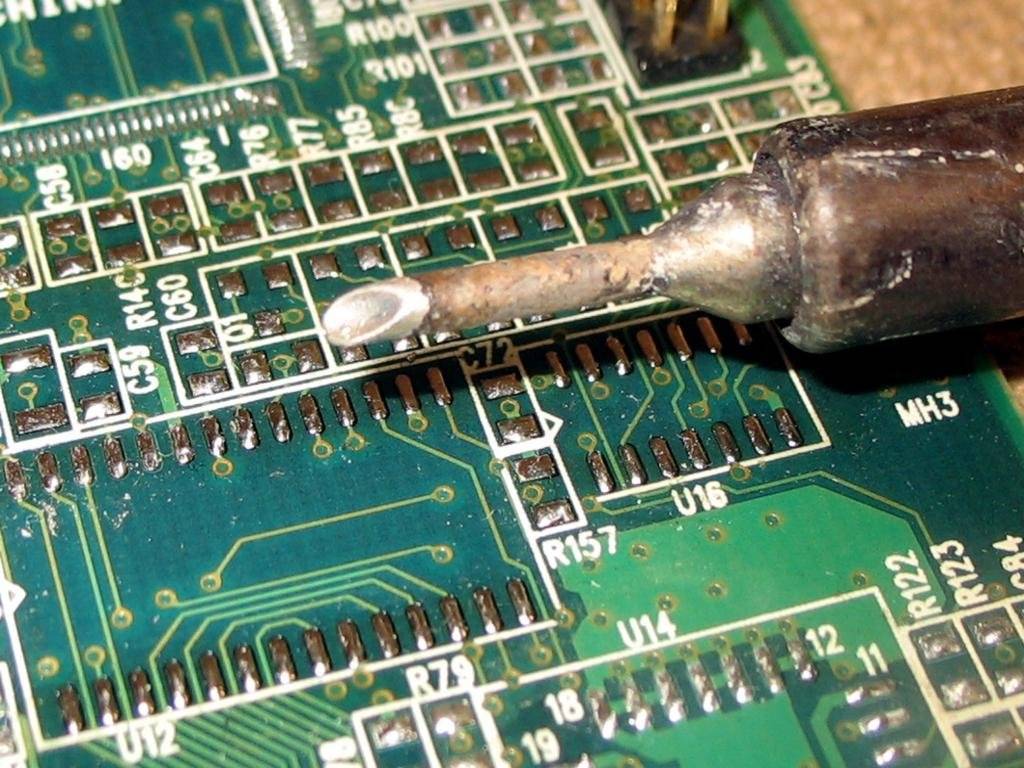
Наличие нескольких ножек у микросхемы осложняет процесс одновременного выпаивания их из платы. Поэтому часто радиолюбители используют специальные металлические теплопроводящие насадки для прогревания сразу нескольких контактов.
Процесс такого демонтажа выглядит просто. Специальная пластина или простое бритвенное лезвие прикладываются одновременно к нескольким контактам. Затем лезвие нагревается до температуры плавления припоя. Так как площадь прогрева увеличена, то нужно применять паяльник 40 Вт мощности.
Во время нагрева теплопроводящей пластины микросхему рекомендуется немного раскачивать, чтобы упростить процесс освобождения ножек от припоя. После вынимания одного ряда контактов пластину переносят на другой ряд ножек и проделывают аналогичную операцию, пока полностью деталь не освободится от платы.
Пайка bga микросхем
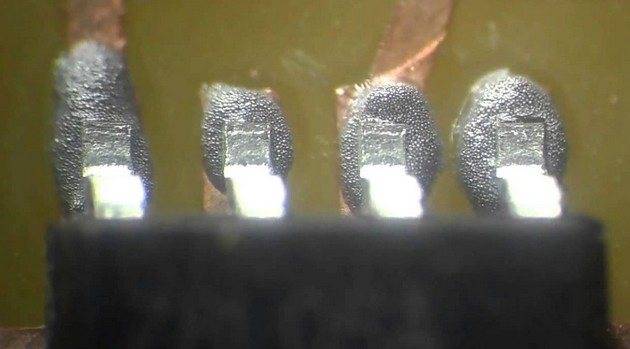
Как паять платы? И как расшифровывается BGA? На эти два часто задаваемых вопроса, во время прохождения курсов пайки, отвечают мастера Bgacenter. От английского – ball grid arrey, то есть массив шариков, своим видом похожий на сетку. Шарики из припоя наносятся на микросхему через трафарет, затем потоком горячего воздуха, расплавляется сам припой и формируются контакты правильной формы.
А процесс пайки состоит из определенной последовательности действий, соблюдая которую получаем качественное соединение. Но существует большое количество нюансов, ради которых и приезжают на обучение.
Начиная с того под каким углом и на каком расстоянии от платы держать сопло фена, температурные режимы демонтажа и монтажа микросхем, с какой стороны заводить лопатку. А при проведении диагностики, и наличии межслойного короткого замыкания ничего не нагревается.
Как в этом случае найти неисправный элемент или цепь? И много других тонкостей которые может знать действующий мастер сервисного центра. И тот кто может подтвердить свой уровень выполненными ремонтами.

Ремонт iPhone в Bgacenter
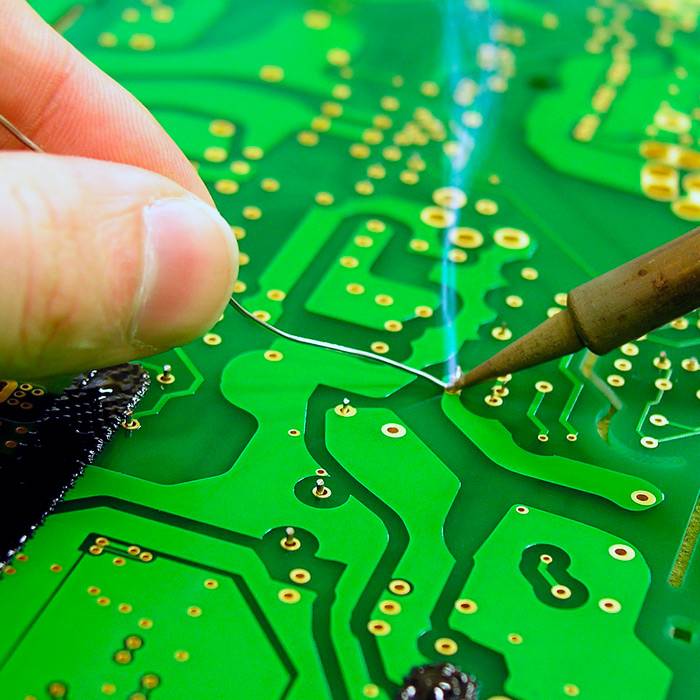
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции
От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
- Спайка должна быть быстрой
- Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
- Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Окончательная подготовка жала паяльника. Облуживание.
Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось! Таким белым жало должно быть всегда
Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники
. Удачи!
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.
Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.

Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.

Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.

Расходные материалы
Их всего 2 – это флюс и припой.
Флюс обезжиривает поверхность и очищает ее от оксидов. В электронике применяется несколько его видов.
- Канифоль. Это очищенная сосновая смола. Хорошо себя зарекомендовала, но при нагревании выделяет сильный едкий запах.
- Паяльный жир. Он лишен этого недостатка и отлично очищает контакт от окислов.
- Кислота. Хорошо растворяет окислы, но после работы ее необходимо смывать водой. По этой причине применять кислоту для электроники нельзя.
Далее переходим к припоям.
- Чистые олово и свинец почти применяются редко. Олово дорогое, а свинец дает не очень прочный шов.
- Самый распространенный у радиолюбителей припой – ПОС-61. Он содержит 60% олова и 40% свинца, температура плавления – 183-230 градусов. Поставляется как в виде брусков, так и в виде тонкой проволоки (что более удобно).
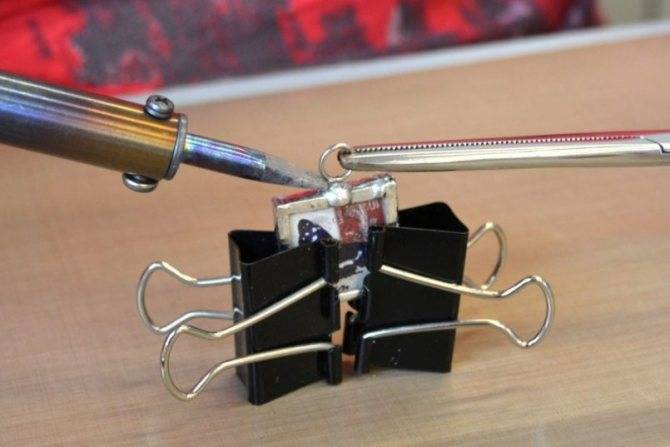
- Сплав Розе. Он плавится при температуре 90-100 градусов и может быть полезен при демонтаже радиодеталей с печатных плат.
После того как все готово, переходим к работе.

Использование оловоотсоса
Если во время пайки расплавилось слишком много олова (припой выглядит как шарик) или олово выгорело, часть может быть отсосана. Для этого воспользуемся соответствующим устройством. Работает экстрактор аналогично шприцу.
Нажмите на поршень в верхней части всасывающего устройства. Подносим наконечник ближе к тому месту, с которого хотим удалить излишки олова. При этом нагреваем припой горячим паяльником.
Припой нагревается паяльником. Рядом с ним кончик всасывающего устройства, готового всасывать расплавленное олово
Осторожно отпустите поршень (с кнопкой разблокировки), собрав излишки олова. Будьте осторожны, чтобы не повредить жало (на всякий случай эти жала заменяемы)
Удалите скопившийся излишек олова из всасывающего устройства, снова нажав и отпустив поршень.
Удалите излишки олова из всасывающего устройства, нажав и отпустив поршень
Или можно вынуть его прямо из оловохранителя.

Удаление олова из всасывающего устройства путем его раскручивания
Еще один способ убрать слишком много олова – просто тщательно очистить паяльник, а затем использовать этот паяльник, чтобы собрать излишки олова (нужно наловчиться).
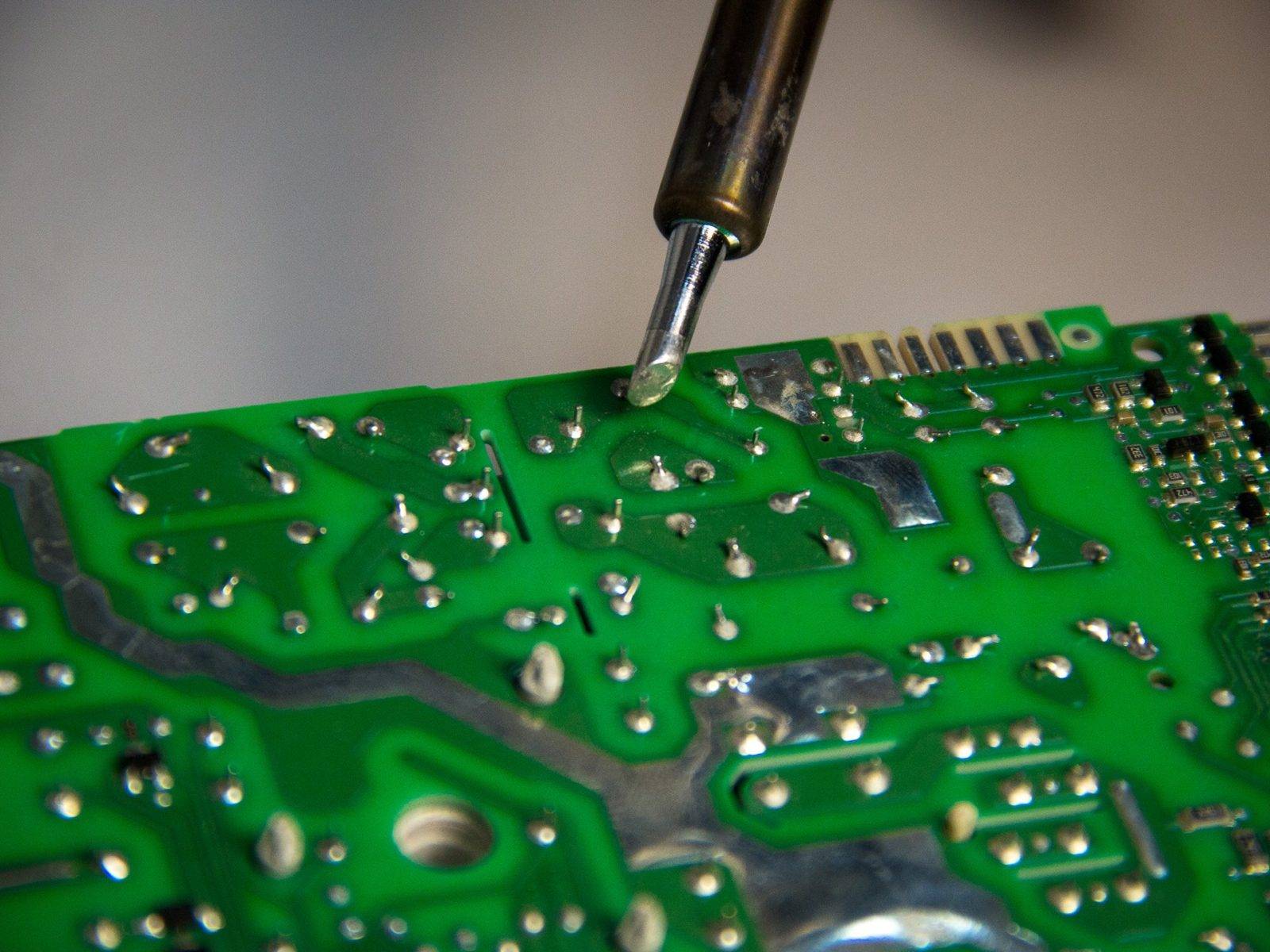
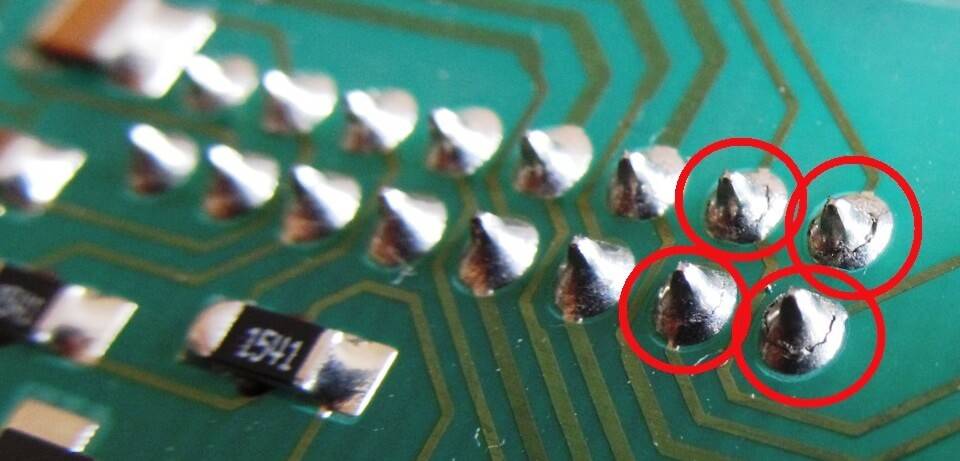
Если припой будет тусклым (не блестящим), это может быть признаком перегрева.
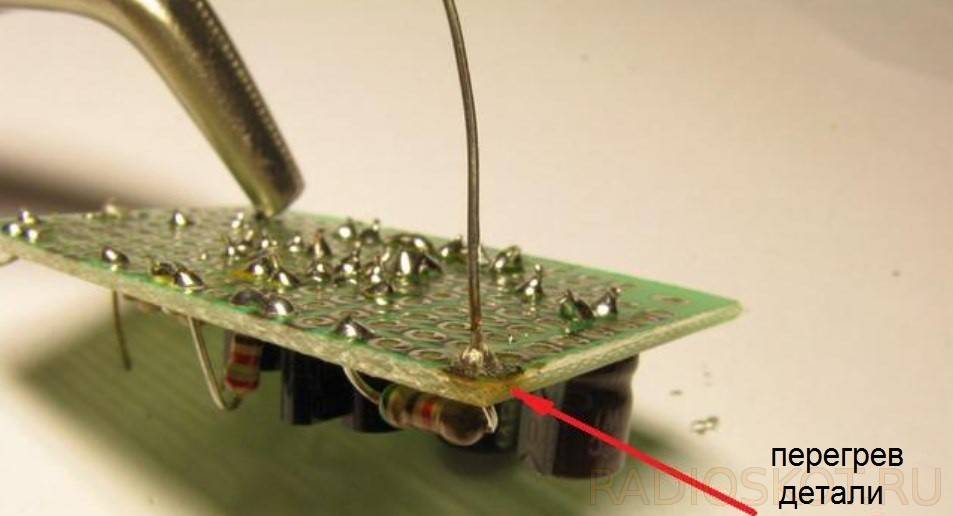
Перегретый припой
В такой ситуации нагретое паяльное жало нужно аккуратно и быстро погрузить в канифоль.

Жало паяльника, погруженное в канифоль
Затем быстро нанесите кончик канифоли на исправленное место. Делать это нужно очень быстро, потому что канифоль выгорает и может оказаться, что к моменту прикосновения к припою канифоли на жале уже не останется!
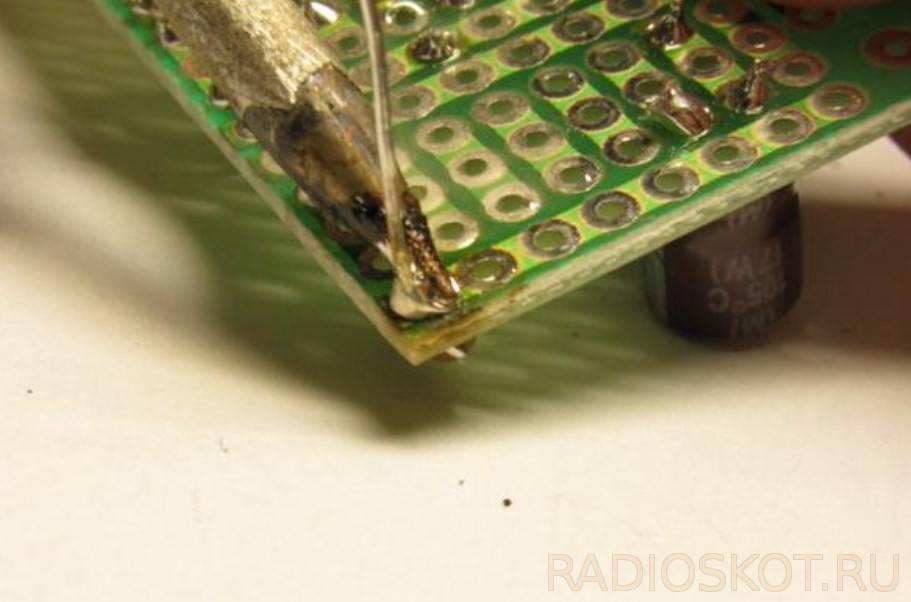
Устранение перегретого припоя проканифоленным паяльником
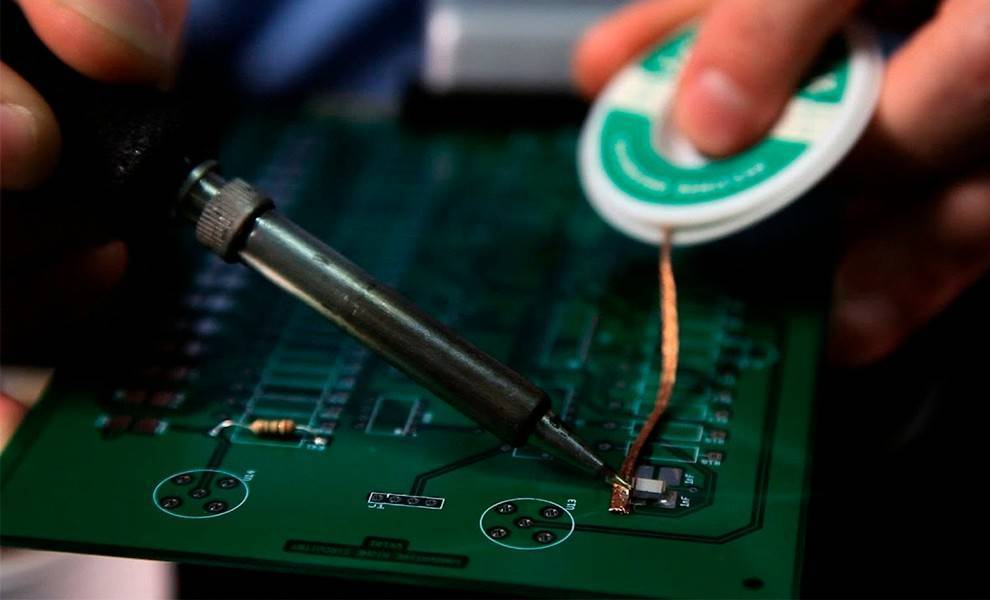
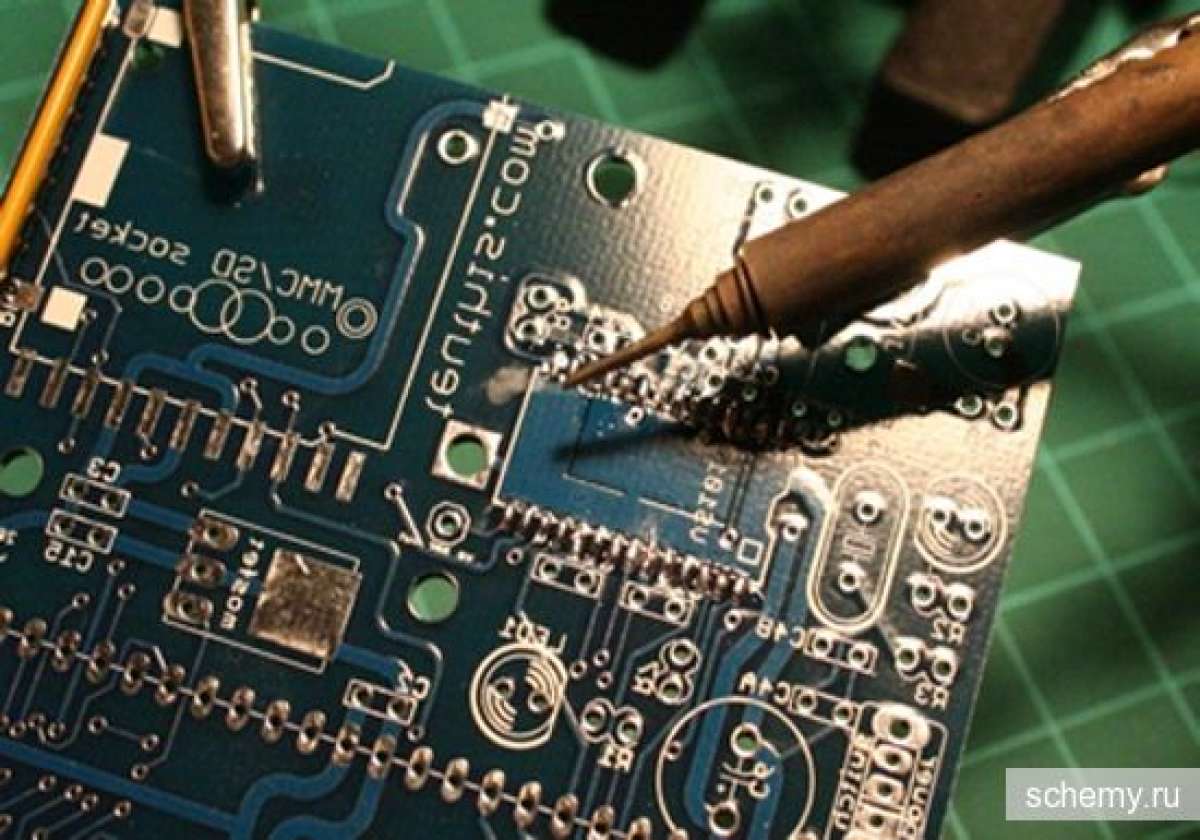
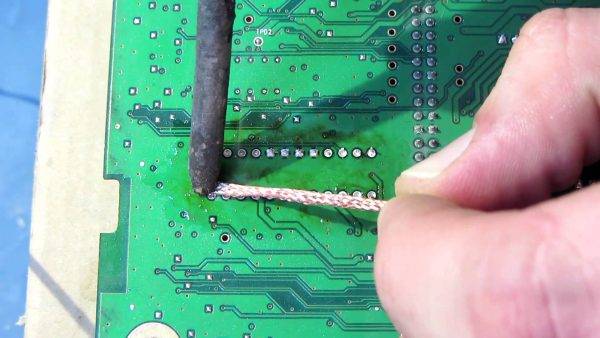
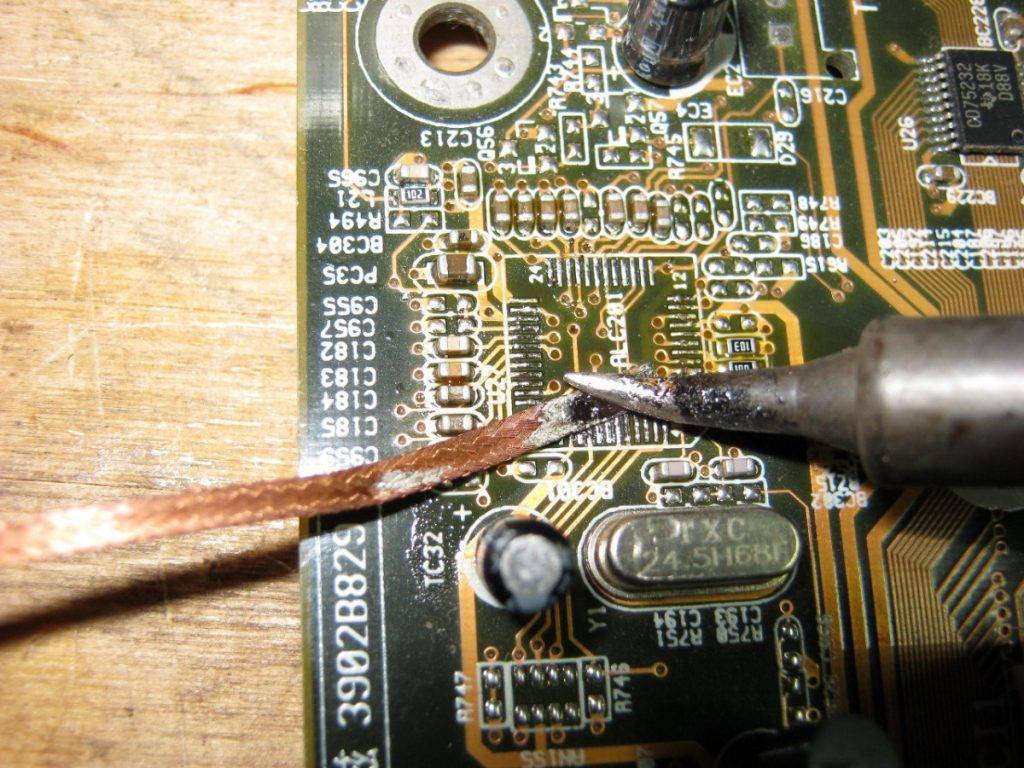
Если при пайке близко находящихся элементов олово из двух разных точек пайки соприкасается друг с другом, его необходимо удалить. В противном случае это может привести к короткому замыканию или повреждению отдельных компонентов или даже всего устройства. В такой ситуации используется специальная оплетка для удаления излишков олова. Нагреваем припой между этими точками пайки паяльником, а затем прикладываем оплётку.




Избыток олова, соединяющий две точки пайки рядом друг с другом
Эти плетеные медные провода образуют губку, которая и собирает излишки олова.
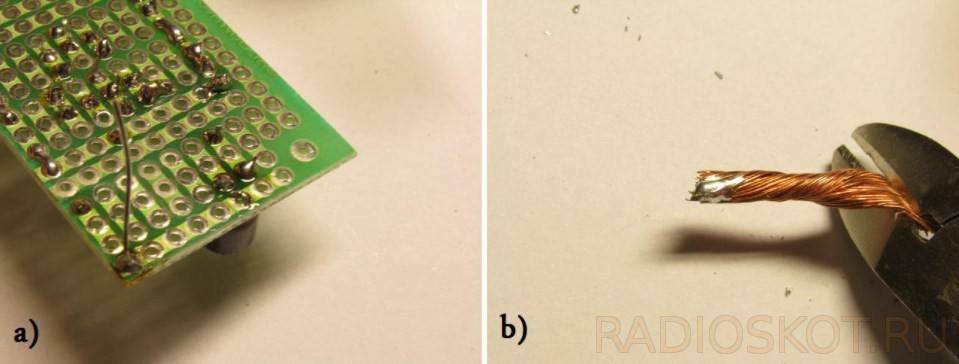
а) Отдельные точки пайки; b) излишки олова собранные оплеткой
В принципе для основы паяльного дела этой информации хватит с головой, дальше идёт только практика и так сказать “набивание руки”. Опыт обязательно придёт со-временем. И поверьте, опыт этот ещё много раз в жизни пригодится!
Как впаять микросхему
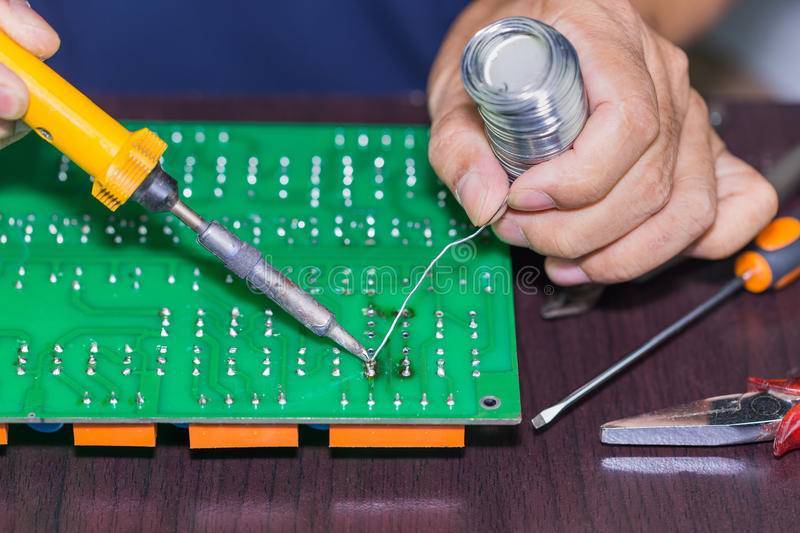
Далее потребуется залудить поверхности, после чего можно приступать к впаиванию новой микросхемы:
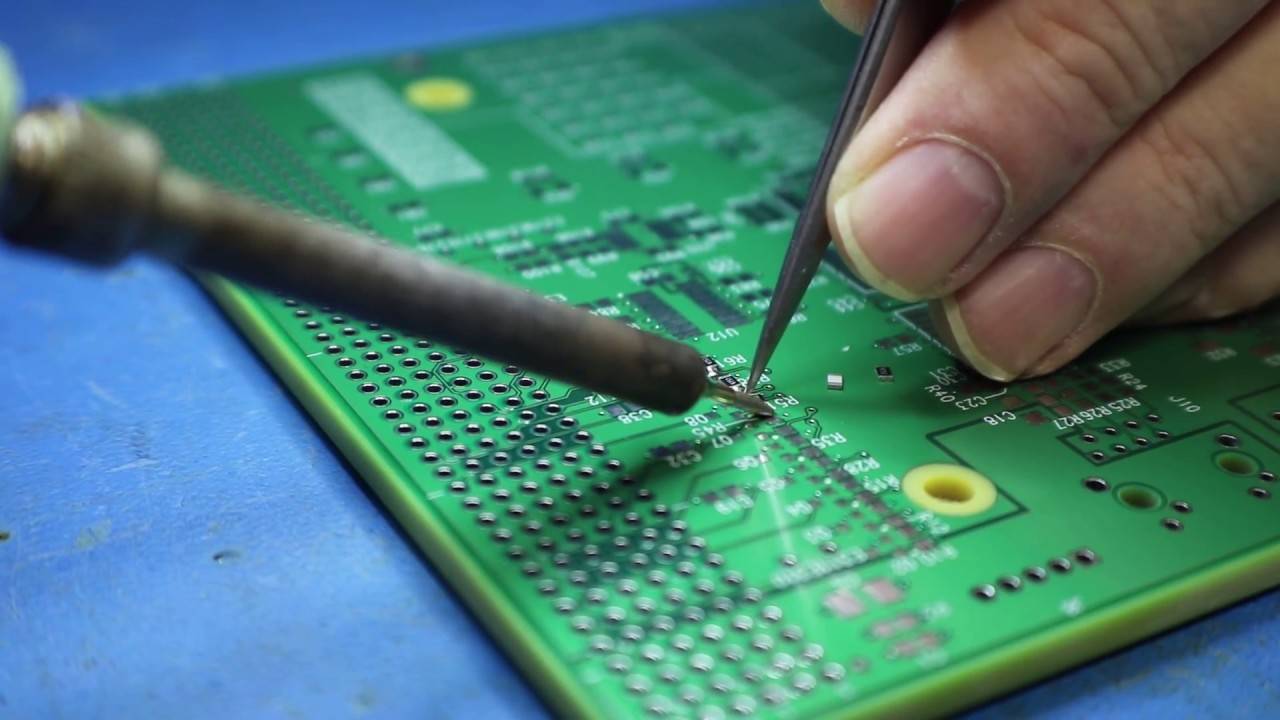
DIP микросхема впаивается таким образом, чтобы правильно вставить её ножки на плату (согласно ключу). Далее вход пускается паяльник, которым аккуратно расплавляется припой и припаиваются все вывода микросхемы.
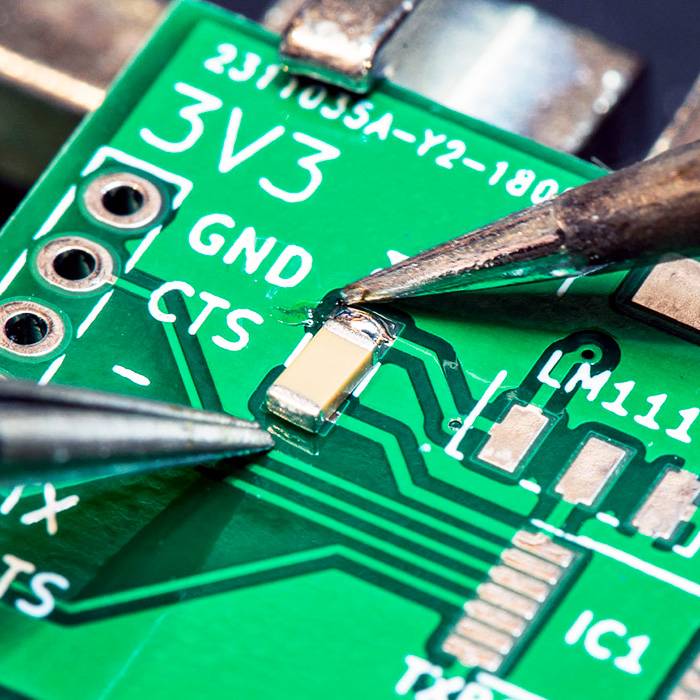
Впаять SMD микросхему несколько трудней, однако также реально. Для этого нужно максимально точно совместить вывода микросхемы с выводами на плате. Опять же, все вывода согласно ключу.

Далее необходимо нанести по всему контуру контактов флюс-гель, после чего включить фен с температурой нагревания в 350 градусов, и расплавить горячим воздухом припой. Того припоя, что на плате уже достаточно для того, чтобы припаять новую микросхему.
А вот для пайки BGA микросхем понадобятся шарики припоя, которые наносятся на все посадочные места с использованием специального трафарета для пайки микросхем. После того, когда все ключи совмещены, а микросхема выставлена как надо, в работу задействуется фен с температурой нагревания до 360 градусов.
Как видно, припаять микросхему вполне реально. Однако для удобства и эффективности работы лучше всего не отказываться от покупки паяльной станции, поскольку управиться одним паяльником будет тяжеловато.
Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Как отпаять и припаять заново светодиод
Перед тем как приступить к пайке, необходимо изучить инструкцию и обзавестись материалами и инструментами для работы. Не стоит забывать о проверке приобретённых светодиодов. Иногда мастера пренебрегают этим правилом, из-за чего работу приходится выполнять дважды.
Что необходимо для работы
Для выпаивания светодиода из алюминиевой платы необходимы:
- пинцет;
- лезвие;
- паяльник (рекомендуется с тонким жалом);
- флюс;
- держатель.
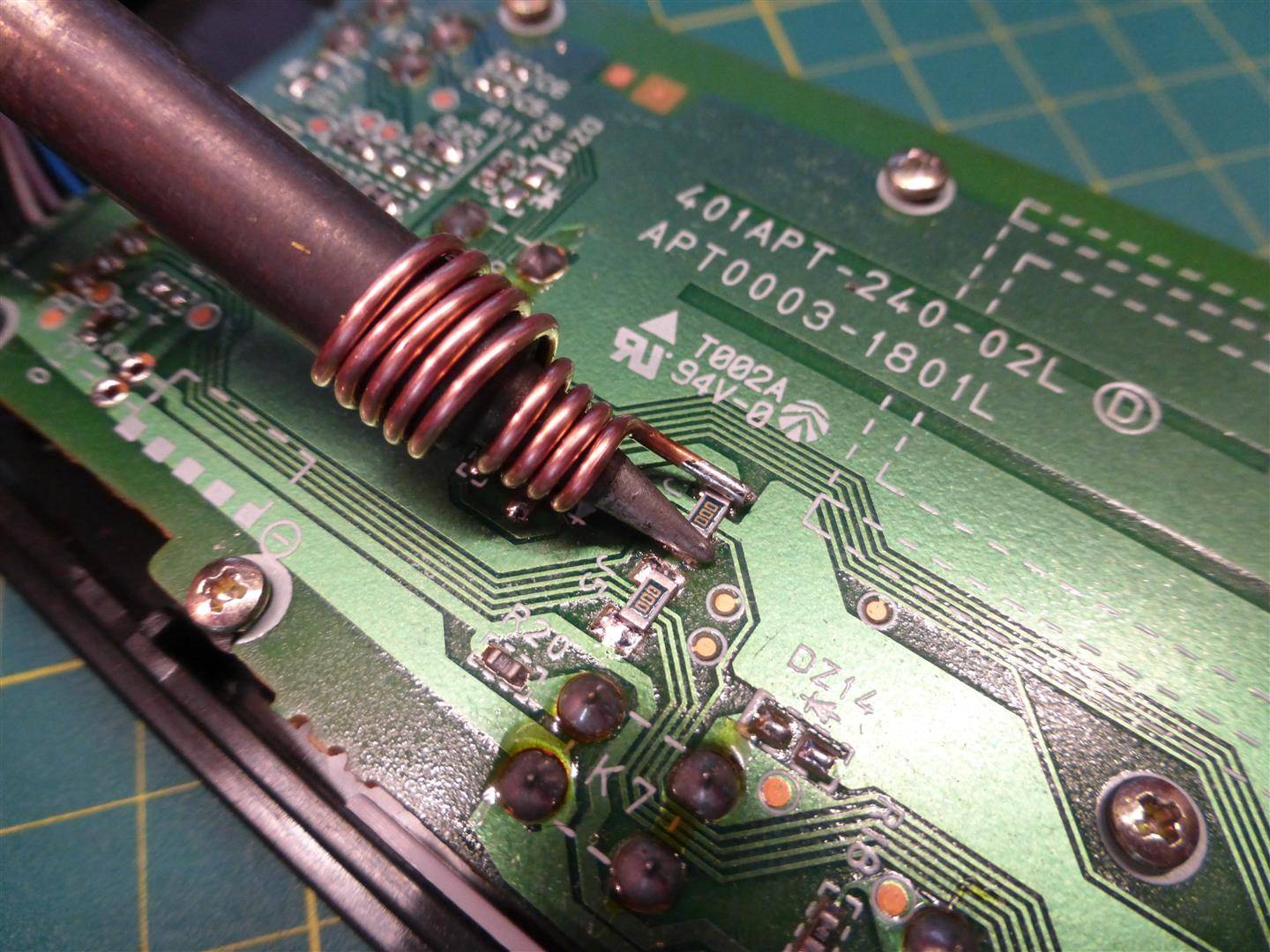
Если нет паяльника с тонким лезвием, можно сделать насадку из медной проволоки.
Паяльник с самодельной тонкой насадкой из медной проволоки.
Температура пайки
Индикаторный диод, который устанавливается на печатную плату состоит из токопроводящих ножек и стеклянной колбы. Внешне он напоминает маленькую лампочку. Для пайки необходимо использовать паяльник с мощностью не более 60 Вт. Допустимая температура жала – 260 градусов. SMD-диоды не имеют токоведущих элементов. Их заменяют специальные контактные площадки на плате. В данном случае для пайки используют паяльник мощностью 12 Вт.
Пошаговая инструкция отпайки
На первом этапе снимают алюминиевую плату. Для этого корпус лампы отделяется от плафона. Здесь можно использовать нож, аккуратно, чтобы не повредить элементы. К основанию площадка крепится с помощью пары проводов (плюс и минус). Их следует отпаять, закрепив плату на держателе. С алюминиевого основания плату можно снять без помощи инструментов.
Отсоединённая плата со светодиодами.
Перед тем, как начать выпаивать светодиод, нужно взять тестер и пройтись по всем чипам, чтобы проверить их работоспособность. В большинстве случаев повреждённые элементы можно заметить визуально. На прогоревшем светодиоде появляется черная точка.
Внешний вид прогоревшего диода.
Проверку лучше выполнять с помощью тестера, так как иногда поломка не влечет за собой видимых изменений.
Проверка диодов тестером.
Особое внимание рекомендуется уделять качеству пайки. Если брак был допущен на производстве, это отразится на функциональности чипов
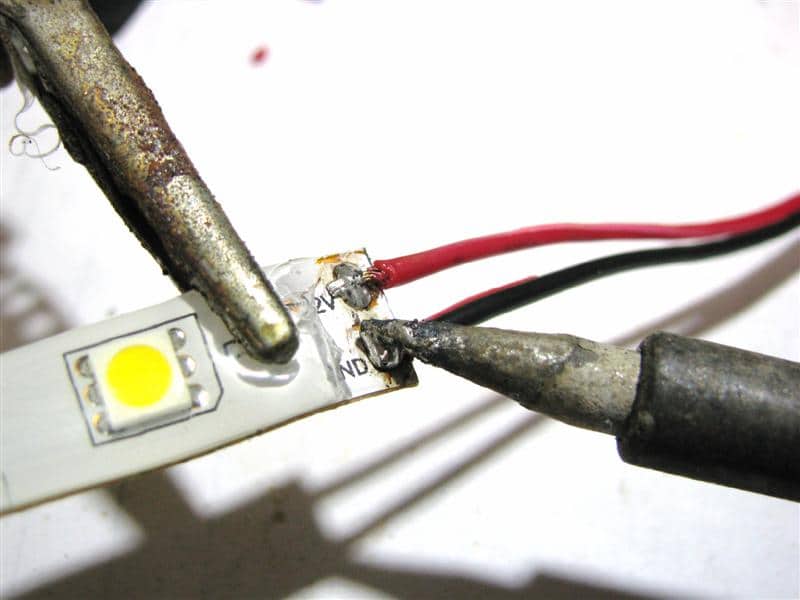
Схема пайки
Когда будут определены все сгоревшие диоды, можно приступить к пайке. Плата закрепляется на держателе. После горелку аккуратно подносят к обратной стороне платы. Через 3-5 секунд пайка должна ослабнуть, что даст возможность отсоединить диод. Исправный элемент должен быть закреплён до того, как остынет основание. Для этого на контактную площадку нужно поместить каплю флюса. Чип устанавливается сверху с учётом полярности.
Далее снова нагревают, при этом на кристалл нужно слегка надавить. Диод держать до того момента, пока контактные «ножки» надёжно не закрепятся в припое. Если светодиода нет, на его место можно припаять небольшой отрезок проволоки. Лампа продолжит работать, но светить будет тусклее. Такой вариант подойдёт, только если на плате установлено более 10-ти чипов.
Снятие повреждённого светодиода.
По такой же схеме отпаиваются диоды из ламп «кукуруза». Это можно сделать, если лампочка небольшого размера и собрана по классической схеме. Вместо паяльника иногда используется фен, но уходит больше времени на работу.
Перед пайкой чипов линейку следует закрепить для предотвращения повреждения токоотводящих дорожек. Олово плавят паяльником, между платой и выводом одновременно продвигается лезвие. Когда будут освобождены все выводы, подложка от платы отсоединяется.

Видеопример: Замена светодиодов в лампе с помощью утюга.
Процесс пайки алюминия
Подготовка изделия
- До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.




https://youtube.com/watch?v=tbkZNFMrQRI
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки
Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.

Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.

Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.

Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Зачем сушить чипы
Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
По опыту использования у профессионалов существует устойчивое мнение, что при хранении, транспортировке, пересылке, чипы впитывают в себя влагу и во время пайки она, увеличиваясь в объеме, разрушает деталь.
Действие влаги на чип можно увидеть, если нагреть последний. На поверхности его будут образовываться вздутия и пузыри еще задолго до того, как температура поднимется до значения, достаточного для расплавления припоя. Можно только представить, что же происходит внутри детали.
Чтобы избежать нежелательных последствий наличия влаги в корпусе чипа, при монтаже плат осуществляется сушка чипов перед пайкой. Эта процедура помогает удалить влагу из корпуса.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.

Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.
Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Подготавливаем жало паяльника для пайки.
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало
), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально. Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Демонтаж DIP-корпуса
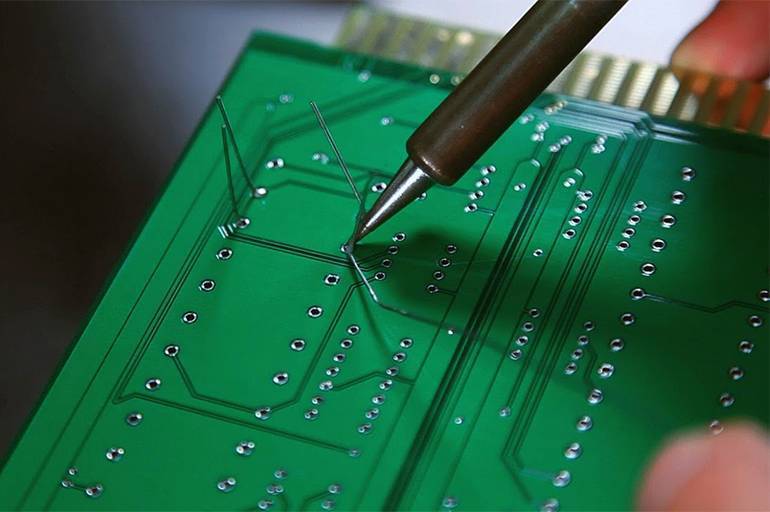
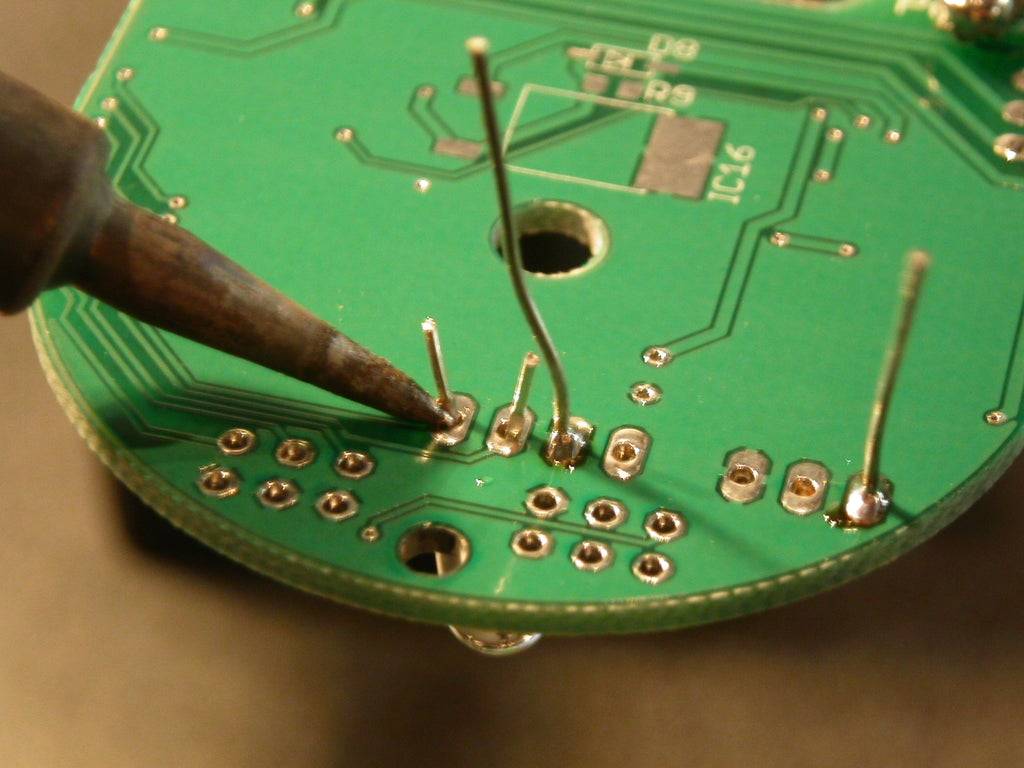
Как уже отмечалось, эта разновидность микросхем отличается монтажом в отверстия на монтажной плате. Это налагает определённые ограничения на процесс её демонтажа. Для того чтобы аккуратно извлечь её ножки из отверстий, нужно удалить из места соединения припой, практически полностью освободив ножки. Нужно отметить, что поочерёдный нагрев и демонтаж отдельного контакта тут не подойдёт, так как, остывая, оставшийся на месте припой будет снова фиксировать микрочип на месте. Поэтому распайка DIP корпуса оптимальна следующими методами:
- Использование подручных средств – для этой цели подойдут иглы от медицинских шприцов или специальные полые трубочки, продающиеся сейчас в магазинах электротехники. Но вариант использования медицинской иглы наиболее дешевый и доступный. Для этого нужно подобрать иглу диаметром чуть меньше, чем посадочные гнезда для ножки микрочипа. Затем срезать её заостренную часть надфилем либо просто откусить, после чего напильником сточить сплющенную часть. После этого установив получившуюся полую трубку с ровным срезом на посадочное гнездо, просто нагреть её паяльником, освободив этим ножку чипа;
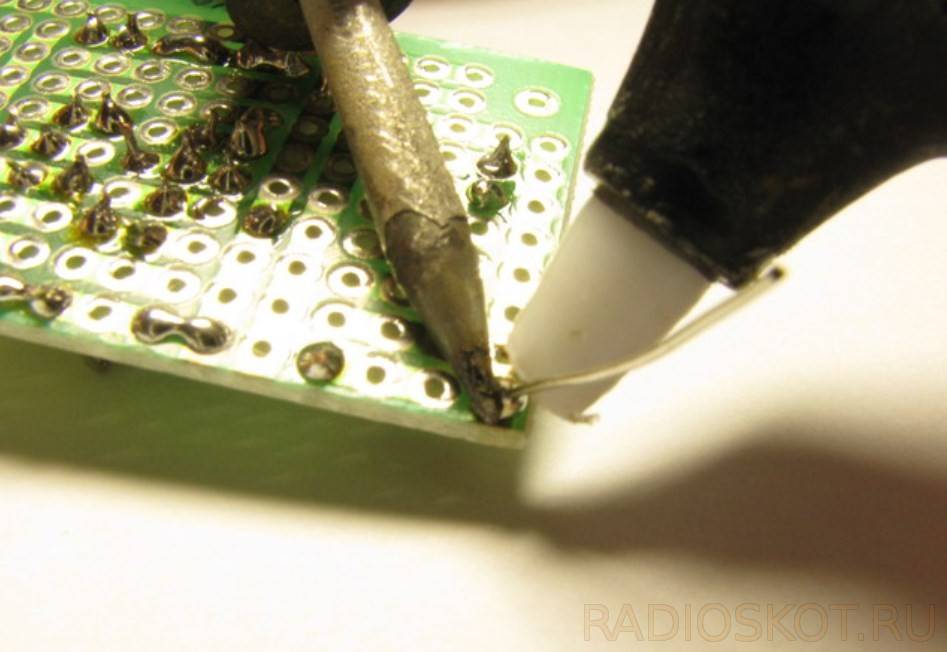
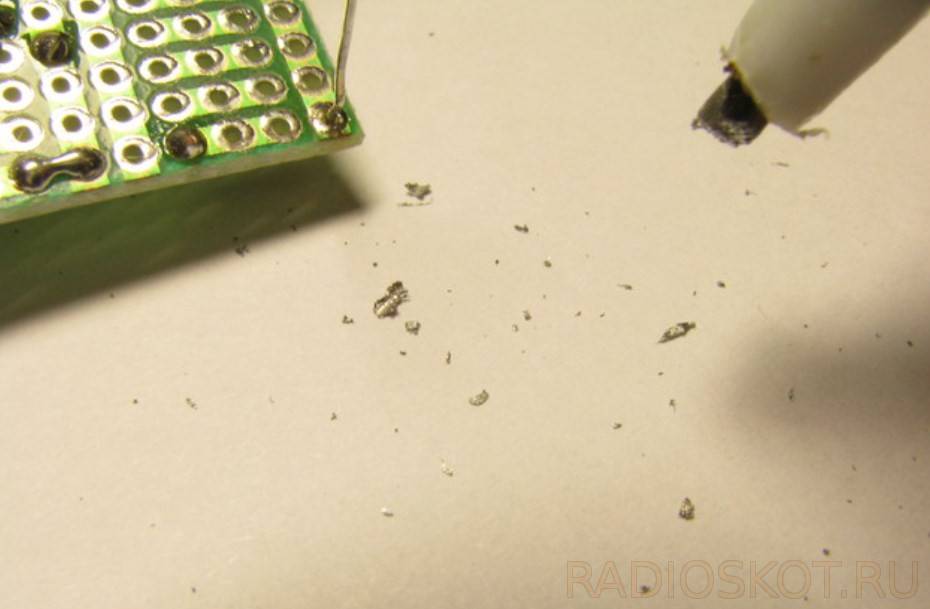
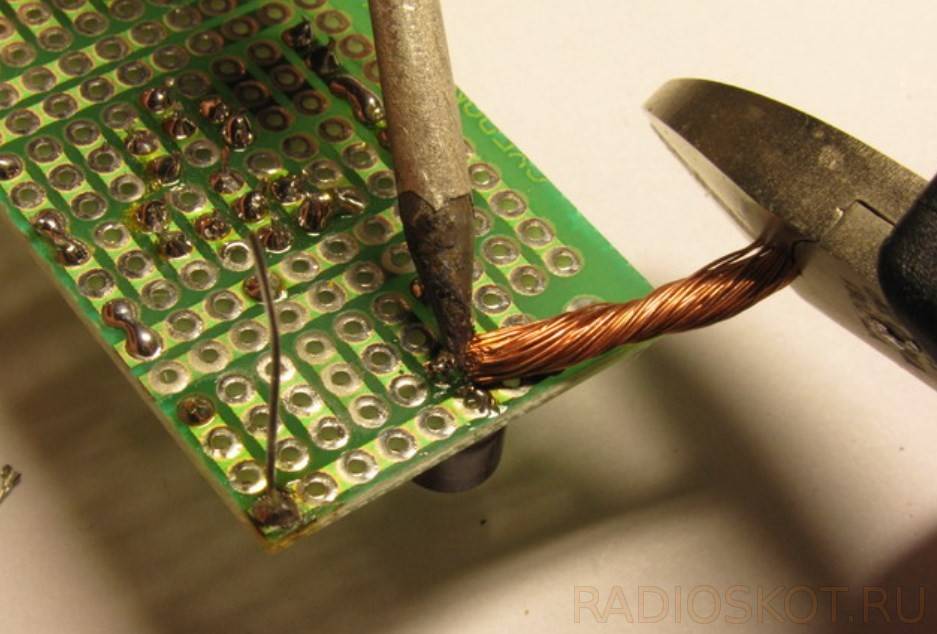
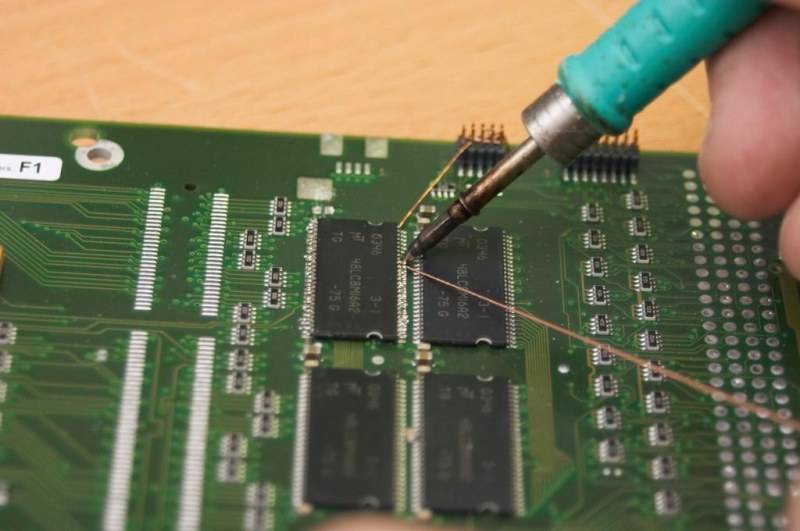
- Второй вариант – это перетягивание припоя с места припайки на медные провода, смоченные флюсом, таким, например, как спиртовая канифоль. Нагреваемый паяльником провод с флюсом постепенно перетягивает на себя припой с места пайки. Этот вариант занимает больше времени, но также достаточно эффективен;
- Использование паяльника с отсосом припоя – в этом случае особых сложностей в демонтаже не предвидится. Главное – контролировать температуру нагрева в зоне контакта, чтобы не повредить плату и саму деталь.
Эти варианты позволят быстро и качественно выпаивать DIP-корпуса с платы.
Важно! Основным требованиям к использованию паяльника в этом случае будет постоянный контроль над давлением и температурой в зоне пайки. Перегрев и излишний нажим может вывести деталь из строя
Вытягивание припоя
Важно! При использовании иглы медицинского шприца можно упростить задачу по её обрезке, для этого перед обрезкой достаточно прокалить докрасна место среза
Техника пайки паяльником
Существует несколько основных способов пайки при помощи паяльника, которые отличаются технологическим решением:
- низкотемпературная пайка может осуществляться в ручном и полуавтоматическом режиме, с использованием волны жидкого припоя или в процессе погружения в емкость, наполненную расплавленным припоем;
- высокотемпературная пайка выполняется с применением газовых горелок и высокочастотных токов, а также в процессе экзотермических работ.

Разные виды паяльников
Основные этапы пайки включают в себя подготовку деталей, обработку с применением флюса или лужение, прогрев спаиваемых деталей и тщательное нанесение припоя на участок пайки. Достаточно востребована так называемая пайка без применения припоя. Например, спаивание титана и меди не требует вспомогательных материалов, а базируется на таком явлении, как контактное плавление.



Холодная пайка является дефектом и характеризуется отсутствием образования прочного паяного соединения, поэтому обладает зернистостью структуры и тусклым цветом.
Пайка с канифолью
 Колофонская смола, представленная хрупким и стекловидным аморфным веществом темного красного или светлого желтого цвета, широко применяется в качестве флюса.
Колофонская смола, представленная хрупким и стекловидным аморфным веществом темного красного или светлого желтого цвета, широко применяется в качестве флюса.
Самым простейшим является СКФ, или спирто-канифольный флюс, который максимально прост в работе.
Прогретый паяльник опускается в канифоль и покрывается припоем, который наносится на спаиваемые поверхности.
Установленные в нужном положении детали спаиваются в процессе работы с ними паяльным жалом, покрытым припоем с канифолью.
Пайка с кислотой
Ортофосфорная кислота часто применяется в пайке как флюс для соединения углеродистых или низколегированных сталей, никелевых и медных сплавов. Механизм действия заключается в растворении оксидной пленки металлов, припое и дальнейшем разрыхлении с всплытием на поверхность флюса.
Применение ортофосфорной кислоты является предпочтительным при соединении более сложных материалов, чем серебро и медь.





